
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Исследование разрушения бетона электрическим взрывом проводников с целью его утилизации
Дипломная работа: Исследование разрушения бетона электрическим взрывом проводников с целью его утилизации
Исследование разрушения бетона электрическим взрывом проводников с целью его утилизации
Дипломная работа
2010г.
РЕФЕРАТ
Выпускная квалификационная работа инженера на тему «Исследование разрушения бетона электрическим взрывом проводников с целью его утилизации» состоит из текстового документа, выполненного на 93 страницах, двенадцати демонстрационных листов. Текстовый документ содержит 23 рисунка, 10 таблиц, список использованных источников из 23 наименований.
Ключевые слова: БЕТОН, ЖЕЛЕЗОБЕТОН, УТИЛИЗАЦИЯ, ЭЛЕКТРИЧЕСКИЙ ВЗРЫВ ПРОВОДНИКОВ, АНАЛИЗ ГРАНУЛОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК.
Целью работы является экспериментальное исследование характера разрушения бетона при размещении проводника непосредственно в толще разрушаемого образца при варьировании диаметра взрываемых проводников и их материала.
Для достижения поставленной цели необходимо решить следующие задачи:
- провести анализ существующих методов переработки бетонных и железобетонных изделий;
- выполнить экспериментальные исследования по разрушению образцов бетона электрическим взрывом проводников из меди, нихрома, манганина;
- провести оценку эффективности разрушения бетона при электрическом взрыве проводников из разных материалов;
- оценить влияние диаметра проводника на эффективность разрушения бетона.
Проект выполнен с использованием литературных источников и материалов преддипломной практики. Выпускная квалификационная работа оформлена в текстовом редакторе Microsoft Word 7.0 и представлена в распечатанном виде на листах формата А 4.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ЛИТЕРАТУРНЫЙ ОБЗОР
1.1 Развитие производства бетона и железобетона
1.2 Проблема утилизации бетонных и железобетонных конструкций
1.3 Методы переработки железобетонных и бетонных изделий
1.3.1 Зарубежный опыт переработки строительных отходов
1.4 Электроразрядные технологии
1.4.1 Электрогидравлический эффект
1.4.2 Электроимпульсная технология
1.5 Электрический взрыв проводников
2. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
2.1 Методика проведения экспериментов
2.2 Анализ гранулометрических характеристик продуктов электрического взрыва проводников ризного диаметра
2.3 Анализ гранулометрических характеристик продуктов электрического взрыва проводников из разных металлов
3. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ИССЛЕДОВАНИЯ РАЗРУШЕНИЯ БЕТОНА ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ ПРОВОДНИКОВ
3.1 Планирование работ
3.2 Затраты на проведение работ
3.2.1 Материальные затраты
3.2.2 Затраты на оплату труда
3.2.3 Отчисления на социальные нужды
3.2.4 Амортизационные отчисления
3.2.5 Прочие затраты
3.2.6 Накладные расходы
4. ПРОИЗВОДСТВЕННАЯ И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
4.1 Введение
4.2 Анализ опасных и вредных факторов
4.3 Электробезопасность
4.4 Производственный микроклимат
4.5 Освещение
4.6 Шумы и вибрация
4.7 Пылеобразование
4.8 Пожаровзрывобезопасность
4.9 Охрана окружающей среды
4.10 Чрезвычайные ситуации
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Одним из важнейших резервов экономии материальных и энергетических ресурсов в области строительства является использование отходов предприятий по производству сборного железобетона и демонтируемых строительных объектов в виде бетонного лома. Во многих случаях непригодные бетонные и железобетонные изделия длительное время хранятся на складах заводов-изготовителей, вывозятся на свалки, закапываются в землю, что загрязняет окружающую среду и лишает промышленность значительного объема дорогостоящего материала.
Ежегодно в нашей стране образуется около 6 млн. тонн отходов бетона и железобетона, а в ближайшее время прирост объема бетонного лома при разборке зданий и накоплении некондиционных конструкций достигнет 15–17 млн. тонн в год. В настоящее время в отвалах скопилось такое количество вторичного сырья, утилизация которого позволила бы получить более 1,5 млн. тонн металла и 40 млн. тонн бетонного лома [1].
Перерабатываемость для вторичного использования у железобетона весьма высокая. Арматурная сталь и закладные детали идут в переплавку, а отходы бетона практически полностью могут быть применены повторно в качестве заполнителя для ординарных бетонов или как балласт в дорожно-транспортном строительстве. Кроме строительства, дробленый бетон применяют при рекультивации земель для засыпки выработок в грунте.
В мире уже появилось такое понятие как жизненный цикл здания, который включает все этапы от начала строительства до полной утилизации остатков объекта. Для строительства из железобетона такой подход особенно актуален. Затраты на разборку объекта и ликвидацию разрушенных материалов следует предусматривать в смете еще при проектировании и накапливать в составе амортизационных отчислений в течение всего периода эксплуатации сооружения.
В связи с большими объемами переработки не найдена пока высокоэффективная технология для этого процесса. Сегодня в основном находят применение две технологии: механическая и электроимпульсная.
Электроимпульсный способ разрушения диэлектрических и полупроводящих материалов широко используется для дробления и измельчения материалов, резания блочного камня, разрушения некондиционных железобетонных изделий и т.д. Перспективным направлением в целях оптимизации процесса разрушения представляется использование явления ЭВП.
Инициирование разряда электрически взрываемым проводником по сравнению с высоковольтным пробоем при равных возможностях электрооборудования позволяет локализовать место пробоя вплоть до обеспечения в ряде случаев заданной геометрии разрядного канала, достичь больших пиковых воздействий, добиться увеличения КПД перехода электрической энергии в энергию взрыва, существенно снизить рабочее напряжение установок с уровня 50 500 кВ до значений ~ 5 кВ, а соответственно и уровень изоляции.
1. ЛИТЕРАТУРНЫЙ ОБЗОР
1.1 Развитие производства бетона и железобетона
Бетон и железобетон широко применяют во всех странах для возведения самых разнообразных объектов. В ближайшее время эти материалы останутся наиболее используемыми по всех областях строительства. Широкому применению бетона способствовали следующие общие предпосылки:
· практически неисчерпаемые запасы сырья для производства вяжущих и заполнителей бетона;
· экологическая целесообразность использовании отходов промышленности в качестве сырья для вяжущих и заполнителей;
· возможность снижения средней плотности бетона путем замены природных заполнителей искусственными, пористыми;
· возможность удовлетворения возрастающих и разнообразных требований гражданского и промышленного строительства, включая создание подземных, подводных и плавучих сооружений;
· низкая энергоемкость технологического процесса изготовления конструкций, сравнительная простота технологии, возможность придания изделиям из бетона любой формы и отделки;
· конструктивная совместимость бетона со многими строительными и отделочными материалами в целях придания железобетонным конструкциям требуемых эксплуатационных и архитектурных свойств.
Развитию производства и применения изделий из железобетона сопутствовали факторы, которые можно условно разделить на две группы:
1. Факторы, обеспечивающие возможность совершенствования конструктивных решений или появления новых конструкций, позволяющие достаточно эффективными и надежными способами организовать выпуск железобетонных изделий и возведение монолитных конструкций в возрастающих объемах. К этой группе факторов относятся следующие: развитие теории бетона и железобетона и практических методов расчета; создание различных видов бетона (тяжелых, легких, ячеистых, жаростойких и др.), эффективных арматурных сталей и арматурных изделий, разработка новых и совершенствование существующих технологий в производственных процессов, создание мощной разветвленной промышленности для заводского производства железобетонных изделий и конструкций.
2. Факторы, определяющие потребность в совершенствовании параметров конструкций и сооружений, оказавших влияние на состав номенклатур железобетонных изделий для различных областей строительства, а также на направления дальнейшего обновления проектных решений. Вторая группа факторов включает развитие объемно-планировочных решений производственных, общественных и жилых зданий, унификацию и типизацию конструкций, расширение применения железобетонных конструкций в новых видах строительства (сооружения транспорта, связи, атомной энергетики, подземные, плавучие, подводные сооружения, строительство в районах Севера и др.).
Высокая надежность и долговечность бетонных и железобетонных конструкций, стойкость их к воздействию высоких температур и агрессивных сред, способность бетона твердеть и наращивать прочность под водой, возможность возведения из бетона и железобетона зданий, сооружений и конструкций самых разнообразных форм в соответствии с их назначением и эксплуатационными требованиями издавна привлекала строителей.
Применение железобетона в России началось с 80-х г.г. XIX века. Наибольшее распространение он получил на юге страны, где особенно был велик объем строительства и существовали благоприятные условия (короткая зима, близость цементных и металлургических заводов, дешевые высококачественные заполнители) для возведения железобетонных конструкций (в то время только монолитных). В основном железобетон использовали при строительстве многоэтажных производственных и гражданских зданий, портовых сооружений и мостов. В строительстве в 1918–1928 г.г. было применено свыше 18 млн. м3 бетона и железобетона; только к 1928 г. было уложено не менее 4,7 млн. м3 бетона и железобетона, израсходовано 1,4 млн. т цемента и 370 тыс. т арматуры, или 11,5 % произведенного проката. Область применения железобетона в 1930–1941 г.г. стала довольно обширной. Из монолитного железобетона выполняли основные несущие конструкции одноэтажных и многоэтажных промышленных зданий (фундаменты, колонны, подкрановые балки, покрытия и даже стены, балочные и безбалочные перекрытия), многоэтажные жилые здания, элеваторы, бункеры, емкости и подземные сооружения. В годы Великой Отечественной войны в условиях острейшего недостатка стали бетон и железобетон широко использовались на строительстве важнейших объектов оборонной промышленности в восточных районах страны.
Высокие качества железобетона как долговечного, прочного и стойкого строительного материала особенно убедительно подтвердились во время войны, когда железобетонные здания и сооружения, в особенности пространственно работающие (элеваторы, резервуары, дымовые трубы, мосты и т. д.), выдерживали многочисленные попадания артиллерийских снарядов и авиационных бомб.
В первые послевоенные годы железобетон широко использовался в восстановительном строительстве. Были разработаны оригинальные методы устранения повреждений основных несущих конструкций зданий и сооружений, в том числе мостов и гидротехнических сооружений. Значительное внимание уделялось использованию местных материалов в качестве заполнителей для бетона (шлака, кирпичного боя и т. д.). К 1948 г. ликвидация последствий войны была в основном закончена. Выпуск строительных материалов достиг довоенного уровня, а в ряде отраслей и превысил его. В течении всего остального периода своего существования, СССР только наращивала темпы выпуска и использования бетона и железобетона. Это позволило СССР увеличить объемы строительно-монтажных работ с 9,3 млрд. руб. в 1954 году до 70 млд. руб. в 1985 году, что обеспечило невиданную до этого скорость постройки жилищного массива.
После развала СССР производство бетона и железобетона, как и почти любая другая отрасль промышленности, резко сократилась. Часть заводов остались на территории стран СНГ, что привело к их потере навсегда для России. На данном этапе истории отрасль понемногу возрождается, ведь актуальность и необходимость этих материалов не пропала. Особенно это важно сейчас, когда многое предстоит отремонтировать, восстановить и построить вновь.
В мире и у нас стране используют разные виды бетонов и железобетонных изделий. Каждые из них используются в разных областях строительства. Железобетонные изделия бывают:
1) сборные;
2) монолитные.
Бетоны бывают:
1) тяжелые;
2) легкие;
3) ячеистые;
4) специальные.
Бетоны могут делиться по прочности, жаростойкости, по теплоизоляционным свойствам, по виду наполнителя, по виду используемого при его производстве цемента, а так же по другим признакам. При правильном выборе вида бетона при строительстве могут быть сэкономлены довольно большие деньги.
Например, преимущество сборного железобетона по сравнению с монолитным возможность широкого использования эффективных, более прочных арматуры и бетона. Особенно это проявляется при заводском изготовлении сборных преднапряженных конструкций применением высокопрочной стержневой и проволочной арматуры, что весьма важно для совершенствования и повышения эффективности железобетонных конструкций.
Предварительное напряжение арматуры в железобетоне позволяет расширить область его применения как для большепролетных и высотных сооружений, в том числе уникальных, так и для массовых конструкций и изделий, повысить прочность, жесткость и трещиностойкость железобетонных конструкций. Наиболее рационально использовать сборные железобетонные изделия при выпуске плоских конструкций (балки, перегородки, площадки и т.д.), а так же при постройке производственных зданий, транспортные галереи, опор мостов, крупнопанельные жилые дома и т.д.
1.2 Проблема утилизации бетонных и железобетонных конструкций
Проблема утилизации бетонных и железобетонных конструкций остро стоит во всем цивилизованном мире. По данным международной организации RILEM в странах ЕС, США и Японии в 2000 г. ежегодный объем только бетонного лома составил более 360 млн. т. Начиная с 70-х г.г. во многих странах ведутся широкомасштабные исследования в области переработки бетонных и железобетонных отходов, изучения технико-экономических, социальных и экологических аспектов использования получаемых вторичных продуктов.
В бывшем СССР внимание к этому вопросу было привлечено в конце 70-х г.г. Тогда считалось, что утилизация имеющихся отходов позволила бы вовлечь в хозяйственный оборот около 40 млн. т. бетонного лома и около 1,2 млн. т. металла. Однако реальных мер для решения проблемы принято не было.
При сносе панельных домов, при производстве строительно-монтажных и сопутствующих работ образуется значительное количество строительных отходов, большая часть которых вывозится на полигоны и свалки, в том числе, несанкционированные, что отрицательно влияет на экологическую ситуацию.
В то же время, отходы строительного производства представляют собой вторичное сырье, использование которого после переработки на вторичный щебень и песчано-гравийную смесь может снизить затраты на новое строительство объектов в городе и одновременно позволяет уменьшить нагрузку на городские полигоны, исключить образование несанкционированных свалок. Вторичный щебень из бетона сносимых построек оказывается значительно дешевле природного, так как энергозатраты на его производство в 8 раз меньше, а себестоимость бетона с ним снижается на 25 %. Таким образом, переработка строительных отходов, создание системы рециклинга становится перспективным высокорентабельным производством, решающим важнейшую экологическую и экономическую задачу.
На сегодняшний день существует два пути утилизации строительных отходов:
- захоронение на специально отведенных полигонах и свалках;
- полная переработка с помощью специальной дробильной техники.
До недавнего времени единственным путем утилизации строительных отходов был первый вариант, но, по сути, это всего лишь откладывание решения проблемы на завтра. Кроме того, такой способ утилизации создает большие экологические проблемы.
За рубежом проблема утилизации отходов решается системно на государственном уровне: в некоторых странах свалки строительных отходов запрещены вовсе, а в Америке и Канаде свалки в принципе существуют, но их размер значительно ограничен тем, что стоимость "сваливания" отходов существенно превосходит стоимость их переработки. Экономический фактор играет важную роль. Стоимость приема строительных отходов на полигоны колеблется от 3.5 до 7.0 USD за куб. м без учета расходов на транспортировку, составляющих в зависимости от расстояния до полигона и использования своего или наемного автотранспорта также до 6 USD за 1 куб. м. Цены на переработку строительного лома сейчас в среднем в два раза меньше, чем на захоронение, и составляют 1.5–3.0 USD за 1 куб.м.
Решить экологические и экономические проблемы, возникающие с образованием огромного количества отходов, возможно только путем организации масштабной отрасли переработки. В западных странах уже сейчас доля переработки строительных отходов составляет в среднем около 50 % от общего объема. За счет совершенствования технологий и законодательства смогли достигнуть очень высокого уровня переработки строительных отходов Дания, Нидерланды, Швеция, где в настоящее время перерабатывают более 90 % таких отходов.
Во многих странах прямо в смету строительства закладывают средства на разборку и переработку сооружений после того, как они отслужат свой срок. Таким образом, фирма, которая строит, берет на себя обязательства впоследствии ликвидировать объект.
В России ежегодно образуется 15–17 млн. т строительного мусора, 60 % которого составляют кирпичные и железобетонные отходы. В Москве доля строительного мусора выросла 25 % от общего объема отходов и составила в 2004 г. 4 млн. т (тогда как в 2001 г. образовалось всего 1,7 млн. т). Темпы роста объема строительных отходов составляют 25 % в год. В настоящее время все виды строительного мусора можно легально вывезти на специализированный полигон. Плата за размещение отходов с учетом того, что они не представляют экологической опасности, ничтожна. Несмотря на это полигоны по утилизации вторсырья в последнее время стали массово закрываться. Они уже не способны вместить возрастающий поток отходов строительного производства.
За счет действий правительства России, которое пытается законодательно стимулировать развитие отрасли переработки строительных отходов, и увеличения мощностей перерабатывающих предприятий доля свозимых на свалки отходов неуклонно падает.
Становление рынка демонтажа и сноса зданий и сооружений создает предпосылки и для развития такого перспективного направления бизнеса, как переработка строительных отходов для их вторичного использования (рециклинг).
Именно при сносе зданий и сооружений образуются наибольшие объемы строительных отходов. К тому же в одном отвале перемешиваются совершенно разные материалы, и их сочетание может нанести непоправимый урон экологии. Это осколки бетона, смешанные с пропитанным битумом рубероидом, линолеумом на фенольных основах, трехслойными панелями с минватой, панелями из ДСП и асбоцемента, да и многим другим, из чего возводились, например, дома массовых серий.
Из остатков кирпичных и железобетонных конструкций получают высококачественный вторичный щебень различных фракций [1]. Этот материал применяется в строительстве зданий, дорог, создании инженерной инфраструктуры, работах по благоустройству территорий, в ограниченных случаях – при производстве бетона, сооружении и ремонте железнодорожных путей. Для переработки любых видов железобетонных, кирпичных, каменных конструкций, включая гранит и особо прочные породы камня, сепарирования включений металлоконструкций предлагаются специальные мобильные комплексы. В результате переработки получается качественный деловой материал – вторичный щебень.
Необходимо отметить, что там, где производился снос сооружений, всегда предполагается новое строительство, а, значит, щебень будет востребован; рециклинг строительных отходов позволяет экономить деньги на покупке и перевозке материалов для строительства. Строительные материалы находятся на площадке, поэтому щебень не нужно транспортировать, доставлять из другого места.
Анализ накопленного опыта переработки строительных отходов и вторичного использования бетона в строительстве показывает, что за счет внедрения рациональных схем переработки, использования новых поколений оборудования и улучшения качества вторичного щебня может быть обеспечена его конкурентоспособность с природными заполнителями.
1.3 Методы переработки железобетонных и бетонных изделий
Существуют статические (раскалывание, дробление, резка и расширение) и динамические (ударное, вибрационное, взрывные) методы разрушения строительных материалов, при этом удельные энергетические затраты более низкие при динамических методах. В настоящее время наибольшие результаты достигнуты в совершенствовании технологии разрушения строительных конструкций ударными методами, раскалыванием, резкой, дроблением и расширением.
Принцип работы полигона (площадки) утилизации строительных отходов наиболее точно можно рассмотреть на примере переработки железобетонных изделий.
Железобетонный лом, полученный на месте разрушения сносимых зданий и сооружений, транспортируется на полигон (площадку) по переработке, где предварительно складируется для подготовки к первичному дроблению.
Предварительно измельченные в агрегате крупного дробления строительные отходы подаются на конвейер, который оснащен магнитным надленточным отделителем, вылавливающим металлические включения. Освобожденные от металла куски перерабатываемого материала направляются в вибропитатель, который отсеивает мелкую (до 50 мм) фракцию и обеспечивает равномерную подачу материала в разделительную станцию на отсортировку дерева и пластмассы. Мелкая фракция через агрегат сортировки СМД513, снабженный односитным грохотом, разделяется на неиспользуемый «мусор» и крупные куски, которые направляются на склад готовой продукции. Очищенный от дерева и пластмассы материал попадает в агрегат дробления СМД518 с роторной дробилкой СМД75А, где измельчается, а затем ленточным конвейером, оснащенным магнитным отделителем металла, транспортируется в агрегат сортировки ДРО602 с трехситным грохотом. Самая крупная фракция из агрегата сортировки направляется в агрегат дробления СМД518 на повторное дробление. Таким образом, получается щебень 3х фракций, который накапливается на складе готовой продукции. Арматура пакуется и подается на склад готовой продукции.
Ударные методы
Наиболее широкое распространение получили гидравлические и пневматические молоты на самоходных установках, отличающиеся высокой производительностью, мобильностью и возможностью точного приложения удара. Гидравлические молоты по сравнению с пневматическими имеют меньший уровень шума, вибрации и пылеобразования. Здесь лучше всего зарекомендовали себя гидравлические молоты с энергией единичного удара 9000 Дж и гидропневматические установки с нагрузкой до 3000 Дж.

Рисунок 1 – Гидравлический молот НМ 900

Рисунок 2 – Гидравлический молот ТЕХ 200 Н
Пневматические бетоноломы с энергией удара 80—90 Дж применяют для разборки бетонных и железобетонных конструкций и завалов, бутобетонных и кирпичных сооружений и полускальных пород. Для разборки и разрушения различных видов конструкций они снабжаются сменными рабочими органами (пикон и лопатой).
Пневматические отбойные молотки с энергией удара 30— 45 Дж применяются для разборки бетонных и асфальтобетонных покрытий, кирпичных стен. Пневматические ручные машины при работе включаются нажатием с определенным усилием на рукоятку, а выключаются при снятии усилия с рукоятки. Для обеспечения энергией ручных пневматических машин используют стационарные компрессорные установки и воздухораспределительные сети реконструируемого предприятия. При отсутствии такой возможности используют передвижные компрессоры.
Электрические ломы и бетоноломы с энергией удара 40 Дж применяют для разборки бетона и железобетона, кирпичной кладки, асфальтобетонных и бетонных покрытий. Молотки электрические с энергией удара 25 Дж применяют для разборки асфальтобетонных и бетонных покрытий, кирпичной кладки. Молотки электрические с энергией удара ЮДж и ниже могут применяться для разборки кирпичной кладки небольшой прочности (на растворе М25 и ниже).
Электрические ручные машины ударного действия имеют меньшую энергию единичного удара по сравнению с пневматическими, однако при их работе значительно ниже уровень шума, что обусловливает снижение утомляемости работающих. Электрические ручные молотки и бетоноломы целесообразно использовать для поэлементной разборки конструкции средней и низкой прочности, а также при работах на высоте, где в случаях применения пневматических ручных машин рабочим необходимо прилагать дополнительные усилия на подъем и удержание воздухопроводного рукава, что приводит к быстрой утомляемости и соответственно снижению производительности.
Пневматические ручные машины ударного действия эффективно используют для разборки более прочных бетонных, железобетонных и кирпичных конструкций.
Раскалывание
При разрушении бетонных и железобетонных конструкций методом раскалывания используют гидроклинья, позволяющие работать без вредных воздействий вибраций, шума и пылеобразования. Гидроклин состоит из гидроцилиндра и расклинивающего устройства, вставляемого в высверленное отверстие и создающего усилие до 130 т, а также насосной станции, создающей давление в гидроцилиндре. Средняя производительность гидроклиньев примерно в 510 раз выше по сравнению с ручными отбойными молотками.
Гидроклиновой раскалыватель, приводимый в действие с помощью гидроцилиндра, применяется для разрушения бетонных фундаментов с маркой бетона до 300 при любой степени внутренней стесненности реконструируемого здания. Рабочий орган этого устройства представляет собой вертикально стоящий цилиндр, в средней части которого на всю высоту вырезан клин, сужающийся снизу вверх. При подъеме клинообразной части цилиндра вверх боковые части раздвигаются, увеличивая диаметр цилиндра. За счет подбора углов клина усилие, развиваемое цилиндром, увеличивается в несколько раз (до 10) и достигает 1500—2000 кН.
Так, для раскалывания бетонных фундаментов применяют установки, состоящие из маслонасосной станции и нескольких (до 5) клиновых устройств. Для отделения частей бетона в нем бурят шпуры с шагом, зависящим от прочности бетона и составляющим 400—800 мм. Диаметр шпуров на 3—5 мм больше диаметра рабочего органа. Рабочий орган вводится в шпур, затем масло под давлением — в гидроцилиндр. Откалывание кусков бетона происходит без разлета осколков, сопровождается слабым треском. Производительность установки 0,25—0,5 м3/ч.
Резка
При разрушении находят применение способы резки, позволяющие расчленить сооружение или конструкцию на отдельные элементы (блоки), пригодные для повторного использования. При этом используются алмазные отрезные круги и термическая резка с применением кислородного дутья, плазмы или электрической дуги. Современные машины с алмазными кругами позволяют резать железобетон на глубину до 400 мм и с механической скоростью подачи до 2 м/мин.
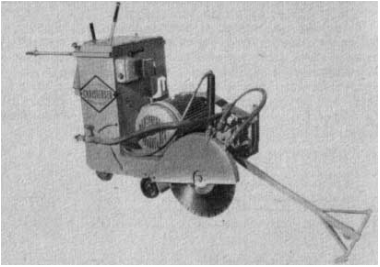
Рисунок 3 – Машина СК ЗОЕ с электроприводом для резания бетона и железобетона фирмы "Кристенсен" (США)
Дробление
Дробление осуществляется с помощью зубьев, которые устанавливаются на бетоноломе или отдельно крепятся на экскаваторе. Сменное рабочее оборудование позволяет дробить железобетонные конструкции толщиной до 700 мм и фундаментов до 1200 мм.
Одним из основных преимуществ дробильной установки является возможность её использования непосредственно на месте образования строительных отходов. В этом случае мобильный дробильно-сортировочный комплекс доставляется на строительную площадку, где он сразу приступает к работе. Наиболее важными факторами конкурентоспособности работ по переработке строительных отходов на мобильной дробильной установке являются:
- низкая стоимость этого способа утилизации отходов по сравнению с захоронением на полигонах;
- возможность переработки отходов прямо на месте их образования;
- получение дешевого щебня экологически безвредным способом;
- получение товарного металлолома;
- решение многочисленных экологических проблем.
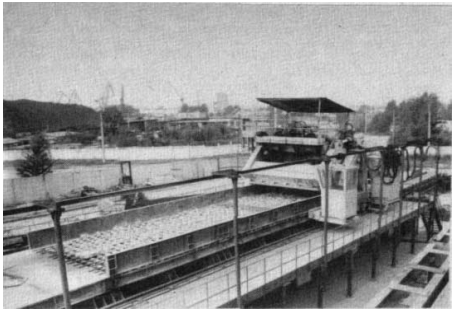
Рисунок 4 - Установка первичного дробления УПН 12-3,5-1,5
При разработке отечественного оборудования для дробления бетона был выбран способ давления с помощью рычажного пресса. Преимущества такой схемы по величине давления разрушения представлены на рис. 5. Величина давления по сравнению с ударной нагрузкой примерно в 2 раза меньше.
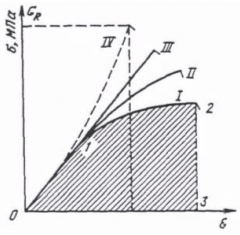
Рисунок 5 - Зависимость между напряжением s и деформацией е при различных скоростях нагружения: I, II, III, IV - возрастающие значения скоростей деформирования.
А как следует из схемы разрушения, показанной на рисунке 6, происходит довольно равномерное отделение бетона от арматуры вследствие медленного (ползучего) разрушения контактной зоны между арматурой и бетоном.
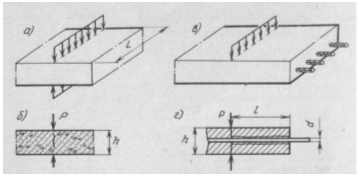
Рисунок 6 - Схема загружения бетонных и железобетонных изделий при разрушении: а, в - схемы положения нагрузок; б, г - схемы разрушения бетона и железобетона.
По такому принципу были запроектированы установки по первичному дроблению бетона, как для плоских изделий, так и для колонн и ригелей. В таблице 1 представлены основные технические характеристики установок для дробления некондиционных или отслуживших свой срок разрушенных железобетонных изделий.
Таблица 1 - Техническая характеристика установок первичного дробления некондиционного бетона
| Показатель | С передвижным гидравлическим составом | Со стационарным гидравлическим прессом | ||
| УПН 24-3,5-0,6 | УПН 12-3,5-0,6 | УПН 10-2-0,6 | УПН 7(12)-3-0,6 | |
|
Производительность, м3/ч, при переработке: |
||||
| Бетонных отходов | 10 | 10 | 8 | 8 |
| Фракция дробленого материала, мм | 0-250 | 0-250 | 0-250 | 0-250 |
| Установленная мощность, кВт, при разрушающем усилии пресса 2000 кН | 87,5 | 87 | 79,5 | 79,5 |
| Габариты установки, м | ||||
| Длина | 32,4 | 24,5 | 25.3 | 20,7 |
| Высота | 6,2 | 6,2 | 4,1 | 4,1 |
| Масса установки, т | 141,5 | 100 | 71,5 | |
| В т.ч. масса обслуживающих площадок и металлоконструкций | 25 | 20 | 15 | 12 |
Разрушение
Для разрушения строительных конструкций с помощью расширения наиболее часто используют патроны жидкой углекислоты (кардокса), действие которых основано на увеличении объема в результате перехода углекислого газа из жидкого в газообразное состояние, при этом развиваемое давление изменяется от 125 до 275 МПа. В последнее время появились и другие расширяющиеся составы, действие которых основано на различных химических процессах, протекающих от нескольких часов до 30 мин. Разрушение конструкций происходит в результате расширения залитой в пробуренные шпуры смеси порошка с водой, но развиваемое в результате давление значительно ниже, чем при использовании каркаса (в пределах 3040 МПа). Поэтому с помощью этого разрушают, как правило, легкие железобетонные конструкции.
Когда все процессы производства продукции выполняются около сносимого здания, используется передвижное или самоходное перерабатывающее оборудование, размещаемое на мобильной площадке переработки строительных отходов. Комплект оборудования включает: башенный кран (при разборке здания), формирующий штабели из элементов зданий с различными характеристиками; экскаватор со сменным рабочим оборудованием (ковш, гидромолот и гидроножницы); погрузчик для выемки подготовленных к первичному дроблению разрушенных элементов зданий из штабеля, перемещения этих элементов до агрегата первичного дробления и загрузки первичного устройства агрегата (в этих процессах может быть использован бульдозер); агрегаты первичного и вторичного дробления; грохот для разделения продуктов дробления по крупности; конвейеры для размещения продукции нескольких фракций, отходов переработки и арматуры, подающие в штабели. Отгрузку продукции и отходов осуществляют погрузчики, а арматуры экскаваторы, реже погрузчики.
Общие принципы создания технологического оборудования по переработке некондиционного бетона и железобетона как в нашей стране, так и за рубежом базируются на возможности применения существующего дробильно-сортировочного оборудования, используемого при переработке природного камня из карьеров. Однако при определении конструктивных параметров дробильной установки, предназначенной для переработки отходов из железобетона, необходимо учитывать наличие арматуры и невозможность точного контроля формы и размеров подаваемого материала. Необходимость пропускания арматуры через установку по переработке отходов из железобетона заставляет выбирать камнедробилку первичного дробления повышенной производительности и, соответственно, увеличенные габаритные размеры.
В качестве установок первичного дробления некондиционного железобетона можно применять различного вида дробилки (щековые, конусные, ударные, молотковые), позволяющие загружать в дробильную камеру изделия с ограниченными размерами: по длине до 3 м и по ширине до 1 м. Наиболее эффективными являются щековые дробилки. Что касается процесса удаления арматуры, то лучшие результаты были достигнуты при использовании магнитного надконвейерного сепаратора, который самостоятельно освобождается от притянутой арматуры. Для более тщательного удаления металла может быть использована двухстадийная технология: после сепаратора еще смонтировать и магнитный барабан.
После извлечения из железобетона арматура разрезается на мерные куски с помощью ручных гидравлических аллигаторных ножниц СМЖ549 для дальнейшего транспортирования к местам ее утилизации.
При этом необходимо учитывать то обстоятельство, что в крупнопанельном домостроении в первые годы индустриального жилищного строительства использовался тяжелый бетон марок М75МЗОО (В5В25) и легкий бетон марок М50М150 (В3,5В10). Полное же разделение бетона по видам и маркам практически невозможно. В процессе дробления и сортировки физико-механические характеристики щебня из строительного лома могут несколько изменяться в зависимости от характеристик применяемого оборудования.
Для предварительной подготовки строительных отходов к первичному дроблению используют дополнительное оборудование, состоящее из гидравлического экскаватора с быстросменным (специальным) оборудованием «клещи», способным разрезать бетонные элементы толщиной до 300 мм с арматурой до 40 мм. При необходимости гидроножницы легко заменяются на гидромолот. Затем автопогрузчиком с ковшом шириной 45 м и глубиной 1,4 м строительные отходы загружаются в вибрационный питатель для процесса первичного крупного дробления.
Электрогидравлический метод разрушения конструкций
Осуществляется без образования взрывной волны и разброса осколков, что является принципиальным фактором при производстве работ в местах с выделением пыли или вероятным появлением газа. Этот метод совершенно безопасен для работающих вблизи людей и установленного оборудования, поэтому он может с успехом применяться не только на открытых площадках стройки, но также и внутри производственных помещений.
Применение установки электрогидравлического эффекта для разрушения каменных и бетонных массивов, бутобетонной и кирпичной кладок позволяет в десятки раз увеличить производительность труда и даже совсем исключить применение физического труда на указанных работах.
Буровзрывной метод разрушения
Метод использует энергию взрыва, образующегося при воздействии на взрывчатое вещество начального импульса от искры либо удара. Этот метод давно применяется в строительстве, поэтому считается одним из самых первых. В обоснованных случаях разрушения конструкций этим способом применяют шпуровые заряды и камуфлированный взрыв. Для уменьшения разлета кусков используют локализаторы взрыва различных конструкций.
Взрывогенераторную установку типа ВН-2, разработанную ЦНИИподземмашем, целесообразно применять для разрушения фундаментов и других железобетонных конструкций, негабаритных скальных кусков породы и т. д.
Принцип действия ВН-2 заключается в следующем: два жидких компонента (окислитель и горючее) непрерывно поступают из специальных емкостей в струйный взрывной аппарат (форсунку), откуда вытекают отдельными струями. При смешении отдельных струй образуется компактная струя сильнодействующего взрывчатого вещества, направляемая на разрушаемый материал. Инициатором взрыва является жидкий сплав калия с натрием, впрыскиваемый небольшими порциями (0,5 г) в струю взрывчатого вещества с регулируемой частотой (80—1500 в мин).
Бетон и другой материал дробится за счет энергии взрыва, воздействия целого комплекса газодинамических, механических и термических процессов, способствующих интенсивному разрушению.
Гидроимпульсный скалолом, разработанный Украинским отделением института Гидропроект им. С. Я. Жука, относится к взрывным шпуровым средствам, и разрушение им является разновидностью гидровзрыва. В пробуренную в бетоне скважину (шпур) диаметром 43 мм и предварительно залитую водой вставляют скалолом, снабженный охотничьим патроном 12-го калибра, который заряжен бездымным порохом марки «Сокол» или «Беркут», а затем производят выстрел. Разрушение бетона скалоломом происходит в режиме воздействия на стенки скважины гидравлического пресса, возникающего при резком расширении пороховых.
Расширение твердых смесей предварительно пробуренных шпурах представляет большой интерес, особенно расширение смеси типа «Бристар» (Япония) и НРС-1, разработанной НПНПстромом.
В массиве бурят шпуры, параметры и расположение которых определяются в зависимости от физико-механических характеристик разрушаемого материала. Глубина шпуров составляет не менее 70 % высоты разрушаемого массива; при этом чем больше диаметр шпура, тем сильнее разрушающее усилие на его стенки. Смесь порошка с водой заливается в пробуренные шпуры до их устья.
Расход порошка, необходимого для приготовления расширяющейся смеси, определяется из расчета 2 г на 1 см3 шпура. Водотвердое отношение по массе должно находиться в пределах 0,30—0,32. Расширяющее усилие увеличивается со временем и за сутки достигает ЗОМПа.
Преимуществами их перед другими средствами являются отсутствие осколков и шума, большое количество одновременно заполняемых шпуров, которые через сутки вызывают растрескивание неограниченных в объеме массивов.
Разрушение массивов из бетона марки 300 и более, а также густоармированных массивов производится с предварительным бурением вертикальных или наклонных шпуров. При этом увеличивается производительность взрывогенератора, которая в зависимости от прочности разрушаемых конструкций составляет 42... 150 м3/ч.
Недостатками взрывогенераторов являются большой разлет осколков, значительный шум (до 108 дБ в радиусе 50 м) и выделение токсичных газов.
При выборе способов разборки и разрушения конструкций одними из основных показателей являются трудоемкость и сроки выполнения работ, однако эффективность применения того или иного способа существенно зависит также от выхода годных к повторному использованию материалов.
Разработка и создание эффективных технологий по переработке строительных отходов при разборке зданий и сооружений направлены на решение актуальных проблем экологической безопасности:
— ликвидация свалок и захоронений строительного мусора и отходов строительного производства;
— повышения чистоты воздушного бассейна от загрязнений в результате сжигания строительного мусора и отходов;
— создание ресурсосберегающих технологий по переработке строительных отходов, позволяющих обеспечивать экономию строительных материалов: щебня, песка, битума, наполнителей, лаков, красок и т.п.
В России успешно работают технологические дробильно-сортировочные комплексы по переработке твердых строительных отходов.
1.3.1 Зарубежный опыт переработки строительных отходов
В мировой практике применяются два основных принципа организации переработки тяжелых строительных отходов и некондиционной продукции стройиндустрии:
-переработка образовавшихся отходов на месте их возникновения (на стройплощадке);
-переработка отходов на специальных комплексах.
Первый вариант не позволяет применять высокопроизводительное оборудование, обеспечивающее получение чистого и фракционированного продукта. Кроме этого, оно требует особых мер экологической защиты близлежащих жилых домов, исключает возможность непрерывной работы дробильной установки.
Второй вариант предусматривает дополнительные транспортные расходы на доставку отходов к месту переработки, которые компенсируются эффективной работой дробильно-сортировочного комплекса большой мощности, возможностью более глубокой переработки, отбором всех посторонних включений, возможностью организации постоянной логистики и маркетинга, относительно простым решением экологических проблем.
Например, в Германии в каждой земле существуют крупные перерабатывающие комплексы. Только в Берлине (где снос построенных во времена ГДР панельных пятиэтажек даже не планируется) их более 20.
Как правило, комплекс состоит из нескольких участков.
Участок приема отходов, где осуществляется их складирование, предварительная сортировка и разделка негабаритных плит или обломков до размеров, которые способна пропустить дробилка. Этот участок обычно обслуживают экскаваторы с гидрокусачками.
Участок подготовленного материала, где работают фронтальные погрузчики с емкостью ковша 4 - 5 м3 способные обеспечить непрерывную работу высокопроизводительной дробилки.
Перерабатывающая установка, включающая приемный бункер, дробильный агрегат, магнитный сепаратор и сортировочный узел. На крупных перерабатывающих предприятиях в состав установки входят также дробилка вторичного дробления, более полный набор грохотов, система воздушной сепарации легких частиц (остатки утеплителя, обоев, линолеума и др.), а иногда и установка для мойки вторичного щебня.
Склад готовой продукции может быть укомплектован поворотными конвейерами, отсыпающими щебень разных фракций в конические отвалы, или автоматизированными силосными складами, где в силосах хранится щебень, распределяемый по фракциям и по прочности, откуда он автоматически отгружается заказчику в заданном процентном соотношении.
Обычно комплексы оборудованы автомобильными весами для взвешивания поступающего материала и отпускаемой продукции.
В качестве первичных дробильных агрегатов чаще всего используют щековые дробилки, а также роторные агрегаты ударно-отражательного действия, причем последние часто не требуют установки дробилки второй ступени.
Работающие за рубежом комплексы не только выполняют важную экологическую и экономическую задачи государственного значения, но также являются высокорентабельными предприятиями. Их доходы складываются из платы за приемку материала на переработку (поставщик экономит транспортные расходы на доставку к месту свалки и плату за свалку) и доходов от продажи вторичного щебня, который дешевле природного и ему обеспечен сбыт. Производительность комплексов в зависимости от их комплектации и загрузки составляет 100-800 тыс. т в год.
1.4. Электроразрядные технологии
1.4.1 Электрогидравлический эффект
Наряду с общеизвестными средствами разрушения в последние годы все более широкое применение находят для разрушения железобетонных и других конструкций такие шпуровые средства, как установки электрогидравлического эффекта (ЭГЭ), гидроклиновой раскалыватель, гидропороховой скалолом, расширяющиеся смеси, а также взрыво-генераторные установки.
Принцип действия электрогидравлических установок (ЭГУ) основан на применении электрогидравлического эффекта Л.А. Юткина, который представляет собой высоковольтный импульсный разряд электрического тока в жидкости, сопровождающийся выделением энергии в виде ударных и акустических волн и др. В электрогидравлическом эффекте (ЭГЭ) используется энергия, накопленная в конденсаторной батарее. В результате электрического разряда, происходящего в жидкой среде, формируется канал, представляющий собой парогазовую полость, расширение которой сопровождается волнами давления и скоростным потоком, образующим электрогидравлический удар, который разрушает материал разбираемой конструкции. Искровой разряд происходит в жидкости, залитой в шпур глубиной 0,3–0,5 м и диаметром 25–42 мм, пробуренный в теле конструкции.
В настоящее время для разрушения строительных конструкций (бетона и железобетона) применяют ЭГУ типа «Вулкан», ЭГУРН, «Базальт» и др.
В технологический комплекс по разрушению железобетонных конструкций ЭГЭ входят: установка ЭГУРН, источник электроэнергий напряжением 380/220 В установленной мощностью 20кВА, источник сжатого воздуха производительностью 5 м3/мин, источник технической воды (водопровод, емкость), аппаратура для резки арматуры (газо- или электросварка), средства бурения шпуров (перфораторы, шланги, буровые штанги), средства разборки бетона (клинья, ломы, пневмомолотки), подъемно-транспортные средства для погрузки и удаления бетонного боя и кусков арматуры.
Электрогидравлический способ подразделяется на электрогидравлический клин и электрогидравлические установки. Первый из них является инвентарным инструментом, основанный на действии гидравлического удара. Разрушаемая конструкция предварительно «подрезается» системой горизонтальных щелей (для разрезки арматуры) и вертикальных шпуров для размещения в них специального устройства «клина». Схемы шпуров и щелей при разрушении конструкций представлены на рисунке 7.
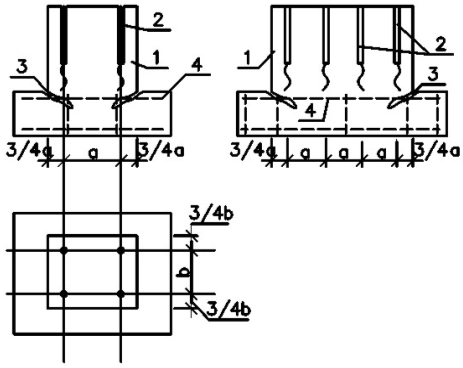
Рисунок 7 - Устройство шпуров в бетонных массивах:
1—фундамент; 2—вертикальный шпур; 3—горизонтальный шпур для «подрезки» арматуры; 4—стержни армокаркаса
Само устройство для электрогидравлического разрушения бетона представляет собой электрогидравлический клин ЭКГ-4 и электрогидравлический взрыватель ЭГВ-10. В разрушаемом изделии в предварительно образованный шпур устанавливается приспособление ЭКГ-4. При этом клин (6) и поршень (5) занимают верхнее положение. В полость (4) заливается вода и электровзрыватель (2) подсоединяется к силовой установке. Импульсный разряд электрогидравлического взрывателя вызывает динамический удар клина, который перемещаясь посредством разрезной втулки (7), вниз «разрывает» железобетонную конструкцию по ослабленному шпурами сечению.
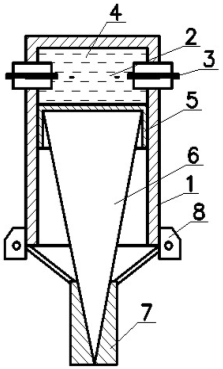
Рисунок 8 - Электрогидравлический клин ЭКГ-4:
1 – корпус клина; 2 – взрыватель; 3 – электрод разрядника; 4 – полость клина с водой; 5 – поршень; 6 – клин; 7 – разъемная втулка; 8 – косынки крепления подвесок; 9 – подвески втулки.
Силовая установка электрогидравлического клина, монтируемая на шасси автомашины типа ЗИЛ, состоит из следующих узлов: повысительно-выпрямительного устройства; импульсного конденсатора; разрядного устройства; пульта управления.

Рисунок 9 Автомашина ЗИЛ
Повысительно-выпрямительное устройство предназначено для повышения сетевого напряжения 220/380 В до напряжения 15000 В. Импульсные конденсаторы большой емкости являются накопителями энергии для очередного взрыва.
Разрядное устройство передает импульсный разряд на электроды (3). Энергия импульсного разряда, достигающая 300 кДж, позволяет этим способом разрушать практически любую массивную монолитную конструкцию. Разница в применяемых методах заключается в мощности импульсного разряда. Установки подобного типа за счет значительной энергии, накопленной в батареях импульсных конденсаторов, обеспечивают давление в камере 10 разряда порядка 102-103 МПа, что превышает конструктивную прочность разрушаемого массива. Это позволяет разрушать габаритные фундаменты под каркас, под технологическое оборудование. Схема установки приведена на рисунке 10.
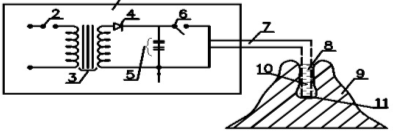
Рисунок 10 - Схема для установки для разрушения строительных конструкций электрогидравлическим способом:
1 – платформа автомобиля: 2 – выключатель; 3 – высоковольтный трансформатор; 4 – выпрямитель; 5 – батарея конденсаторов; 6 – управляемый разрядник; 7 – кабель; 8 – «шпур»; 9 разрушаемый массив; 10 – вода; 11 – искровой промежуток
Таблица 2 - Технические характеристики электрогидравлических установок.
| Наименование показателей | Тип установки | ||||||
| вулкан К-32 | гранит-3 | ЭГУРН | ЭНУ | ПЭНУ | базальт - 2 | импульс | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
|
1. Рабочее напряжение, кВ 2. Энергия взрыва, кДж |
5 40 2 |
5 70 3 |
6 150 4 |
5 100 5 |
10 200 6 |
6 100 7 |
5 100 8 |
|
3.Потребляемая мощность, кВт 4. Удельный расход энергии, кВт-ч/м3 5. Напряжение питания, В 6. Число взрывателей, шт 7. Габариты (м) -высота -ширина -длина 8. Масса установки, т |
2,5 0,25 380 2 3,35 2,87 6 10,8 |
4 2 220 1 3,30 2,40 4,74 5 |
2 0,2 380 1-6 2 2 3,4 4 |
15 1,5 380 1-4 3,35 2,8 6 5 |
4 0,5 380 4 …. …. …. 9 |
5 0,15 380 5 1,46 1,46 2,5 3,25 |
5 0,15 380 2-4 2,25 2,4 4,85 5,5 |
1.4.2 Электроимпульсная технология
Важнейшей особенностью электроимпульсной технологии является высокая селективность разрушения материала, проявляющаяся в лучшем раскрытии зерен полезных минералов и лучшей их сохранности от разрушения.
Рабочим инструментом при электроимпульсном разрушении является искра, не возникает проблемы с загрязнением продукта измельчения аппаратурным железом, материалом мелющих тел, свойственным механическим способом измельчения материалов.
Электроимпульсное измельчение материалов, как правило, проводят в воде. Применение диэлектрических жидкостей часто бывает просто исключено из-за их воздействия на поверхностные свойства измельченных минеральных частиц. А с другой стороны, геометрия электродов такова, что формирование импульсов напряжения с требуемыми параметрами (амплитудой и длительностью фронта) не представляет особых затруднений, даже если используется техническая вода. Для повышения сопротивления нагрузки имеется возможность максимально изолировать электроды, разделить конструкцию на параллельно работающие секции.
Данное технологическое применение электроимпульсного способа разрушения осуществляется по схеме, представленной на рисунке 11.
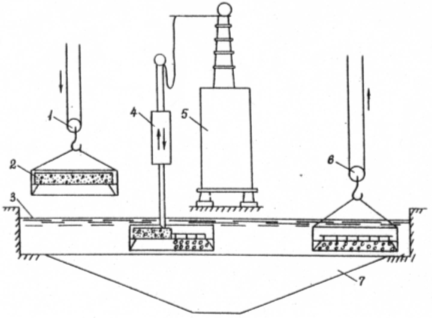
Рисунок 11 - Технологическая схема ЭИ - установки для утилизации железобетонных изделий.
Объектом разрушения служат некондиционные железобетонные изделия – брак производства или выбывающие из эксплуатации панели. Целью разрушения ЖБИ является утилизация арматурного металла и бетона. Особенностью электроимпульсного процесса в данном технологическом применении является то, что один из электродов системы является арматура ЖБИ. В тех случаях, когда арматура не обнажена, процесс электрического пробоя облегчен, так как разряд на арматуру может быть осуществлен только путем пробоя слоя бетона. Реальные процесс разрушения ЖБИ означает постепенное обнажение арматуры и может осуществляться только в режиме электроимпульсного пробоя – с внедрением разряда в бетон при наличии и альтернативной возможности перекрытия по поверхности на обнаженную арматуру. При этом не обязательно, чтобы в каждом акте пробоя электрод касался бетона, пробой может быть и комбинированным с частичным прохождением через водную среду.
Технологическая схема разрушения ЖБИ следующая: панель 2 загружается в ванну с водой 3, рабочий электрод 4 с помощью манипулятора постепенно перемещается по ячейкам изделия, при этом система контроля выдает команду для перемещения в новое положение лишь после полного разрушения ячейки. Освободившиеся после разрушения ЖБИ арматура и бетонный шлам по отдельности удаляются из ванны. Как показали опытные работы по разрушению ЖБИ, состояние арматуры позволяет ее повторное использование, так же как и бетона после дополнительного его доизмельчения.
Принципиально имеется два возможных способа разрушения негабаритов электроимпульсным способом - при пробое в системе наложенных электродов и при пробое в системе с предварительно забуренными шпурами. Здесь имеется в виду, что пробиваемые промежутки достигают длины нескольких дециметров и что обеспечивается ввод необходимого количества энергии в канал разряда. Первый способ проще технологически, однако чрезвычайно низка эффективность использования энергии канала разряда. С энергетической точки зрения случай сквозного пробоя из забуренных шпуров более выгоден, однако технологически осложнен операцией забуривания шпура, и его эффективность необходимо оценивать в сравнении с достаточно хорошо отработанной технологией электрогидравлического разрушения негабаритов.
К побочным явлениям электроимпульсного разрушения следует отнести эффекты, обусловленные воздействием на материал и жидкую рабочую среду высоких температур канала разряда, давления проходящей в твердом теле волны, электрических и магнитных полей. Фазовые превращения в материале, изменение поверхностных свойств и т.д. могут выступать не только как факторы, влияющие на эффективность последующих процессов с материалом (например, при обогащении), но и представлять самостоятельный технологический интерес, например, для ускорения химических реакций, синтеза алмазов и т.д. Именно в этой области возникает соприкосновение и взаимопроникновение исследовательских работ по электроимпульсной, электрогидравлической, электронно-ионной технологиям. Примером этому является электроразрядное разупрочнение материала для интенсификации гидрометаллургического процесса, для повышения селективности разрушения руд.
С конца семидесятых годов в НИИ высоких напряжений проводятся работы по созданию техники и технологии электроимпульсной утилизации некондиционного железобетона.
Сущность способа основана на разрушающем действии импульсных электрических разрядов, инициированных непосредственно в толще бетона, между электродами либо между элементами арматуры, либо между внешним электродом и элементами арматуры [5].
В канале пробоя выделяется электрическая энергия, запасенная во внешнем накопителе, обычно емкостном, канал пробоя расширяется подобно поршню и создает переменное во времени и пространстве поле механических напряжений. За счет интенсивной дивергенции волн, их взаимодействия со свободными границами и неоднородностями разрушаемого изделия, это поле носит сложный характер с большим удельным содержанием сдвиговых и растягивающих напряжений. В генеральной картине разрушения преобладают радиальные изломы, распространяющиеся от канала пробоя, присутствует растрескивание по Гопкинсону и концентрические трещины.
Для предотвращения пробоя бетона по поверхности используются специальные изоляционные среды (например, техническая вода), координирование разрядных промежутков с параметрами воздействующего импульса напряжения, формой и местом расположения электродов.
Эффективность разрушения бетона электрическими разрядами по поверхности, а также в окружающей его среде существенно ниже по сравнению с вариантом пробоя в толще бетона.
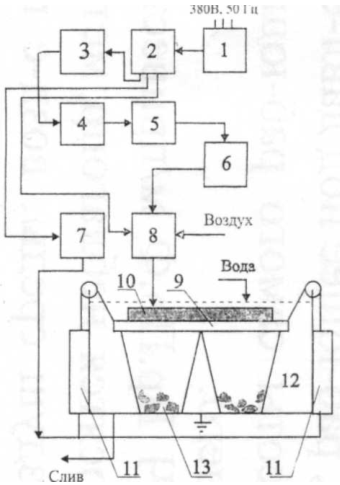
Рисунок 12 - Схема установки разрушения железобетона: 1 — щит распределительный; 2 —пульт управления; 3 — регулятор напряжения; 4 — трансформатор высоковольтный; 5 — генератор импульсных напряжений; 6 — высоковольтная шина; 7 — станция гидравлическая; 8 — электродная система; 9 — поддон; 10 — разрушаемое изделие; 11— гидроцилиндры; 12 — технологическая ванна; 13 — бункер
Поэтому одной из основных проблем ЭИТ является разработка технических приемов, оборудования и оснастки для создания условий, обеспечивающих высокую вероятность формирования канала сквозной проводимости в бетоне.
Другой проблемой является выбор параметров энергетического пакета в послепробойной стадии процесса, определяющих электрическую мощность, развиваемую в канале, энергию, выделенную в нем, и в конечном счете, параметры поля механических напряжений и эффективность разрушения.
Необходимо отметить, что технология предоставляет возможности для широкой вариации параметров энерговклада путем выбора режима протекания разрядного тока. Основным требованием при этом является согласование режима энерговыделения с характеристиками разрушаемого изделия, вплоть до использования автоматизированных самонастраивающихся систем.
Генератор импульсных напряжения собран по схеме Аркадьева— Маркса с двухсторонней зарядкой емкостных накопителей. В качестве накопителей используются конденсаторы ИКХ-50-1-УХЛ4. Емкость одной ступени генератора 10~6 Ф, число ступеней—6. Конструкция генератора — платформенного типа. Изоляционный остав изготовлен на базе опорных изоляторов КО—110/2000. Размещен генератор в отдельном помещении, которое предохраняет электротехническое оборудование от прямых атмосферных воздействий и служит экраном электромагнитного излучения. Генератор работает на шину, которая располагается вдоль технологической ванны.
Электродная система служит для передачи высоковольтных импульсов от генератора к разрушаемому изделию, имеет двадцать два высоковольтных электрода, расположенных в ряд по ширине технологической ванны. Конструктивно электродная система выполнена в виде четырех колонн, собранных из опорных изоляторов КО—110/1250. Колонны размещаются на подвижной тележке, которая перемещается по направляющим вдоль технологической ванны. Вверху колонны связаны между собой металлическими балками. На балках крепится блок электродов. Каждый электрод снабжен индивидуальным пневмоприводом для вертикального перемещения. Электроды имеют два фиксированных и нижнее — рабочее.
В исходном положении электроды изолированы от высоковольтной шины и друг от друга. В нижнем положении электроды опускаются на разрушаемое изделие, при этом они автоматически подключаются к высоковольтной шине, на которую поступают импульсы от генератора.
Технологическая ванна представляет собой металлическую емкость сварной конструкции 4,5x9,8x2,5 м, заполненную водой. Внутри ванны располагается гидроподъемник с шестью контейнерами. Контейнеры закрыты решетками и служат для наполнителя разрушенного бетона. По мере наполнения контейнеров они вынимаются из ванны и разгружаются. Очищенный от бетона арматурный каркас удаляется с решеток.
Управление и контроль за работой генератора, электродной системы, гидроподъемника осуществляется с пульта управления, расположенного в кабине оператора.
Работа установки осуществляется следующим образом. Изделие мостовым краном и гидроподъемником размещается на решетке контейнеров. Над изделием устанавливается электродная система. Один из электродов опускается на бетон и автоматически подключается к высоковольтной шине. Включается генератор импульсов. Импульсы от генератора через высоковольтную шину и электрод поступают в рабочую зону и производят разрушение бетона. После подачи трех—пяти импульсов бетон под рабочим электродом разрушается, электрод поднимается вверх, а другой опускается на неразрушенную часть изделия. Цикл разрушения повторяется до полного освобождения арматурного каркаса или закладных деталей от бетона, которые сохраняют первоначальную форму и могут использоваться повторно.
Таблица 3 - Фракционный состав дробленого бетона
|
Размер фракции, мм |
Фракционный состав дробленого бетона, % | |
| После разрушения стеновой панели В 15-26 |
После ЭИ додрабливания в сите 40мм |
|
| 0-5 | 6,3 | 9,7 |
| 5-10 | 8,4 | 15,6 |
| 10-20 | 17,3 | 40,4 |
| 20-40 | 13,5 | 34,3 |
| 40-70 | 12,0 | 0 |
| Свыше 70 | 42,5 | |
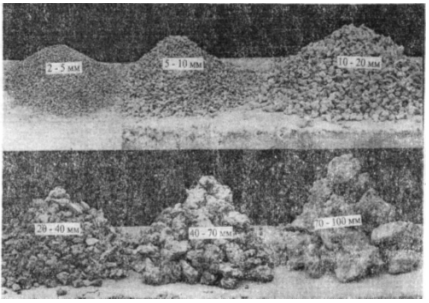
Рисунок 14 - Фракционный состав бетона
Технические параметры установки:
Установленная мощность, кВт — 100
Производительность (время загрузки и выгрузки изделий не учитывается), м3/ч - 3—5
Затраты энергии, кВт • ч/м3:
при переработке изделий с однослойным армированием — не более 3
при переработке изделий с пространственным армированием — не более 7
Параметры разрушаемых изделий:
— размеры, м - 6,3x3,2x0,3
— масса, т - 10
Габариты установки, м - 12x12x4
Масса установки, т - 25
Второй этап переработки некондиционных железобетонных изделий после извлечения арматуры обеспечивает дробление бетона до фракций, пригодных к повторному использованию в новых конструкциях.
Отсутствие металла в бетоне позволяет применять технологии, аналогичные используемым для получения естественных заполнителей, обычные механические дробильные установки (для переработки природного камня в карьерах), а также электроимпульсные дробилки, которые в отличие от традиционных позволяют в определенных пределах регулировать гранулометрический состав готового продукта путем подбора параметров источника импульсов.
Процентное содержание состава бетона по фракциям после додрабливания электроимпульсным способом приведено также в таблице 4. Наибольший процент составляет фракция 10—20 мм, которая соответствует размерам природного крупного заполнителя.
Результаты сравнительных испытаний образцов бетона, заполненного гравийным щебнем природного происхождения и фракцией 1.0— 20 мм, приведены в табл. 4
Таблица 4 - Результаты сравнительных испытаний образцов бетона
| Марка бетона | Тип заполнителя | Прочность при сжатии,МПа | Плотность,кг/м3 |
| М 300 | Извлеченный из готового изделия электроимпульсным способом (включая стадию додрабливания) | 26,1 | 2240 |
| М 300 | природный | 25,5 | 2340 |
Таким образом, утилизация железобетона электроимпульсным способом имеет следующие особенности:
— извлечение арматурных каркасов и закладных элементов производится без их деформации;
— при додрабливании высвобождается природный заполнитель.
Преимущество предлагаемой технологии перед механическими способами состоит еще и в том, что срок службы породоразрушающего инструмента на несколько порядков выше, разупрочнение металла и бетона происходит эффективней.
Возможность повторного использования арматуры и природного заполнителя в производстве железобетонных изделий, щебня (в дорожных покрытиях, для отсыпки откосов, отработанной жидкости), для приготовления бетонных смесей со снижением расхода вяжущих материалов, делают электроимпульсную технологию не только ресурсосберегающей, безотходной, но и экологически благоприятной.
Вместе с тем при применении данной технологии требуется принять меры против отрицательных экологических факторов, вносимых при работе высоковольтных генераторов, входящих в состав устройств: волн звукового и радиодиапазонов, электрических полей высокой напряженности. Однако традиционные приемы (эффективное электрическое заземление, использование замкнутого вне земли рабочего контура для протекания импульсных токов, использование противошумных и радиозащитных экранов) приводят к локализации указанных факторов в области, непосредственно прилегающей к установкам, и сводят их к уровню, не превышающему требований стандартов.
Преимущества технологии:
• безотходность - возможноcть повторного использования недеформированной арматуры, природного заполнителя, щебня, отработанной жидкости;
• экологическая целесообразность и безопасность;
• износостойкость рабочего инструмента.
1.5 Электрический взрыв проводников
Электрическим взрывом проводников (ЭВП) называют явление взрывообразного разрушения металлического проводника при прохождении через него импульса тока большой плотности. Явление это сопровождается яркой вспышкой света, резким звуком, ударной волной, распространяющейся в окружающей проводник среде. Продуктами разрушения проводника являются пары и мельчайшие частицы металла, которые в определенных условиях могут взаимодействовать с окружающей средой, образуя различные химические соединения.
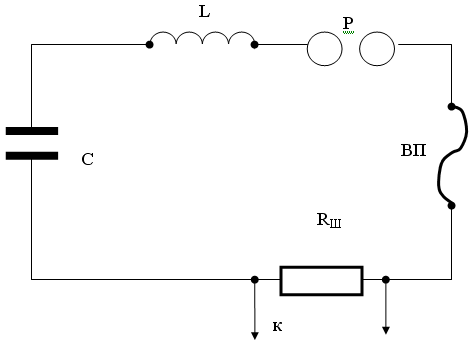
Рисунок 15 - LC-контур установки для электровзрывного получения УДП
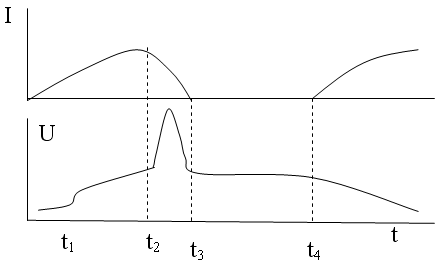
Рисунок 16 - Типичные осциллограммы тока (I) и напряжения (U) в LC- контуре
Процесс электрического взрыва проводников делится на следующие стадии:
1. Емкостной накопитель энергии С заряжается от источника питания до напряжения U0. При замыкании цепи разрядником Р ток вначале определяется волновым сопротивлением контура, поскольку сопротивление проводника мало. Проводник нагревается джоулевым теплом, плавится в точке t1 (см. рис. 16).
|
3. В момент t3 ток прекращается, наступает пауза. Во время паузы напряжение конденсатора приложено к продуктам взрыва.
4. В момент t4 осуществляется пробой газообразных продуктов взрыва, наступает дуговая стадия разряда.
К основным направлениям использования явления ЭВП в науке и технике относятся следующие:
· получение высокодисперсных порошков,
· напыление тонких пленок для нужд микроэлектроники,
· создание мощных импульсных источников излучения для фотографирования скоростных процессов,
· оптическая накачка газовых лазеров,
· получение активных сред для лазеров на парах металлов,
· создание импульсных источников нейтронов и электромагнитного излучения ультрафиолетового и рентгеновского диапазонов,
· ускорение микрочастиц,
· создание быстродействующих электровзрывных размыкателей тока для высоковольтных и сильноточных электрических цепей,
· сварка металлов,
· развальцовка труб,
· разрушение горных пород,
· моделирование атомных взрывов,
· дефектоскопия и др.
При электрическом взрыве проводников потребляемая электроэнергия преобразуется в работу по нагреву материала проводника в конденсированном состоянии, плавлению, испарению металла, ионизации, образованию новых поверхностей с разрывом химических связей - распаду металла на кластеры, разлету продуктов взрыва в окружающую среду. Процесс энерговыделения можно охарактеризовать следующими характеристиками: разрядным током i, падением напряжения на взрывающемся проводнике u, его активным сопротивлением r, мощностью N, энергией W, введенной в проводник к данному моменту времени t.
Введенная в проводник энергия является одной из важнейших характеристик взрыва, определяющих величину и скорость изменения сопротивления, термодинамическое состояние проводника, скорость расширения продуктов взрыва, размеры образующихся частиц и др. При анализе ЭВП пользуются также такими понятиями как объемная плотность энергии е, равная отношению величины введенной в проводник энергии к начальному объему проводника, и достигаемый перегрев или энергосодержание е/ес – отношение объемной плотности энергии к энергии сублимации материала проводника ес.
Определение энергетических характеристик ЭВП обычно производят из совместной обработки осциллограмм тока и напряжения. Для RLC-контура выражение для расчета энергии W имеет следующий вид:
![]()
 ,
,
где  – уменьшение заряда
конденсатора, определяемое графическим интегрированием осциллограммы тока; U0
начальное напряжение на конденсаторе; С – емкость конденсатора. Индуктивность
L и активное сопротивление контура Rк находятся из осциллограмм
тока короткого замыкания по формулам:
– уменьшение заряда
конденсатора, определяемое графическим интегрированием осциллограммы тока; U0
начальное напряжение на конденсаторе; С – емкость конденсатора. Индуктивность
L и активное сопротивление контура Rк находятся из осциллограмм
тока короткого замыкания по формулам:
![]() ,
,
где Т период затухающих колебаний контура, lnΔ – логарифмический декремент затухания колебаний тока в контуре, Δ – отношение соседних амплитудных значений тока одной полярности.
Выражение представляет собой разность между запасаемой энергией и оставшейся в накопителе, в магнитном поле контура и энергией, рассеиваемой на RK.
Удельное энергосодержание определяется по формуле
![]() ,
,
где l и S – длина и сечение взрываемого проводника.
Ударные волны при ЭВП
Явление ЭВП сопровождается генерацией ударных волн в окружающей среде. Ударные волны, инициируемые электрически взрываемым проводником в газах и особенно в конденсированных средах, находят все более широкое применение в технике и технологии благодаря возможности целенаправленно изменять их характеристики в широких диапазонах путем изменения размеров и материала проводника.
На начальной стадии ЭВП джоулев нагрев проводника сопровождается его линейным расширением, происходящим с относительно малой скоростью ~ (1–3)102 см/с. На стадии собственно взрыва, в процессе интенсивного испарения с внешней поверхности проводника после достижения темепратуры кипения, расширение вещества проводника происходит со скоростью (1–5)103 м/с и вызывает в окружающей среде возмущения, формирующие первичную ударную волну. Вторичные ударные волны обусловлены развитием сильноточного разряда в продуктах ЭВП или окружающей среде вследствие резкого возрастания вводимой в разрядный канал энергии и быстрого расширения образующейся плазмы. В характерных условиях на фронте ударных волн температура достигает 104 К, а давление – нескольких сот мегапаскалей (тысяч атмосфер).
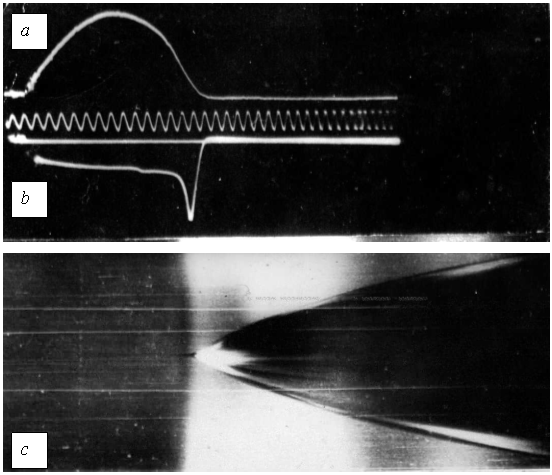
Рисунок 17 - Осциллограмма потока (a), напряжение (b), и ударная волна (c) при электрическом взрыве медного проводника в воздухе, d = 0,15 мм
Возникающий при разлете образующихся в процессе ЭВП паров реактивный импульс отдачи может возбудить в неиспарившейся части проводника внутреннюю сходящуюся ударную волну. За фронтом этой ударной волны и в центральной части образуется область с пониженной плотностью, в которой может произойти пробой, приводящий к формированию периферийного дугового разряда.
При ЭВП в жидких средах ударные волны возбуждаются в момент, близкий к моменту прекращения тока, и при возникновении плазменного канала разряда. Энергия первичных ударных волн при взрыве тонких проводников обычно мала по сравнению с энергией вторичных ударных волн. Однако с увеличением диаметра (площади поперечного сечения) взрываемых проводников происходит перераспределение энергии между этими группами ударных волн.
Еще одна особенность ударных волн в жидкостях – это достижение высоких значений температуры и давления в канале разряда и образование пульсирующей во времени газовой полости. К моменту максимального расширения этой полости выделившаяся в процессе ЭВП энергия распределяется примерно следующим образом:
· энергия ударных волн ~ 60 %,
· энергия теплового излучения ~ 10 %,
· энергия, затрачиваемая на образование полости ~ 30 %.
При этом КПД преобразования энергии, запасаемой в первичном накопителе, в энергию гидромеханического импульса, составляет ~ 30÷40 %.
Для достижения высокой эффективности передачи энергии из накопителя в проводник на стадии собственно взрыва и получения ударных волн с максимальными параметрами необходимо согласование параметров электрической цепи, размеров и физических свойств материала проводника. Как было отмечено ранее, при увеличении площади поперечного сечения проводников S (или диаметра) выделяющаяся в них энергия возрастает, а энергия дуговой стадии уменьшается. При этом возрастает и скорость головной ударной волны, что имеет место до некоторого оптимального сечения Sопт, которое смещается в область больших значений при увеличении зарядного напряжения. Анализ соответствующих осциллограмм показал, что Sопт соответствует токам, близким к максимальным в данной разрядной цепи. При S > Sопт скорость ударной волны уменьшается даже при увеличении энергии, приходящейся на единицу длины. Это свидетельствует о том, что преимущественное влияние на гидродинамические характеристики ударных волн при ЭВП имеет объемная плотность выделяющейся в проводнике энергии, более высокие значения которой можно получить на стадии собственно взрыва проводников, параметры которых должны быть согласованы с параметрами накопителя энергии.
Технологическое применение ЭВПРазрядно - импульсные технологии
При импульсном электрическом разряде в жидкости вокруг зоны его образования возникают ударные волны и потоки жидкости, способные совершать полезную работу. Высокие концентрации энергии и скорости обработки определяют области применения электрогидравлических установок: высокоскоростное деформирование металлов, разрушение и дробление хрупких материалов, очистка металлических деталей от формовочных смесей и окалины, эхолокация водоемов и т.п.
Электрогидравлическая штамповка листовых материалов. Схема процесса электрогидравлической штамповки с применением взрывающейся проволочки приведена на рисунке 18.
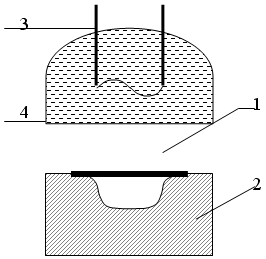
Рисунок 18 - Схема электрогидравлической штамповки листовых материалов.
Заготовка 1 установлена над матрицей 2. Рабочая полость в матрице, как правило, вакуумируется. Отражатель 4 с электродной системой 3 заполнен водой. После пробоя рабочего промежутка в жидкости формируется волна давления. Взаимодействуя с заготовкой, волна передает ей свою энергию и производит работу деформации.
Параметры разрядного контура устройств электрогидравлической штамповки обычно выбираются так, чтобы получить необходимое качество штампуемых деталей при максимальной производительности процесса. Использование взрывающегося проводника позволяет снизить напряжение накопителя до U = 4÷5 кВ. При этом обеспечивается значение энергии в разряде от 0,5 до 50 кДж.
Сварка. Одним из способов повышения качества соединений является импульсная сварка труб с трубными решетками. Она основана на возникновении металлических связей в результате совместных влияний пластических деформаций и нагрева. Механизм электровзрывной сварки отличается от механизма электровзрывной запрессовки тем, что в отверстия трубной решетки вводится конусная разделка, а патрону сообщается большая энергия. Труба, дефорируясь с высокой скоростью, скользит по поверхности конусной разделки, образует сварное соединение на ее части. При косом соударении трубы и решетки образуются волны, способствующие зацеплению металлов. Полученные электровзрывной сваркой соединения имеют высокую герметичность (до 400·105 Па и более), а также прочность на уровне материала трубы.
Прессование металлокерамических деталей. Способ прессования металлических и неметаллических порошков электрическим взрывом проводника позволяет изготавливать металлокерамические детали типа втулок и колец без использования прессового оборудования в бесстержневой и беспуансонной пресс-форме, в которой функцию внутреннего пуансона (сердечника) выполняет промежуточная среда. Такой способ обеспечивает получение малопоритых и высокопрочных изделий, так как процесс можно вести при высокой температуре и с применением связующих металлов, например кобальта, который действует как смазка и обеспечивает текучесть частиц порошка для заполнения пустот и трещин.
Давление, необходимое для прессования порошков, создается в промежуточной среде в результате электрического взрыва проводника, расположенного по оси ее объема. Давление от взрыва проводника передается через промежуточную среду на порошок, расположенный между средой и матрицей. Промежуточную среду выполняют из полиэтилена, воска, вакуумной резины, капрона, каолина и т.п. Механические свойства изделий, спрессованных в условиях импульсного нагружения, значительно повышаются.
Электрогидравлическим установкам, основанным на использовании импульсного высоковольтного разряда в жидкости, присущи некоторые характерные особенности. Это нестабильность и плохая воспроизводимость процесса, низкая эффективность преобразования энергии и существенное влияние на нее параметров жидкости, размеров электродов, их взаимного расположения и др., что обусловлено непроизводительным расходом энергии, запасенной в емкости накопителя, на создание условий для возникновения электрического пробоя рабочего промежутка.
Инициирование разряда взрывающимся проводником позволяет локализовать место пробоя вплоть до обеспечения в ряде случаев заданной геометрии разрядного канала, существенно снизить рабочие напряжения. Кроме того, известно, что введение в разрядный канал элементов I группы периодической таблицы (например, меди) путем ЭВП способствует повышению эффективного показателя адиабаты γэ, который определяет КПД процесса преобразования энергии, запасенной в накопителях, в работу по расширению канала [5].
Преимуществами способа ЭВП являются возможности осуществления электрогидравлических ударов вблизи проводящих объектов и в растворах сильных электролитов, а также в расплавах некоторых металлов и солей. По сравнению со свободным разрядом в жидкости ЭВП обеспечивает более высокую эффективность и стабильность процесса.
2. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
2.1 Методика проведения экспериментов
Принципиальная схема электрической установки для проведения исследований ЭВП в твердом теле приведена на рисунке 19.
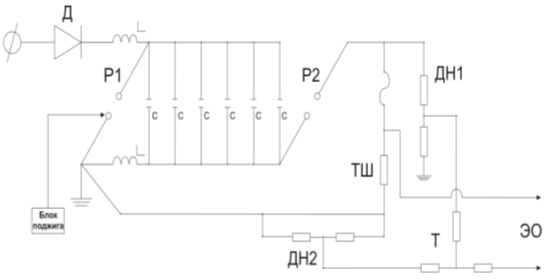
Рисунок 19 - Принципиальная электрическая схема экспериментальной установки:
Д – высоковольтный выпрямитель; L – зарядная индуктивность; ДН1, ДН2 – омические делители напряжения; Т – тройник; ТШ – токовый шунт; Р1 – поджигающий разрядник; Р2 – выходной разрядник, ЭО – электронный осциллограф.
Основными элементами установки являются: генератор импульсных токов (ГИТ), блок осциллографической регистрации разрядного тока и напряжения на взрывающемся проводнике (ВП), разрядная камера и объект исследования.
ГИТ собран на базе шести конденсаторов КМКИ 60-2 емкостью С = 0,16 мкФ. Регулирование выходного напряжения ГИТ осуществлялось зарядным напряжением и изменением расстояния между шарами разрядников. Запуск ГИТ осуществлялся с помощью генератора запускающих импульсов.
Основные технические характеристики ГИТ:
Максимальное выходное напряжение – 70 кВ;
Емкость – 0,96 мкФ;
Индуктивность разрядной цепи – 3,8 мкГ;
Амплитуда запускающего сигнала – 15 кВ.
Регистрация импульсных токов и падения напряжения на ВП осуществлялась с помощью устройств, преобразующих исследуемые сигналы до величины, приемлемой для последующей записи сигнала на электронно-лучевом осциллографе. В качестве преобразовательных устройств использовались омические делители напряжения ДН1, ДН2 по схеме Балыгина и токовый шунт (ТШ), сигналы от которых с помощью коаксиальных кабелей РК-75 передавались к осциллографу типа С8-17. Градуировка ДН и ТШ проводилась согласно ГОСТ 17512-82 «Электрооборудование и электроустановки на напряжение 3 кВ и выше».
При проведении исследований были использованы образцы бетона размером 100×100×100 мм, в которые при их изготовлении помещали медные проволочки диаметром 0,1; 0,25 и 0,4 мм, а также нихромовые и манганиновые проволочки диаметром 0,4 мм. Образцы бетона приготовлялись из бетона марки М200 Томского завода ЖБК.
ЭВП осуществлялся при следующих параметрах: напряжение ГИТ U = 61 кВ, емкость C = 0,96 мкФ, индуктивность разрядной цепи L = 3,8 мкГ, запасаемая энергия W = 1800 Дж.
При взрыве проводника в бетонном образце последний разрушался. Для оценки эффективности разрушения проводился ситовый анализ продуктов разрушения бетона на ситах с модулем √2, по результатам которого находились гранулометрические характеристики.
Ситовой анализ измельченных материалов основан на механическом разделении частиц по крупности. Материал загружается на сито с ячейками известного размера и путем встряхивания, постукивания, вибрации или другими способами разделяется на две части – остаток и проход. Просеивая материал через набор различных сит, можно разделить пробу на несколько фракций. Размеры частиц этих фракций ограничены размерами отверстий используемых в анализе сит.
Под размером сита обычно понимают длину стороны квадратной ячейки. Отношение размера ячеек сита к размеру (ширине) отверстия последующего более мелкого сита является постоянной величиной и называется модулем набора сит.
Достоинствами ситового анализа является простота и одновременное получение нескольких фракций. Погрешность измерения составляет 1–2 %. Недостаток длительное время просеивания.
По найденным гранулометрическим характеристикам определялась поверхность образовавшихся осколков бетона Sвн и их средний диаметр Dср. При нахождении Sвн расчетной формулой для элементарного класса крупности являлась:
dS = 6dP/xρ0,
где dP – весовой выход элементарного класса крупности, х – средний размер класса крупности, ρ0 плотность бетона.
Исчисление среднего рамера кусков бетона производилось по формуле:
D = ΣdP/ΣdP/x.
2.2 Анализ гранулометрических характеристик продуктов электрического взрыва проводников разного диаметра
В первой серии экспериментов для исследования влияния диаметра взрываемого проводника на характер разрушения бетона использовались медные проводники диаметром 0,1; 0,25 и 0,4 мм.
На осциллограммах тока и напряжения наблюдается различие во времени начала и длительности взрыва проводников разного диаметра. В качестве примера на рисунке 20 приведены осциллограммы тока и напряжения при взрыве медных проводников в бетоне.
Рисунок 20 - Осциллограммы тока и напряжения при взрыве медных проводников в бетоне
Определенные по результатам ситового анализа гранулометрические характеристики продуктов разрушения для различных диаметров представлены в таблицах 5 и 6. Х, мм – средний размер класса крупности
На рисунке 21 представлены суммарные характеристики крупности образцов бетона, показывающие долю частиц, размер которых больше данного класса крупности.
Таблица 5 - Суммарные характеристики крупности продуктов разрушения бетона при ЭВ медных проводников, %
|
Диаметр ВП, мм |
||||
|
X, мм |
0, 1 |
0,25 |
0,4 |
|
| 2,8 | 99,9 | 99,9 | 100 | |
| 3,77 | 99,8 | 99,8 | 100 | |
| 5,33 | 99,6 | 99,5 | 100 | |
| 7,54 | 99 | 98,5 | 100 | |
| 10,67 | 97,5 | 97,5 | 99,9 | |
| 15,09 | 93 | 95,5 | 99,9 | |
| 21,34 | 87 | 89,5 | 96,5 | |
| 30,18 | 82 | 83 | 95 | |
| 42,68 | 80 | 76 | 92 | |
| 60,36 | 70 | 64 | 90 | |
Рисунок 21 - Суммарные гранулометрические характеристики продуктов разрушения бетона при взрыве медных проводников разных диаметров
Для образцов с медными проводниками диаметром 0,1 и 0,25 мм характеристики имеют примерно одинаковый вид, с меньшей эффективностью разрушены кубики бетона с проводниками 0,4 мм. Это подтверждают и результаты расчета вновь образованной поверхности S и среднего размера осколков D, приведенные в таблице.
Таблица 6 - Площадь вновь образованной поверхности и средний размер кусков бетона
| Материал проводника | Диаметр проводника, мм |
S, см2 |
Dср, см |
| медь | 0,1 | 1217 | 3,3 |
| 0,25 | 1044 | 3,4 | |
| 0,4 | 443 | 5,4 |
На рисунке 22 представлены частные характеристики крупности образцов бетона, показывающие долю частиц, приходящихся на каждый класс крупности.
Таблица 7 - Частные характеристики крупности разрушения бетона в области от 2,2 до 45мм при ЭВ медных проводников, %.
|
Диаметр ВП, мм |
|||
|
X,мм |
0, 1 |
0,25 |
0,4 |
| 2,8 | 0,1 | 0,2 | 0,1 |
| 3,77 | 0,2 | 0,3 | 0,1 |
| 5,33 | 0,5 | 0,7 | 0,2 |
| 7,54 | 1,8 | 0,9 | 0,6 |
| 10,67 | 2,1 | 1,8 | 0,7 |
| 15,09 | 6,2 | 3,9 | 2,8 |
| 21,34 | 4,2 | 6,7 | 1,2 |
| 30,18 | 2,5 | 5 | 2,9 |
| 42,68 | 9,6 | 13 | 1,8 |
Рисунок 22 - Частные гранулометрические характеристики продуктов разрушения бетона при взрыве медных проводников разных диаметров
На частной гранулометрической характеристике (рис. 22) наблюдается локальный максимум в области фракций 10–25 мм. Этот максимум объясняется исходными размерами крупного заполнителя (10–25 мм) – щебня, использованного при изготовлении модельных образцов. Крупный заполнитель является наиболее прочным компонентом в бетонных образцах и при взрыве он освобождается от скрепляющей песчано-цементной смеси.
При разрушении бетона вероятность выхода фракций, соответствующих размерам исходных частиц заполнителя больше вероятности появления вновь образовавшихся частиц.
2.3 Анализ гранулометрических характеристик продуктов электрического взрыва проводников из разных металлов
Во второй серии экспериментов исследовалось влияние материала проводников на характер разрушения бетона. В опытах использовались медные, нихромовые и манганиновые проводники диаметром 0,4 мм. Параметры ГИТ не изменялись.
Характеристики металлов:
Медь - мягкий, ковкий металл красного цвета, в изломе розовый, при просвечивании в тонких слоях зеленовато-голубой. Удельное электрическое сопротивление ρ=0,0172*10-6 Ом*м.
Манганин - МНМц-3-12 (80%Cu, 3%Ni, 12%Mn). Достаточно дешевый сплав, отличающийся высоким удельным сопротивлением ρ=0,43 -0,51*10-6 Ом*м.
Манганин основной материал для электроизмерительных приборов и образцовых сопротивлений — эталонов магазинов, мостовых схем, шунтов, дополнительных сопротивлений приборов высокого класса точности.
Нихром - общее название группы сплавов, состоящих, в зависимости от марки сплава, из 55—78 % никеля, 15—23 % хрома, с добавками марганца, кремния, железа, алюминия. Удельное электрическое сопротивление ρ=1,05-1,4*10-6 Ом*м.
На осциллограммах тока и напряжения наблюдается различие во времени начала взрыва проводников из разных материалов. Взрыв проводников из нихрома и манганина происходит в первом полупериоде разрядного тока, в то время как медный проводник взрывается во втором полупериоде.
Результаты в таблицах 8,9 и на рисунках 23,24.
Таблица 8 - Суммарные характеристики крупности продуктов разрушения бетона при ЭВ различных проводников d=0,4 мм, %.
| X,мм | медный | нихром. | манганинов. |
| 2,8 | 100 | 100 | 100 |
| 3,77 | 99,9 | 99,9 | 99,9 |
| 5,33 | 99,8 | 99,8 | 99,8 |
| 7,54 | 99,5 | 99,5 | 99,5 |
| 10,67 | 99 | 97,5 | 97 |
| 15,09 | 98 | 96 | 95 |
| 21,34 | 95 | 92 | 93,5 |
| 30,18 | 94 | 89 | 90,5 |
| 42,68 | 91 | 84 | 86 |
| 60,36 | 89,5 | 71 | 68,5 |
Рисунок 23 - Суммарные гранулометрические характеристики продуктов разрушения бетона при взрыве проводников из разных материалов
Таблица 9 - Частные характеристики крупности продуктов разрушения бетона в области от 2,2 до 45мм при ЭВ различных проводников, %.
| X,мм | медные | нихром. | манганин. |
| 2,8 | 0,2 | 0,1 | 0,05 |
| 3,77 | 0,05 | 0,2 | 0,1 |
| 5,33 | 0,1 | 0,3 | 0,2 |
| 7,54 | 0,2 | 0,6 | 0,5 |
| 10,67 | 0,7 | 2 | 1,5 |
| 15,09 | 2,8 | 3,4 | 3 |
| 21,34 | 1,2 | 3,6 | 3,9 |
| 30,18 | 2,8 | 4,3 | 4,5 |
| 42,68 | 1,8 | 9,2 | 17,5 |
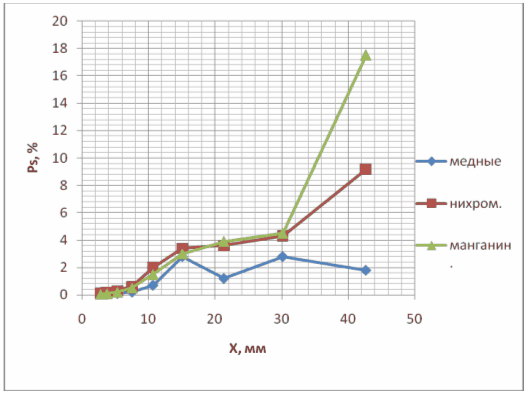
Рисунок 24 - Частные гранулометрические характеристики продуктов разрушения бетона при взрыве проводников из разных материалов
Как видно из рисунков 23, 24 и таблиц 8, 9, степень разрушения бетона зависит от материала взрываемого проводника. Для образцов с нихромовым и манганиновым проводниками характеристики имеют примерно одинаковый вид, с меньшей эффективностью разрушены кубики бетона с медным проводником диаметром 0,4 мм. Это подтверждают и результаты расчета вновь образованной поверхности S и среднего размера осколков D, приведенные в таблице.
Таблица 10 Результаты расчета разрушения бетона с различным материалом взрываемого проводника.
| Материал проводника | Диаметр проводника, мм |
S, см2 |
Dср, см |
| медь | 0,4 | 443 | 5,4 |
| нихром | 707 | 4,0 | |
| манганин | 828 | 4,1 |
Выводы:
Приведены результаты экспериментальных исследований характера разрушения бетона при ЭВ медных, нихромовых и манганиновых проводников, размещенных в толще модельных образцов бетона.
Показано, что степень разрушения бетона, оцененная по гранулометрическим характеристикам продуктов разрушения, зависит от диаметра проводников. В режиме взрыва, используемого в опытах, эффективность разрушения бетона растет с уменьшением диаметра проводников.
Установлено, что степень разрушения бетона при взрыве проводников из высокоомных материалов выше, чем при взрыве медных проводников.
Эффективность дробления образцов с проводниками из высокоомных материалов (нихром, манганин) выше, чем при использовании медных проводников.
3. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ИССЛЕДОВАНИЯ РАЗРУШЕНИЯ БЕТОНА ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ ПРОВОДНИКОВ
Разработка новых современных технологий разрушения бетонных изделий с помощью ЭВП связана с теоретическими и экспериментальными исследованиями. Для хорошей технической подготовки инженеров-экологов лабораторное оборудование на кафедре должно соответствовать сегодняшним техническим достижениям. Целью выполнения работы является определение эффективности разрушения бетонных изделий с помощью ЭВП.
Для разработки лабораторных работ необходимо проведение технико-экономического обоснования. Это связано с необходимостью оценки объема работ и материальных вложений для реализации всего плана исследовательских работ, включающих в себя теоретическую проработку темы и проведение экспериментов.
3.1 Планирование работ
На первом этапе составляется календарный план, который устанавливает распределение ресурсов, наиболее эффективную расстановку кадров, сроки выполнения работ.
Перед тем как составить календарный план, необходимо определить перечень и последовательность отдельных операций, их вероятную трудоемкость.
Для того чтобы составить перечень выполняемых операций, необходимо установить оптимальное количество этапов разработки.
Задачей планирования работ является оптимальное распределение использования времени и ресурсов, обеспечивающее выполнение работ в срок при наименьших затратах средств.
Планирование работ заключается в следующем: составление перечня работ; назначение команды исполнителей; установление продолжительности работ.
Необходимый штат для проведения данного проекта: научный руководитель, инженер-эколог.
Перечень проведенных работ и их продолжительность представлены в таблице 12.
Таблица 12 - Сроки выполнения работы
| № этапа | Наименование этапов | Количество исполнителей | Длительность выполнения, дни |
| 1 | Получение задания | И | 2 |
| 2 | Изучение литературы | И | 15 |
| 3 | Изучение методик | И | 7 |
| 4 | Изготовление объекта исследования | И | 5 |
| 5 | Настройка оборудования | П+И | 2 |
| 6 | Проведение экспериментов | П+И | 3 |
| 7 | Построение графиков | И | 3 |
| 8 | Обработка результата | И | 3 |
| 9 | Оформление графической части | И | 3 |
| 10 | Оформление работы | И | 11 |
| Итого: | 54дня |
Условные обозначения:
И – инженер;
П – профессор.
На основании Таблицы 12 строим график занятости исполнителей.
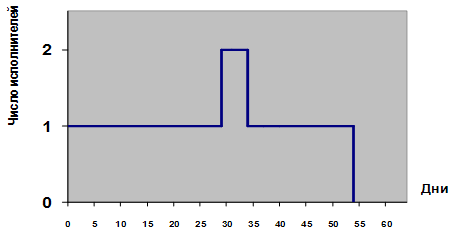
Рисунок 21 - График занятости исполнителей
3.2 Затраты на проведение работ
Кпр = Uз/пл +Uс.н +Uам +Uпр + Uн+ Uмат
Uз/пл – затраты на оплату труда;
Uс.н – отчисление на социальные нужды (единый социальный налог);
Uам – амортизационные отчисления;
Uпр – прочие затраты;
Uн – накладные расходы;
Uмат – материальные затраты.
3.2.1 Материальные затраты
Материальные затраты включают в себя стоимость приобретенных со стороны сырья и материалов, которые являются необходимыми для проведения разработки.
Таблица 16 – Смета затрат на исследование разрушения бетона электрическим взрывом проводников
| № п/п | Оборудование | Кол-во,шт. | Стоимость, руб. |
| 1 | бетонные блоки М200 | 10 | 2450 |
| 2 | сито для разделения частиц | 1 | 300 |
| 3 | часы (секундомер) | 1 | 200 |
| 4 | проводники медные,нихром,манган. | 6 | 1000 |
| 5 | канцелярские товары | 5 | 580 |
| Итого: | 4530 |
Uмат = 4530 руб.
3.2.2 Затраты на оплату труда
Для выполнения данной работы назначается основной штат работающих, состоящий из нижеперечисленных:
1. руководитель работы - профессор;
2. инженер.
1) Руководитель работы - профессор
Определим месячную з/плату:
Uз/пл мес = (ЗП х k1+k2) х k3+k4
где: ЗП- оклад; k1- доплата за отпуск; k2- за степень; k3- районный коэффициент;
k4- доплата за ученый совет ТПУ.
Uз/пл мес = (12600 х 1,16+7000) х 1,3+5000 = 33100,80 руб.
Определим з/плату за отработанное время:
Uз/пл = Uз/пл мес/21 х n,
где n – количество отработанных дней
Uз/пл(Р.П.) = 33100,80 /21 х 5= 7880 руб.
2) Инженер:
Определим месячную з/плату:
Uз/пл мес = (ЗП х k1) х k2
где ЗП – оклад; k1 –доплата за отпуск; k2 районный коэффициент.
Uз/пл мес = (8000 х 1,1) х 1,3 = 11440 руб.
Определим з/плату за отработанное время:
Uз/пл = Uз/пл мес/21 х n, где n количество отработанных дней
Uз/пл(И) = 11440/21 х 54= 29417 руб.
Итого, затраты на оплату труда основного штата составили:
Uз/пл общ. =Uз/пл(И) + Uз/пл(Н.Р.)
Uз/пл общ. =7880 + 29417=37297 руб.
3.2.3 Отчисления на социальные нужды
В этом пункте необходимо отобразить обязательные отчисления по нормам, установленным законодательством:
· Органам государственного социального страхования;
· Пенсионному фонду;
· Государственному фонду медицинского страхования, от элемента «Затраты на оплату труда».
Единый социальный налог составляет 26 % от оплаты труда.
Uс.н.=0,26 х Uз/пл общ , руб.
Uс.н.=0,26 х 37297=9698 руб.
3.2.4 Амортизационные отчисления
Для амортизационных отчислений необходимо знать стоимость оборудования.
В процессе работы используется компьютер Intel Pentium Dual, принтер, электрическая установка для проведения исследования, общая стоимость которых составляет 636000 руб.
Таблица 13 - Необходимое оборудование
| Наименование оборудования | Количество | Сумма, руб. |
|
Компьютер Intel Pentium Dual |
1 | 31000 |
| Принтер | 1 | 5000 |
| Эл. установка | 1 | 600000 |
| Итого: | 3 | 636000 |
Амортизационные отчисления за период пользования данной техникой вычисляются по формуле:
Uам =Тисп./Т х На х Фосн. ,
где Тисл. время использования техникой, Тсл. = 20 дней
Тгод. количество дней в году, Тгод= 365 дней
На норма амортизации, На = 1/ Т = 1 /5 = 0,2
Фосн. основные средства, Фосн=636000 руб.
Uам = (20 / 365) x 0,2 x 636000 = 6970 руб.
3.2.5 Прочие затраты
Прочие затраты включают в себя затраты, которые заранее спланировать невозможно.
Uпр = 0,1 х (Uмат. + Uз/пл.. + Uс. н + Uам)
Uпр. = 0,1 х (4530+37297+9698+6970) = 5850 руб.
3.2.6 Накладные расходы
Накладные расходы включают в себя: оплату за электрическую энергию, отопление, воду, телефон, содержание администрации.
Накладные расходы принимаются в размере 140% от затрат на оплату труда.
Uн = 1,4 х 37297= 52216 руб.
3.2.7 Цена проекта
Uпроекта = Uмат. + Uз/пл. + Uс. н + Uам. + Uпр. + Uн
Uпроекта =4530+37297+9698+6970+52216+5850=116561 руб.
Таблица 14 - Смета затрат
| № | Наименование элемента затрат |
Сумма текущих затрат, руб. |
| 1 | Затраты на оплату труда | 37297 |
| 2 | Единый социальный налог | 9698 |
| 3 | Амортизация | 6970 |
| 4 | Прочие расходы | 5850 |
| 5 | Накладные расходы | 52216 |
| 6 | Цена проекта | 116561 |
4. ПРОИЗВОДСТВЕННАЯ И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Безопасность жизнедеятельности - это широкая система законодательных актов и соответствующих им правовых, социально-экономических, гигиенических и организационных мероприятий, направленных на создание здоровых и безопасных условий в процессе трудовой деятельности человека.
При этом задачей является снижение производственного травматизма и количества профессиональных заболеваний с одновременным обеспечением комфортных условий труда.
4.1 Введение
В данном разделе рассматриваются вопросы безопасности и экологичности при проведении исследования по разрушению бетона ЭВП. Объектом разрушения является бетонный блок размером 100*100*100мм. Исследование по разрушению бетона ЭВП проводились на электрической установке в учебно-исследовательском центре НИИ высоких напряжений при ТПУ.
4.2 Анализ опасных и вредных факторов
В лаборатории, где проводилось исследование имеют место следующие опасные факторы:
• опасность поражения электрическим током.
К вредным факторам относятся:
· отклонение микроклимата от допустимых значений;
· шум;
· вибрация;
· недостаточная освещенность рабочего места;
· пылеобразование.
4.3 Электробезопасность
Лаборатория по классу опасности относится к помещению без повышенной опасности, характеризуется отсутствием условий, создающих повышенную или особую опасность.
Основные причины несчастных случаев от электрического тока:
• контакт с токоведущими частями, оказавшимися под напряжением;
• появление напряжения на металлических нетоковедущих частях электроустановок, находящихся под напряжением, замыкание фазы на землю; появление напряжения на отключенных токоведущих частях;
• возникновение массового напряжения на участке земли, где находится человек.
В лаборатории используется низковольтное оборудование, которое для защиты от воздействия химически агрессивной среды выполнено из коррозионно-стойкого материала. Применяются провода и кабеля с поливинилхлоридной изоляцией, а также с резиновой изоляцией. Напряжение сети 220-380 В.
Для обеспечения безопасности работ выполняется ряд организационных мероприятий: организуют инструктаж и обучение безопасным методам труда, проводят проверку знаний, правил безопасности и инструкций; работы должны проводиться под контролем ответственного лица.
К механическим способам и средствам для обеспечения безопасности относятся: для защиты от напряжения прикосновения - малое напряжение (в переносных светильниках), изоляция токоведущих частей,
предупредительная сигнализация; для защиты от напряжения перехода -защитное заземление; для защиты от токов предохранителей. При выполнении ремонтных работ производится отключение установки от источника питания, снятие предохранителей и другие мероприятия, обеспечивающие невозможность ошибочной подачи напряжения к месту работы, установку знаков безопасности и ограничений.
К индивидуальным средствам защиты от поражения электрическим током относятся:
Напряжение до 1000 В:
• Основные - изолирующие штанги, изолирующие клещи, диэлектрические перчатки, слесарно-монтажный инструмент с диэлектрическими рукоятками.
• Дополнительные - галоши, коврики, изолирующие подставки.
Напряжение выше 1000 В :
• Основные - диэлектрические штанги, токоизмерительные клещи.
• Дополнительные - подставки на фарфоровых изоляторах, перчатки, боты.
4.4 Производственный микроклимат
Для работы в условиях лаборатории установлены следующие санитарные нормы по ГОСТ 12.0.005 - 89 "Воздух рабочей зоны" для категории работ по тяжести 16 допустимые параметры микроклимата должны соответствовать:
• температура воздуха в холодный и переходный период должна быть 19-24°С, в тёплый - 20-28°С;
• влажность воздуха не должна превышать 15-75%;
• скорость движения воздуха для холодного периода 0,1 - 0,2 м/сек.
• скорость движения воздуха для теплого периода 0,1 - 0,3 м/сек
В лаборатории создание производственного микроклимата обеспечивается системой отопления и вентиляции. Постоянный и эффективный обмен воздуха - обязательное условие работы в любой лаборатории. Это важно не только в санитарно-гигиеническом отношении, но и в противопожарном.
4.5 Освещение
Рациональное освещение помещений и рабочих мест - один из важнейших элементов благоприятных условий труда. При правильном освещении улучшаются условия безопасности, снижается утомляемость.
Источник естественного (дневного) освещения - солнечная радиация, т.е. поток лучистой энергии солнца, доходящий до земной поверхности в виде прямого и рассеянного света. Естественное освещение является наиболее гигиеничным, но оно изменяется в широких пределах в зависимости от времени дня, года и метеорологических факторов. Если естественное освещение оказывается недостаточным, используют совмещенное освещение.
Естественное освещение помещений подразделяется на боковое (через световые проемы в наружных стенах), верхнее (через фонарные световые проемы в покрытии, а также через проемы в стенах перепада высот здания), комбинированное - сочетание верхнего и бокового освещения. Поэтому основной величиной для расчета и нормирования естественного освещения внутри помещений принят коэффициент естественной освещенности (КЕО), который представляет собой выраженное в процентах отношение освещенности в данной точке внутри помещения к одновременной наружной горизонтальной освещенности, создаваемой рассеянным светом под открытым небом. Нормы естественного освещения представлены в СНиП 23-05-95, которые устанавливают требуемую величину КЕО в зависимости от точности работ, вида освещения и географического расположения производственных зданий. Работа в лаборатории по степени точности относится к V разряду малой точности (наименьший размер объекта различения 1.0-5.0 мм) при верхнем или комбинированном освещении значение КЕО = 3%. В дневное время лаборатория освещается через два окна размер 2 м2.
Наряду с естественным освещением используется искусственное, которое создается лампами дневного света, наиболее близким по спектру к дневному свету. Искусственное освещение применяется общее (лампы дневного света расположены равномерно над освещаемой поверхностью, все они одинаковой мощности). Согласно СНиП 23-05-95, нормы для освещенности искусственного освещения составляют 300 люкс.
Значение светового коэффициента (Ксв):
Kcв = (Foк/Fпол)*100%,
где Fok - суммарная площадь окон (4 м2); Рпол - площадь пола (30 м2).
Ксв = (4/30)- 100%= 14%
Число окон равно 2.
Искусственное освещение является комбинированным (к общему освещению добавляется местное освещение рабочих мест). Используют люминесцентные светильники типа ЛБ. Число светильников для лаборатории определяется по формуле:
n = (Е * S * z* К) / (F*U*m),
где Е - нормированная освещенность (Е = 300 лк); S - площадь помещения (S = 30 м2); z - поправочный коэффициент (z = 0.9); F - световой поток одной лампы, ЛД 40 (F = 2480 лм); U - коэффициент использования (U = 0.55); m - число ламп в светильнике (m = 4);
n = (300-30-0.914) / (2480-0.55-4) = 20 шт.
4.6 Шумы и вибрация
Шум - это совокупность звуков различной частоты и интенсивности (силы), возникающих в результате колебательного движения частиц в упругих средах (твердых, жидких, газообразных). В лабораторных условиях источником шума служит работающая приточно-вытяжная вентиляция и воздуходувка. Органы слуха человека воспринимают звуковые колебания в интервале частот от 20 до 20000 Гц. Колебания с частотой ниже 20 Гц (инфразвуки) и с частотой 20000 Гц (ультразвуки) не воспринимаются органами слуха, но оказывают биологическое воздействие на организм. [13].
С физиологической точки зрения шум рассматривается как звуковой процесс, неблагоприятный для восприятия, мешающий разговорной речи и отрицательно влияющий на здоровье человека. При длительном воздействии шума не только снижается острота слуха, но и изменяется кровяное давление, ослабляется внимание, ухудшается зрение. Особенно неблагоприятное воздействие шум оказывает на нервную и сердечнососудистую системы.
По стандартным нормам (ГОСТ 12.1.003-83 и СН 3223-85) допустимый уровень шума на рабочих местах в помещениях лабораторий равен 80 дБ.
Вибрация - это колебание твердых тел - частей аппаратов, машин, оборудования, воспринимаемое человеческим организмом как сотрясение. В отдельных случаях длительное воздействие интенсивных вибраций приводит к развитию вибрационной болезни.
В лаборатории нет таких механизмов, работа которых сопровождается вибрацией.
4.7 Пылеобразование
Причины выделения пыли в лаборатории могут быть самыми разнообразными. Пыль образуется при дроблении и размоле, транспортировании измельченного материала, механической обработке хрупких материалов, отделке поверхности , упаковке и расфасовке и т. п. Эти причины пылеобразования являются основными, или первичными. В условиях производства может возникать и вторичное пылеобразование, например, при уборке помещений, движении людей и т. п. Такое выделение пыли иногда бывает весьма нежелательным.
При работах, связанных со значительным пылеобразованием (разборка и разрушение конструкций, транспортировка и разгрузка сыпучих материалов вручную и т. п.), а также при кратковременных работах в аварийной ситуации, когда очень сложно уменьшить вредные выделения до допустимых уровней, необходимо пользоваться средствами индивидуальной защиты и принимать срочные меры для нормализации состава воздуха в рабочей зоне.
Для защиты органов дыхания от известковой и асбестовой пыли следует использовать респиратор РП-16, от нетоксичной пыли — РПР-1 и ПРБ-5. Респиратор фильтрующего действия ШБ-1 «Лепесток» используют при наличии в воздухе радиоактивных, токсичных, бактериальных аэрозолей, силикатной, металлургической, угольной, цементной и другой пыли. Для защиты от растительной пыли (хлопковой, пеньковой, древесной, табачной, мучной, угольной), металлургической (железной, стальной, чугунной, медной), минеральной (цементной, стекольной, известковой) используют респиратор
У-2к. Для защиты глаз от производственной пыли применяют защитные очки.
4.8 Пожаровзрывобезопасность
В соответствии с ГОСТ 12.1.003-81 пожарная профилактика представляет собой комплекс организационных и технических мероприятий, направленных на обеспечение безопасности людей, предотвращение пожара, ограничение его распространения, а также создание условий для успешного тушения пожара.
Помещение лаборатории по ППБ 01-03 относится к категории «В», т.е. в помещении имеются твердые сгораемые вещества и материалы.
По степени огнестойкости, согласно СНиП 11-2-80, здание учебного корпуса относится ко второй степени.
Не допускается курить в лаборатории, загромождать проходы посторонними предметами. При длительных перерывах более 1 часа или, уходя с работы, необходимо отключать ПК и другие электроприборы. Не допускается заграждения огнеопасными материалами (тканями, бумагой и т.д.) настольной лампы и обогревателя. Не разрешается вешать одежду на выключатели и розетки. Запрещается сушить одежду и обувь на обогревательных приборах.
В случае пожара необходимо:
• прекратить работу;
• отключить вентиляцию;
• убрать все опасные и взрывчатые вещества из околопожарной зоны в безопасное место;
• оповестить окружающих сотрудников;
• вызвать пожарную команду и приступить к тушению пожара;
• известить руководителя.
При общем сигнале опасности без паники выйти из здания. Для предотвращения пожара или взрыва необходимо:
• исключить возможность искрообразования, чрезмерного перегрева пожароопасных веществ;
• производить постоянный и высокоэффективный воздухообмен (работа вентиляции).
Инструктаж по технике безопасности - одно из средств обеспечения безопасности труда. Инструктаж заключается в обучении работающих безопасным приемам и методам работы.
4.9 Охрана окружающей среды
Охрана окружающей среды - актуальнейшая проблема нашего времени. Принципиальное направление охраны природы от выбросов заключается в создании безотходных или малоотходных процессов, при которых вредные выбросы отсутствуют или являются незначительными.
Очистка воздуха, содержащего токсичные вещества, осуществляется с помощью централизованной системы вентиляции.
Охрана водоемов от загрязнения сточными водами, прежде всего, должна базироваться на сокращении потребления воды, поскольку при этом соответственно понижается количество сбрасываемых сточных вод. Жидкие отходы органических веществ сливаются в отдельные емкости, которые сначала складируются на холодном складе, а затем сжигаются.
4.10 Чрезвычайные ситуации
Производственные аварии
В процессе работы в лаборатории могут произойти производственные аварии. Для оказания первой медицинской помощи в лаборатории имеется аптечка, где находятся вата, бинт, йод и другие средства для оказания помощи.
При порезах рук стеклом в первую очередь необходимо пинцетом удалить из раны видимые осколки стекла, затем промыть рану 2%-ым раствором перманганата калия и, смазав рану 5%-ым раствором йода, забинтовать.
При распираторном отравлении необходимо вывести пострадавшего на свежий воздух или в проветриваемое помещение. Пострадавшего надо уложить, создать ему полный покой, укрыть во избежание переохлаждения.
Стихийные бедствия
При стихийных бедствиях необходимо: отключить общий рубильник электроснабжения, оповестить всех работников лаборатории об угрозе возникновения бедствия, получить средства индивидуальной защиты, затем согласно схеме эвакуации из помещения (приложение 4), поспешить в безопасное место.
Социально-военные конфликты
При поступлении сигнала об угрозе нападения противника, все работники лаборатории должны быть обеспечены средствами индивидуальной защиты, после этого рассредоточиться в убежищах согласно схеме эвакуации из помещения.
ЗАКЛЮЧЕНИЕ
Проведенные сравнительные испытания по разрушению бетона показали, что степень диспергирования образцов, оцененная по вновь образованной поверхности, при инициировании электрическим взрывом медных проволочек в 1,2–1,5 раза выше.
В ходе проведения исследований были выполнены задачи:
1. проведен обзор методов разрушения бетонных и железобетонных изделий;
2. изучено явление электрического взрыва проводника;
3. отработана методика разрушения бетона ЭВП;
4. экспериментально исследовано влияние материала проводников на характер разрушения бетона;
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Арсентьев В.А., Мармандян В.З., Добромыслов Д.Д. Современные технологические линии для строительного рециклинга // Строительные материалы. – 2006. – № 8. – С. 64–66.
2. Кулепяк О.Г. Железобетонные и каменные конструкции.
3. Зиновьев Н.Т. Утилизация некондиционных железобетонных изделий электроимпульсным способом.
4. Гусев Б.В. Вторичное использование бетонов.
5. Семкин Б.В., Усов А.Ф., Курец В.М. Основы электроимпульсного разрушения материалов.
6. Воробьев А.А. Импульсный пробой и разрушение диэлектриков и горных пород.
7. Усов А.Ф., Семкин Б.В., Зиновьев Н.Т. Переходные процессы в установках электроимпульсной технологии.
8. Семкин Б.В. Электрический взрыв в конденсированных средах.
9. Безопасность жизнедеятельности. Безопасность технологических процессов и производств (охрана труда): Учеб. пособия для вузов /П. П. Кукин, В. Л. Лапшин, Е. А. Подгорных и др. – М.: Высш. шк., 1999. – 318с.
10. Безопасность жизнедеятельности. Учебник для вузов / С. В. Белов, А. В. Ильницкая, А. Ф. Козьяков и др. – М.: Высш. шк., 1999. – 448 с.
11. Безопасность жизнедеятельности: Учебник для вузов /Под ред. К. З. Ушакова. М.: Изд-во Моск. гос. горного ун-та, 2000. – 430 с.
12. Экология и безопасность жизнедеятельности: Учеб. пособие для вузов /Под ред. Л. А. Муравья. – М: ЮНИТИ - ДАНА. –2000. – 447 с.
13. ГОСТ 12. 1. 003–83 ССБТ. Шум. Общие требования безопасности. – М.: Изд-во стандартов, 1983. – 66 с.
14. ГОСТ 12. 1.004–91 ССБТ. Пожарная безопасность. Общие требования (01. 07. 92). – М.: Изд-во стандартов, 1992. – 63 с.
15. ГОСТ 12. 1. 019–79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты. – М.: Изд-во стандартов, 1979. – 63 с.
16. Экологический менеджмент: Учеб. пособие /Н. В. Пахомова, А. Эндерс, К. Рихтер. Спб.: Питер, 2003. – 544 с.
17. Байков В.Н. Железобетонные конструкции.
18. Попов К.Н. Строительные материалы и изделия. Высш.школа 2002.
19. Лебедев С.В., Савватимский А.И. Некоторые результаты исследования электрического взрыва проводников // ФХОМ. – 1976. - № 1. – С. 6-14.
20. Бурцев В.А., Калинин Н.В., Лучинский А.В. Электрический взрыв проводников и его применение в электрофизических установках. – М.: Энергоатомиздат, 1990. 289 с.
21. Чейс У. Краткий обзор исследований по взрывающимся проволочкам // Взрывающиеся проволочки. – М.: Иностранная литература, 1963. – С. 9-17.
22. Чейс В. Введение // Электрический взрыв проводников: сб.н.тр. – М.: Мир, 1965. – С. 7-11.
23. Гусев Б.В., Загурский В.А. Вторичное использование бетонов. М.: Стройиздат, 1988. – 95 с.
© 2009 База Рефератов