
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Изготовление коробки пружинной
Дипломная работа: Изготовление коробки пружинной
Московский Государственный Технический Университет
имени Н.Э.Баумана
Калужский Филиал
Факультет: Конструкторско-механический (КМК)
Кафедра: «Детали машин и подъемно-транспортное оборудование» К3-КФ
Расчетно-пояснительная записка
к курсовому проекту
по дисциплине:_________________________________________
на тему:________________________________________________
вариант:____
Выполнил:
студент______________
группа__________________
зач. книжка №____________
Консультант:
___________________
дата:________
Проект защищен с оценкой__________дата________
Члены комиссии_______________________________
_______________________________
Содержание:
1. Назначение детали в узле
2. Определение годового объема выпуска и типа производства
3. Анализ технологичности конструкции детали
4. Выбор и обоснование способа получения заготовки и ее расчет
5. Выбор технологических баз
6. Разработка маршрута обработки заготовки
7. Расчет операционных припусков
8. Расчет режимов резания
9. Расчет контрольно-измерительного инструмента
10. Выбор станочного приспособления
11. Список литературы
12. Приложение 1
13. Приложение 2
14. Приложение 3
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
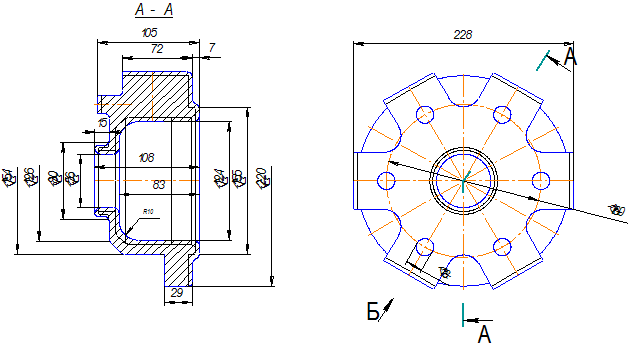
1. Назначение детали в узле
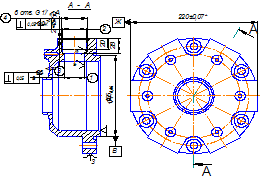
Пружинная коробка применяется в турбиностроении. Она выполняет роль амортизатора, обеспечивая поддержку узлов машин.
В процессе эксплуатации изделие подвержено действию периодических сил.
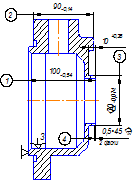
Технические требования на изготовление коробки пружинной: неуказанные допуски на отверстия по H14, цилиндрические поверхности (валы) по h14, ±IT/2. Радиальное биение не более 0,1 мм относительно поверхности В.
2. Определение годового объема выпуска и типа производства
N=mM (1+γδ/100) = 2×10000(1+6×3/100)=23600,
где m = 2 количество одноименных деталей в машине;
М=10000 – годовой объем выпуска машин;
γ – 5…10 количество запасных частей в процентах;
δ – 2…6 процент брака и технологических потерь, включая детали используемые для настройки станка, в процентах.
N=23600 – производство среднесерийное
серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска, чем в единичном типе производства. При серийном производстве используюся универсальные станки, оснащенные как специальными, так и универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках, а его описание производиться с использованием операционных карт;
3. Анализ технологичности конструкции детали
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени от правильного выбора варианта технологического процесса, и его оснащение, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства.
При оценке технологичности учитываются следующие характеристики:
- конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
- детали должны изготовляться из стандартных унифицированных заготовок или заготовок полученных рациональным способом;
- размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость;
- физико-химические и механические свойства и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления;
- показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля;
- конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
Технологичность детали характеризуется коэффициентом использования материала.
Технологичность детали характеризуется коэффициентом использования материала:
![]() ,
[ист.2, с.23]
,
[ист.2, с.23]
где Q1 – масса детали;
Q2 – масса заготовки.
Т.к. Кm=0,71, то можно сделать вывод, что материал расходуется рационально.
4.Выбор и обоснование способа получения заготовки
В подъемно-транспортном машиностроении для изготовления деталей машин и механизмов используются разнообразные заготовки. Основные виды черновых заготовок следующие: прокат, литье, полученные давлением, полученные формообразованием.
Необходимость соблюдения требований чертежей, заданных припусков поверхностей, твердости и обрабатываемости определяет следующие основные требования к заготовкам:
- поверхности, используемые как базовые в процессе дальнейшей обработки, должны быть гладкими, без прибылей, литейных или штамповочных уклонов, без заусенцев и линий разъема форм;
- для устранения внутренних напряжений заготовки должны подвергаться термической обработке: отжигу и нормализации;
- для улучшения условий обрабатываемости отливки должны быть очищены от литников, прибылей, заливов и других неровностей;
- при наличии искривления заготовок из сортового проката, они подвергаются правке (на прессах, ударным способом, на правильно-калибровочных вальцах и т.п.);
при изготовлении заготовок любого вида всегда должно обеспечиваться получение заготовки минимальной массы, то есть заготовки с минимальными припусками.
Рассматривая наиболее распространенные варианты получения заготовок, я пришел к выводу, что для моего задания наиболее подходит заготовка, полученная литьем. Т.к. деталь сложной конфигурации и литье позволит получить необрабатываемые поверхности.
5. Выбор технологических баз
Базой называется поверхность или выполняющее ту же функцию сочетание поверхностей (ось, точка...) принадлежащее заготовке и используемое для базирования. Различают базы конструкторские, технологические, измерительные и т.д.
Конструкторской называют базу, используемую для определения положения детали или сборочной единицы в изделии.
Технологической называют базу, используемую для определения положения заготовки или изделия при его изготовлении или сборке.
Измерительной называют базу, предназначенную для определения относительного положения средств измерения и заготовки или изделия.
Выбор технологических баз является одной из сложных задач проектирования технологического процесса. От правильного выбора технологических баз в значительной мере зависят:
- точность получения заданных размеров;
- правильность взаимного расположения поверхностей;
- степень сложности технологической оснастки, режущего и измерительного инструментов и т.д.
Операция 005 Токарная (черновая): технологической базой является поверхность бобышек, закрепленной в трехкулачковом патроне.
Операция 010 Токарная (черновая): технологической базой является поверхность Æ128 закрепленной в трехкулачковом патроне.
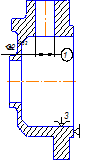
Операция 015 Сверлильная: технологической базой является поверхность Æ128.
Операция 020 Токарная: технологической базой является поверхность бобышек.
Операция 025 Токарная: технологической базой является поверхность Æ132, закрепленной в трехкулачковом патроне.
Операция 030 Сверлильная: технологической базой является поверхность торца.
Операция 035 Сверлильная: технологической базой является поверхность торца.
Операция 040 Фрезерная: технологической базой является поверхность Æ132 закрепленной в делительной головке.
Операция 045 Расточная: технологической базой является поверхность Æ220, закрепленная в делительной головке.
Операция 050 Сверлильная: технологической базой является поверхность торца.
6. Разработка маршрута обработки заготовки
Маршрутное описание технологического процесса это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и режимов обработки.
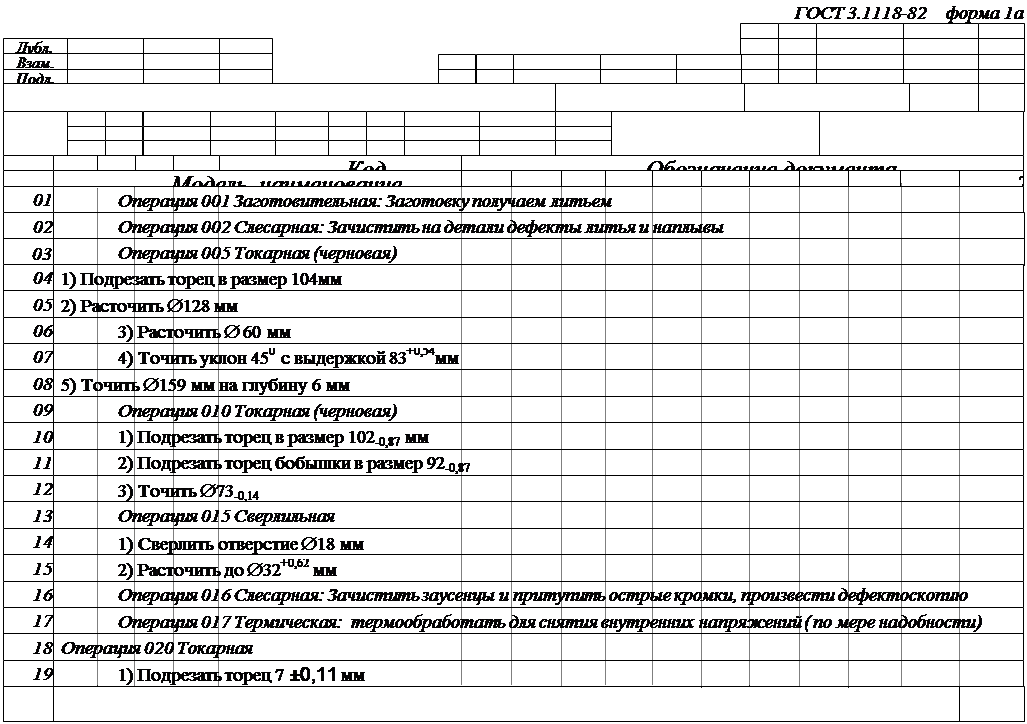
Операция 001 Заготовительная: Заготовку получаем литьем.
Операция 002 Слесарная: Зачистить на детали дефекты литья и наплывы.
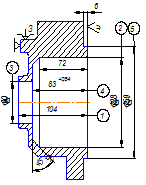
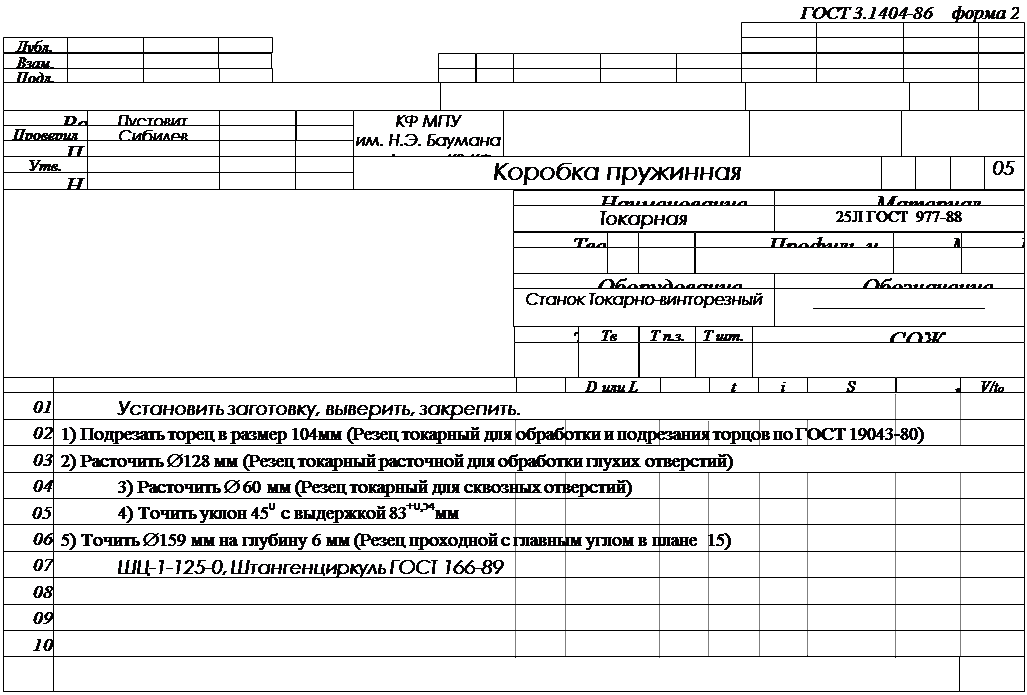
Операция 005 Токарная (черновая): Подрезать торец в размер 104мм, расточить Æ128 мм, расточить Æ60 мм, точить уклон 450 с выдержкой 83+0,54мм, точить Æ159 мм на глубину 6 мм.
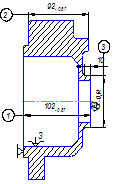
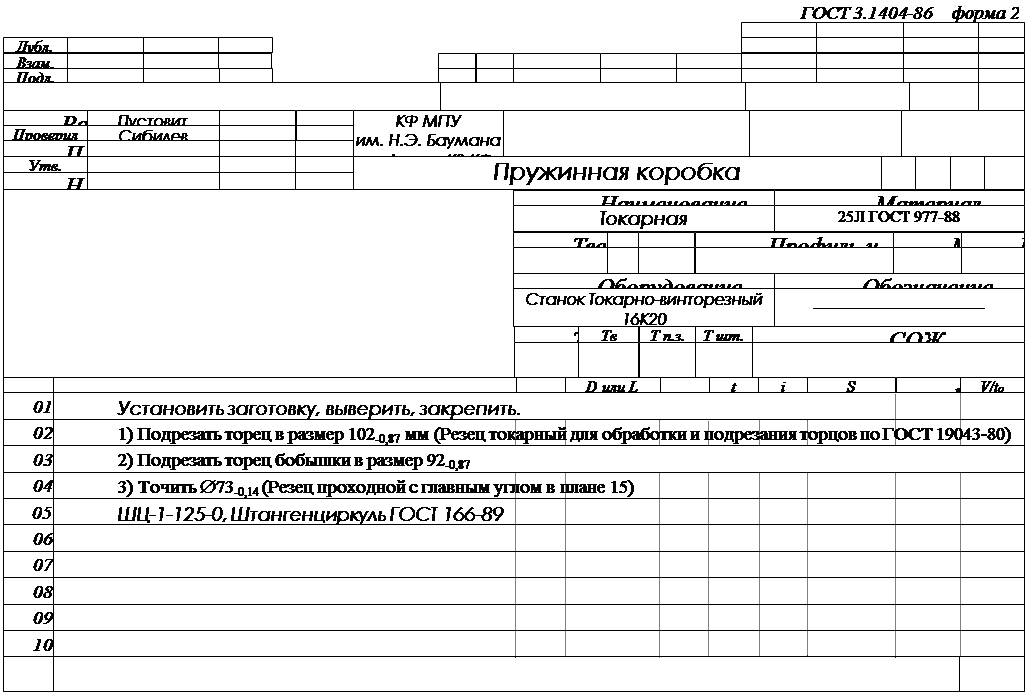
Операция 010 Токарная (черновая): Подрезать торец в размер 102-0,87 мм, подрезать торец бобышки в размер 92-0,87, точить Æ73-0,14.
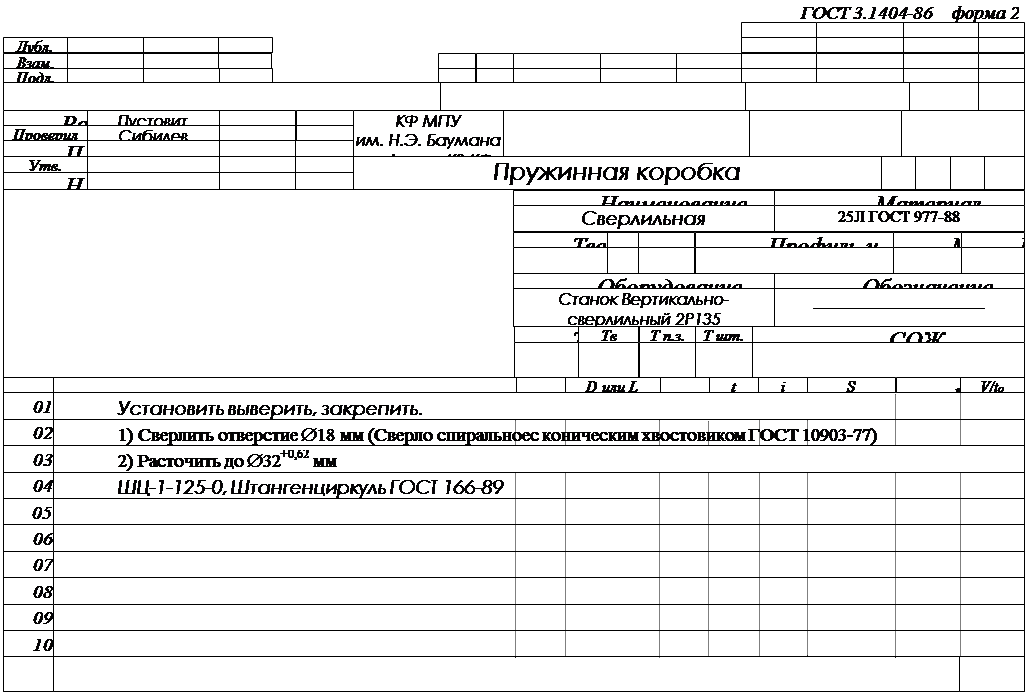
Операция 015 Сверлильная: Сверлить отверстие Æ18 мм, расточить до Æ32+0,62 мм .
Операция 016 Слесарная: Зачистить заусенцы и притупить острые кромки, произвести дефектоскопию.
Операция 017 Термическая: термообработать для снятия внутренних напряжений ( по мере надобности).
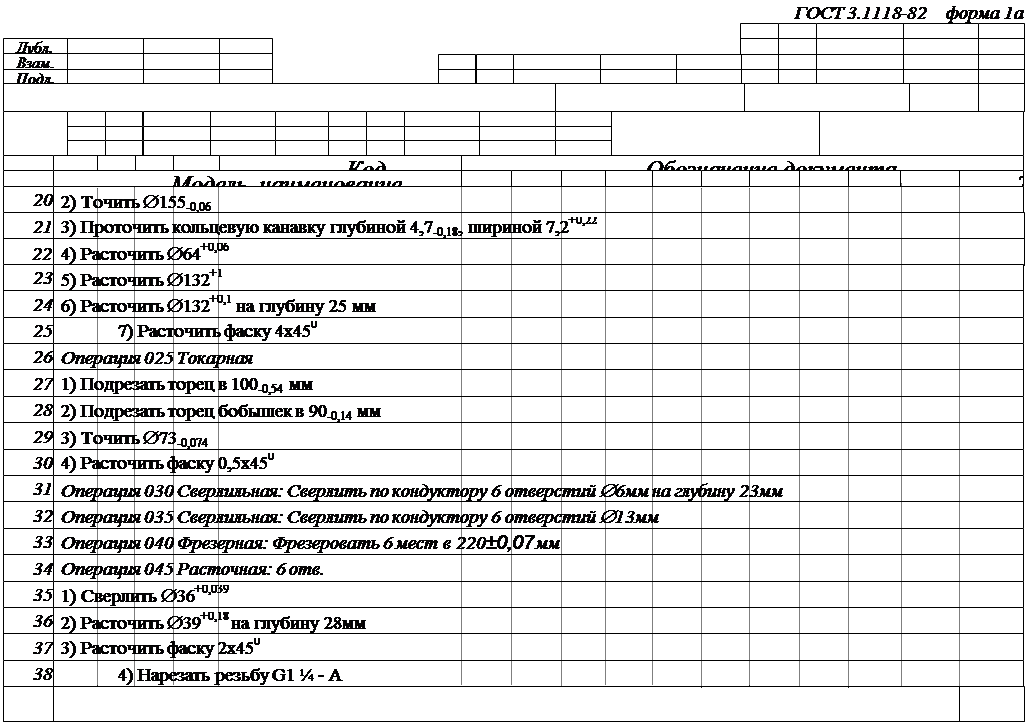
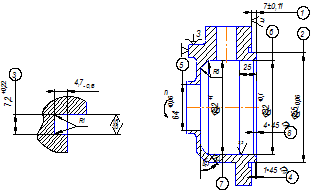
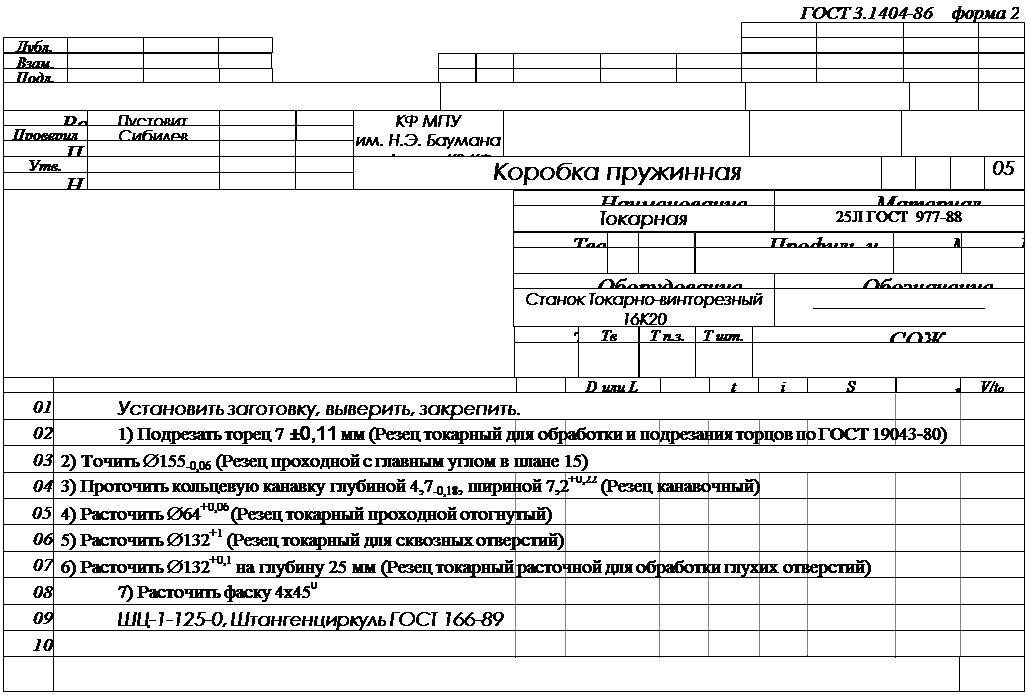
Операция 020 Токарная: Подрезать торец 7 ±0,11 мм, точить Æ155-0,06 , проточить кольцевую канавку глубиной 4,7-0,18, шириной 7,2+0,22, расточить Æ64+0,06, расточить Æ132+1, расточить Æ132+0,1 на глубину 25 мм, расточить фаску 4х450.
Операция 025 Токарная: Подрезать торец в 100-0,54 мм, Подрезать торец бобышек в 90-0,14 мм, точить Æ73-0,074, расточить фаску 0,5х450 .
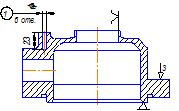
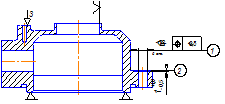
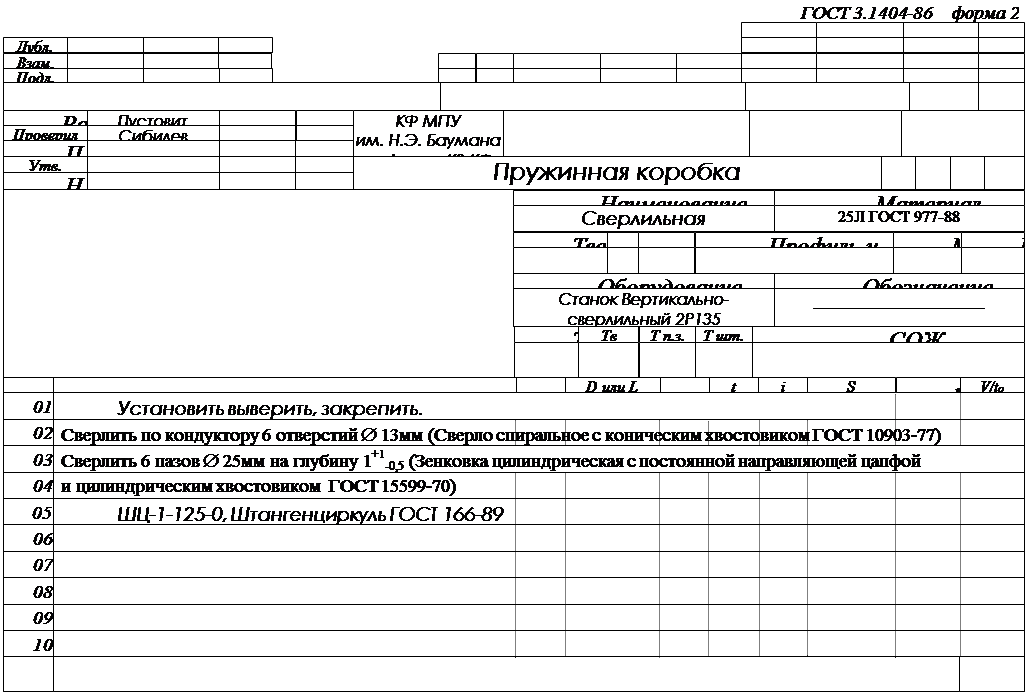
Операция 030 Сверлильная: Сверлить по кондуктору 6 отверстий Æ6мм на глубину 23мм.
Операция 035 Сверлильная: Сверлить по кондуктору 6 отверстий Æ13мм.
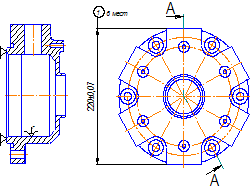
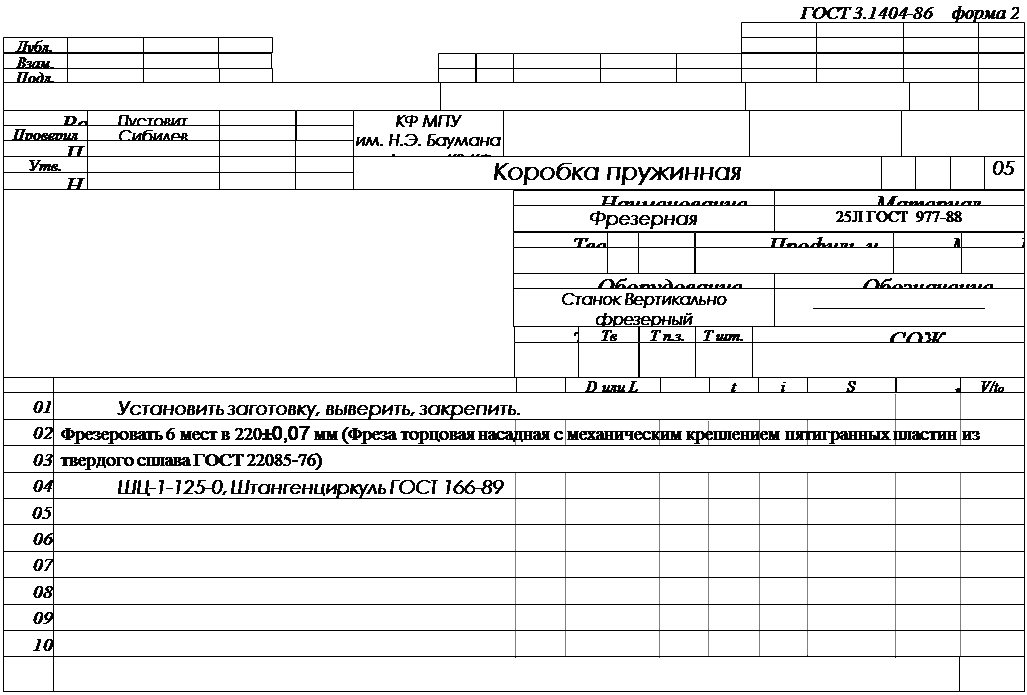
Операция 040 Фрезерная: Фрезеровать 6 мест в 220±0,07 мм.
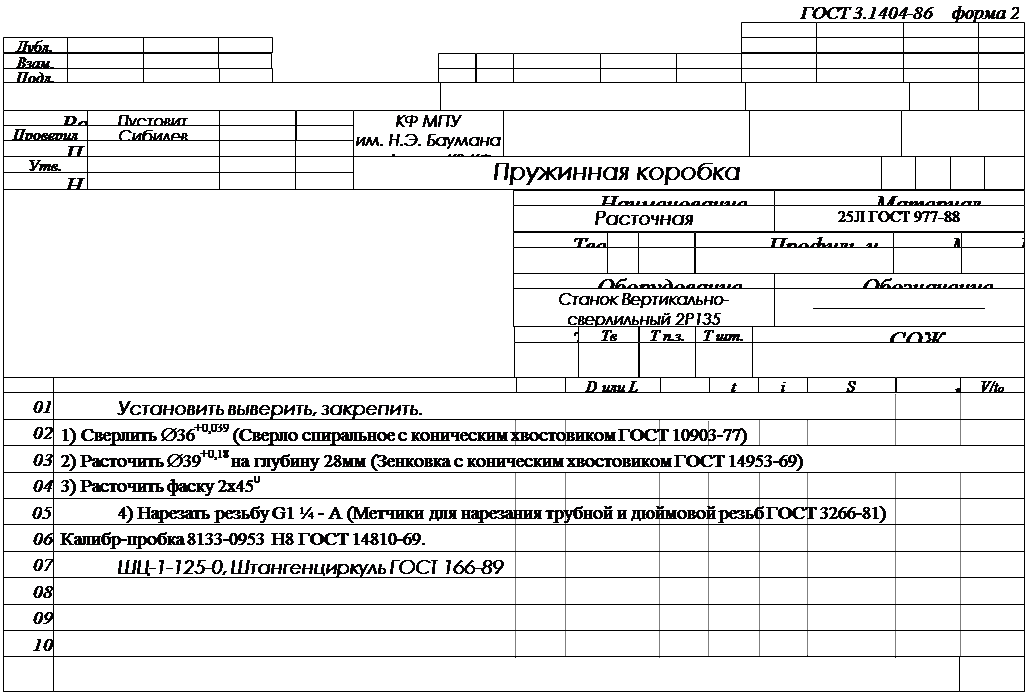
Операция 045 Расточная: 6 отв.: Сверлить Æ36+0,039, расточить Æ39+0,18 на глубину 28мм, расточить фаску 2х450, нарезать резьбу G1 ¼ - A.
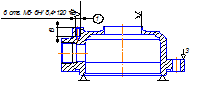
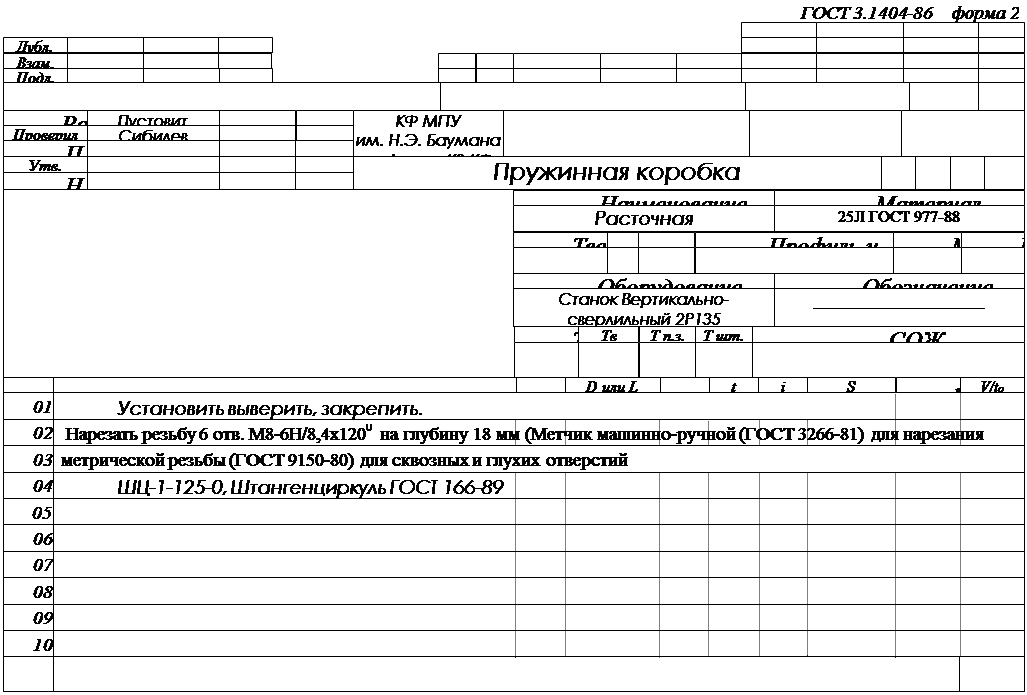
Операция 050 Сверлильная: Нарезать резьбу 6 отв. М8-6Н/8,4х1200 на глубину 18 мм.
Операция 051 Малярная: Произвести покрытие поверхностей согласно ТУ.
Операция 052 Технический контроль: Проверить чертежные размеры.
7. Расчет операционных припусков
В подъемно транспортном машиностроении используют два метода определения припусков на обработку: опытно – статистический и расчетно-аналитический.
При расчетно-аналитическом методе промежуточный припуск на каждом технологическом переходе должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих переходах, а также исключались погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе.
Припуском называется слой материала удаленный с поверхности заготовки для достижения заданных свойств обработанной поверхности
Расчетно-аналитический метод.
Наименование детали – коробка пружинная. Материал – сталь 25Л ГОСТ 977-88. Поверхность для расчета припуска - Æ155-0,06 мм.
| Вид заготовки и технологическая операция | Элементы припуска (мкм) |
Допуск на изготовление δ (мм) |
|||
|
Rz |
Т | ρ | e | ||
| Заготовка-литьё | 400 | 100 | - | 1 | |
| Черновое точение | 100 | 100 | 83 | 100 | 0,63 |
| Чистовое точение | 50 | 50 | - | 100 | 0,16 |
Точность и качество поверхности после мех.обработки устанавливается по [1] стр.8 табл.4.
Допуск на изготовление детали выбираются по таблицам: для заготовок из проката по ГОСТ 2590-71 ([1] стр.169 табл.62) и на размеры подлежащие обработки по ГОСТ 25347-82 ([1] стр.8 табл.8).
Элементы припусков (Rz и Т) назначаем по [1] стр.180-181 табл.1 и 5 в зависимости от метода поверхности заготовки и состояния проката.
Для определения элементов припуска ρ и e ([3] стр.62 формула 3.26) необходимо произвести следующие действия:
Определяем отклонение расположения заготовки ρз в зависимости от крепления детали:
Погрешность установки в трехкулачковом патроне ([1] стр.42 табл.13)
e=100 мкм
При обработке поверхностей вращения:
![]()
![]() ,
,
где: zimin, zimax – минимальное и максимальное значение припуска на обработку на выполняемом переходе;
![]() – высота
микронеровностей поверхности на предыдущем переходе;
– высота
микронеровностей поверхности на предыдущем переходе;
Ti-1 – глубина дефектного слоя после предыдущего перехода;
ρi-1 – пространственное отклонение в расположении обрабатываемой поверхности после предыдущего перехода;
![]() погрешность установки обрабатываемой заготовки, возникающая на выполняемом
переходе;
погрешность установки обрабатываемой заготовки, возникающая на выполняемом
переходе;
δi-1 и δi – допуски на размер заготовки соответственно на предыдущем и выполняемом переходах.
Минимальный припуск на черновую обработку:
2Z1min = 2ּ(RZ0 + Т0 + ![]() ) = 2ּ(400 +
) = 2ּ(400 + ![]() ) = 1000 мкм
) = 1000 мкм
Максимальный припуск на черновую обработку:
2Z1max = 2Z1min + δ0 – δ1 =2000+1000-6300 = 2370 мкм.
Минимальный припуск на чистовую обработку:
2Z2min = 2ּ(RZ1 + Т1 + ![]() ) = 2ּ(100 +100 +
) = 2ּ(100 +100 + ![]() ) = 660 мкм
) = 660 мкм
Максимальный припуск на чистовую обработку:
2Z2max = 2Z2min + δ1 - δ2 =2 ּ 660 + 6300 – 160 = 1790 мкм
Расчетные размеры заготовки на промежуточных переходах при обработке тел вращения:
![]()
![]() ,
,
где: dimax , dimin – максимальное и минимальное значения размера заготовок (например, диаметра) на выполняемом переходе;
di-1max , di-1min – то же, на предыдущем переходе.
черновая обработка:
d1min = d2min + 2Z2min = 155 + 1,79 = 156,79 (мм)
d1max = d2max + 2Z2max =154,94 + 0,66 = 155,6 (мм)
заготовка:
d0min = 156,79 + 2,37 = 158,16 (мм)
d0max = 155,6 + 1 = 156,6 (мм).
|
Расчетный минимальный припуск 2Zmin (мкм) |
Предельные значения припусков (мкм) |
Предельные значения (мм) |
||
|
2Zmin |
2Zmax |
dmаx |
dmin |
|
| Заготовка | - | - | 158,16 | 155,6 |
| Черновое точение | 1000 | 2370 | 156,37 | 155,6 |
| Чистовое точение | 660 | 1790 | 155 | 154,94 |
По максимальным размерам заготовки выбираю Æ159 мм по ГОСТ 2590-71.
В связи с тем, что расчетно-аналитический метод определения припусков трудоемок, для остальных поверхностей припуск определяется опытно-статистическим методом. Он основан на широком использовании накопленного опыта передовых машиностроительных предприятий. Следует помнить, что данный метод не позволяет учитывать конкретные условия обработки, а, следовательно, во многих случаях во избежание появления брака возможно завышение размеров.
На все остальные поверхности получаем припуски опытно – статистическим методом.
8. Расчет режимов резания
Режим резания является одним из главных факторов технического процесса механической обработки, определяющий нормы времени на операцию. В связи с этим необходимо в полной мере использовать режущие свойства инструмента и производственные возможности оборудования.
При назначении и расчете элементов режимов резания следует учитывать следующие факторы: материал и состояние заготовки; тип и размеры инструмента, материал его режущей части, тип и состояние оборудования.
Элементы режима резания, как правило, устанавливаются в следующем порядке:
- назначается глубина резания t;
- назначается подача режущего инструмента S;
- рассчитывается скорость резания V;
- рассчитывается сила резания Pz или крутящий момент на шпинделе станка Мкр;
- определяется мощность, расходуемая на резание N;
- выбирается металлорежущее оборудование.
Глубина резания t при черновой обработке назначается такой, чтобы был снят весь припуск за один проход или большая его часть. При чистовой обработке припуск снимается за два и более прохода. На каждом последующем проходе следует назначать меньшую глубину, чем на предшествующем, учитывая преобладания точности размеров и шероховатости обработанной поверхности.
Подача S при черновой обработке выбирается максимально возможной, исходя из жесткости и прочности системы СПИД, прочности твердосплавной режущей пластины и других ограничивающих факторов. При чистовом точении подача назначается в зависимости от требуемой степени точности и шероховатости обрабатываемой поверхности.
Скорость резания V рассчитывается по эмпирическим формулам, установленным для каждого вида обработки.
Сила резания раскладывается на составляющую тангенциальную Pz, радиальную Рy и осевую Рx силы резания. Главной составляющей силой, определяющей расходуемую на резание мощность и крутящий момент на шпинделе станка, является сила Рz которая рассчитывается по эмпирической зависимости.
Расчет режима резания при подрезке торцов.
Глубина резания t = 4 мм;
Принимаем подачу S = 1,2 мм/об; ([2] стр.266 табл.11)
Число проходов i=1;
Режущий
инструмент: резец токарный для обработки и подрезания торцов с твердосплавными
пластинами по ГОСТ 19043-80, опорные пластины ГОСТ 19073-80, стружколом по ГОСТ
19084-80 с главным углом в плане ![]() мм.
мм.
Скорость резания определяется по формуле:
V
=![]() ,
,
где
![]() = 340 – коэффициент ([2] стр.269 табл.17);
= 340 – коэффициент ([2] стр.269 табл.17);
x = 0,15; y = 0,45; m = 0,2 – показатели степени ([2] стр.269 табл.17);
T = 60 мин – среднее значение стойкости при одноинструментной обработки ([2] стр.268);
![]() - обобщающий поправочный
коэффициент, учитывающий фактические условия резания;
- обобщающий поправочный
коэффициент, учитывающий фактические условия резания;
 - коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где
- коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где ![]() =1
коэффициент; n = 1 – показатель степени ([2]
стр.262 табл.2);
=1
коэффициент; n = 1 – показатель степени ([2]
стр.262 табл.2);
![]() - поправочный коэффициент,
учитывающий влияние состояния поверхности заготовки на скорость резания ([2]
стр.263 табл.5);
- поправочный коэффициент,
учитывающий влияние состояния поверхности заготовки на скорость резания ([2]
стр.263 табл.5);
![]() - поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
- поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
![]()
V
=![]() м/мин;
м/мин;
![]() об/мин;
об/мин;
Принимаем
![]() =400 об/мин;
=400 об/мин;
![]() м/с;
м/с;
Сила
резания: ![]() ,
,
где Сp = 300 – коэффициент ([2] стр.273 табл.22);
x = 1,0; y = 0,75; n = - 0,15 показатели степени ([2] стр.273 табл.22);
![]() - поправочный коэффициент, учитывающий
фактические условия резания;
- поправочный коэффициент, учитывающий
фактические условия резания;
 - поправочный коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, где n = 0,75 – показатели степени ([2]
стр.264 табл.9);
- поправочный коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, где n = 0,75 – показатели степени ([2]
стр.264 табл.9);
Кφр = 0,89 ; Кγp = 1,1; Кλр = 1, Кrp=1 - поправочный коэффициенты, учитывающий влияние геометрических параметров режущей части инструмента на составляющие силы резания
([2] стр.275 табл.23);
![]() ;
;
![]()
Мощность резания: ![]()
Выбираем станок: токарно-винторезный 16К20.
Расчет режима резания для обработки поверхности Æ159h14 мм.
Режущий
инструмент: резец токарный для обработки и подрезания торцов с твердосплавными
пластинами по ГОСТ 19043-80, опорные пластины ГОСТ 19073-80, стружколом по ГОСТ
19084-80 с главным углом в плане ![]() мм.
мм.
Глубина резания t = 2 мм;
Принимаем подачу S = 1,1 об/мин; ([2] стр.266 табл.11)
Число проходов i=1;
Режущий
инструмент: резец проходной с главным углом в плане ![]() .
.
Скорость резания определяется по формуле:
V
=![]() ,
,
где
![]() = 340 – коэффициент ([2] стр.269 табл.17);
= 340 – коэффициент ([2] стр.269 табл.17);
x = 0,15; y = 0,45; m = 0,2 – показатели степени ([2] стр.269 табл.17);
T = 60 мин – среднее значение стойкости при одноинструментной обработки ([2] стр.268);
![]() - обобщающий поправочный
коэффициент, учитывающий фактические условия резания;
- обобщающий поправочный
коэффициент, учитывающий фактические условия резания;
 - коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где
- коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где ![]() =1
коэффициент; n = 1 – показатель степени ([2]
стр.262 табл.2);
=1
коэффициент; n = 1 – показатель степени ([2]
стр.262 табл.2);
![]() - поправочный коэффициент,
учитывающий влияние состояния поверхности заготовки на скорость резания ([2]
стр.263 табл.5);
- поправочный коэффициент,
учитывающий влияние состояния поверхности заготовки на скорость резания ([2]
стр.263 табл.5);
![]() - поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
- поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
![]()
V
=![]() м/мин;
м/мин;
![]() об/мин;
об/мин;
Принимаем
![]() =400 об/мин;
=400 об/мин;
![]() м/с;
м/с;
Сила
резания: ![]() ,
,
где Сp = 300 – коэффициент ([2] стр.273 табл.22);
x = 1,0; y = 0,75; n = - 0,15 показатели степени ([2] стр.273 табл.22);
![]() - поправочный коэффициент, учитывающий
фактические условия резания;
- поправочный коэффициент, учитывающий
фактические условия резания;
 - поправочный коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, где n = 0,75 – показатели степени ([2]
стр.264 табл.9);
- поправочный коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, где n = 0,75 – показатели степени ([2]
стр.264 табл.9);
Кφр = 0,94 ; Кγp = 1; Кλр = 1, Кrp=1 - поправочный коэффициенты, учитывающий влияние геометрических параметров режущей части инструмента на составляющие силы резания ([2] стр.275 табл.23);
![]() ;
;
![]()
Мощность резания: ![]()
Выбираем станок: токарно-винторезный 16К20.
Расчет режима резания для обработки поверхности Æ128Н14 мм :
Режущий инструмент: резец токарный расточной для обработки глухих отверстий.
Глубина резания t = 0,5 мм
Принимаем подачу s = 0,07 мм/об
Число проходов i = 1
V =![]() [ист.2, с.265]
[ист.2, с.265]
Где эмпирические коэффициенты: [ист.2, с.269]
![]() = 420
= 420
Sу = 0,070,2
tx = 0,50,15
Tm = 600,2 - стойкость инструмента
Kv =1,19
![]() м/мин=6,9 м/с
м/мин=6,9 м/с
![]() об/мин
об/мин
принимаем nф=830 об/мин, тогда
![]() м/мин=6,25 м/с
м/мин=6,25 м/с
силовые параметры:
![]() , 2 [2, с.271]
, 2 [2, с.271]
Где эмпирические коэффициенты: 2 [2, с.273]
Сp = 300
x = 1,0
y = 0,75
n = - 0,15
kp = 0,97
![]() = 10ּ300ּ0,51ּ0,070,75ּ375- 0,15ּ0,97= 82 (н)
= 10ּ300ּ0,51ּ0,070,75ּ375- 0,15ּ0,97= 82 (н)
мощность:
N = ![]() (кВт) [2, с.271]
(кВт) [2, с.271]
Выбираем токарно-винторезный станок 16К20.
Расчет режима резания для обработки сквозного отверстия Æ60Н14 мм :
Глубина резания t = 2 мм
Принимаем подачу s = 0,07 мм/об
Число проходов i = 1
Резец расточной для обработки сквозных отверстий, твердосплавные пластины Т15К6
V =![]() [2, с.265]
[2, с.265]
Где эмпирические коэффициенты: [2, с.269]
![]() = 420
= 420
Sу = 0,070,2
tx = 0,50,15
Tm = 600,2 - стойкость инструмента
Kv =1,19
![]() м/мин=6,9 м/с
м/мин=6,9 м/с
![]() об/мин
об/мин
принимаем nф=1700 об/мин, тогда
![]() м/мин=6,85 м/с
м/мин=6,85 м/с
силовые параметры:
![]() , [2, с.271]
, [2, с.271]
Где эмпирические коэффициенты: [2, с.273]
Сp = 300
x = 1,0
y = 0,75
n = - 0,15
kp = 0,97
![]() = 10ּ300ּ0,51ּ0,070,75ּ411- 0,15ּ0,97= 80 (н)
= 10ּ300ּ0,51ּ0,070,75ּ411- 0,15ּ0,97= 80 (н)
мощность:
N = ![]() (кВт) [2, с.271]
(кВт) [2, с.271]
Выбираем токарно-винторезный станок 16К20.
Расчет режимов резания при фрезеровании.
Глубина фрезерования t = 4 мм;
Принимаем подачу S![]() = 0,03 мм/зуб; ([2] стр. 284 табл.35)
= 0,03 мм/зуб; ([2] стр. 284 табл.35)
Режущий инструмент: Фреза торцевая концевая ГОСТ 22087-76.
Скорость резания определяется по формуле:
V
=![]() ,
,
где
![]() = 332 – коэффициент ([2] стр.286 табл.39);
= 332 – коэффициент ([2] стр.286 табл.39);
q=0.2; x = 0,1; y = 0,4; и=0,2;p=0; m = 0,2 – показатели степени ([2] стр.286 табл.39);
T = 180 мин – среднее значение периода стойкости фрез ([2] стр.290 табл.40);
![]() - обобщающий поправочный
коэффициент, учитывающий фактические условия резания;
- обобщающий поправочный
коэффициент, учитывающий фактические условия резания;
 - коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где
- коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где ![]() =1
коэффициент; n = 0,9 – показатель степени ([2]
стр.262 табл.2);
=1
коэффициент; n = 0,9 – показатель степени ([2]
стр.262 табл.2);
![]() - поправочный коэффициент,
учитывающий влияние состояния поверхности заготовки на скорость резания ([2]
стр.263 табл.5);
- поправочный коэффициент,
учитывающий влияние состояния поверхности заготовки на скорость резания ([2]
стр.263 табл.5);
![]() - поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
- поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
![]()
V =![]()
![]() об/мин;
об/мин;
Принимаем
![]() =1000 об/мин;
=1000 об/мин;
![]() м/с;
м/с;
Сила резания при фрезеровании определяется:
P![]() =
=![]() ,
,
где z-число зубьев фрезы;
n- частота вращения фрезы;
Сp = 82,5 – коэффициент ([2] стр.291 табл.41);
x = 0,95; y = 0,8; и=1,1; q=1,1; w=0 – показатели степени ([2] стр.291 табл.41);
 - поправочный коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, где n = 0,3 – показатели степени ([2]
стр.264 табл.9);
- поправочный коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, где n = 0,3 – показатели степени ([2]
стр.264 табл.9);
P![]() =
=![]()
Крутящий момент на шпинделе
![]()
Мощность резания (эффективная):
![]()
Расчет режима резания для сверления отверстия Æ6h14мм.
Глубина сверления t = 0,5
Подача S = 0,17 об/мин; ([2] стр.277 табл.25)
Инструмент: сверло спиральное с коническим хвостовиком ГОСТ 10903-77.
Скорость резания при сверлении:
![]() ,
,
где
![]() = 7 – коэффициент ([2] стр.278 табл.28);
= 7 – коэффициент ([2] стр.278 табл.28);
q = 0,4; y = 0,7; m = 0,2 – показатели степени ([2] стр.278 табл.28);
T = 15 мин – среднее значение периода стойкости ([2] стр.279 табл.30);
![]() - общий поправочный коэффициент,
учитывающий фактические условия резания;
- общий поправочный коэффициент,
учитывающий фактические условия резания;
 - коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где
- коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания ([2]
стр.261 табл.1), где ![]() =1
коэффициент; n = 1 – показатель степени ([2]
стр.262 табл.2);
=1
коэффициент; n = 1 – показатель степени ([2]
стр.262 табл.2);
![]() - поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
- поправочный коэффициент,
учитывающий влияние инструментального материала на скорость резания ([2]
стр.263 табл.6);
![]() - коэффициент, учитывающий глубину
сверления
- коэффициент, учитывающий глубину
сверления
![]()
![]() м/мин
м/мин
![]() об/мин;
об/мин;
![]() =630 об/мин;
=630 об/мин;
![]()
Крутящий момент и осевая сила
![]() Нм;
Нм;
![]() Н;
Н;
Мощность: ![]()
9. Расчет контрольно-измерительного инструмента
1. Расчет исполнительных размеров
калибров-скоб для Æ70h9![]() .
.
Δв=13 мкм, ув1=0 мкм, Нк1=8 мкм, Нр=3 мкм
1) Определим наибольший предельный размер вала:
Dmax=DH=70 мм.
2) Определим наименьший предельный размер вала:
Dmin=DH-Δд=70-0,074=69,926 мм.
3) Определим наибольший размер непроходного калибра-скобы:
HEc =Dmin-Нк1/2=69,926-0,008/2=69,922 мм.
4) Определим наименьший размер проходного калибра-скобы:
ПРс=Dmax-Δв1-Нк/2=70-0,013-0,008/2=69,983 мм.
5) Определим предельный размер изношенного калибра-скобы:
ПРи.с.=Dmax+ув=70+0=70 мм.
6) Определим наибольший размер контркалибра К-ПРс:
К-ПРс=Dmax-Δв1+Нр=70-0,013+0,003/2=69,9885 мм.
7) Определим наибольший размер контркалибра К-НЕс:
К-НЕс=Dmin+Нр/2=69,926+0,003/2=69,9275 мм.
8) Определим наибольший размер контркалибра К-Ис:
К-Ис=Dmax+ув1+Нр=70+0+0,003/2=70,0015 мм.
2.
Расчет
исполнительных размер калибров-пробок для измерения Æ36H![]() :
:
Δ0=6 мкм, Нк=4 мкм, ув=0 мкм.
1) Определим наибольший предельный размер контролируемого отверстия:
Dmax=Dн-Δд=36+0,039=36,039 мм.
2) Определить наименьший предельный размер контролируемого отверстия:
Dmin=Dн-Δд=36мм.
3) Определим наибольший размер проходного нового калибра-пробки:
ПРп=Dmin+Δ0+Нк/2=36+0,006+0,004/2=36,008 мм.
4) Определим наибольший размер непроходного калибра-пробки:
НЕп=Dmax+Нк=36,039+0,004/2=36,041 мм.
5) Определим предельный размер изношенного калибра-пробки:
ПРи=Dmin-ув=36-0.005=35,995 мм.
КОНСТРУКТОРСКАЯ ЧАСТЬ
Проектирование станочного приспособления
Групповой гидрозажим с Г-образными прихватами является отдельным узлом, монтируемым в едином корпусе и легко встраиваемым под различными углами в гидрофицированные приспособления агрегатных станков. Механизм предназначен для зажима обрабатываемой детали в трех расположенных по окружности точках самоустанавливающимися Г-образными поворотными прихватами.
Устройство используется преимущественно для зажима, детали через отверстие сравнительно большого диаметра D. Корпус гидрозажима в каждом приспособлении выполняется специальным, так как посадочный диаметр D и высота Н зависят от соответственных размеров обрабатываемых заготовок.
Оригинальная конструкция устройства состоит из специального корпуса, в котором в направляющих втулках перемещаются в осевом направлении и поворачиваются относительно своей оси три Г-образных прихвата. На каждом прихвате выполнен винтовой паз, имеющий внизу прямолинейный осевой участок. В винтовой паз входит палец, закрепленный на штоке. Кроме того, шток соединен с Г – образными прихватами с помощью качалки, трех пар сферических шайб и трех гаек. Направляющая втулка верхнего конца штока установлена в корпусе и надежно зафиксирована от поворота своим треугольным фланцем. Расположенная во втулке шпонка предохраняет шток от поворота относительно своей оси при его перемещении
Отжим детали производиться подачей масла в нижнюю полость цилиндра. Поршень вместе со штоком движется вверх. Три пальца, находящиеся во время зажима в прямолинейных участках пазов Г-образных прихватов, также перемещаются вверх, пока каждый из них не упрется в боковую сторону начинающегося винтового участка паза. Так как прихваты, как правило, располагаются на разных уровнях по высоте в зависимости от величины неплоскостности поверхности зажима заготовки, пальцы поочередно вступают в контакт с винтовыми участками пазов. Коснувшийся винтового паза палец воздействует на прихват, стремясь повернуть его относительно оси и одновременно сдвинуть в осевом направлении. Повороту прихвата препятствует специальныё выступ на фланце втулки, в который упирается его головка. Поэтому вначале прихваты перемещаются вверх в осевом направлении. Пройдя указанныё участок вверх, каждый из прихватов выйдет из соприкосновения с выступом. Одновременно качалка упрется в нижний торец корпуса и остановиться, воспрепятствовав дальнейшему движению вверх прихватов. Так как шток с пальцами будет продолжать движение вверх, пальцы, воздействуя на винтовые пазы прихватов, повернут их на 90 градусов каждый против направления движения часовой стрелки, если смотреть на прихваты сверху. При повернутых прихватах заготовка снимается с базовой поверхности устройства и на ее место устанавливается новая.
: '■■■
Зажим осуществляется при подаче масла ручным краном или золотником в верхнюю полость гидроцилиндра. Пальцы со штоком движутся вниз, воздействуя на винтовые пазы прихватов и поворачивают последние на 90 градусов в обратном направлении. Поворот продолжается до тех пор, пока прихваты не выйдут из соприкосновения с верхним торцом выступа втулки. В этот момент пальцы заканчивают движение по винтовому пазу прихвата и выходят на прямолинейный участок, а сферическое утолщение штока, в которое запрессованы пальцы упирается в качалку и увлекает за собой вниз прихваты, пока последние не соприкоснуться с зажимаемой деталью. Благодаря качалке обеспечивается равномерный зажим тремя прихватами.
Расчет приспособления
Операция – фрезерная
Dо.п.=220 мм диаметр обрабатываемой поверхности
Dз=220 мм диаметр заготовки
Lз=100 мм длина заготовки
Pz=212 Н – сила резания
1. Определим коэффициент запаса для гидрозажима:
Кзап=КоК1К2К3К4К5К6=1,5×1×1,2×1,2×1×1×1=2,16 [ист. 2 стр.107]
Ко=1,5 постоянный коэффициент запаса;
К1=1 коэффициент, учитывающий состояние поверхности заготовки;
К2=1,2 - коэффициент, учитывающий увеличение силы резания при затуплении режущего инструмента;
К3=1,2 - коэффициент, учитывающий увеличение силы резания при обработке;
К4=1 - коэффициент, учитывающий постоянство силы зажима, развиваемой приводом приспособления;
К5=1 - коэффициент, учитывающий удобное расположение рукоятки для ручных зажимных устройств;
К6=1 - коэффициент, учитывающий при наличии моментов, стремящихся повернуть обрабатываемую деталь вокруг ее оси.
2. Необходимое усилие зажима на каждом прихвате:
Wп=Pz![]() Н
Н
Nп=3 – число прихватов;
fТ.П.=0,2 коэффициент трения на рабочих поверхностях прихватов;
3. Действительная сила зажима рассчитана опытным путем и для данного исполнения составляет :
Wп=2340 Н.
Список литературы:
1. Справочник технолога-машиностроителя. т.1 под ред. А.Г.Косиловой и Р.К.Мещерякова. М.:Машиностроение, 1985 г.
2. Курсовое проектирование по предмету «Технология машиностроения» Добрыднев И.С. – М.: Машиностроение, 1985 г.
3. Справочник технолога-машиностроителя. т.2 под ред. А.Г.Косиловой и Р.К.Мещерякова. М.:Машиностроение, 1985 г.
4. Справочник инструментальщика. Под ред. И.А.Ординарцева. – Л.: Машиностроение. Ленигр. отд-ние, 1987 г.
5. Приспособления для металлорежущих станков. М.А.Ансеров – М.: Машиностроение, 1984 г.
6. Атлас металлорежущих инструментов.
Приложение 1
Технические характеристики станков
Станок токарно-винторезный 16К20
Наибольший диаметр обрабатываемой заготовки:
Над станиной 320
Над суппортом 180
Наибольший диаметр прутка, проходящего через
отверстие шпинделя 36
наибольшая длина обрабатываемой заготовки 750
Шаг нарезаемой резьбы:
Метрической 0,25- 0,56
Дюймовой, число ниток на дюйм 112-0,5
Модульной, модуль 0,25-56
Питчевой, питч 112-0,5
Частота вращения шпинделя, об/мин 20-2000
Число скоростей шпинделя 21
Наибольшее перемещение суппорта:
Продольное 700
Поперечное 210
Подача суппорта, мм/об (мм/мин):
Продольная 0,01-0,7
Поперечная 0,005-0,35
Число ступеней подач -
Скорости быстрого перемещения суппорта, мм/мин:
Продольного -
Поперечного -
Мощность электродвигателя главного привода, кВт 2,8; 4,6
Габаритные размеры (без ЧПУ):
Длина 2280
Ширина 1060
Высота 1485
Масса, кг 2100
Станок Вертикально-сверлильный 2Р135
Наибольший условный диаметр сверления в стали 6
Рабочая поверхность стола 200х200
Наибольшее расстояние от торца шпинделя
до рабочей поверхности стола 250
Вылет шпинделя 125
Наибольший ход шпинделя -
Наибольшее вертикальное перемещение:
Револьверной головки 130
Стола -
Конус Морзе отверстие шпинделя 1
Число скоростей шпинделя 7
Частота вращения шпинделя, об/мин 1000-8000
Число подач шпинделя -
Подача шпинделя ручная
Мощность электродвигателя привода
главного движения, кВт 0,4
Габаритные размеры:
Длина 560
Ширина 405
Высота 625
Масса, кг 80
Станок Вертикально-фрезерный 6540
Размеры рабочей поверхности стола 160х630
Наибольшее перемещение стола:
Продольное 400
Поперечное 160
Вертикальное 320
Перемещение гильзы со шпинделем -
Наибольший угол поворота шпиндельной
головки, ° ±45
Внутренний конус шпинделя (конусность 7:24) -
Число скоростей шпинделя 12
Частота вращения шпинделя, об/мин 63-2800
Число подач стола 12
Подача стола, мм/мин:
Продольная и поперечная 11,2-500
Вертикальная -
Скорость быстрого перемещения стола, мм/мин:
Продольного и поперечного 3800
Вертикального -
Мощность электродвигателя привода главного
движения, кВт 2,2
Габаритные размеры:
Длина 1250
Ширина 1205
Высота 1630
Масса (без выносного оборудования), кг 830
Приложение 1

© 2009 База Рефератов