
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Організація технічного обслуговування і ремонту автомобілів та двигунів
Дипломная работа: Організація технічного обслуговування і ремонту автомобілів та двигунів
Вступ
Автомобільний транспорт має важливе значення в загальній транспортній системі нашої країни. Автомобілі широко застосовуються в народному господарстві. Вони використовуються для доставки різної сировини на промислові підприємства і вивозу з підприємств готових виробів і конструкцій, при будівництві будівель та інших споруд, для масових перевезень сільськогосподарської продукції. Велику роль грає автомобільний транспорт при перевезенні пасажирів. Без автомобілів зараз неможливо уявити роботу жодного підприємства.
Робітники автомобільного транспорту повинні забезпечити повне задоволення потреб народного господарства в перевезенні вантажів та пасажирів. Це завдання можна вирішити при значному покращенні організації технічної підготовки автомобілів до експлуатації, що дозволить значно знизити втрати часу на простої автомобілів при технічному обслуговуванні та поточному ремонті, знайти більш ефективн шляхи підвищення рівня використання наявних матеріальних та трудових ресурсів. Для цього необхідний якісно новий підхід до питань організації процесів технічного обслуговування та поточного ремонту.
Характерною особливістю автомобільного транспорту на сучасному етапі являється неперервна концентрація рухомого складу у великих автотранспортних підприємствах та поглиблення спеціалізації. Це дозволяє використовувати на автомобільному транспорті всі переваги концентрації та спеціалізації, застосувати більш прогресивну технологію, підвищити якість виконання технічного обслуговування та поточного ремонту автомобілів, значно підвищити продуктивність праці, знизити всі витрати на утримання рухомого складу.
Велику роль у вирішенні цих завдань грає вдосконалення технології технічного обслуговування ремонту автомобілів, яке залучається в розробці такої організаційної структури виробництва, яка б задовольняла основні принципи спеціалізації і кооперації, економічності, ритмічності, неперервності тощо.
Мета виконання даного дипломного проекту − систематизація, узагальнення і практичне застосування набутих знань для вирішення конкретних інженерних задач, що пов’язані з організацією технічного обслуговування і ремонту автомобілів та двигунів, проектування чи удосконалення підприємств автомобільного транспорту з впровадженням інноваційних і передових технологій, пристроїв і обладнання з ТО та ремонту машин, а також проведення аналізу техніко-економічних показників діяльності підприємства.
1 Пошуково-дослідницький розділ
1.1 Коротка характеристика проектованого автопідприємства
1.1.1 Тип, структура і виробничі функції підприємства
ВАТ "Вінницьке АТП-10554" − автотранспортне підприємство, яке забезпечує перевезення будівельних, промислових і сільськогосподарських вантажів та обслуговування підприємств і організацій, а також населення на території Вінницької області та у міжобласному сполученні. Дане АТП знаходиться у м. Вінниця на вулиці Максимовича 6.
Основними завданнями АТП-10554 є:
− організація та здійснення перевезень у відповідності із замовленнями та затвердженим планом;
− зберігання рухомого складу, а також його технічне обслуговування та ремонт;
− планування, облік і керівництво виробничо-господарської діяльності;
− матеріально-технічне постачання автомобільного парку деталями, ремонтними та експлуатаційними матеріалами;
− організація праці та заробітної плати працівників.
Зберігання рухомого складу здійснюється на відкритому майданчику, що розташований поруч з АТП.
Для проведення технічного обслуговування і ремонту автомобілів в АТП є майстерні з певними виробничими підрозділами, що забезпечують вчасне виконання вищезгаданих робіт. У майстерн АТП в наявності є зони ТО-1, ТО-2 і поточного ремонту; відділення: моторне, агрегатне, зварювальне, мідницьке, шиноремонтне, ремонту паливної апаратури, слюсарно-механічне, ковальсько-ресорне, акумуляторне.
1.1.2 Склад парку і режим його експлуатації
На основі даних переддипломної практики приводимо таблицю рухомого складу парку і режиму його експлуатації.
Таблиця 1.1 − Склад парку і режим його експлуатації
|
Марка рухомого складу |
Інвентарна кількість автомобілів |
Середньо- добовий пробіг |
Категорія умов експлуатації |
Д |
Робота на лінії | |||
| 1 Зміна | 2 Зміна | |||||||
| Поч. | Кін. | Поч. | Кін. | |||||
|
ЗИЛ-431610 ЗИЛ-431410 ЗИЛ-433362 ЗИЛ-441510Г ГАЗ-3307 ГАЗ-5320 ГАЗ-33021 ГАЗ-32112 ГАЗ-3102 КрАЗ-256 КамАЗ-5320 КамАЗ-5410 КамАЗ-5511 МАЗ-54323 МАЗ-5551 РАФ-2203 ИЖ-2715 ЄрАЗ-762 ВАЗ-21093 ВАЗ-21099 ВАЗ-21213 ВАЗ-21033 |
7 3 3 8 6 3 2 6 9 3 14 11 5 3 3 2 3 2 2 4 2 3 |
215 220 210 200 135 125 130 120 115 205 230 215 205 180 195 110 115 125 130 125 125 110 |
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 |
253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 253 |
8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 8.00 |
17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 17.00 |
||
Примітка. Д![]() − кількість днів роботи
автомобілів на лінії.
− кількість днів роботи
автомобілів на лінії.
1.1.3 Склад і режим роботи виробничих підрозділів
На основі даних звіту переддипломної практики приводимо таблицю складу і режиму роботи основних виробничих підрозділів, включаючи проектований.
Таблиця 1.2. − Режим роботи виробничих підрозділів.
| К-сть роб.днів робочих | Період роботи на протязі доби | ||||||||||||||||||||||||
| 3-я зміна | 1-а зміна | 2-а зміна | |||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | ||
| Випуск автомобілів | 305 | ||||||||||||||||||||||||
| Робота авто на лінії | 305 | ||||||||||||||||||||||||
| Зона ЩО | 305 | ||||||||||||||||||||||||
| Зона ТО-1 | 253 | ||||||||||||||||||||||||
| Зона ТО-2 | 253 | ||||||||||||||||||||||||
| Зона ПР | 305 | ||||||||||||||||||||||||
| Виробничі відділення | 253 | ||||||||||||||||||||||||
| Проміжний склад | 305 | ||||||||||||||||||||||||
| Проектоване відділення | 253 | ||||||||||||||||||||||||
1.2 Коротка характеристика проектованого виробничого підрозділу
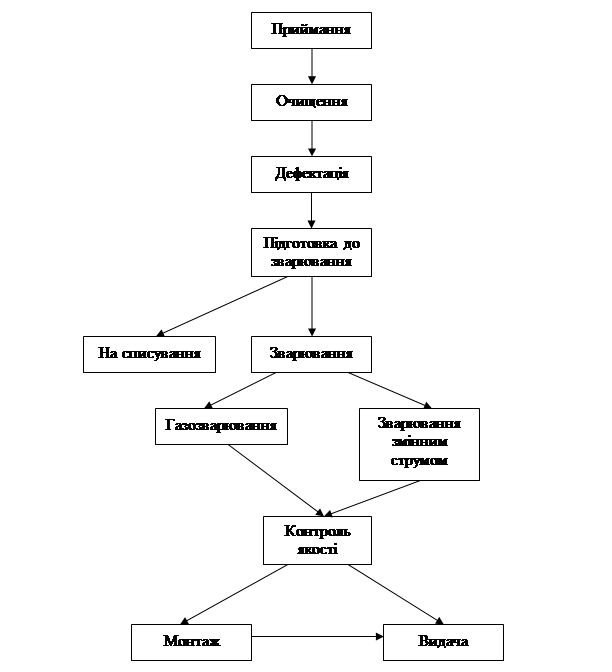
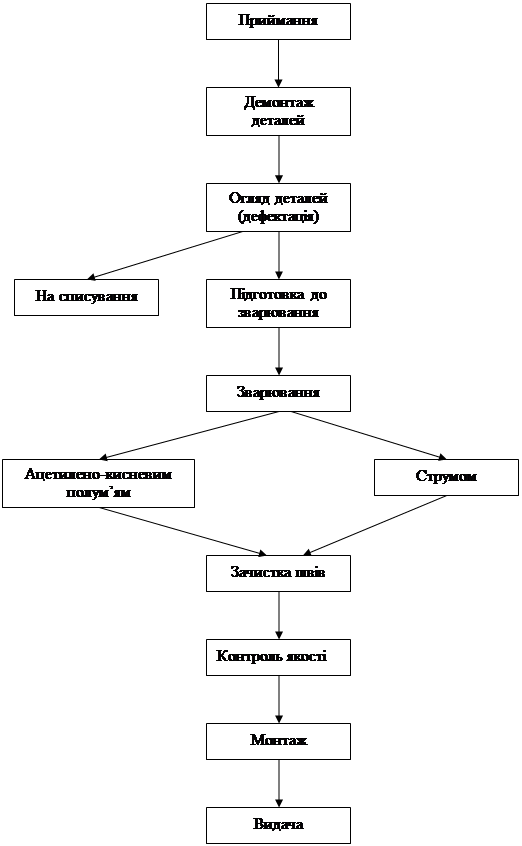
Зварювальне відділення призначене для ремонту пошкоджених деталей зварюванням, заварки тріщин кузова, кабіни, оперення, а також відновлення спрацьованих деталей наплавленням металу. У відділенні застосовується електродугове та газове зварювання.
При поломці якоїсь деталі, яку можливо відновити зварюванням її направляють у зварювальне відділення. Після очищення проводять дефектацію, тобто визначають чи можна відновити дану деталь. Якщо це неможливо її списують. Якщо ж можливо то вирішують яким саме способом буде проводитись зварювання (газове чи електродугове). Після зварювання проводять контроль якості для того, щоб визначити придатність відновленої деталі до подальшої експлуатації. Якщо відновлювана деталь входила до складу вузла чи агрегату, який розбирали безпосередньо у відділенні то після монтажу цей вузол чи агрегат відправляють на видачу.
Схема технологічного процесу зварювального відділення.
Все наявне технологічне обладнання, організаційне і технологічне оснащення записуємо в таблицю 1.3.
Таблиця 1.3 − Відомість технологічного обладнання, організаційного і технологічного оснащення
| Назва | Тип, модель | Кількість | Габаритні розміри, мм |
Площа,
|
Потужність, кВт |
Вартість, грн. |
|||
| Одиниці | Загальна | Одиниці | Загальна | Одиниці | Загальна | ||||
| Технологічне обладнання | |||||||||
| Трансформатор зварювальний | СТШ-300 | 1 |
|
0,3 | 0,3 | 20,5 | 20,5 | 820 | 820 |
| Балон з киснем | 1 |
250 |
0,06 | 0,06 | 170 | 170 | |||
| Балон з пропаном | 1 |
250 |
0,06 | 0,06 | 200 | 200 | |||
| Організаційне оснащення | |||||||||
| Шафа | 1 |
|
0,45 | 0,45 | 55 | 55 | |||
| Шафа | 1 |
|
0,2 | 0,2 | 48 | 48 | |||
| Стелаж секційний | 1 |
|
0,6 | 0,6 | 380 | 380 | |||
| Стіл для зварювальних робіт | 2228 | 1 |
|
1,1 | 1,1 | 500 | 500 | ||
| Технологічне оснащення | |||||||||
| Комплект інструменту слюсаря | П-31 | 1 | 40 | 40 | |||||
Зварювальне відділення АТП є одним із основних технологічних підрозділів технічної служби, від роботи якого в значній мірі залежить ефективність діяльності всього комплексу ТО і ремонту. Також вагомість даного відділення пояснюється тим, що воно приймає участь у обслуговуванні підприємства. Головним недоліком організації робіт у відділенні є недостатня кількість і номенклатура технологічного обладнання оснащення. Також мало у відділенні пристроїв та інструментів, необхідних для виконання робіт. Відсутня технологічна документація.
Стан техніки безпеки не відповідає вимогам. У відділенні відсутні засоби пожежегасіння, немає пожежного щита, не виконуються профілактичні протипожежні заходи. Санітарно-гігієнічні умови праці у відділенні незадовільні. Вентиляція працю неефективно, тобто повітря погано очищується від шкідливих газів.
Під час виконання зварювальних робіт спостерігаються чисельні порушення правил техніки безпеки, в основному через застосування неправильних прийомів виконання робіт та невідповідної оснастки та інструментів. Роблячи висновок, можна сказати, що наявна матеріальна база, організація та технологія робіт не дозволяє якісно виконувати увесь комплекс робіт у зварювальному відділенні.
1.3 Пропозиції щодо вдосконалення організації роботи підрозділу, основні напрямки проектування і їх обґрунтування
Для того, щоб підвищити продуктивність праці, зменшити витрати на виробництво, підвищити якість виконуваних робіт необхідно реконструювати відділення і втілити у життя наступні заходи:
− укомплектувати відділення технологічним обладнанням, організаційним оснащенням, робочим, допоміжним та вимірювальним інструментом для механізації якомога більшої кількості виконуваних у відділенні робіт;
− забезпечити робочі місця необхідною технологічною документацією на роботи. що виконуються, операційними, технологічними картами тощо;
− забезпечити безпечні і нешкідливі умови праці робітників;
− впровадити в технологічний процес відділення вимог наукової організації праці, охорони праці, та техніки безпеки на робочих місцях.
1.4 Вибір і обґрунтування вихідних даних
1.4.1 Приведення різномарочного автомобільного парку
Враховуючи велику різноманітність автомобільного парку групуємо всі автомобілі в три групи за певними ознаками: типом автомобіля, двигуна тощо.
1.4.1.1 Визначення сумарної добової трудомісткості кожної марки автомобілів. Визначаємо сумарну добову трудомісткість.
![]() (1.1.)
(1.1.)
де: tщо, t1, t2 – трудомісткість відповідно одного ЩО, ТО-1, ТО-2, в люд-год. за даними реконструйованого автопідприємства;
tпр – трудомісткість ПР на 1000 км пробігу, люд-год. по даних автопідприємства;
LЩО, L1, L2 − відповідно середньодобовий пробіг, періодичність ТО-1 і ТО-2 в км по даних автопідприємства.
Для ЗИЛ-431410 сумарна добова трудомісткість дорівнює:
![]()
Для решти марок автомобілів сумарна добова трудомісткість визначається аналогічно.
Одержані значення сумарної добової трудомісткості заносяться в графу 12 таблиці 1.4.
1.4.1.2 Визначення коефіцієнта приведення для кожної марки автомобіля. Коефіцієнт приведення визначається за формулою:
![]() ,
(1.2.)
,
(1.2.)
де: ![]() – сумарна добова трудомісткість
ТО і ПР основної моделі даної групи автомобілів, люд-год. (графа 12, таблиця
1.4);
– сумарна добова трудомісткість
ТО і ПР основної моделі даної групи автомобілів, люд-год. (графа 12, таблиця
1.4);
![]() − сумарні добові трудомісткості ТО
ПР автомобілів даної групи, що приводяться до основної моделі. (графа 12,
таблиця 1.4.).
− сумарні добові трудомісткості ТО
ПР автомобілів даної групи, що приводяться до основної моделі. (графа 12,
таблиця 1.4.).
Для основних
автомобілів коефіцієнт приведення ![]() .
.
Для ЗИЛ-431410 коефіцієнт приведення дорівнює:
![]()
Для решти
автомобілів коефіцієнт приведення визначається аналогічно. Одержані значення ![]() записуємо в графу 13 таблиц
1.4.
записуємо в графу 13 таблиц
1.4.
1.4.1.3
Визначення кількості приведення автомобілів кожної марки. Кількість автомобілів основних марок
при приведенні не змінюється (оскільки для них![]() ).
).
Кількість приведених автомобілів визначаємо за формулою:
![]() (1.3.)
(1.3.)
Для ЗИЛ-431610 кількість приведених автомобілів буде:
![]()
Для решти марок автомобілів кількість приведених автомобілів визначається аналогічно.
Результати розрахунків приведених автомобілів записуємо в графу 14 таблиці 1.4.
Таблиця 1.4 − Результати приведення різномарочного парку до основних марок автомобілів
| Група автомобілів | Марка автомобіля | Інвентарна к-сть автомобілів |
Трудомісткість дій, люд.год. |
Середньодобовий пробіг, км | Періодич- ність км |
Структурна трудомісткість, люд.год. |
Коефіцієнт приведення |
Кількість приведених автомобілів |
|
|||||||||||||||||||||||
| Основ. | Привед. | що | ТО-1 | ТО-2 | ПР | ТО-1 | ТО-2 |
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|
||||||||||||||||||
| 1 | ЗИЛ-431410 | 3 | 0,5 | 3,5 | 12,6 | 4,0 | 220 | 4000 | 16000 | 1,75 | 1 | 3 |
|
|||||||||||||||||||
| ЗИЛ-431610 | 7 | 0,7 | 4,3 | 12,8 | 4,6 | 215 | 4000 | 16000 | 2,09 | 1,19 | 8,33 |
|
||||||||||||||||||||
| ЗИЛ-433362 | 3 | 0,75 | 3,4 | 13,8 | 6,7 | 210 | 4000 | 16000 | 2,52 | 1,44 | 4,32 |
|
||||||||||||||||||||
| ЗИЛ-441510Г | 8 | 0,35 | 4,1 | 11,6 | 4,6 | 200 | 4000 | 16000 | 1,62 | 0,93 | 7,44 |
|
||||||||||||||||||||
| Всього | 21 | 23 |
|
|||||||||||||||||||||||||||||
| З врахуванням перспективи розвитку | 28 |
|
||||||||||||||||||||||||||||||
| 2 | ГАЗ-3307 | 6 | 0,45 | 3,0 | 10,9 | 3,7 | 135 | 4000 | 16000 | 1,14 | 1 | 6 |
|
|||||||||||||||||||
| ГАЗ-5327 | 3 | 0,45 | 3,0 | 10,9 | 3,7 | 125 | 4000 | 16000 | 1,09 | 0,96 | 2,88 |
|
||||||||||||||||||||
| ГАЗ-33021 | 2 | 0,45 | 3,0 | 10,9 | 3,7 | 130 | 4000 | 16000 | 1,12 | 0,98 | 1,96 |
|
||||||||||||||||||||
| ГАЗ-33212 | 6 | 0,45 | 3,0 | 10,9 | 3,7 | 120 | 4000 | 16000 | 1,07 | 0,94 | 5,64 |
|
||||||||||||||||||||
| ГАЗ-3102 | 9 | 0,5 | 2,9 | 11,7 | 3,2 | 115 | 4000 | 16000 | 1,04 | 0,91 | 8,19 |
|
||||||||||||||||||||
| РАФ-2203 | 2 | 0,5 | 4,0 | 15,0 | 4,5 | 110 | 4000 | 16000 | 1,17 | 1,02 | 2,04 |
|
||||||||||||||||||||
| ИЖ-2705 | 3 | 0,3 | 2,3 | 9,2 | 2,8 | 115 | 4000 | 16000 | 0,75 | 0,66 | 1,98 |
|
||||||||||||||||||||
| ЄрАЗ-762 | 2 | 0,3 | 2,4 | 7,6 | 2,9 | 125 | 4000 | 16000 | 0,80 | 0,7 | 1,4 |
|
||||||||||||||||||||
| ВАЗ-21093 | 2 | 0,3 | 2,3 | 9,2 | 2,8 | 130 | 4000 | 16000 | 0,81 | 0,71 | 1,42 |
|
||||||||||||||||||||
| ВАЗ-21099 | 4 | 0,3 | 2,3 | 9,2 | 2,8 | 125 | 4000 | 16000 | 0,79 | 0,69 | 2,76 |
|
||||||||||||||||||||
| ВАЗ-21213 | 2 | 0,3 | 2,3 | 9,2 | 2,8 | 125 | 4000 | 16000 | 0,79 | 0,69 | 1,38 |
|
||||||||||||||||||||
| ВАЗ-21033 | 3 | 0,3 | 2,3 | 9,2 | 2,8 | 110 | 4000 | 16000 | 0,73 | 0,64 | 1,92 |
|
||||||||||||||||||||
| Всього | 44 | 38 |
|
|||||||||||||||||||||||||||||
| З врахуванням перспективи розвитку |
|
|||||||||||||||||||||||||||||||
| 3 | КамАЗ-5320 | 14 | 0,75 | 3,4 | 13,8 | 6,7 | 230 | 4000 | 16000 | 2,68 | 1 | 14 |
|
|||||||||||||||||||
| КамАЗ-5410 | 11 | 0,45 | 4,15 | 11,9 | 4,8 | 215 | 4000 | 16000 | 2,18 | 0,81 | 8,91 |
|
||||||||||||||||||||
| КамАЗ-5511 | 5 | 0,55 | 3,91 | 16,67 | 9,77 | 205 | 2000 | 10000 | 3,3 | 1,23 | 6,15 | |||||||||||||||||||||
| МАЗ-54323 | 3 | 0,55 | 4,2 | 18,21 | 6,6 | 180 | 4000 | 16000 | 2,13 | 0,79 | 2,37 | |||||||||||||||||||||
| МАЗ-5551 | 3 | 0,5 | 3,91 | 15,87 | 6,9 | 195 | 2000 | 10000 | 2,54 | 0,95 | 2,85 | |||||||||||||||||||||
| КрАЗ-256 | 3 | 0,55 | 4,04 | 16,91 | 7,13 | 205 | 2000 | 10000 | 2,77 | 1,03 | 3,09 | |||||||||||||||||||||
| Всього | 39 | 37 | ||||||||||||||||||||||||||||||
| З врахуванням перспективи розвитку | 71 | |||||||||||||||||||||||||||||||
1.4.1.4 Визначення загальної кількості автомобілів у кожній групі. З урахуванням перспективи розвитку АТП загальна кількість автомобілів збільшуємо на 20%.
Для групи ЗИЛ-431410:
![]() (1.4)
(1.4)
Для інших груп кількість автомобілів визначається аналогічно.
Результати розрахунків приведення автомобілів подані в таблиці 1.4.
1.5.1 Вибір вихідних даних
Згідно завдання на дипломне проектування і результатів приведення різномарочного парку приймаємо вихідні дані для дипломного проектування.
Таблиця 1.5. − Вихідні дані
| Основні марки автомобілів |
|
|
|
|
|
| ЗИЛ-431410 | 28 | 220 | 1 | 253 | 3 |
| ГАЗ-3307 | 46 | 135 | 1 | 253 | 3 |
| КамАЗ-5320 | 71 | 230 | 1 | 253 | 3 |
Примітка: ![]() − результат приведення з
врахуванням перспективи розвитку для кожної групи автомобілів;
− результат приведення з
врахуванням перспективи розвитку для кожної групи автомобілів;
![]() − кількість змін роботи основно
марки автомобілів (таблиця 1.2);
− кількість змін роботи основно
марки автомобілів (таблиця 1.2);
![]() − коефіцієнт умов експлуатації.
− коефіцієнт умов експлуатації.
2 Розрахунково - технологічний розділ
2.1 Розрахунок виробничої програми
Вихідні дані для основних марок автомобілів ГАЗ-53.12, ЗИЛ-4316.10 і КамАЗ-5320 подані в таблиці 2.1.
Таблиця 2.1 − Вихідні нормативи по ТО і ремонтах
| Марка автомобіля |
Періодичність км. |
Пробіг до КР км. |
Простій в ТО і ПР, дн/1000 дн. |
Простій в КР, дн. |
Трудомісткість, люд/год. | ||||
| ТО-1 | ТО-2 | Одного | на 1000 км. | ||||||
| ЩО | ТО-1 | ТО-2 | ПР | ||||||
|
|
|
|
|
|
|
|
|
|
|
| ГАЗ-3307 | 4000 | 16000 | 350000 | 0,38 | 0 | 0,5 | 3,5 | 12,6 | 4 |
| ЗИЛ-431410 | 4000 | 16000 | 300000 | 0,35 | 0 | 0,45 | 3,0 | 10,9 | 3,7 |
| КамАЗ-5320 | 4000 | 16000 | 300000 | 0,43 | 0 | 0,75 | 3,4 | 13,8 | 6,7 |
Примітка. Згідно
ВНТП – СГіП – 46.16 для легкових і вантажних автомобілів повнокомплектний
капітальний ремонт не передбачений і тому для них простій в КР![]() ,
а пробіг до капітального ремонту
,
а пробіг до капітального ремонту ![]() приймаємо як міжремонтний цикл.
приймаємо як міжремонтний цикл.
2.1.1 Прийняті коефіцієнти коректування нормативів
Періодичність трудомісткість технічного обслуговування і поточного ремонту рухомого складу корегуємо згідно ВНТП – СГіП – 46.16.96 з допомогою коефіцієнтів в залежност від таких умов:
категорії умов експлуатації – к1;
модифікац рухомого складу та організації його роботи – к2;
природнокліматичних умов експлуатації рухомого складу – к3;
кількість одиниць технічно-сумісного рухомого складу – к4;
способу зберігання рухомого складу – к5.
Значення коефіцієнтів к1...к5 приймаємо згідно рекомендацій [3 дод. 4].
Вибран коефіцієнти для корегування заносимо в таблицю 2.2.
Таблиця 2.2 − Прийняті коефіцієнти корегування нормативів
| Коефіцієнт | Значення коефіцієнтів | ||||||||||||||
|
Періодичність ТО |
Ресурс та пробіг до КР | Простої в ТО і ПР | Трудомісткості | ||||||||||||
| ЩО,ТО | ПР | ||||||||||||||
| ГАЗ-3307 | ЗИЛ-431410 | КамАЗ-5320 | ГАЗ-3307 | ЗИЛ-431410 | КамАЗ-5320 | ГАЗ-3307 | ЗИЛ-431410 | КамАЗ-5320 | ГАЗ-3307 | ЗИЛ-431410 | КамАЗ-5320 | ГАЗ-3307 | ЗИЛ-431410 | КамАЗ-5320 | |
|
к1 |
0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | − | − | − | − | − | − | 1,2 | 1,2 | 1,2 |
|
к2 |
− | − | − | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
|
к3 |
1 | 1 | 1 | 1,1 | 1,1 | 1,1 | − | − | − | − | − | − | 0,9 | 0,9 | 0,9 |
|
к4 |
− | − | − | − | − | − | − | − | − | 1,35 | 1,35 | 1,35 | 1,35 | 1,35 | 1,35 |
|
к5 |
− | − | − | − | − | − | − | − | − | − | − | − | 1 | 1 | 1 |
2.1.3 Розрахунок прийнятих нормативів з ТО і ремонту
Значення величин, які входять в розрахункові формули беремо з таблиць 1.5, 2.1, 2.2.
2.1.3.1Розрахунок періодичності ТО-1.Нормативна періодичність ТО-1:
![]() (2.1)
(2.1)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Розрахункова
кратність ![]() до
середньодобового пробігу
до
середньодобового пробігу ![]() :
:
![]() (2.2)
(2.2)
![]()
![]()
![]()
Прийняте значення n1 дорівнює n'1 закругленому до ближнього цілого числа.
Приймаємо![]() ;
;
Приймаємо ![]() ;
;
Приймаємо ![]()
Прийнята періодичність до ТО-1:
![]() (2.3)
(2.3)
![]() ;
;
![]() ;
;
![]() .
.
2.1.3.2 Розрахунок періодичності ТО-2. Нормативна періодичність ТО-2:
![]() (2.4)
(2.4)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Кратність періодичності ТО-2 до ТО-1:
![]() (2.5)
(2.5)
![]()
![]()
![]()
Прийняте значення n2 дорівнює n'2 закругленому до ближнього цілого числа.
Приймаємо n2=4,0
Приймаємо n2=4,0
Приймаємо n2=4,0
Прийнята періодичність до ТО-2:
![]() (2.6)
(2.6)
![]() ;
;
![]() ;
;
![]()
2.1.3.3 Розрахунок пробігу до капітального ремонту. Норма пробігу до КР для нових автомобілів:
![]() (2.7)
(2.7)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307; ![]()
Для КамАЗ-5320 ![]()
Розрахункова кратність КР до ТО-2:
![]() (2.8)
(2.8)
Для ЗИЛ-431410 ![]() ;
;
Для ГАЗ-3307 ![]() ;
;
Для КамАЗ-5320 ![]()
Прийняте значення nкр дорівнює n'кр закругленому до ближнього цілого числа в сторону збільшення.
Приймаємо nкр=24.
Приймаємо nкр=21.
Приймаємо nкр=21.
Прийнятий пробіг до КР:
![]() (2.9)
(2.9)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.3.4 Розрахунок нормативного простою автомобіля в ТО і ПР на 1000 км
![]() (2.10)
(2.10)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.3.5 Розрахунок простою автомобіля в КР. Для вантажних легкових автомобілів Дкр=0, оскільки капітальний ремонт згідно ВНТП-СГіП-46.-16.96 не передбачений.
2.1.3.6. Розрахунок нормативів трудомісткості ТО і ПР. Розрахунок виконуємо в табличній формі (табл. 2.3).
Таблиця 2.3 − Нормативи трудомісткості ТО і ПР
| Вид дій | Розрахункова формула і розрахунок | ||
| ЗИЛ-431410 | ГАЗ-3307 | КамАЗ-5320 | |
| ЩО |
|
||
|
|
|
|
|
| ТО-1 |
|
||
|
|
|
|
|
| ТО-2 |
|
||
|
|
|
|
|
| СО |
|
||
|
|
|
|
|
| ПР |
|
||
|
|
|
|
|
Примітка: Трудомісткість t щов, t 1в , t 2в , t прв згідно даних таб. 2.1.
Коефіцієнти к1 ; к2; к3; к4; к5; згідно даних таб. 2.2.
Результати розрахунків нормативів заносимо в таблицю 2.4.
Таблиця 2.4. − Прийняті до розрахунку нормативи
|
Марка авто |
L |
L км |
L |
L |
d дн/1000км |
Д дн. |
t |
t |
t |
t |
t |
| ЗИЛ-431410 | 220 | 3300 | 13200 | 316800 | 0,38 | 0 | 0,5 | 4,73 | 17,01 | 3,4 | 5,83 |
| ГАЗ-3307 | 135 | 3240 | 129600 | 272160 | 0,35 | 0 | 0,45 | 4,05 | 14,72 | 2,94 | 5,39 |
| КамАЗ-5320 | 230 | 3220 | 12880 | 270480 | 0,43 | 0 | 0,75 | 4,59 | 18,63 | 3,73 | 9,77 |
2.1.4 Розрахунок загального річного пробігу автомобілів
Розрахунок кількості днів експлуатації автомобілів за експлуатаційний цикл:
![]() (2.16)
(2.16)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Розрахунок кількості днів простою автомобілів за експлуатаційний цикл:
![]() ,
(2.17)
,
(2.17)
де Кв − коефіцієнт виконання ТО і ПР в експлуатаційний час, який залежить від режимів роботи виробничих підрозділів (таблиця 1.2).
З метою забезпечення більш реальних значень коефіцієнта технічної готовност автомобілів приймаємо Кв=1,0
Для ЗИЛ-431410 ![]() ;
;
Для ГАЗ-3307 ![]() ;
;
Для КамАЗ-5320 ![]()
Розрахунок коефіцієнта технічної готовності:
![]() (2.18)
(2.18)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Розрахунок загального пробігу автомобілів:
![]() (2.19)
(2.19)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.5 Розрахунок кількості дій за рік для всього підприємства
Розрахунок виконуємо табличним методом, результати розрахунків подані в табл.2.5
Таблиця 2.5. − Річна кількість ТО для всього автопідприємства.
| Вид дій | Розрахункова формула розрахунок | ||
| ЗИЛ-431410 | ГАЗ-3307 | КамАЗ-5320 | |
| КР |
|
||
|
|
|
|
|
| ТО-2 |
|
||
|
|
|
|
|
| СО |
|
||
|
|
|
|
|
| ТО-1 |
|
||
|
|
|
|
|
| ЩО |
|
||
|
|
|
|
|
2.1.6 Розрахунок кількості ТО за зміну
Розрахунок змінної кількості ТО виконуємо табличним методом (табл. 2.6.)
Таблиця 2.6. − Кількість ТО за зміну.
| Вид дій |
Розрахункова
формула і розрахунок |
||
| ЗИЛ-431410 | ГАЗ-3307 | КамАЗ - 5320 | |
| ТО-2 |
|
||
|
|
|
|
|
| ТО-1 |
|
||
|
|
|
|
|
| ЩО |
|
||
|
|
|
|
|
Примітка. Дрр2, Дрр1, Дрр що − кількість робочих днів в році відповідно в зоні ТО-2,
ТО-1, ЩО (табл. 1.2), С2=С1=Сщо=1; Дрр=253 дні; Дррщо=Дррп .
2.1.7 Розрахунок кількості ЩО за годину
![]() , (2.28)
, (2.28)
де: Тзщо – довготривалість зміни в зоні ЩО ( по табл. 1.2). Тзщо = 8 год.
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.8 Вибір методів організації технологічних процесів ТО автомобілів
В сучасних АТП застосовуються два методи організації технологічних процесів ТО автомобілів: універсальних і спеціалізованих постів.
При метод спеціалізованих постів весь об’єм робіт даного ТО виконується на декількох спеціалізованих (по агрегатах, вузлах, видах робіт) постах. Ці спеціалізован пости можуть бути розміщені послідовно (поточний метод) або паралельно з незалежними в’їздами і виїздами з кожного поста (операційно-постовий метод). Метод спеціалізованих постів найбільш прогресивний, оскільки при такому метод піднімається продуктивність праці, фондовіддача.
Рекомендації щодо вибору методів ТО автомобілів:
ЩО (мийка і сушка) приймається потоковим методом на
механізованих установках при кількості ЩО за годину не менше годинно
продуктивності установки (![]() ).
При меншій кількості Nщо приймається метод універсальних постів з ручною шланговою або
частково механізованою.
).
При меншій кількості Nщо приймається метод універсальних постів з ручною шланговою або
частково механізованою.
ТО і ТО-2 виконуються потоковим методом при кількості ТО за зміну не менше: для ТО-1 − 12-15, а для ТО-2 − 4-6 обслуговувань однотипних автомобілів. Менші із вказаних значень – для автомобілів з більш високою трудомісткістю ТО. При меншій кількості ТО за зміну приймається метод універсальних постів.
Якщо передбачається обслуговування декількох марок автомобілів на одних постах, то метод ТО вибирається по загальній кількості ТО за зміну для них.
Результати вибору методів ТО приводимо в табл. 2.7.
Таблиця 2.7 − Прийняті методи організації технологічних процесів ТО
| Вид дій | Прийнятий метод | Обґрунтування прийнятого методу |
| ЩО | Універсальні пости |
|
| ТО-1 | Універсальні пости |
|
| ТО-2 | Універсальні пости |
|
2.1.9 Розрахунок кількості СО поєднаних з ТО-2 і ТО-1
2.1.9.1 Розрахунок кількості СО поєднаних з ТО-2
![]() ,
(2.29)
,
(2.29)
де: Дсо − прийнятий період виконання СО (60-70 днів) за [3 ст.24].
Дкр − кількість календарних днів в році.
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.9.2 Розрахунок кількості СО поєднаних з ТО-1
![]() (2.30)
(2.30)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320![]()
2.1.10 Розрахунок нормативних річних трудомісткостей по ТО і ПР
Нормативні річн трудомісткості розраховуємо по прийнятих нормативах ТО і ПР (табл.2.8.)
Таблиця 2.8.Нормативні річні трудомісткості ТО і ПР
| Вид дій | Розрахункова формула і розрахунок | ||
| ЗИЛ-431410 | ГАЗ-3307 | КамАЗ-5320 | |
| ЩО |
|
||
|
|
|
|
|
| ТО-1 |
|
||
|
|
|
|
|
| ТО-2 |
|
||
|
|
|
|
|
| СО |
|
||
|
|
|
|
|
| ПР |
|
||
|
|
|
|
|
| ТО і ПР |
|
||
|
|
|||
2.1.11 Розрахунок трудомісткості СО при ТО-1
![]() (2.37)
(2.37)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.12 Розрахунок трудомісткості СО при ТО-2
![]() (2.38)
(2.38)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.13 Розрахунок трудомісткості ПР при ТО-1
![]() (2.39)
(2.39)
Для ЗИЛ-431410 
Для ГАЗ-3307 
Для КамАЗ-5320 
де: Впр1 − відсоток трудомісткості супутнього ПР, який виконується при ТО-1 [3 ст.24]
2.1.14 Розрахунок трудомісткості ПР при ТО-2
![]() (2.40)
(2.40)
де: Впр2 − відсоток трудомісткості супутнього ПР при ТО-2.
Для ЗИЛ-431410 
Для ГАЗ-3307 
Для КамАЗ-5320 
2.1.15 Розрахунок кількості і трудомісткості діагностик
2.1.15.1 Загальн положення
Діагностування автомобілів є складовою частиною їх ТО і ремонтів.
Рекомендується та організація виконання діагностичних робіт, яка залежить від інвентарно кількості автомобілів (Аінв.):
при Аі не більше 50 автомобілів діагностування не виділяється із ТО і ПР, тобто виконується на постах ТО і ПР;
при Аі більше 50 автомобілів діагностичні роботи виділяються із ТО і ПР і проводяться в спеціальних зонах Д-1; Д-2;
при Аі менше 200 автомобілів діагностичні роботи можуть проводитись в загальній зон діагностики.
За даними Гіпроавтотрансу, на постах Д-1 проводять діагностування всіх автомобілів перед ТО-1 і після ТО-2, а також вибірково до і після виконання ПР в кількості 10% до кількості ТО-1. На постах Д-2 діагностуються всі автомобілі перед ТО-2, а також вибірково до і після ПР в кількості 20% до кількості ТО-2.
Виходячи із цих рекомендацій, приймаєтьмо варіант організації виконання діагностичних робіт.
2.1.15.2 Розрахунок загальної річної трудомісткості діагностичних робіт
![]() (2.41)
(2.41)
де: Вд1, Вд2, Вдпр − відсотоки діагностичних робіт відповідно при ТО-1, ТО-2, ПР, [3 ст.27].
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.15.3 Розрахунок річної кількості діагностуючих автомобілів на постах Д-1
![]() (2.42)
(2.42)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.15.4 Розрахунок кількості діагностуючих автомобілів на постах Д-2
![]() (2.43)
(2.43)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.15.5 Розрахунок загальної трудомісткості робіт на постах Д-1, Д-2. Трудомісткість робіт на постах Д-1:
![]() (2.44)
(2.44)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Трудомісткість на постах Д-2:
![]() (2.45)
(2.45)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
де: В1,В2 відповідно відсотки загальної трудомісткості діагностичних робіт виконувано на постах Д-1, Д-2, [3 ст.28]
2.1.15.6 Визначення середньої трудомісткості діагностування одного автомобіля на постах Д-1, Д-2. Трудомісткість однієї Д-1:
![]() (2.46)
(2.46)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Трудомісткість однієї Д-2:
![]() (2.47)
(2.47)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
2.1.15.7 Розрахунок кількості Д-1 і Д-2 за зміну. Кількість Д-1 за зміну:
![]() (2.48)
(2.48)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
Кількість Д-2 за зміну:
![]() (2.49)
(2.49)
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
де: Дргд1, Дргд2–кількість робочих днів в зонах Д-1, Д-2 (за таблицею 1.2)
СД1, СД2 − кількість змін роботи зон Д-1, Д-2.
2.1.15.8 Вибір методів технологічних процесів Д-1, Д-2. Д-1 виконується, як правило, поточним або операційно-постовим методом при NД1з не менше 15-20. При меншій кількост NД1з можливе застосування методу універсальних постів.
Д-2 виконується, як правило, операційно-постовим методом при NД2зм не менше 4-6. при меншій кількості NД2з можливе застосування метода універсальних постів.
Результати вибору методів Д-1, Д-2 приводимо в таблиці 2.9.
Таблиця 2.9. − Прийняті методи організації технологічних процесів Д-1,Д-2
| Вид дій | Прийнятий метод | Обґрунтування прийнятого методу |
| Д-1 | Універсальні пости |
|
| Д-2 | Універсальні пости |
|
2.1.16 Розрахунок річних трудомісткостей робіт по самообслуговуванню автотранспортного підприємства. В склад робіт із самообслуговування АТП входять: обслуговування й ремонт технологічного обладнання зон і відділень, котельної і т.д., виготовлення і ремонт пристроїв, нестандартного обладнання та інструментів, утримання інженерних комунікацій (водопроводів, каналізації, паропроводів), утримання, поточний ремонт будинків споруд. У виконанні окремих видів робіт із самообслуговування можуть приймати участь деякі виробничі відділення ПР автомобілів, наприклад: ковальське, зварювальне і т.д.
Загальна річна трудомісткість робіт із самообслуговування підприємства:
![]() (2.50)
(2.50)
де: Ттор − сумарна річна трудомісткість ТО і ПР трьох марок автомобілів;
всам – відсоток трудомісткост робіт із самообслуговування від загальної річної трудомісткості ТО і ПР.
Приблизний розподіл за видами трудомісткості робіт із самообслуговування підприємства приводиться в [ 6 , с.394].
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
![]()
Результати розрахунків зводимо в таблицю. 2.10
Таблиця 2.10 − Розподіл робіт із самообслуговування
| Види робіт | Розподіл робіт, % | Трудомісткість, люд.год. |
| 1 | 2 | 3 |
| Електротехнічні | 25 | 2592 |
| Механічні | 10 | 1037 |
| Слюсарні | 16 | 1659 |
| Ковальські | 2 | 207 |
| Зварювальні | 4 | 415 |
| Жерстяницькі | 4 | 415 |
| Мідницькі | 1 | 104 |
| Трубопровідні (слюсарні) | 22 | 2281 |
| Ремонтно-будівельні і деревообробні | 16 | 1659 |
| Разом | 100 | 10369 |
2.1.17 Розподіл обсягу ТО і ПР за видами робіт та за місцем їх виконання. Результати розрахунків заносимо в таблицю 2.11
Таблиця 2.1 − Розподіл обсягу ТО і ПР за видами робіт та за місцем їх виконання
| Види робіт | Обсяги робіт для автомобілів | |||||
| ЗИЛ-431410 | Для ГАЗ-3307 | КамАЗ-5320 | ||||
| % | люд.год | % | люд.год. | % | люд.год | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Щоденне обслуговування | ||||||
| Прибиральні | 14 | 181 | 14 | 348 | 14 | 858 |
| Мийні | 9 | 116 | 9 | 224 | 9 | 552 |
| Заправні | 14 | 181 | 14 | 348 | 14 | 858 |
| Контрольно-діагностичні | 16 | 207 | 16 | 398 | 16 | 981 |
| Ремонтні | 47 | 608 | 47 | 1170 | 47 | 2881 |
| Разом | 100 | 1293 | 100 | 2488 | 100 | 6130 |
| ТО-1 | ||||||
| Загальне діагностування (Д-1) | 10 | 123 | 10 | 140 | 10 | 404 |
| Кріпильні, регулювальні, мастильн та ін. | 90 | 1102 | 90 | 1261 | 90 | 3635 |
| Разом | 100 | 1225 | 100 | 1401 | 100 | 4039 |
| ТО-2 | ||||||
| Поглиблене діагностування (Д-2) | 10 | 140 | 10 | 162 | 10 | 518 |
| Кріпильні, регулювальні, мастильн та ін. | 90 | 1255 | 90 | 1457 | 90 | 4661 |
| Разом | 100 | 1395 | 100 | 1619 | 100 | 5179 |
| Поточний ремонт | ||||||
|
Постові роботи |
||||||
| Загальне діагностування (Д-1) | 1 | 66 | 1 | 80 | 1 | 367 |
| Поглиблене діагностування (Д-2) | 1 | 66 | 1 | 80 | 1 | 367 |
| Регулювальні і розбирально-складальні | 35 | 2322 | 35 | 2817 | 35 | 12856 |
| Зварювальні | 1 | 66 | 1 | 80 | 1 | 367 |
| Жерстяницькі | 2 | 133 | 2 | 161 | 2 | 735 |
| Деревообробні | 2 | 133 | 2 | 161 | 2 | 735 |
| Фарбувальні | 6 | 398 | 6 | 483 | 6 | 2204 |
| Разом по постам | 48 | 3184 | 48 | 3862 | 48 | 17631 |
|
Дільничні роботи |
|
|||||
| Агрегатні | 18 | 1194 | 18 | 1451 | 18 | 6613 |
| Слюсарно-механічні | 10 | 663 | 10 | 805 | 10 | 3673 |
| Електротехнічні | 5 | 334 | 5 | 402 | 5 | 1837 |
| Акумуляторні | 2 | 133 | 2 | 161 | 2 | 735 |
| Ремонт приладів системи живлення | 4 | 265 | 4 | 322 | 4 | 1469 |
| Шиномонтажні | 1 | 66 | 1 | 80 | 1 | 367 |
| Вулканізаційні | 1 | 66 | 1 | 80 | 1 | 367 |
| Ковальсько - ресорні | 3 | 199 | 3 | 241 | 3 | 1102 |
| Мідницькі | 2 | 133 | 2 | 161 | 2 | 735 |
| Зварювальні | 3 | 199 | 3 | 241 | 3 | 1102 |
| Жерстяницькі | 1 | 66 | 1 | 80 | 1 | 367 |
| Арматурні | 1 | 66 | 1 | 80 | 1 | 367 |
| Оббивні | 1 | 66 | 1 | 80 | 1 | 367 |
| Разом по дільницях | 52 | 3450 | 52 | 4184 | 52 | 19101 |
| Усього по ПР | 100 | 6633 | 100 | 8045 | 100 | 36732 |
3 Організаційно-технологічний розділ
3.1 Технологія і організація робіт в проектованому підрозділі
Зварювальник повинен бути завантажений роботою на повний робочий день, маючи до початку роботи наряд і необхідну технічну документацію − креслення, технологічні карти тощо. Крім цього він повинен бути забезпечений необхідним запасом зварювальної апаратури, кабелем, електродами, дротом, киснем, карбідом кальцію на повний робочий день. Вся зварювальна апаратура та обладнання повинні бути справними, періодично перевірятися та ремонтуватися.
Деталі, що потребують зварювання, поступають згідно технологічного маршруту зі складу деталей, які чекають ремонту або зі слюсарно-механічної дільниці.
Зварювання кабін, кузовів та рам виконують на відповідних дільницях для їх ремонту з допомогою ручного електродугового, ацетиленокисневого та напівавтоматичного зварювання. Після зварювання деталі поступають на дільниці: слюсарно-механічну, ремонту деталей двигуна, ремонту агрегатів або збирання двигуна.
3.2 Характеристика необхідно технологічної документації
Головним документом у виробництві є технологічна карта, в якій попередньо розроблений технологічний процес. Технологічна карта на технічне обслуговування повинна мати такі основні розділи:
найменування операцій;
кількість однойменних точок обслуговування;
обладнання, пристрої та інструменти з їх характеристикою;
матеріал, що використовується;
норма часу;
розряд роботи;
необхідн примітки.
Карта може мати також ескізи, що пояснюють способи виконання даної операції. В примітці даються спеціальні вказівки щодо виконання операцій і найбільш важливі допоміжн відомості.
При значній кількості вказівок контрольного значення вони можуть бути виділені в розділ Технічні умови”. Карти із обслуговування за призначенням можна поділити на постові карти і карти на робоче місце.
Постова карта містить весь комплекс робіт, які виконуються на даному посту. Перелік операцій складається на кожен вид робіт в порядку їх послідовності: кріпильні, мастильні і т. д; поагрегатно або по відповідному розміщенню точок, що обслуговуються (див. технологічну карту).
Карта на робоче місце має операції, які виконуються на даному робочому місці в технологічній послідовності і визначає коло дій одного робітника. Технологічна карта грає роль керівно нструкції для обслуговуючого персоналу, а також служить документом для технічного контролю за виконанням процесу обслуговування.
Операційно-технологічна карта на відновлення паливного бака автомобіля ЗИЛ 431410 Розряд роботи IV Норма часу 90 хв.
| № п/п | Назва операцій і переходів | Кількість точок які підлягають обслуговуванню | Місце знаходження робітника | Обладнання пристрої та інструменти | Розряд роботи | Норма часу, люд.хв. | Технічні умови |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | Зняти паливний бак | 2 | Комплект ключів | 3 | 15 | Не пошкоджуючи бак | |
| 2 | Підготувати до зварювання (випаровування бака) | Зверху | 4 | 20 | Повністю видалити залишки палива | ||
| 3 | Обдерти корозію та фарбу | Зверху | Ручна обдирочно-шліфувальна машинка | 4 | 10 | До металевого блиску | |
| 4 | Заварити тріщини | Зверху | Напів-автоматичний зварювальний апарат | 4 |
30 |
Не залишаючи отворів | |
| 5 | Встановити паливний бак | 2 | Зверху | Комплект ключів | 3 | 15 | Надійне кріплення без пошкодження бака |
Схема технологічного процесу зварювального відділення
3.3 Технологічний розрахунок зварювального відділення
3.3.1 Розрахунок річної трудомісткості робіт в відділенні
3.3.1.1 Річна трудомісткість робіт по СО в відділенні. Роботи по СО у зварювальному відділенні не виконуються.
3.3.1.2 Загальна річна трудомісткість робіт ПР за їх видами у зварювальному відділенні
 (3.1)
(3.1)
де Врпр відсоток трудомісткості ПР за виконуваним відділенням виду робіт відповідно положення про ТО і ремонт;
Тпр – загальна річна нормативна трудомісткість ПР;
Трпр це загальна трудомісткість даного виду робіт ПР, яка виконується робітниками відділення.
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
![]()
3.3.1.3 Річна трудомісткість робіт по ПР, які виконуються у відділенні
Для ЗИЛ-431410 ![]()
Для ГАЗ-3307 ![]()
Для КамАЗ-5320 ![]()
![]()
3.3.1.4 Річна трудомісткість робіт із самообслуговування у відділенні
![]() (таб. 2.10)
(таб. 2.10)
3.3.1.5 Загальна річна трудомісткість робіт, які виконуються робітниками відділення
![]() (3.2)
(3.2)
3.3.1.6 Загальна річна трудомісткість робіт, які виконуються в відділенні
![]() (3.3)
(3.3)
3.3.2 Розрахунок кількості робочих місць у відділенні
Кількість робочих місць визначаємо за формулою:
 ,
(3.4)
,
(3.4)
де: ![]() – відсоток трудомісткості робіт,
які виконуються безпосередньо у відділенні, ( табл.2.11);
– відсоток трудомісткості робіт,
які виконуються безпосередньо у відділенні, ( табл.2.11);
![]() – річний організаційний фонд часу робочого
місця, який дорівнює номінальному фонду робітника (див.дод.16);
– річний організаційний фонд часу робочого
місця, який дорівнює номінальному фонду робітника (див.дод.16);
![]() – число змін роботи відділення.
– число змін роботи відділення.
![]()
Приймаємо ![]()
3.3.3 Розрахунок кількості виробничих робітників
3.3.3.1 Розрахунок технологічно необхідної кількості робітників
 ,
(3.5)
,
(3.5)
де: ![]() – номінальний річний фонд часу
технологічно необхідного робітника. Він дорівнює
– номінальний річний фонд часу
технологічно необхідного робітника. Він дорівнює ![]() (3 дод.16).
(3 дод.16).
![]()
Приймаємо ![]()
3.3.3.2 Розрахунок штатної кількості робітників
 , (3.6)
, (3.6)
де: ![]() – річний фонд часу штатного
робітника.
– річний фонд часу штатного
робітника.
![]()
Приймаємо ![]() IV розряду.
IV розряду.
3.3.4 Вибір технологічного обладнання, організаційного і технологічного оснащення
Таблиця 3.3 − Відомість технологічного обладнання, організаційного і технологічного оснащення
| Назва | Модель | Кількість | Габаритн розміри |
Площа, |
Потужність, КВт | Вартість, грн. | |||
| од. | заг. | од. | заг. | од. | заг. | ||||
| Технологічне обладнання | |||||||||
| Обдирочно-шліфувальний верстат | ЗМ636 | 1 | 725×630 | 0,5 | 0,5 | 1,7 | 1,7 | 3600 | 3600 |
| Ручна обдирочно-шліфувальна машинка з пневмоприводом | 1 | 1 | 1 | 200 | 200 | ||||
| Трансформатор зварювальний | СТШ-300 | 1 | 600×500 | 0,3 | 0,3 | 20,5 | 20,5 | 920 | 920 |
| Напівавтоматичний зварювальний апарат | ПС-500 | 1 | 300×500 | 0,15 | 0,15 | 7 | 7 | 1550 | 1550 |
| Точковий зварювальний апарат | 1 | 980×380 | 0,4 | 0,4 | 6 | 6 | 1300 | 1300 | |
| Розподілювальна шафа | АНВ-1 | 1 | 700×425 | 0,3 | 0,3 | 1500 | 1500 | ||
| Генератор ацетиленовий | 1 | 350×350 | 0,1 | 0,1 | 200 | 200 | |||
| Балон з киснем | 1 | 250×250 | 0,6 | 0,6 | 170 | 170 | |||
| Балон з вуглекислотою | 1 | 250×250 | 0,6 | 0,6 | 150 | 150 | |||
| Організаційне оснащення | |||||||||
| Верстак слюсарний | 1 | 1040×800 | 1,1 | 1,1 | 550 | 550 | |||
| Стіл для електро-зварювальних робіт | 2228 | 1 | 1060×800 | 1,1 | 1,1 | 600 | 600 | ||
| Стелаж секційний | 1 | 1400×450 | 0,6 | 0,6 | 380 | 380 | |||
| Ящик відходів | Н-9338 | 1 | 386×386 | 0,1 | 0,1 | 35 | 35 | ||
| Шафа | 1 | 900×500 | 0,1 | 0,1 | 55 | 55 | |||
| Шафа | 1 | 500×1300 | 0,45 | 0,45 | 75 | 75 | |||
| Стілець електрозварювальника | 1 | 500×1300 | 0,65 | 0,65 | 30 | 30 | |||
| Технологічне оснащення | |||||||||
| Кліщі переносн з пневмоприводом | 265 | 1 | 6031×145 | 0,9 | 0,9 | 76 | 76 | ||
| Комплект різаків | "Факел" | 1 | 100 | 100 | |||||
| Комплект слюсарного інструменту | П-31 | 1 | 40 | 40 | |||||
Вартість обладнання − 9590 грн.
З них заново установлених − 8770 грн.
Вартість нвентарю − 1565 грн.
Вартість нструменту, пристроїв − 1716 грн.
Загальна споживана потужність − 36,2 кВт
Загальна прийнята
площа − 5,99 ![]()
3.3.5 Визначення площі виробничого підрозділу
Площа виробничих відділень визначається двома методами.
Перший метод – за площею приміщення, яке займає обладнання і організаційне оснащення в план коефіцієнта компактності його розміщення:
![]() (3.7)
(3.7)
де: ![]() – загальна площа приміщення, яку
займає обладнання і організаційне оснащення в плані;
– загальна площа приміщення, яку
займає обладнання і організаційне оснащення в плані;
![]() – коефіцієнт компактності обладнання.
– коефіцієнт компактності обладнання.
![]()
Другий метод – за питомою площею на одного виробничого робітника з кількості одночасно працюючих у відділенні:
![]() (3.8)
(3.8)
де: ƒ 1 – питома площа на першого працюючого, м2;
ƒ 2 питома площа на інших працюючих, м2;
Р – кількість технологічно необхідних робітників, які одночасно працюють в більшій зміні.
![]()
Приймаємо ![]()
3.4 Опис і обґрунтування плану підрозділу
Відділення ма прямокутну форму. Колони відсутні, оскільки протяжність зовнішніх стін не перевищує 12м, а перпендикулярних до них − 18м. Відділення не ма внутрішніх стін.
При розстановц обладнання забезпечені необхідні проходи і проїзди згідно діючих нормативів.
На плануванн вказано робоче місце, підвід силової електроенергії, води, стиснутого повітря. В розстановці обладнання враховані вимоги технологічного процесу, можливост раціонального використання природного освітлення і вимоги охорони праці та протипожежної безпеки.
План відділення виконано з двома зовнішніми стінами. Одна з них обладнана вікнами. Дві інш стіни служать перегородками між відділеннями. Довжина і ширина виробничо будівлі кратна трьом метрам. Навпроти вікон розташовані двері.
Основу будівл складають вертикальні колони, на кожну пару яких укладені балки перекриття, що служать опорою для плит. Довжина балки відповідає відстані між колонами, а довжина плит − кроку між ними.
Для перекриття застосовано залізобетонні балки.
Стіни виробничого корпусу − капітальні (несучі) і у вигляді перегородок. Товщина несучих стін складає 510мм (2 цеглини). Колони при несучих стінах не використовуються.
В стінах виробничого корпусу влаштовані двері і вікна. Двері застосовано двостулков розпашні. По ширині вони кратні 500мм. Ширина дверей 1500мм. Світлові пройми влаштовано у вигляді вікон.
4 Охорона праці і захист навколишнього середовища
4.1 Організація безпеки життєдіяльності в зварювальному відділенні
Організація та проведення робіт у зварювальній дільниці, розташування та експлуатація устаткування повинні відповідати "Правилам з техніки безпеки і виробничо санітарії при електрозварювальних роботах" та "Правилам техніки безпеки і виробничої санітарії при газоелектричному різанні" (розділ 2, пп. 20, 23 цих Правил).
Зварювальн роботи повинні проводитись у спеціально відведеному для цієї мети приміщенні, яке оснащене устаткуванням та інструментом згідно з нормативно-технологічною документацією.
Зварювальн роботи на стаціонарних постах повинні виконуватися при працюючій вентиляції.
На постах зварювання при ремонті транспортних засобів слід застосовувати пересувні або переносні повітровідсмоктувачі.
Відповідно до основ трудового законодавства забезпечення здоров’я і безпечних умов прац покладається на адміністрацію підприємства (АТП), до якої належить керівник підприємства, його замісник, головні спеціалісти, керівники структурних підрозділів (бригадири, майстри).
Адміністрація повинна суворо дотримуватись установлених правил і норм з охорони праці, техніки безпеки і виробничої санітарії, добиватись неухильного виконання всіма робітниками охорони праці.
Трудове законодавство вимагає від адміністрації забезпечення належного технічного стану обладнання всіх робочих місць і створення на них умов роботи, які відповідають диним для народного господарства або міжвідомчим правилом з охорони праці.
Загальне керівництво з техніки безпеки, виробничої санітарії покладається на директора АТП і головного інженера. Вони несуть відповідальність за дотримання законодавства з охорони праці, виконання правил і норм інструкцій і рішень вищих за статусом організацій з техніки безпеки і виробничої санітарії на виробництві.
Безпосередня робота з охорони праці на виробництві здійснюється інженером з техніки безпеки, який підпорядковується головному інженеру.
В обов’язки адміністрації входить також проведення оперативного контролю направленого на посилення уваги до питань охорони праці, а також на оперативне рішення поточних і перспективних питань.
4.2 Шкідливі і небезпечні фактори, які мають місце в зварювальному відділенні
При виконанн зварювальних робіт можуть мати місце такі основні шкідливі та небезпечн фактори:
− термічн фактори (пожежі, вибухи паливних баків, ацетиленових генераторів, барабанів з карбідом кальцію);
− ураження електричним струмом;
− падіння робітників;
− падіння деталей, вузлів та агрегатів;
− наявність у повітрі робочої зони шкідливих речовин (аерозолів марганцю та його сполук, аерозолів інших металів тощо);
− знижена температура повітря у холодний період року.
4.3 Умови праці та організація робочого місця
Робітники, як проводять зварювання деталей транспортного засобу, повинні бути забезпечен справними інструментами та пристроями, що відповідають техніці безпеки.
Раціональне планування робочого місця передбачає наявність необхідної площі, на якій зосереджується об’єкт промисловості, всі засоби промисловості і сам працівник. Конкретні розміри площі визначаються робочою зоною і характером виконувано роботи. Головною задачею при організації робочого місця являється раціональне розміщення обладнання, яке виключає непотрібний рух працюючих, непромислов втрати часу, підвищену втому працівників.
Одною з основ організації робочого місця являється розподіл місць , яке обумовлю систематизацію працівників – найважливіший фактор підвищення продуктивност праці.
Перед початком роботи слід перевірити весь інструмент та обладнання, несправний слід замінити.
Під час роботи устаткування не допускається його очищення, мащення та ремонт. До робіт у відділенні допускаються особи, які пройшли інструктаж з техніки безпеки оволоділи безпечними прийомами праці. Обладнання, яке має живлення від електромережі, повинно мати надійне заземлення. Обладнання повинно бути розміщене відповідно технологічного процесу, крім того, необхідно мати достатню вільну площу для безпечного і зручного його обслуговування.
Робітникам видають спецодяг у відповідності з типовими нормами даного відділення.
4.4 Вимоги техніки безпеки в зварювальному відділенні
Тимчасові місця зварювання необхідно огороджувати вогнестійкими ширмами, щитами та забезпечувати засобами пожежегасіння.
Виконання працюючими зварювальних робіт на тимчасових робочих місцях, дільницях, площадках, де це не передбачено технологічним процесом, дозволяється тільки після проведення цільового інструктажу і оформлення наряд-допуску.
При виконанн електрозварювальних робіт на відкритому повітрі над зварювальними постами слід споруджувати навіси із вогнестійких матеріалів.
При відсутност навісів електрозварювальні роботи під час дощу або снігопаду повинні бути припинені.
Забороняється проводити зварювання або різання в приміщеннях, в яких знаходяться або зберігаються легкозаймисті матеріали, або проводяться з ними роботи.
Особи, як зайняті на виконанні зварювальних робіт, повинні використовувати при робот засоби індивідуального захисту згідно з установленими нормами.
Під час виконання зварювальних робіт на висоті більше 1 м від рівня землі (підлоги) слід користуватися драбинами або спеціальними помостами, виконаними відповідно до вимог правил техніки безпеки.
Забороняється проводити зварювальні роботи на трубопроводах, посудинах і апаратах, що знаходяться під тиском, ємкостях, які містять займисті або вибухонебезпечні речовини.
Переносн ацетиленові генератори для роботи слід установлювати на відкритих площадках. Допускається їх тимчасова робота у добре провітрюваних приміщеннях.
У приміщенні, де встановлено ацетиленовий газогенератор, забороняється зберігати карбід кальцію у кількості, що перевищує змінну потребу.
Для розкриття барабанів з карбідом кальцію необхідно застосовувати інструмент, що виключа утворення іскри при ударі.
Після закінчення роботи або під час короткочасних перерв у роботі газові пальники дозволяється класти тільки на спеціальні підставки. Перегрітий пальник охолоджують у холодній воді, попередньо щільно закривши ацетиленовий та кисневий крани.
Перед початком роботи з ацетиленовим газогенератором, а також протягом зміни необхідно обов'язково перевіряти справність водяного затвору та рівень води в ньому, а при необхідності воду потрібно доливати.
![]()
![]()
![]()
![]() При роботі з ацетиленовим генератором забороняється:
При роботі з ацетиленовим генератором забороняється:
− працювати з несправним водяним затвором;
− засипати
у завантажувальні корзини генератора карбід кальцію завищеної грануляції або
проштовхувати його у воронку апарата за допомогою залізних
прутків і дроту, працювати на карбідному пилу;
− підходити з відкритим вогнем або користуватися ним на відстані менше 10м від генератора;
− з’єднувати ацетиленові шланги мідною трубкою, використовувати мідь як припой для пайки ацетиленової апаратури і в інших місцях, де можливе зіткнення з ацетиленом;
− працювати двом зварникам від одного водяного затвору;
− переносити генератор при наявності у газозбірнику ацетилену.
Відігрівати замерзлі генератори і трубопроводи дозволяється тільки гарячою водою.
Шланги повинн використовуватися згідно їх призначення. Не дозволяється використовувати кисневі шланги для подачі ацетилену і навпаки. При приєднанні шлангів до пальника вони повинні попередньо продуватися робочими газами. Довжина шлангів повинна бути не більше 20 м. Застосування шлангів більшої довжини дозволяється у виняткових випадках з дозволу керівника робіт.
Шланги необхідно оберігати від зовнішніх пошкоджень, дії високих температур, іскор, полум'я. Не допускається скручування, сплющення або перелом шлангів.
Закріплення шлангів на з'єднувальних ніпелях повинно бути надійним. Для цього слід використовувати спеціальні хомутики.
Допускається не більше двох з'єднань на кожному шланзі за допомогою ніпелів.
На стаціонарному зварювальному посту балони з ацетиленом (пропан-бутаном) і киснем повинн зберігатися роздільно у металевій шафі з перегородкою.
При газозварювальних (газорізальних) роботах забороняється:
− використовувати редуктори і балони з киснем, на штуцерах яких виявлені сліди масла, а також замаслені шланги;
− застосовувати для кисню редуктори, шланги, що використовувались раніше для роботи з іншими газами;
− користуватися несправними, неопломбованими або з простроченим терміном перевірки манометрами на редукторах;
− знаходитися навпроти штуцера при продуванні вентиля балона;
− проводити
газове зварювання та різання на відстані менше 10 м від ацетиленового
генератора і менше 5 м від балонів з киснем, ацетиленом або
зрідженим газом;
− виконувати будь-які роботи з відкритим вогнем на відстані менше 3 м від ацетиленових трубопроводів і менше 1,5 м від кисневопроводів;
− запалювати газ у пальнику за допомогою дотику до гарячої деталі;
− залишати робоче місце при включених різаках та пальниках;
− знімати ковпак з балонів, які наповнені ацетиленом або іншими горючими газами, за допомогою інструменту, який може викликати іскру. Якщо ковпак не відкручується, балон повинен бути повернутий заводу-наповнювачу;
− переносити балони на руках. Транспортування на виробничих дільницях балонів дозволяється тільки на спеціальних візках з надійним їх кріпленням;
− проводити ремонт пальників, різаків і іншої зварювальної апаратури неспеціалістами;
− застосовувати для ущільнення редуктора будь-які прокладки, крім фібрових;
− ремонтувати газову апаратуру і підтягувати болти з'єднань, що знаходяться під тиском.
4.5 Організація електробезпеки
Електричний струм, при недотримані правил і заходів безпеки може справляти на людей небезпечну і шкідливу дію, яка проявляється у вигляді електротравм, електроударів та захворювань.
Ступінь небезпеки та шкідлива дія електричного струму на людину залежить від її індивідуальних особливостей, електричного опору тіла, величини напруги і струму, шлях струму через тіло.
Електрична безпека повинна забезпечуватися конструкцією електроустановок, технічними засобами та засобами захисту, організаційними та технічними засобами.
До технічних засобів і засобів захисту відносять: заземлення, занулення, вирівнювання потенціалів, використання малої напруги, електричне розділення мереж, захисне відключення, ізоляція струмоведучих частин, обмежувальні пристрої, запобіжн пристроїв, а також застережна сигналізація.
4.6 Санітарно-гігієнічні заходи
Згідно статт Обов’язки підприємств установ та організацій” передбачено розробку та здійснення адміністрацією підприємства санітарних та протиепідемічних заходів, нформування органів та установ державної проти епідеміологічної служби при надзвичайних ситуаціях, що становлять небезпеку для здоров’я населення, здійснення в окремих випадках лабораторного контролю за дотриманням вимог санітарних норм стосовно рівнів шкідливих чинників виробничого середовища.
Відходи виробництва, відпрацьовані матеріали тощо, повинні після кожної зміни прибиратися з робочого місця, пролиті легкозаймисті та горючі матеріали повинн бути негайно видалені. Для миття та знежирення вузлів і деталей повинн застосовуватися негорючі суміші, пасти, розчинники та емульсії, а також інш нешкідливі засоби.
Для забезпечення санітарії приміщення проводять поточний санітарний нагляд, який полягає у контролю за дотриманням чинних санітарних правил та норм при роботі.
В приміщенн зварювального відділення передбачається система опалення, внутрішн водопостачання, освітлення, вентиляція, та подача стиснутого повітря.
Система опалення необхідна для забезпечення підтримання температури повітря в приміщені у холодні пори року на рівні 18 – 20 градусів тепла. Джерелом теплопостачання слугує котельня підприємства.
4.7 Розрахунок освітлення
Для робочих місць виробничих підрозділів підприємств автотранспорту застосовуються природне штучне освітлення.
Природне і штучне освітлення визначається розрядами і підрозрядами зорових робіт, що виконуються на робочих місцях (зовнішній вигляд виробів, точність обробки, розмір контраст об’єкта розрізнення, використаний інструмент і прилади, характеристика фону).
Розряди підрозряди зорових робіт для визначення необхідної інтенсивності природного штучного освітлення наведені в 3 дод. 14.
4.7.1 Розрахунок штучного освітлення
Для освітлення виробничих приміщень штучним світлом, як правило, використовують газорозрядн лампи. Лампи розжарювання рекомендуються для використання при неможливост використання газорозрядних ламп.
4.7.2 Розрахунок загального освітлення
Загальне освітлення розраховуємо за методом коефіцієнта світлового потоку:
![]() (4.1)
(4.1)
де: Е – норма освітлення ( 3 дод. 14),лк;
Fn − площа приміщення, м2 ;
k – коефіцієнт запасу, k=1,3...1,5
Z – коефіцієнт нерівномірност освітлення ; Z=1,1...1,5 ;
η – коефіцієнт використання освітлювальної установки ;
n − кількість ламп.
Для визначення коефіцієнта η розраховуємо індекс приміщення:
![]() (4.2)
(4.2)
де: а та ![]() – довжина та ширина приміщення
на кресленні, м;
– довжина та ширина приміщення
на кресленні, м;
Нс–висота розташування світильника над освітлювальною поверхнею,м
![]()
Мета розрахунків визначити потрібну кількість ламп за формулою:
![]() (4.3)
(4.3)
де: F- світловий потік, створений однією лампою (3 дод. 15).
![]()
Приймаємо ![]()
![]()
4.7.3 Розрахунок природного освітлення
Результатом розрахунку природного освітлення є визначення площ світлових прорізів бокового освітлення.
![]() ,
(4.4)
,
(4.4)
де: Fn – площа підлоги приміщення,м2 ;
k3 –коефіцієнт запасу, k3= 1,4...1,5;
η0 – світлова характеристика вікон (3 дод. 17);
kбд – коефіцієнт урахування затінення будинками, що навпроти (3 дод. 18);
τ- загальний коефіцієнт; τ0 = 0,63;
r1- коефіцієнт урахування підвищення освітленості при боковому освітленні, r1=1,05...1,3;
еn- нормоване значення коефіцієнта природної освітленості (3 дод. 14), еn=0,9;
![]()
4.8 Розрахунок вентиляції
Розрізняють два види вентиляції: механічну ( примусову) і аераційну (природну).
Механічну вентиляцію обов’язково використовують на постах, зонах або дільницях, де технологічно передбачено проїзд або заїзд автомобілів, що спричиняє викиди токсичних шкідливих речовин, а також в приміщеннях, де є викиди токсичних шкідливих речовин внаслідок виконуваних в них технологічних процесів.
Механічну вентиляцію використовують також у приміщеннях в тих випадках, коли об’єм повітря, який припадає на одного працюючого, менше за 40 м3.
Для інших випадків передбачається тільки природна вентиляція.
4.8.1 Розрахунок необхідності застосування механічної вентиляції
Визначаємо об’єм повітря на одного працюючого:
![]() (4.5)
(4.5)
4.8.2 Розрахунок об’єму вентиляційного повітря
![]() , (4.6)
, (4.6)
4.8.3 Розрахунок потужності двигуна вентилятора
Потужність двигуна вентилятора визначаємо за формулою:
![]() (4.7)
(4.7)
де: k3 − коефіцієнт запасу; k3=1,05...1,5;
Vв − кількість вентиляційного повітря за годину, м3.
рв – тиск, який розвиває вентилятор, рв=1000 Па;
ηв − коефіцієнт корисної д вентилятора; ηв=0,6...0,8;
ηп − коефіцієнт корисно дії приводу, ηп=0,95.
![]()
Приймаємо ![]()
4.9 Охорона навколишнього середовища
При розробц заходів з охорони довкілля необхідно керуватися вимогами законів України „Про охорону навколишнього природного середовища”, „Про охорону атмосферного повітря”, „Про забезпечення санітарного та епідеміологічного благополуччя населення”, Земельним кодексом України та іншою нормативно – технічною документацією.
Проблема захисту навколишнього середовища є однією з найважливіших завдань сучасності. Викиди промислових підприємств, енергетичних систем, сільського господарства транспорту в атмосферу, водойми та ґрунти на сьогоднішньому етапі розвитку досягли таких масштабів, що в деяких районах особливо в великих промислових центрах, рівні забруднення суттєво перевищують допустимі санітарні норми.
На даний момент спостерігається різке збільшення транспортних засобів, а із збільшенням автомобілів збільшуються викиди в навколишнє середовище. Шкідливі викиди негативно впливають не тільки на навколишнє середовище, але на стан здоров’я людини.
Екологічні дослідження, проведені в останні роки, вказали на зростаючу руйнівну дію антропогенних факторів на навколишнє середовище, що привело його стан до межі кризи.
Проблема охорони навколишнього середовища є комплексною. Комплексний характер цієї проблеми визначається складністю системи, яка включає в себе природу, суспільство виробництво. Оптимальний розвиток цієї системи неможливий без комплексного втручання соціальних, екологічних, технічних, економічних міжнародних аспектів проблеми.
Конкретно у зварювальному відділенні часто виконуються роботи, які пов’язані із шкідливими речовинами , що можуть завдати шкоди не лише працівникам, але й навколишньому середовищу. Тому необхідно періодично вживати профілактичні заходи, які б попередили можливість потрапляння шкідливих речовин у землю, повітря, водойми. Необхідно ретельно стежити за тим, щоб всі ці речовини знаходились у герметично закритих ємкостях, адже ці речовини можуть завдати значної шкоди навколишньому середовищу.
5 Конструкторсько-розрахунковий розділ
5.1 Обґрунтування доцільності розробки і впровадження конструкції
В зварювальних відділеннях найбільш характерними операціями являються відновлювальні операц (заварювання тріщин, приварювання замінених частин деталей). Значно ускладнюється процес зварювання при виконанні кільцевих швів, наприклад, при відновленні кришки коробки передач, виготовленої з сірого чавуну, методом приварювання нового гнізда для кулькового упора важеля перемикання передач.
При спрацюванн
гнізда, або при наявності відломів, чи значних тріщин (більше 10мм) в головц
сферичного гнізда її відрізають, витримуючи розмір від нижньої площини 166мм
розточують отвір до діаметру 55![]() мм. Після цього деталь підігрівають у горні до
температури 600-650º С. Різьбові отвори глушать азбестом.
мм. Після цього деталь підігрівають у горні до
температури 600-650º С. Різьбові отвори глушать азбестом.
Зварювання проводять ацетиленокисневим полум’ям, приварюючи головку сферичного гнізда до кришки картера коробки передач по фасці суцільним швом із зовнішньої сторони. Напливи після зварювання по поверхні головки зачищають.
Запропонований пристрій дозволить полегшити роботу зварювальника, а також підвищити продуктивність праці.
5.2 Призначення, будова і принцип дії конструкції
Запропонований пристрій має своїм призначенням створення найкращих умов при проведенн зварювальних операцій під час яких необхідно виконати кільцеві шви. Прикладом виконання подібних швів є відновлення кришки коробки передач.
Пристрій складається зі зварного корпуса (1), до якого кріпиться поворотний диск (11) з центральним стержнем (10), змінною стійкою (12) та базовою деталлю (14).
Деталь, підготовлену до відновлення зварюванням, встановлюють на диск, насаджуючи її на стержень (10) та базуючи на базу (14).
Застосування запропонованого пристрою у зварювальному відділенні дає можливість не тільки добитись зручності у виконанні кільцевих зварювальних швів, але й значно покращити якість виконуваної операції.
Кріплення детал проводиться з допомогою швидкознімної шайби (15) та гайки М16 (21).
При виконанн кільцевих швів виникає необхідність неодноразово встановлювати зварювану деталь під кутом. Для зручності підходу до місця зварювання, та виконання інших маніпуляції в пристрої запропоновано сектор та вузол підпружиненої рукоятки.
Цей вузол складається з корпуса (7), в якому розташований рухомий стержень (5) фіксатора. На поясок фіксатора з певним зусиллям діє пружина (6). Фіксатор відводиться з допомогою рукоятки з маточиною (4) та ручками (3). Фіксатор в секторі входить в отвір однієї з втулок (2), провертаючи верхню частину пристрою на потрібну позицію навколо осі (8). Вісь закріплена шайбою (23) та гайкою з контргайкою (20). Диск (11) до стержня кріпиться гвинтом (17), а обертання його навколо вертикальної осі забезпечується гвинтом (19), який циліндричною головкою входить в спеціальну кільцеву проточку.
5.3 Розрахунок основних конструкторських елементів
Розглянувши конструкційні особливості пристрою, можна зробити висновок, що найбільш навантаженим його елементом являється горизонтальна вісь (8), яка своїми шийками опирається на стійки корпусу. Середня частина осі сприймає навантаження від конструкції з диском, стержнем і деталі, яку необхідно піддати зварюванню. Дана вісь виготовлена із металу Сталь 45 ГОСТ 1050-88 і працює на деформацію зрізання.
Умова міцності на зріз:
![]() (5.1)
(5.1)
де: ![]() − поперечна сила від д
ваги верхньої частини пристрою із встановленою деталлю;
− поперечна сила від д
ваги верхньої частини пристрою із встановленою деталлю;
![]() − площа зрізу;
− площа зрізу;
![]() − число площин зрізання,
− число площин зрізання, ![]() ;
;
![]() − число елементів, що припадають на
зріз;
− число елементів, що припадають на
зріз;
![]() − межа напруження зрізу;
− межа напруження зрізу;
![]() (5.2)
(5.2)
де: ![]() − межа текучості матеріалу
деталі, для Сталь 45 ГОСТ 1050-88
− межа текучості матеріалу
деталі, для Сталь 45 ГОСТ 1050-88 ![]()
![]()
![]()
Максимальне поперечне зусилля, що діє на вісь буде залежати від ваги деталі, яка встановлена на пристрої.
![]() (5.3)
(5.3)
де: ![]() − вага верхньої частини
конструкції,
− вага верхньої частини
конструкції, ![]() ;
;
![]() − вага встановленої деталі,
− вага встановленої деталі, ![]()
![]()
![]()
![]() <
<![]()
1,08<72,5 − умова міцності виконується.
Визначаємо коефіцієнт запасу міцності:
![]() (5.5)
(5.5)
5.4 Інструкція з наладки регулювання та безпеки при роботі з пристроєм
Експлуатація пристрою повинна відповідати вимогам "Правил техніки безпеки при роботі в зварювальних відділеннях".
Наладка та регулювання пристрою зводиться до необхідності перевірки ступеня рухомост частин та вузлів, які повинні забезпечувати обертання деталі навколо горизонтальної осі. Для забезпечення легкої експлуатації рухомі частини пристрою повинні бути ретельно змащені, осі не повинні бути перекошені.
До роботи з пристроєм допускаються особи віком не менше 18 років, які набули необхідно кваліфікації та ознайомлені з будовою пристрою та принципом його дії і пройшли нструктаж з техніки безпеки.
5.5 Економічна ефективність впровадження конструкції
5.5.1 Перелік готових виробів та кріпильних деталей, які входять до конструкції
Таблиця 5.1 − Готові вироби та кріпильні деталі
| № п/п | Назва виробів і деталей | Кількість | Ціна за одиницю виробу |
Сума, грн. |
|
1. 2. 3. 4. 5. 6. 7. |
Гвинт М6×10 ГОСТ 1476-85 Гвинт М5×10 ГОСТ 17475-82 Гвинт М10×12 ГОСТ 1478-85 Гайка М12 ГОСТ 7915-80 Гайка М16 ГОСТ 5931-80 Штифт 38×25 ГОСТ 3128-80 Шайба 16 ГОСТ 11371-68 |
2 3 1 2 1 1 1 |
0,13 0,13 0,23 0,27 0,41 0,46 0,08 |
0,26 0,39 0,23 0,54 0,41 0,46 0,08 |
| Разом | 2,37 |
5.4.2. Матеріали для виготовлення деталей конструкції
Таблиця 5.2 − Матеріали для виготовлення конструкції
| № п/п | Назва матеріалів |
Вага в кг |
Ціна за 1кг матеріалу |
Сума, грн. |
|
1. 2. 3. 4. |
Сталь 45 ГОСТ 1050-88 Ст 3 ГОСТ 380-88 У8 ГОСТ 1435-75 Дріт II 1,6 ГОСТ 6472-78 |
10,1 30,5 2,08 0,3 |
2,65 2,25 5,7 6,0 |
26,77 68,63 11,86 1,8 |
| Разом | 107,06 |
5.4.3 Роботи, пов’язані з виготовленням деталей, збиранням, монтажем та налагодженням роботи
Таблиця 5.3.
| № п/п | Вид робіт | Розряд робітника |
Годинна тарифна ставка |
Трудомісткість робіт |
Сума заробітної плати |
|
1. 2. 3. 4. 5. 6. |
Токарні роботи. Фрезерні роботи. Свердлильні роботи. Різьбонарізні Зварювальні роботи. Слюсарно-налагоджувальні роботи. |
IV III III III V V |
6,215 5,568 5,568 5,568 5,405 5,405 |
7,6 4,0 0,8 0,2 5,4 5,7 |
47,23 22,27 4,45 1,11 29,19 30,81 |
| Разом | 135,06 |
Тарифна ставка виробничих робітників за виконану роботу становить:
![]()
Визначаємо розмір премій, надбавок і доплат виробничим робітникам:
![]() (5.6)
(5.6)
Основна заробітна плата становить:
![]() (5.7)
(5.7)
Додаткова заробітна плата робітникам:
![]() (5.8)
(5.8)
Визначаємо нарахування на заробітну плату:
![]() (5.9)
(5.9)
Визначаємо накладні витрати:
![]() (5.10)
(5.10)
5.4.4 Кошторис витрат
Таблиця 5.4.
| № п/п | Назва витрат | Сума, грн. |
|
1. 2. 3. 4. 5. 6. |
Основна заробітна плата. Додаткова заробітна плата. Нарахування на заробітну плату. Накладні витрати. Готові вироби і деталі. Матеріали. |
189,08 20,08 77,66 66,18 2,37 107,06 |
| Разом | 463,15 |
5.4.5 Економія від запровадження конструкції
Визначаємо економію за рахунок зменшення трудомісткості робіт у відділенні за допомогою пристрою:
![]() ,
(5.11)
,
(5.11)
де: N – кількість операцій, як виконуються за допомогою пристрою за рік, приймаємо N=200 операцій;
t1 і t2 – час виконання операції до і після запровадження пристрою.
Приймаємо t1=0,65год.
t2=0,45год.
С1 С2 – годинна тарифна ставка робітника до і після запровадження пристрою. Згідно погодинної форми оплати праці, приймаємо
![]() ,
, ![]()
![]()
Економія з премій, доплат і надбавок:
![]() (5.12)
(5.12)
Економія з основної заробітної плати:
![]() (5.13)
(5.13)
Економія з додаткової заробітної плати:
![]() (5.14)
(5.14)
Економія з нарахувань на заробітну плату:
![]() (5.15)
(5.15)
Економія з накладних витрат:
![]() (5.16)
(5.16)
Визначаємо загальну економію від усіх експлуатаційних витрат:
![]() (5.17)
(5.17)
5.4.6 Приводимо капіталовкладення до експлуатаційних витрат
![]() (5.18)
(5.18)
де: Ен нормативний коефіцієнт економічної ефективності капітальних вкладень. Приймаємо Ен=0,15.
К капітальні вкладення у виготовлення та запровадження пристрою. Згідно таблиц 5.4.
![]()
Економія з приведених витрат:
![]() (5.19)
(5.19)
5.4.7 Визначаємо строк окупності капітальних вкладень
![]() (5.20)
(5.20)
5.4.8 Визначаємо ступінь підвищення продуктивності праці
 (5.21)
(5.21)
5.4.9 Підсумкові показники економічної ефективності запровадження пристрою
Таблиця 5.5.
| № п/п | Показники |
Одиниці вимірювання |
Кількісний показник |
|
1. 2. 3. 4. 5. |
Капітальні вкладення Річна економія від запровадження конструкції Економія приведених витрат Строк окупності капітальних вкладень Ступінь підвищення продуктивност праці |
гривні гривні гривні роки % |
463 516 447 1,04 44,4 |
6 Економічно-підтверджувальний розділ
6.1 Визначення вартості основних засобів виробництва
Основні виробнич фонди складаються із вартості будівель, споруд, виробничого обладнання, пристроїв, інвентарю та інструментів довготривалого використання.
![]() (6.1)
(6.1)
де: Сбуд вартість будівель і споруд;
Собл – вартість встановленого обладнання;
Спр – вартість пристроїв; Сінст. – вартість інвентарю й інструментів довготривалого використання.
6.1.1 Визначення вартості монтажних робіт
![]() (6.2)
(6.2)
6.1.2 Вартість обладнання, яке монтується у відділенні
![]()
6.1.3 Вартість пристроїв, які придбані для відділення
![]()
6.1.4 Визначаємо вартість інвентарю
![]()
6.1.5 Кошторис витрат на основні фонди
Таблиця 6.1
|
№№ пп |
Статті витрат |
Умовні позначення |
Сума в гривнях |
| 1. | Вартість монтажних робіт |
Смон |
702 |
| 2. | Вартість встановленого обладнання |
Собл |
8770 |
| 3. | Вартість пристроїв |
Спр |
1716 |
| 4. | Вартість інвентарю |
Сінст |
1565 |
| Разом |
Сосн.ф. |
12753 |
6.2 Визначення витрат на заробітну плату
6.2.1 Визначаємо основну заробітну плату ремонтних робітників
![]() ,
(6.3)
,
(6.3)
де: Зт заробітна плата згідно тарифу
![]() ,
(6.4)
,
(6.4)
де: Сср середня годинна тарифна ставка виробничих робітників в гривнях; Твід трудомісткість відділення чи зони майстерні в людино-годинах;
![]()
Зпр премії, доплати і надбавки ремонтним робітникам.
![]() (6.5)
(6.5)
Здоп – доплати виробничим робітникам, які пов’язані з відсутністю нормальних умов виробництва.
![]()
6.2.2 Визначаємо додаткову заробітну плату
![]() ,
(6.6)
,
(6.6)
де Кд коефіцієнт додаткової заробітної плати у відсотках. Для ремонтних робітників АТП приймаємо Кд = 8...12%.
![]()
6.2.3 Визначаємо нарахування на заробітну плату
![]() (6.7)
(6.7)
6.2.4 Визначаємо загальний фонд заробітної плати ремонтних робітників зони чи відділення майстерні
![]() (6.8)
(6.8)
6.2.5 Визначаємо річний розмір премій із фонду матеріального стимулювання
![]() ,
(6.9)
,
(6.9)
де: 10 десятиденний середньорічний заробіток;
Фр.р. загальний фонд заробітної плати;
Др кількість робочих днів у періоді.
![]() (6.10)
(6.10)
6.2.6 Визначаємо середньомісячну заробітну плату ремонтних робітників
![]() (6.11)
(6.11)
6.2.7 Кошторис витрат на заробітну плату
Таблиця 6.2
|
№ пп |
Статті витрат |
Умовні позначення |
Сума в гривнях |
|
1. 2. 3. 4. 5. 6. 7. |
Заробітна плата згідно тарифу Премії, надбавки і доплати Додаткова заробітна плата Нарахування на заробітну плату Загальний фонд заробітної плати ремонтних робітників зони чи відділення Річний розмір премій із фонду матеріального стимулювання Середньорічна заробітна плата ремонтних робітників |
Зт Зпр Здод Нз.п. Фр.р. Фм.ст Q |
7538 2261 980 3980 14759 583 898 |
6.3 Визначаємо матеріальні витрати зварювального відділення
6.3.1 Визначаємо витрати на ремонтні матеріали для відділення майстерні
![]() (6.12)
(6.12)
де: Нр.м. норма витрат на ремонтні матеріали в розрахунку на 1000 км пробігу для дано марки автомобіля;
в – доля витрат, яка припада на задане відділення майстерні, в=4%.
Для ЗИЛ-431410 ![]() ;
;
Для ГАЗ-3307 ![]() ;
;
Для КамАЗ-5320 ![]()
Визначаємо загальні витрати на ремонтні матеріали:
![]()
6.3.2 Визначаємо загальні матеріальні витрати для відділення майстерні
![]() (6.13)
(6.13)
де: Кр.ф. коефіцієнт ремонтного фонду. Для розрахунку приймаємо:
Кр.ф. = 1,08...1,15.
![]()
6.3.4 Кошторис матеріальних витрат
Таблиця 6.3 − Кошторис матеріальних витрат
|
№ п/п |
Статті витрат | Умовні позначення |
Сума в гривнях |
|
1. 2. |
Витрати на ремонтні матеріали Загальні матеріальні витрати |
|
4680 4680 |
6.4 Визначаємо загальноцехові та накладні витрати
6.4.1 Визначаємо витрати на силову електричну енергію для зон і відділень майстерні
![]() (6.14)
(6.14)
де: Цел вартість 1 кВт години електричної енергії. Для розрахунку приймаємо:
Цел = 0,35 грн. за 1 кВт год;
Wел.ен – річна витрата електрично енергії в кВт годинах.
![]() (6.15)
(6.15)
де: Робл загальна потужність встановленого обладнання в кВт;
Добл – фонд робочого часу обладнання за рік;
Кз – середній коефіцієнт завантаження обладнання протягом зміни.
Приймаємо Кз = 0,6...0,8 ;
ηо - коефіцієнт одночасної роботи встановленого обладнання.
Приймаємо ηо = 0,4...0,7;
Км – коефіцієнт витрат електричної енергії в мережі.
Приймаємо Км = 0,9...0,95;
ηсп − коефіцієнт корисно дії споживачів електричної енергії.
Приймаємо ηсп = 0,85...0,98
![]()
![]()
6.4.2 Визначаємо витрати на запасні частини і ремонтні матеріали для обладнання
![]() (6.16)
(6.16)
6.4.3 Визначаємо витрати на утримання виробничих приміщень
Витрати на опалення приміщення:
![]() , (6.17)
, (6.17)
де: Ноп норма витрат на опалення 1м3 приміщення, приймаємо Ноп = 0,65...0,85 грив. за 1м3;
Vпр – об’єм опалювального приміщення в м3;
Доп.с. – тривалість опалювального сезону, приймаємо, Доп.с.= 6 місяців.
![]()
Витрати на освітлення приміщення і робочих місць:
![]() , (6.18)
, (6.18)
де: Цосв вартість 1кВт год освітлювальної електричної енергії, приймаємо:
Цосв = 0,25 грн. за 1кВт год.
Wосв – витрати освітлювально електричної енергії в кВт годинах за рік.
![]() ,
(6.18)
,
(6.18)
де: Нв норма витрат електричної енергії на освітлення 1м2 площі;
R – тривалість роботи освітлювальних приладів за рік в годинах.
![]()
![]()
Витрати на утримання виробничого приміщення в чистоті:
![]() , (6.20)
, (6.20)
де: Нчис норма витрат на утримання в чистоті 1м2 площі приміщення на один робочий день, орієнтовно приймаємо Нчис = 0,05...0,08 грив;
Др.р. – кількість робочих днів.
![]()
Витрати на технічне обслуговування і ремонт встановленого обладнання:
![]() (6.21)
(6.21)
Загальні витрати на утримання приміщень:
Сутр.пр
= Соп + Сосв + Счис + СТО обл.=![]() (6.22)
(6.22)
6.4.4 Амортизаційні відрахування
Відрахування на обладнання та оснастку:
![]() ,
(6.23)
,
(6.23)
де: Нобл норма амортизаційних відрахувань у відсотках від балансової вартост обладнання. Приймаємо Нобл = 15%.
![]()
Загальна сума амортизаційних відрахувань:
Азаг = Аобл=1439грн.
6.4.5 Відрахування на охорону праці і техніку безпеки
![]() , (6.24)
, (6.24)
де: Нох.пр норма відрахувань на одного працівника за рік. Приймаємо: Нох.пр = 100 грн.
![]()
6.4.6 Витрати на преміювання раціоналізаторів та винахідників
![]() , (6.25)
, (6.25)
де: Нр.в. норма витрат на одного працівника за рік, Нр.в. = 80 грн.
![]()
6.4.9. Витрати на протипожежні заходи
![]() , (6.26)
, (6.26)
де: Нпож норма витрат на одного працівника за рік, Нпож = 120 грн.;
6.4.7 Визначаємо загальну суму цехових витрат
Сзаг.ц. = Сс.ел + Сз.ч.обл + Сутр.пр + Азаг + Сох.пр + Ср.в. + Спож = (6.27)
=![]()
6.4.8 Визначаємо інші накладні витрати
![]() (6.28)
(6.28)
6.4.9 Визначаємо відношення загально цехових і накладних витрат до основного фонду заробітної плати робітників
![]() (6.29)
(6.29)
6.4.10 Кошторис загально цехових накладних витрат
Таблиця 6.4 − Кошторис загально цехових і накладних витрат
|
№ п/п |
Назва статей витрат | Умовні позначення | Сума, грн. |
|
1. 2. 3. 4. 5. 6. 7. 8. 9. |
Витрати на силову електричну енергію Витрати на утримання виробничих приміщень Амортизаційні відрахування Відрахування на охорону праці та техніку безпеки Витрати на преміювання раціоналізаторів та винахідників Витрати на протипожежні заходи Загальна сума цехових витрат Інші накладні витрати Відношення загально цехових витрат накладних витрат до основного фонду заробітної плати |
|
13297 3633 1439 100 80 120 16472 494 1,1 |
6.5 Визначення економічної ефективності проекту
До основних економічних показників роботи відділення майстерні АТП відносяться:
а) рівень підвищення продуктивності праці робітників зони чи відділення;
б) рівень зниження собівартості виконуваних робіт при обслуговуванні чи ремонті рухомого складу АТП;
в) річна економія від зниження собівартості виконуваних робіт;
г) річний економічний ефект від удосконалення виконуваних робіт в зоні чи у відділен АТП;
д) строк окупності капітальних вкладень.
6.5.1 Визначаємо рівень зростання продуктивності праці
 , (6.30)
, (6.30)
де: Т1 трудомісткість виконуваних робіт відділення до реконструкції;
Т2 – трудомісткість виконуваних робіт у відділенні після реконструкції.
![]()
6.5.2 Підвищення рівня середньомісячної заробітної плати ремонтних робітників
 (6.31)
(6.31)
де: Оп1 середньомісячна заробітна плата робітників до реконструкції зони чи відділення;
Оп2 – середньомісячна плата робітників після реконструкції.
![]()
6.5.3 Визначаємо коефіцієнт співвідношення зростання продуктивності праці до підвищення рівня середньомісячної заробітної плати ремонтних робітників
![]() (6.32)
(6.32)
6.5.4 Значення собівартості виконуваних робіт в зоні чи у відділенні майстерні АТП
 (6.33)
(6.33)
де: S1 – собівартість одиниц виконуваних робіт до реконструкції відділення; S2 − собівартість одиниц виконуваних робіт після реконструкції.
![]() (6.34)
(6.34)
![]()
Таблиця6.4 − Кошторис витрат
|
№№ пп |
Назва статей витрат |
Умовні позначення |
Сума в гривнях |
|
1. 2. 3. 4. |
Витрати на основні фонди Загальний фонд заробітної плати Загальні матеріальні витрати Загально цехові і накладні витрати |
Сосн.ф Фр.р. Зм Сзаг.ц+Сінш.н |
12753 14759 4680 16966 |
| Разом |
Ззаг |
49158 |
6.5.5 Визначаємо річну економію від зниження собівартості виконуваних робіт в зоні чи у відділенні майстерні
![]() (6.35)
(6.35)
6.5.6 Визначаємо річний економічний ефект
![]() , (6.36)
, (6.36)
де: Ен нормативний коефіцієнт економічної ефективності капітальних вкладень.
Приймаємо для розрахунку Ен = 0,15 ;
К – капітальні вкладення в реконструкцію зони чи відділення. Для розрахунку приймаємо капітальні вкладення в придбання основних фондів і їх реконструкцію, тобто К = Сосн.ф.
![]()
6.5.7 Визначаємо строк окупності капітальних вкладень
![]() (6.37)
(6.37)
6.6 Техніко – економічні показники
Таблиця 6.5. − Техніко-економічні показники.
|
№ п/п |
Показники |
Згідно проекту |
Дані базового підприємства. |
|
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. |
Трудомісткість робіт виробничого підрозділу Число виробничих робітників підрозділу Загальна площа зони чи відділення м2 Загальна сума капітальних вкладень в гривнях Загальний фонд заробітної плати підрозділу Середньомісячна заробітна плата робітників Рівень зростання продуктивност праці Рівень зростання середньомісячно заробітної плати Співвідношення між зростанням продуктивності праці і зарплати Собівартість виконуваних робіт Рівень зниження собівартості робіт Загальна сума витрат на реконструкцію Річна економія від зниження собівартості Річний економічний ефект Строк окупності капітальних вкладень |
1957 1 54 12753 14759 898 10,2 7,1 1,41 18,6 14,7 49158 7319 5406 2,4 |
2153 1 54 824 23,34 |
© 2009 База Рефератов