
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Совершенствование организации управленческого труда в организации
Дипломная работа: Совершенствование организации управленческого труда в организации
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОУ ВПО «РОСТОВСКИЙ ГОСУДАРСТВЕННЫЙ ЭКОНОМИЧЕСКИЙ УНИВЕРСИТЕТ (РИНХ)»
Филиал в г. Махачкала
КАФЕДРА «ИНФОРМАТИКА И МЕНЕДЖМЕНТ»
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА СПЕЦИАЛИСТА
ТЕМА: «Совершенствование организации управленческого труда в организации»
Автор квалификационной
работы, Юсуфов А.Ю.
группа _______________
Руководитель квалификационной
работы, доцент, к.э.н. Умалатов К.А.
Махачкала 2010г.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОУ ВПО «РОСТОВСКИЙ ГОСУДАРСТВЕННЫЙ ЭКОНОМИЧЕСКИЙ УНИВЕРСИТЕТ (РИНХ)»
Филиал в г. Махачкала
КАФЕДРА «ИНФОРМАТИКА И МЕНЕДЖМЕНТ»
ЗАДАНИЕ НА ДИПЛОМНЫЙ ПРОЕКТ
Тема: «Совершенствование организации управленческого труда в организации» утверждена приказом по РГЭУ « __ » _______________ 2010г.
1. Срок представления проекта к защите «___» ___________ 2010г.
2. Исходные данные для проектирования:
2.1. Организация по производству изделий РЭА;
2.2. Метод экспертной оценки;
2.3. Автоматизация задачи средствами ЭВМ
3. Содержание дипломного проекта (по разделам):
3.1. Анализ современных направлений обеспечения технологичности конструкций радиоэлектронной аппаратуры;
3.2. Анализ нормативно-технической документации и разработка модели управления технологичности на предприятиях отрасли;
3.3. Разработка автоматизированной системы количественных оценок технологичности конструкций РЭА;
3.4. Экспериментальная проверка автоматизированной системы количественной оценки технологичности РЭА. Расчет экономической эффективности;
3.5. Мероприятие по безопасности жизнедеятельности персонала;
4. Перечень графического материала:
4.1. Классификация методов оценки технологичности РЭА;
4.2. Виды технологических процессов как объекты системного анализа;
4.3. Обобщенный алгоритм обеспечения технологичности изделий;
4.4. Многоуровневая информационная модель формирования ТК РЭА на различных этапах создания;
4.5. Диаграмма предпочтений показателей технологичности;
4.6. Кривая затрат на проектирование;
4.7. Структурная схема программного обеспечения автоматизированной системы количественной оценки ТК изделий РЭА.
Руководитель проекта __________________ Умалатов К.А.
(подпись, дата) Ф.И.О.
Задания принял к исполнению «___» __________________ 2009г.
________________
(подпись студента)
РЕФЕРАТ
Дипломная работа содержит: листов - 110; рисунков - 14; таблиц - 3; литературных источников -37.
УПРАВЛЕНИЕ ТРУД, СИСТЕМА УПРАВЛЕНИЯ ТЕХНОЛОГИЧНОСТЬЮ, ЭКСПЕРТ, АВТОМАТИЗИРОВАННАЯ СИСТЕМА, ТРУДОЕМКОСТЬ, ПРОГРАММНЫЙ КОМПЛЕКС
Объектом работы является организация. Предметом изучения является система эффективной организации управленческого труда. Целью дипломной работы является исследование проблем, возникающих в сложной производственной среде при эффективной организации управленческого труда в организации, отработке изделий радиоэлектроники на технологичность.
В дипломном проекте представлены материалы по анализу современного состояния вопроса оценки, обеспечения эффективной организации управленческого труда в организации и технологичностью РЭА. Разработаны математическое, информационное и программное обеспечения автоматизированной системы количественной оценки эффективной организации управленческого труда в организации и технологичности.
THE ABSTRACT
The degree activity contains: sheets - 110; figures - 14; the tables - 3; the references -37.
CONTROL A TRANSACTIONS, MANAGEMENT SYSTEM OF MANUFACTURABILITY, EXPERT AUTOMATED SYSTEM, LABOUR INPUT, PROGRAMMATIC COMPLEX
Object of activity is the organization. A subject of analysis is the system of effective organization of an administrative transaction. The purpose of degree activity is the research of problems arising in composite manufacturing medium at effective organization of an administrative transaction in organization, improvement of items of radio electronics on manufacturability.
In the degree project the stuffs under the analysis of state of a problem art of estimation, maintenance of effective organization of an administrative transactions in organization and manufacturability radio electronics are shown. Mathematical, information and programmatic maintenance of the automated system of a quantitative assessment of effective organization of an administrative transaction in organization and manufacturability are designed.
ВВЕДЕНИЕ
Научно-технический прогресс на современном этапе в области эффективной организации управленческого труда в организации при разработке и производстве электронных средств, в том числе изделий радиоэлектронной аппаратуры (РЭА), находит свое выражение в непрерывном их совершенствовании по техническим параметрам, расширению диапазона функциональных возможностей, а, следовательно, в их усложнении. В этих условиях немаловажной остается задача обеспечения минимальных производственных затрат при высоком качестве и надежности изделий РЭА в условиях жесточайшей конкуренции с зарубежными фирмами, все большей насыщенности рынка, при низкой покупательной способности населения. Эффективность организации управленческого труда в организации производства и рентабельность изделий может быть обеспечена за счет новой, основополагающей технической идеи конструкции, высокого качества самих процессов производства, повышения уровня конструкторско-технологической проработки изделий, повышения конкурентоспособности конструкции. Прогрессивная техническая идея нового изделия, его конструкция, свободная от принципиальных недостатков, являются основой разработки, требующей тщательной отработки конструкции и ее составных частей на технологичность, т.е. возможность изготовления изделий наиболее производительными и экономичными способами на основе высокого качества без нарушения его функциональной надежности в конкретных условиях производства.
Как известно, технологичность конструкции (ТК) представляет собой совокупность свойств изделия, определяющих его приспособленность к достижению оптимальных затрат при эффективной организации управленческого труда в организации при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Это определение содержит важное требование к объекту производства соответствие конструкции реальным производственно-технологическим условиям организации управленческого труда в организации (материально-техническая база, тип производства, квалификация кадров, степень преемственности конструкций, типизация технологии и т.д.) и учет перспективы развития предприятия.
Слово "приспособленность" в определении технологичности конструкции означает степень пригодности изделия для производства в заданных условиях. В соответствии с этим определением нельзя категорично утверждать, что изделие технологично, либо нетехнологично, исключая применение сравнительных оценок технологичности. Это формально привело бы к отрицанию необходимости дальнейшего совершенствования конструкций, признанных технологичными, так как уже достигнуты минимальные затраты ресурсов для конкретных производственных условий. Однако производственные условия и отработка изделий на технологичность конструкций являются динамичными, т.е. непрерывно развивающимися во времени, категориями. Вследствие этого технологичность конструкции РЭА может проявляться на стадиях освоения и даже серийного производства.
Кроме того, очевидно, что проектирование конструкций новых изделий является интеллектуальным творческим процессом, вбирающим в себя как объективные технические предпосылки, так и субъективные личные качества конструкторов и технологов. Да и сама технологичность как показатель качества изделий синтезирует в себе множество разнообразных, подчас трудноформализуемых факторов конструкторского, технологического, организационно-экономического характера. Поэтому, на наш взгляд, для комплексной оценки технологичности конструкций изделий РЭА правомерно применение таких сравнительных степеней, как "технологичнее", "весьма технологична", "более технологична".
Технологичность РЭА нужно рассматривать с двух позиций:
• технологичности конструкции законченного изделия, определяемой функциональной оправданностью и рациональностью принятых конструктивных решений, достигнутой степенью минимизации затрат труда и материалов;
• технологичности отдельных составных частей (сборочных единиц, функциональных блоков и т.д.).
Опыт отечественных предприятий показывает, что отработка ТК изделий в виде комплекса мер, направленных на повышение ее уровня должна вестись главным образом по соответствующим Единой системе технологической подготовки производства (ЕСТПП) методикам, в согласовании с условиям каждого конкретного предприятия [2, 3]. Но по мере становления и развития рыночных отношений в стране усиливается необходимость в дальнейших специальных исследованиях, направленных на отработку ТК изделий с безусловным обеспечением оптимизации процессов проектирования и освоения новых изделий.
Целью дипломной работы является исследование проблем, возникающих в сложной производственной среде при эффективной организации управленческого труда в организации, отработке изделий радиоэлектроники на технологичность. Задачами дипломной работы являются:
• разработка прикладных основ системы количественных автоматизированных оценок технологичности;
• исследование вопросов автоматизации сложных расчетов частных количественных показателей и сведения их к комплексному показателю технологичности конструкции для радиоэлектронных изделий;
• разработка вопросов, позволяющих получить определенный экономический эффект в реальном производстве РЭА.
Глава 1. АНАЛИЗ СОВРЕМЕННЫХ НАПРАВЛЕНИЙ ОБЕСПЕЧЕНИЯ ОРГАНИЗАЦИИ УПРАВЛЕНЧЕСКОГО ТРУДА В ОРГАНИЗАЦИИ И ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
1.1 Анализ методов оценки и обеспечения эффективной организации управленческого труда в организации и технологичности конструкций РЭА
Многие годы проблемы обеспечения эффективной организации управленческого труда в организации и технологичности решались в рамках ЕСТГШ, разработанной в виде комплекса стандартов, регламентирующих единый для всех предприятий и организаций комплексный подход к решению вопросов технологический подготовки производства [2, 4]. В этой системе четко устанавливались основные этапы и задачи отработки конструкций на технологичность, последовательность их решения, а также предлагалась система количественных показателей и общие правила их выбора на различных стадиях разработки конструкций.
На отраслевом уровне разработанные стандарты и рекомендации также устанавливали лишь единые уровни общих задач обеспечения ТК изделий с учетом некоторых особенностей продукции той или иной отрасли.
Хотя эти нормативные материалы и сыграли большую роль в разработке и внедрении методик по обеспечению ТК изделий в производство, сегодня центр тяжести решения этой проблемы переносится на конкретные предприятия и фирмы. Они должны работать с учетом имеющихся ресурсов, возможностей и организационно-технологических особенностей своего предприятия, по заранее разработанному плану сокращения общих затрат, в котором достойное место должен занять раздел Сокращение издержек за счет повышения технологичности конструкции изделий". Административно-директивные методы организации и управления работами по обеспечению ТК радиоэлектронных изделий должны быть заменены на экономические, обеспечивающие предприятиям-изготовителям получение прибыли. Здесь речь идет о разработке адаптированных к предприятию методик и инструкций по организации процессов обеспечения, оценки технологичности, расчета экономического эффекта от этих работ, т.е. своего рода стандартов предприятия. В дипломном проекте как раз должны быть предложены такие методические рекомендации прикладного характера, позволяющие повысить эффективность организации управленческого труда в организации и улучшить отработку изделий РЭА на технологичность, достоверно оценить частные и комплексные свойства технологичности конструкций.
В последнее время были созданы и получили распространение количественные методы отработки ТК, основанные на использовании различных методик расчета количественных показателей технологичности. С помощью предлагаемых методик оценивают отдельные количественные характеристики технологичности той или иной конструкции радиоэлектронных изделий и обосновывают необходимость в удовлетворении конкретных требований с одной стороны к ТК при ее разработке и производстве, или к производственно-технологическим условиям изготовления ее с другой. Однако основными недостатками этих работ, по нашему мнению, является некоторая схематичность и обособленность показателей технологичности, отсутствие взаимосвязанности между их структурным набором и стадией расчета, а также отсутствие конкретных рекомендаций по выбору оптимальных значений показателей для различных групп приборов и производственно-технологических условий их выпуска в заданном объеме. Все это затрудняет использование информации, полученной при расчете показателей для эффективного и качественного управления процессом отработки ТК изделий РЭА на различных этапах их создания.
В нашей стране работами в направлении обеспечения эффективной организации управленческого труда в организации и технологичности изделий занимались и продолжают заниматься исследователи и организации, ведущую роль среди которых всегда играл Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении.
Этой организацией разработан и внедрен комплекс стандартов ЕСТПП в качестве нормативно-технической базы, дальнейшее развитие которой не только значительно повысит уровень технологичности создаваемых изделий и технологической готовности их производства, но и, несомненно, будет способствовать успешному решению задач перспективного развития конструкций изделий и технологии их изготовления. В соответствии с ЕСТПП организация отработки конструкций на технологичность предусматривает решении следующих основных задач:
• обеспечить обязательность отработки на технологичность конструк-ции изделия на всех стадиях его разработки, производства и эксплуатации;
• определить показатели, которые могут быть использованы для оценки ТК;
• определить методы расчета показателей ТК;
• определить методы обеспечения ТК различных видов изделий на всех стадиях их разработки;
• разработать методические пособия и руководящие методические документы для конструкторов и технологов по вопросам ТК, как общего характера, так и применительно к различным видам, способам отработки, стадиям разработки конструкции.
Следует отметить, что ЕСТПП позволяет успешно решать эти задачи. В этой системе четко устанавливаются основные задачи обработки конструкции на технологичность, последовательность их решения, а также предлагается система количественных показателей, и рекомендуются общие правила их выбора на различных стадиях разработки конструкций. Общие правила и порядок обеспечения технологичности конструкции сборочных единиц и деталей устанавливаются соответствующими стандартами.
Кроме этого ЕСТПП в определенной мере предусмотрено обеспечение ТК путем внесения соответствующих изменений в конструкторскую документацию (КД) изделий, в процессе производства, эксплуатации и ремонта. При этом стандартами ЕСТПП впервые устанавливается система оценки уровня ТК посредством сопоставления достигнутых показателей с базовыми показателями технологичности, устанавливаемыми в техническом задании (ТЗ) на проектирование. Такой подход к оценке соответствия уровня конструктивных решений разрабатываемого изделия и уже освоенного, и являющегося оптимальным для заданных условий производства, позволяет наметить конкретные практические пути для эффективной отработки изделий на технологичность.
Для этих целей стандарты ЕСТПП предлагают использование показателей, главным образом, для количественной оценки технологичности конструкции с приведением ориентировочных значений уровней показателей технологичности, соответствующим условиям внедрения. Технологичность конструкции, как технический уровень и качество изделий, закладывается при разработке, обеспечивается при производстве и поддерживается при эксплуатации, а потому зависит от большого числа факторов. В связи с этим в целях оптимального, упорядоченного учета всех систематизированных ЕСТПП требований к конструкции изделий на перечисленных этапах, еще Госстандартом СССР была разработана «Методика отработки конструкции на технологичность и оценки уровня технологичности изделий машиностроения и приборостроения», в которой изложены задачи отработки и изделий на технологичность, условия их решения на различных стадиях проектирования, методические основы количественной оценки ТК, а также дана классификация показателей технологичности и методика их расчета[2]. Ценность перечисленных возможностей методики состоит в том, что они позволяют использовать ее в качестве нормативного пособия для практического применения при отработке технологичности конкретной конструкции, а также для разработки на ее базе отраслевых материалов того же назначения. Таким образом, ЕСТПП регламентирует определенный уровень всех видов работ, проводимых в настоящее время в промышленности по подготовке производства и, в частности, по отработке технологичности изделий. Вопросам обеспечения ТК изделий различных отраслей за рубежом, судя по периодической публикации материалов в журналах "Gepguyrtastechologia" (Венгрия), "Desinengineering" (Великобритания), "Maschinen-Bautechik", (ФРГ), "Machinery and production engineering", (США), "Jornal of the Society of Instrument and Control Engineerins" (Япония), также уделяется большое внимание. Интересные материалы были опубликованы исследователями Бесслером Р. и Шмаусом Т., которые считают, что «... изделия должны быть технологичными не только на этапах сборки, но и производства деталей...», хотя и отводят сборке определяющую роль в комплексной оценке ТК изделий. В результате проведенных нами исследований было установлено, что существующие методы отработки изделий на технологичность могут быть разделены на:
• метод разработки общих конструкторско-технологических рекомендаций требований по обеспечению технологичности,
• метод качественной оценки технологичности на основе комплексного анализа отдельных деталей, сборочных единиц и всей конструкции в целом,
• метод количественной оценки технологичности с использованием расчетов частных и комплексных показателей технологичности и их сравнение с базовыми значениями,
• комплексный метод оценки ТК с использованием качественных и количественных показателей.
Классификация перечисленных методов представлена на рис. 1.1. Следует отметить, что из перечисленных методов метод разработки общих рекомендаций наиболее исследованный способ воздействия на процесс
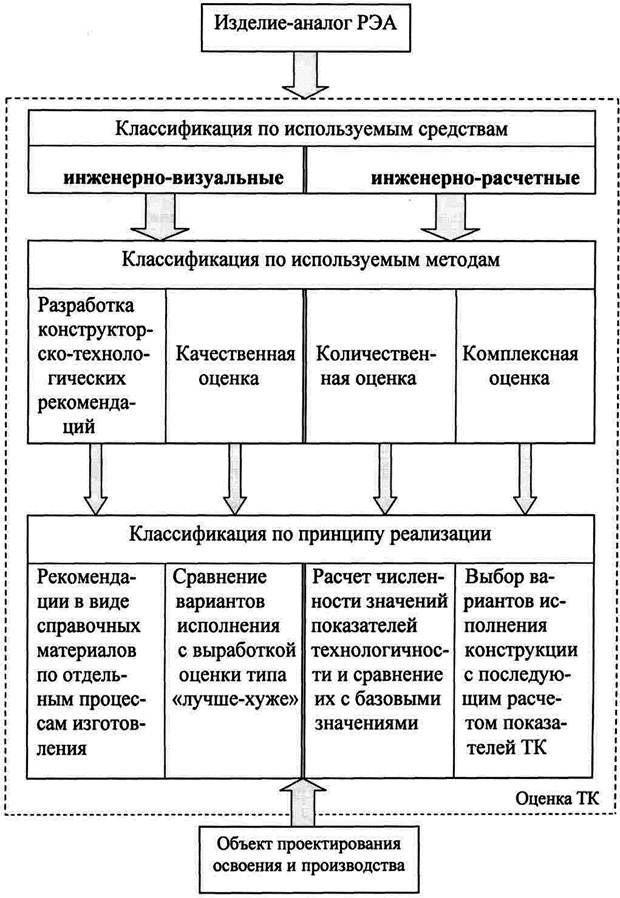
Рис. 1.1. Классификация методов оценки технологичности РЭА отработки ТК
Результаты использования этого метода оцениваются, как правило, по эффективности выполнения конкретных рекомендаций.
Метод качественной оценки технологичности конструкции или метод субъективной оценки отличается тем, что уровень технологичности деталей и сборочных единиц, а также всей конструкции оценивается группой специалистов на основе комплексного анализа конструктивных решений и возможностей ее изготовления[5].
Этот метод, как и метод общих рекомендаций, дает возможность конструктору учитывать при конструировании определенные требования к обработке деталей и сборке изделий. Отметим, что он применялся длительное время из-за отсутствия обоснованной методики количественной оценки технологичности. Тем не менее, даже при наличии методических материалов по количественной оценке технологичности, метод качественных оценок, несмотря на их определенную субъективность до сих пор широко используется, поскольку не требует значительных затрат.
Метод количественной оценки ТК, базирующийся в основном на двух группах показателей, связанных с технологической рациональностью конструктивных решений и преемственностью конструкции, в настоящее время наиболее перспективный, более полно отражающий согласованность конструкции изделия с технологическими условиями ее изготовления.
К недостаткам этого метода можно отнести то, что, отражая количественную сторону оценки технологичности (а именно то, что, поддается прямому измерению - расчет числа унифицированных составных частей изделия, количества видов материала и т.п.), он не всегда учитывает влияние полученных показателей на трудоемкость и себестоимость изготовления изделий, что приводит к неточностям в расчетах.
Это происходит потому, что, например, иногда унифицированные детали и сборочные единицы изделия могут оказаться менее технологичными по трудоемкости, чем оригинальные, несмотря на относительно высокое значение коэффициента унификации.
Наибольший интерес, на наш взгляд, представляет комплексный метод оценки ТК, предполагающий использование во взаимной связи методов качественных и количественных оценок технологичности. Госстандартом Российской Федерации в этом направлении проведены определенные работы, отраженные в литературе и методических документах. Приводятся в основном сведения об использовании количественных показателей ТК изделий, и в то же время практически не разрабатывается конкретная теоретическая база и методики оценки качественных характеристик технологичности, связанных с выбором материалов, формы деталей, способов изготовления компоновочных решений и другими показателями. Недостаточно внимания уделяется также их формализации и связи с системой отработки ТК. Так, например, стандарт рекомендует использовать два вида оценок технологичности, качественную и количественную, причем качественная оценка предшествует количественной и характеризует технологичность конструкции «...обобщено на основании опыта исполнителя». Для качественной оценки рекомендуется использовать критерии типа «хорошо - плохо», «допустимо - недопустимо». Очевидно, что субъективность и неопределенность такой оценки вне связи с конкретными условиями производства может привести к ошибкам и последующим значительным издержкам в процессе отработки конструкции на технологичность.
Таким образом, комплексный метод оценки технологичности изделий еще слабо исследован. В то же время построенный на углубленном и всестороннем теоретическом и экспериментальном анализе с использованием более совершенных и оптимально выбранных показателей он представляется нам как наиболее целесообразный и эффективный при отработке технологичности. Однако в этой области не решены еще многие проблемы как методологического, так и организационного плана. Можно сказать, что серьезная работа в этом направлении находится еще на стадии развития и далека от окончательного завершения. Наглядный пример этому - результаты
Всероссийских и Республиканских научно-технических конференций. На этих конференциях детально обсуждались многие, еще нерешенные проблемы отработки ТК изделий. Среди них заслуживают особого внимания такие проблемы, как создание на базе ЕСТПП отраслевых методик, прогнозирование уровня технологичности изделий на ранних стадиях проектирования, методология выбора базовых показателей технологичности, организация комплексной системы управления технологичностью конструкции. Если обобщить рекомендации, опубликованные в печати по определению резервов повышения ТК изделий, то они оказываются связанными с:
• внедрением расчетных методов определения технологичности конструкции, начиная с ранних этапов разработки изделий;
• внедрением и использованием комплексных оценок, в особенности для начальных этапов проектирования;
• развитием технологического мышления специалистов, занимающихся разработкой изделий;
• созданием методологии поиска оптимального решения с использованием вычислительной техники;
• рассмотрением проблемы технологичности как системы;
• рассмотрением проблемы технологичности в пространстве и во времени;
• обучением и повышением квалификации в области технологичности.
Таким образом, в этих рекомендациях многих исследователей прямо указывается на необходимость разработки и развития системного подхода к решению проблемы обеспечения высокой эффективности организации управленческого труда в организации и ТК изделий. Большой объем и многообразие решаемых задач по обеспечению высококачественной отработки конструкции изделий на технологичность, а также потребность в оперативной обработке и анализе больших объемов информации предопределяет необходимость применения средств вычислительной техники, которая, к сожалению, до сих пор недостаточно эффективно использовалась для решения задач такого плана. В дальнейшем в дипломном проекте будут предложены и автоматизированные методы количественной оценки эффективной организации управленческого труда в организации и технологичности конструкции РЭА.
1.2 Исследования процессов эффективной организации управленческого труда в организации, проектирования и производства изделий РЭА с системных позиций обеспечения их технологичности
Системность в подходе к проблемам эффективной организации управленческого труда в организации и обеспечения ТК, встраивание системы по отработке новых изделий в единый бизнес-план предприятия, его экономические структуры и службы, увязка с их задачами и целями становится насущной задачей в нынешних условиях. Локальная цель обеспечения технологичности, заключающаяся в придании конструкции такого комплекса свойств, при котором достигаются оптимальные значения затрат всех видов при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ, должна быть подчинена не только оперативной текущей цели системы (предприятия) получение максимальной прибыли, но и на глобальные стратегические цели: выживание предприятия, ее экологический нейтралитет, сохранение рабочих мест, т.е. на социальные факторы.
Одной из особенностей современного научно-технического прогресса является непрерывное усложнение объектов производства, и соответственно, производственных систем. Активизируя развитие науки путем постановки все новых и новых научно-технических проблем, производство одновременно использует ее достижения в области технической подготовки производственных процессов, их организации и управления.
Укрепление этих связей и расширение сферы взаимного влияния науки и производства в рамках предприятий и отраслей народного хозяйства сделало особенно актуальным развитие и внедрение системных методов их анализа, базирующихся на таких науках как общая теория систем, кибернетика, теория информации и т.д.
Общая теория систем, системно-структурный анализ, анализ сложных систем получили бурное развитие в последние десятилетия и постепенно занимают важнейшее место в разработке методологии исследования и управления сложными производственными системами.
Базируясь на применение абстрактных понятий системы, элемента, связи, процесса, и т.д., системные методы позволяют перейти от эмпирического поиска приемлемых решений в производственных системах к научно-обоснованному нахождению оптимальных решений, основанных на использовании фундаментальных законов их функционирования. Промышленное производство является сложной динамической системой, которая функционирует в условиях непрерывного изменения образующих ее компонентов под воздействием постоянно меняющихся условий внешней среды.
Использование системных методов предопределяет рассмотрение объекта с позиций его целостности и сложности, динамики структуры и свойств в процессе ее диалектического развития. Основополагающим понятием общей теории систем является понятие системы, рассматриваемой как «множество элементов, находящихся в отношениях и связях между собой, которое образую целостность, единство».
В самом общем случае для системы характерны [6, 7]:
организованность, определяющая связи и отношения между элементами;
• наличие системообразующих, интегративных связей, приводящих к качественному различию свойств системы как целого от суммы свойств ее элементов;
• неразрывность связей структуры системы с внешней средой, в которой она проявляет функции своей целостности;
• иерархическое строение структуры, проявляющееся в многоуровневости отношений подсистем и элементов в нее входящих.
С этих позиций изделие РЭА, являющееся самостоятельным техническим объектом (системой) в процессе производства, может быть рассмотрено как важнейший элемент сложной производственной системы, влияющий существенным образом на ее структуру и свойства. В этом случае технологичность изделия определяет как структуру производственного процесса в целом, так и его элементы (вспомогательные материалы, оборудование, оснастка, инструмент и т.д.). Изделие с точки зрения теории систем на всех этапах создания может быть представлено как динамически развивающаяся совокупность моделей различных уровней сложности, соотнесенная к модели производственной системы. Термин «производственная система» используется в литературе, когда необходимо выделить из бесконечного многообразия те системы, которые формируются при научно-технической подготовке производства и образуют само производство или ее элементы.
Исследование процессов эффективной организации управленческого труда в организации отработки технологичности целесообразно проводить на основе использования информационных моделей, широко применяемых для системного анализа производственных систем и технологических процессов.
Информационная модель реального процесса является открытой системой. Интеграционные процессы пополнения информационной модели происходят до момента ее насыщения, то есть до получения исчерпывающей, доступной в настоящее время полноты описания. Однако возможность успешного решения этой задачи связана, прежде всего, как указывалось ранее, со сложностью и типом исследуемого объекта.
На рис. 1.2 приведена схема классификации видов технологических процессов как объектов системного анализа, которая полностью распространяется и на большие производственные системы.
Из этой схемы следует, что объект исследования - система формирования технологичной конструкции, безусловно, относится к слабо структурированным системам с неполной информационной моделью.
При создании системы отработки ТК изделий необходимо сформулировать единую цель. Согласно ей обеспечение технологичности изделий заключается в таком воздействии на множество параметров их конструкции X = (Хь Х2, Хз, Хш), которое приводит к достижению экстремальной цели при соблюдении сформулированных ограничений вида:
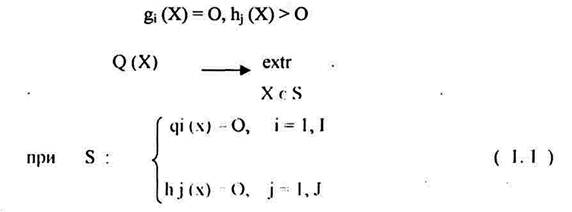
где функции q и h - ограничения, налагаемые разнообразными производственными, эксплуатационными, ремонтными и другими факторами.
Экстремальная цель обеспечения технологичности РЭА заключается в придании конструкции такого комплекса свойств, при котором достигаются оптимальные значения затрат всех видов при производстве, эксплуатации и ремонте для заданных показателей, качества, объема выпуска и конкретных технических условий выполнения работ. Достижение такого экстремума Q можно представить в самом общем виде многошагового итерационного процесса, показанного на рис. 1.3.

Рис. 1.2 Виды технологических процессов как объекты системного анализа
Данная процедура описывает процесс отработки конструкции изделия на технологичность. В этом случае блок 2-й ступени организационно и методически совпадает с процессом формирования конструкции, то есть включает в себя собственно конструирование. Оценка же ТК изделия (блок 3-й ступени) является основным звеном отработки на технологичность, выдающим необходимую управляющую информацию системе конструирования.
Таким образом, главная задача процессов эффективной организации управленческого труда в организации и отработки конструкции на технологичность - это реальная и корректная оценка технологичности изделия на различных этапах разработки и освоения серийного производства.
Безусловно, качество проводимых мероприятий по отработке конструкции изделий на технологичность во многом определяется уровнем квалификации и необходимых навыков специалистов, непосредственно выполняющих эту важную работу на начальных этапах создания изделий.
Задачи эффективной организации управленческого труда в организации и прогнозирования технических характеристик изделия, в том числе его технологичности, в зависимости от уровня техники и уровня организации проектирующей системы в условиях неполной информации решаются при помощи комплекса методов. Из них можно выделить два основных направления:
• количественные методы, основанные на экстраполяции, статистическом усреднении, линейном и нелинейном программировании и т.д.,
• качественные, в том числе эвристические и экспертные методы, основанные на получении информации от исполнителей, на содержательном анализе управляющих воздействий, в частности, документов и т.д.
Сочетание обоих методов дает хорошие результаты, так как позволяет упорядочить массивы информации, что эквивалентно получению новой информации.
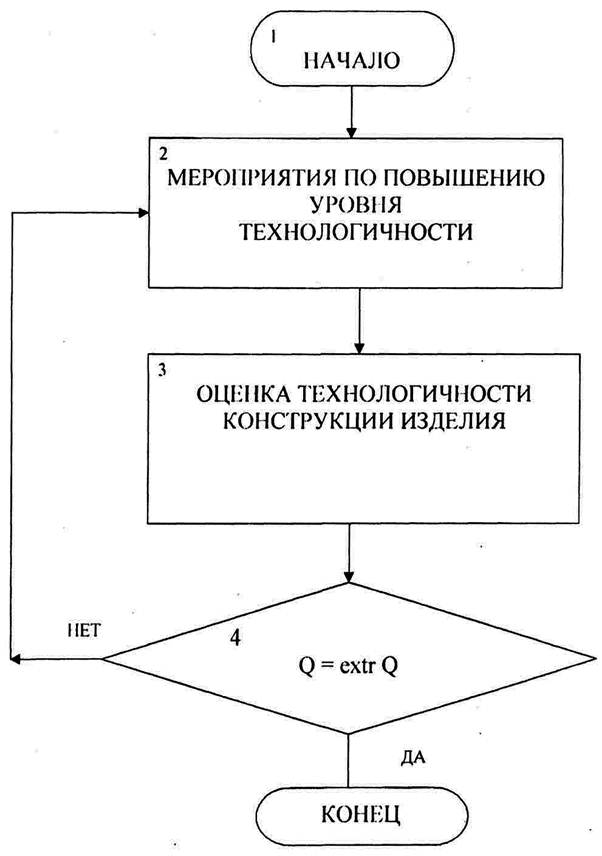
Рис. 1.3 Обобщенный алгоритм обеспечения технологичности изделий.
Применение эвристических методов в настоящее время является основным путем нахождения связей в структуре сложной производственной системы. Они позволяют использовать эвристическую информацию как основу для целесообразного «усечения» множества связей, упрощения структуры самой системы, т.е. есть для выбора существенных переменных.
В свою очередь эвристический анализ является сложным многообразным процессом, заключающимся в нахождении инженерным коллективом оптимально приемлемых решений на основе накопленных данных, собственного научно-производственного опыта, профессиональной интуиции и необходимых расчетов, наконец, творческих способностей каждого члена коллектива, усилиями которого формулируется управляющая информация.
Таким образом, вышеизложенное подтверждает необходимость и правильную стратегическую направленность избранной нами в дипломном проекте научной проблемы и методологических принципов ее решения.
1.3 Постановка задач дипломного проекта
Основной целью научно-исследовательского дипломного проекта является исследование и разработка прикладных основ системы количественных автоматизированных оценок технологичности электронных средств для эффективного управления процессами обеспечения технологичности конструкции РЭА на этапах разработки, освоения и серийного выпуска. Эта задача должна быть привязана к организационно-технологическим условиям предприятий отрасли, номенклатуре выпускаемой и намечаемой к освоению продукции.
В рамках этой цели намечена разработка следующих вопросов:
- анализ конструктивно-технологических особенностей РЭА и анализ производственно-технологических и организационных условий объектов производства;
- оценка нормативно-технической документации и действующей методологической базы современных предприятий по обеспечению технологичности разрабатываемых изделий;
- разработка модели формирования технологичности РЭА на различных этапах ее создания;
- разработка методических и прикладных основ количественной оценки технологичности изделий;
- разработка математического и информационного обеспечения комплексной автоматизированной системы управления технологичностью РЭА;
- разработка программного обеспечения и удобного пользовательского интерфейса системы.
Разработка этих вопросов в дипломном проекте должна быть увязана с производственными условиями, сложившимися на сегодняшний день на предприятиях радиоэлектронной отрасли и направлена на решение прикладных задач эффективной организации управленческого труда в организации и оптимизации затрат всех видов ресурсов при проектировании, освоении и серийном выпуске изделий радиоэлектроники.
Глава 2. АНАЛИЗ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ И РАЗРАБОТКА МОДЕЛИ УПРАВЛЕНИЯ ТЕХНОЛОГИЧНОСТЬЮ ИЗДЕЛИЙ НА ПРЕДПРИЯТИЯХ ОТРАСЛИ
2.1 Оценка нормативно-технической документации и действующей методологической базы предприятий отрасли по обеспечению технологичности изделий РЭА
При обеспечении технологичности конструкций изделий применяются стандарты ГОСТ 14 201-83 ЕСТПП. «Общие правила обеспечения технологичности конструкций изделий» и ГОСТ 14 205-83 «ЕСТПП. Технологичность конструкций изделий. Термины и определения».
ГОСТ 14 201-83 определяет минимальный состав показателей применяемых для количественной оценки технологичности конструкции. При этом предполагается, что базовые, достигнутые и показатели уровня технологичности должны вноситься в «Карту технического уровня и качества» выпускаемой продукции.
Необходимость количественной оценки технологичности конструкции изделий, а также номенклатура показателей и методика их определения устанавливаются в зависимости от вида изделий, типа производства и стадии разработки конструкторской документации отраслевыми стандартами или стандартами предприятия.
Широко применяются для оценки технологичности изделий отраслевая система обеспечения технологичности изделий (ОСОТИ), разработанная на основе ОСТ 4ГО. 091. 370-84 и ОСТ 4ГО. 091. 372-84.
ОСОТИ - это целевая, организационно-техническая система, устанавливающая состав, порядок и методы выполнения работ, направленных на разработку высокотехнологичных изделий. При этом предполагается, что требования технологичности планируются на основе анализа состояния и перспектив технического уровня изделий, реализуются установленные требования технологичности при разработке конструкторско-технологических характеристик и подготовке производства, подвергаются контролю и учету уровень технологичности всех составных частей при комплексной оценке технологичности изделия.
Для реализации на предприятии ОСОТИ требуется комплекс научно-технической документации, включающий в себя:
• организационно-методические стандарты,
• классификаторы,
• стандарты, определяющие номенклатуру и нормативные показатели технологичности,
• стандарты, определяющие технологические требования;
• стандарты, определяющие нормы и правила конструирования.
В процессе разработки изделия предполагается кодирование разрабатываемых электрических схем и КД на основе классификаторов.
На этапе планирования требований технологичности по ГОСТ 107 15 2011-21 ОСОТИ. «Номенклатура и нормативные значения показателей технологичности и радиоэлектронных средств общей техники и их составных частей» находят соответствующее нормативное значение комплексного показателя технологичности и заносят в раздел «Требование по технологичности» тактико-технического задания.
Оценка технологичности в ОСОТИ основывается на сравнении фактических количественных значений показателей технологичности с базовыми значениями соответствующих показателей. Для оценки фактического значения показателя технологичности в качестве исходных данных используется чертеж изделия, спецификация (для сборочной единицы).
Определяют конструкторско-технологический код изделия, используя, соответствующие классификаторы. По полученному коду изделия определяются номенклатура, нормативные значения частных показателей технологичности К и коэффициенты их весомости ф.
Далее определяется комплексный показатель технологичности по формуле

где KjCч - значение комплексного показателя технологичности j-й составной части; m- число составных частей; Xj - значение показателя весомости j-й составной части.
И, в завершение, оценивается уровень технологичности изделия по формуле:
![]()
где Кд - достигнутое значение показателя технологичности изделия. Кб базовое значение показателя технологичности.
Существует также система отраслевых стандартов ОСТГШ, например, ОСТ 4.091.175-81. «Методы количественной оценки технологичности конструкций изделий радиоэлектронной аппаратуры» и Р4.091.171-89 «ОСТПП. Номенклатура базовых радиоэлектронной аппаратуры и метод их расчета».
В стандарте ГОСТ 4.091.169-81 «ОСТ1111. Порядок и правила отработки на технологичность радиоэлектронной аппаратуры» определена номенклатура показателей технологичности изделий, которая может быть обоснованно дополнена. Условно составные части изделия делятся на 2 группы:
• механические;
• радиоэлектронные.
Состав частных показателей, входящих в комплексные показатели технологичности устанавливаются экспертным путем. При этом состав частных показателей должен отражать технологичность разрабатываемого изделия с учетом основных направлений обеспечения ее, определяемых конструктивно-технологическими особенностями изделия, структурной трудоемкостью изготовления и объемом выпуска. Базовые показатели технологичности устанавливаются в соответствии со специальными стандартами (ОСТ4.091.037, ОСТ4.091.262-85 и ОСТ4 ГО 091.12), частные показатели технологичности определяются по формулам, представленным в ГОСТ4.091.175-81. Комплексный показатель технологичности определяется по формуле:

где Цчт. - j-Йтехнический относительный частный показатель в зависимости от группы составных частей изделий, nij - коэффициент весомости j-ro технического относительного частного показателя. В свою очередь, величина коэффициента весомости nij зависит от порядкового номера частного показателя в комплексном показателе технологичности Ктех и рассчитывается по формуле:
![]()
где q - порядковый номер ранжированной последовательности частного показателя, входящего в комплексный показатель технологичности Ктех.
Частных показателей не должно быть менее 7.
Уровень технологичности изделия определяется по всем базовым показателям по формуле:
![]()
где Уj - уровень технологичности по j-му показателю; Пj - j-й показатель технологичности разрабатываемой конструкции; П)б - базовый j-й показатель.
К третьей группе методов оценки технологичности изделий можно отнести методику, определяемую стандартом РТД 253-87. « Руководящий документ по технологии. Правила обеспечения технологичности конструкции и изделий, основные положения». Здесь условно все виды изделий делятся на следующие категории: механическая, механотронная, электромеханическая, электронная и радиоэлектронная.
Комплексный показатель технологичности изделия определяется по формуле:
![]()
где Км Кэ - комплексный показатели технологичности механической и электрической частей изделия. RM и R3 - доли сложности механической и электрической частей в общей сложности изделия.
Величины RM и R3 определяются по формулам:
![]()
где NBp - сумма выдерживаемых размеров по всем изготовляемым деталям механической части изделия: NB3 - суммарное количество всех выводов электрорадиоэлементов и интегральных микросхем в изделии.
Достигнутый уровень технологичности оценивается в сравнении с базовым (нормативным) по формуле:
![]()
где Кут - уровень технологичности, Кт - расчетное значение комплексного показателя технологичности; Кб - базовое (нормативное) значение технологичности.
2.2 Особенности конструкции, технологии и проблемы проектирования и освоения современной РЭА
Проблемы эффективной организации управленческого труда в организации и конструирования современной РЭА объединены задачей повышения качества изделий и эффективности их производства. К ним относятся: снижение стоимости, в том числе материалоемкости и энергоемкости; снижение массы и объема; расширение области использования микроэлектронной базы; увеличение степени интеграции, микроминиатюризация межэлементных соединений и элементов несущей конструкции, обеспечение магнитной совместимости и интенсификация теплоотвода; обеспечение взаимосвязи оператора и аппаратуры; широкое применение методов оптимального конструирования; обеспечение высокой технологичности, однородности структуры; максимальное использование стандартизации.
Проблема повышения качества и снижения стоимости. К показателям качества относятся надежность, долговечность, точность и эксплуатационные свойства. Эти показатели, отнесенные к стоимости разового исполнения функции или к другим сравнительным параметрам РЭА, определяют экономическую или эксплуатационную эффективность. Критериями эффективности могут служить также стоимость одной операции, одного сеанса связи и т.д.
Проблема качества заключается в более полной реализации всех функциональных и надежностных требований, она тесно связана с реализацией всех мер, направленных на снижение стоимости изделия, в том числе и с обеспечением технологичности конструкции изделия РЭА.
Обе проблемы решаются в процессе разработки изделия совместно, и как только найдены пути решения первой, сразу же рассматривается вторая - какой ценой это обеспечивается. Стоимость разработки изделия в сравнении со стоимостью изготовления и эксплуатации весьма мала. Однако этот этап, реализуя большую часть из рассмотренных выше мероприятий, определяет стоимость последующих двух этапов. Поэтому при выполнении задач оптимального конструирования наблюдаемое увеличение стоимости разработки в десятки раз покрывается снижением стоимостей изготовления и эксплуатации.
Проблема снижения массы и объема РЭА. Снижение массы и объема не является самоцелью, а служит лишь средством выполнения современных требований расширения области ее применения, снижения материалоемкости и улучшения эксплуатационных свойств.
Габариты и масса РЭА определяются суммой объемов собственно аппаратуры, агрегатов охлаждения или подогрева, вспомогательного оборудования, запасных частей и источников питания. Отсюда меры снижения объема и массы РЭА должны затрагивать все ее составляющие. Габариты РЭА определяются применяемыми элементами и плотностью их размещения, а плотность компоновки элементов ограничивается рабочими характеристиками. Так, в результате чрезмерной плотности ухудшается тепловой режим, сложнее обеспечивать электромагнитную совместимость, ремонтопригодность и т.д. Наибольшее распространение сегодня получила РЭА, где базовыми элементами служат интегральные микросхемы. Развитие микросхем в настоящее время происходит за счет расширения диапазона частот, увеличения мощности активных микроэлементов, микроминиатюризации промежуточных схемных элементов с большими номиналами. Однако, несмотря на большие возможности, у микросхем имеются и свои ограничения. В частности, эти ограничения накладываются использованием полупроводников при высоких температурах и в среде радиоактивных излучений. Перспективными направлениями являются: техника однородных интегральных структур; нейристорная техника; криогенная техника; ионика; оптоэлектроника.
Максимальное использование методов стандартизации. Методы стандартизации совершенствуют процессы конструирования, организуют структуру РЭА, способствуют достижению высокой технологичности и эксплуатационного качества. В радиоэлектронном приборостроении наиболее широкий охват стандартизацией получили принципы функционально-узлового и функционально-модульного построения аппаратуры. Благодаря однородности структуры РЭА этот принцип позволил осуществить унификацию ее составляющих по типоразмерам.
В состав комплексов РЭА в большом количестве входят сложные механические, электромеханические и коммутационные устройства, устройства сигнализации. Это снижает однородность аппаратуры и усложняет как технологию изготовления, так и эксплуатацию. Поэтому при разработке РЭА стремятся электромеханический метод решения функций заменить электронным.
Основными конструктивно-технологическими требованиями, которые должны учитываться при разработке конструкции изделия, являются [7,8,9]:
- взаимозаменяемость блоков и электрических элементов, отдельных узлов и деталей несущих конструкций;
- максимальная типизация и унификация приборов, блоков и узлов, использование типовых конструкций, типовое оформление приборов в виде стоек, шкафов, кожухов, плоских блоков, унификация элементов конструкции и размеров приборов, узлов, блоков, модулей;
- максимальное сокращение номенклатуры электрорадиоэлементов, материалов, полуфабрикатов, крепежа;
- минимальная материалоемкость, удобство сборки, максимальная возможность механизации и автоматизации производственного процесса при изготовлении;
- рациональный выбор материалов, обладающих достаточной прочностью, малой плотностью, антикоррозионной стойкостью, малой стоимостью, малой стоимостью при соблюдении соответствия условиям эксплуатации;
- простота выполнения электромонтажа, сборки, регулировки, создание конструкции, способствующей организации непрерывного технологического процесса.
2.3 Разработка модели формирования технологичности на различных этапах создания РЭА
Необходимость получения комплексных оценок конструктивно-технологического совершенства изделий требуют более широкого рассмотрения этого понятия на всех стадиях проектирования от выбора принципиальной схемы до эксплуатации.
На каждом из этапов разработки и производства информации об изделии может быть интерпретирована как некоторая модель определённого уровня детализации. Причём эта модель динамическая, так как в течение проектирования и производства меняется формирующая её информация. Соответственно изменяется «модель технологичности». Эта модель несёт в себе информацию о технологических особенностях будущего изделия на различных этапах его создания.
Многоуровневая информационная модель формирования технологичности изделия в процессе его создания представлена на рис. 2.1.
Первым исходным документом на разработку изделия на нулевом уровне является ТЗ, в котором определяется назначение, основные технические характеристики, показатели качества, в том числе технологичности и другие технико-экономические требования. ТЗ не даёт, как правило, представления о внутреннем строении РЭА.
Результаты предварительной проработки будущей конструкции РЭА находят отражения на стадии технологического предложения, когда выявляются возможные общие технические решения, различающиеся принципом действия или общей компоновкой основных функциональных узлов. Значения основных технических параметров РЭА и показателей технологичности могут уточняться. Глубина проработки конструкции на стадии эскизного проекта больше, чем на стадиях разработки ТЗ и технического предложения, что в определённой степени позволяет выявить внутреннее устройство прибора. Однако документация, создаваемая на этих стадиях содержит весьма ограниченную информацию, на основе которой трудно провести количественный и качественный анализ технологичности РЭА.
На нулевом уровне происходит разработка лишь общих принципов функционирования. Объект представляется в виде общего уравнения передачи и преобразования сигналов. Выбор метода решения этого уравнения задаётся структурой операторов, представленных в виде блок-схемы изделия. Как правило, вариантов блок-схемы может быть несколько. Выбор одного из них связывается как с заданным качеством функционирования, так и с возможностью его реализации в виде принципиальной схемы, построенной на применяемых комплектующих изделиях или унифицированных блоках.
Косвенным образом технологичность изделия закладывается уже на нулевом уровне, когда оптимальным решением является использование блоков с известными и хорошо отработанными функциями для создания структуры, выполняющей новую оригинальную функцию. Это положение хорошо иллюстрируется примерами, связанными с разработкой ЭВМ, в которых качественная сторона функционирования новой системы полностью разрешается стандартным набором элементарных блоков, а количественная сторона (быстродействие оперативность и т.п.) целиком зависит от схемоконструкторского решения этих блоков. Блоком на нулевом уровне изделия является элемент блок-схемы с чётко определённой функцией.
На 1 -м уровне моделей в процессе проектирования производится выбор и обоснование принципиальной схемы изделия. Уже здесь количество возможных вариантов схемного решения и их сочетаний резко возрастает, так как теоретически одна и та же система может быть построена по различным принципиальным схемам. На этом этапе проектирования наиболее технологичной, с точки зрения разработчика, будет схема, в которой использованы отработанные схемные решения, не требующие дополнительных исследований.
На 2-м уровне моделей при конструировании изделия согласно принципиальной схеме из радиокомпонентов и сборочных единиц создаётся макет, по структуре связей между элементами взаимооднозначно соответствующий схеме. На этом уровне результаты технического проекта дают более полное представление о конструкции изделия, е составных частей.
Модель конструктивного уровня отображает не только порядок соединения элементов структуры, но и их объём, а также присущие им частные и другие технические решения (материалы, размеры, форма, тип соединений, вид специальных покрытий, элементная база и др.), тепловые, электрические и магнитные поля. Указанные характеристики существенным образом влияют на конструкцию РЭА и ее технологичность.
Таким образом, на 2-м уровне моделей изделие имеет более сложную структуру, полнее учитывающую связи между её элементами. И чем больше таких связей учтено в процессе конструирования, тем рациональнее может быть скомпоновано изделие. Однако обеспечение надёжной работы схемы с учётом работы такой структуры взаимосвязей зачастую приводит к появлению новых конструктивных элементов таких, как экраны, металлы с высокой проводимостью и т.д., не выполняющих полезной функциональной электрической нагрузки.
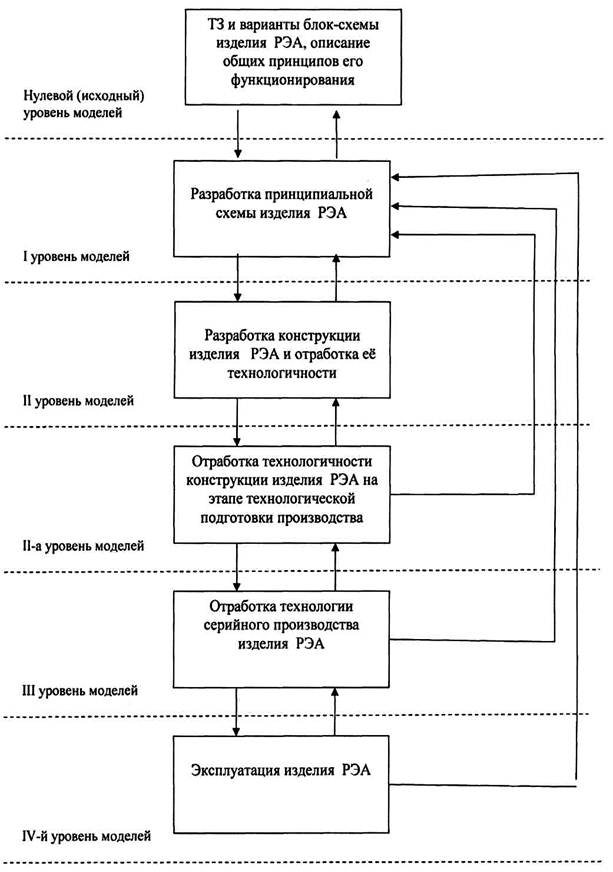
Рис. 2.1. Многоуровневая информационная модель формирования технологичности конструкции РЭА на различных этапах создания.
Таким образом, конструктивные модели 2 уровня отражают следующие свойства изделия как сложной системы:
1. Функциональную модель 0 уровня, т.е. блок-схему.
2. Структурно-функциональную модель 1 уровня, т.е. принципиальную схему.
3. Побочные связи в модели 2 уровня.
4. Физические свойства элементов в модели 2 уровня.
5. Механическую, динамическую структуру объекта, т.е. распределение сил и узлов закрепления элементов.
6. Статистические свойства элементов объекта, выражаемые через допуски на электрические параметры и геометрические размеры.
На этом уровне моделей технологичность рассматривается с точки зрения разработчика, стремящегося создать оптимальную конструкцию, изоморфную модели 0-го и 1-го уровня с учётом обеспечения технологии изготовления в минимальные сроки.
На 3-уровне моделей каждое конкретное изделие в процессе производства можно рассматривать как систему, подтвержденную влиянию внешних воздействий, которыми являются различные технологические факторы. Колебания значений технологических факторов отражаются на выходных параметрах изделия, вызывая их колебания в пределах допуска. При этом известно, что отработанные технологические процессы являются стационарными и эргодическими случайными процессами с известными и управляемыми параметрами.
Следовательно, модель 3 уровня отображает влияние случайных технологических факторов, а выходные параметры изделий можно рассматривать как усредненные по ансамблю, т.е. по серии параметров стационарного эргодического процесса. В этом случае изделие представляются как некоторый усредненный объект, выходные параметры которого описываются функцией нормального распределения. При отработке технологии изготовления в системе «изделие-технологический процесс» наблюдаются колебания динамических процессов, существенно влияющих на качество изделия, его себестоимость.
Таким образом, на этапе технологической подготовки производства можно отметить две встречно действующие обратные связи в системе «изделие-технологический процесс». Последовательно изменяется конструкция, т.е. модель уровня 2, и технологический процесс-модель уровня 3. Выделение этого этапа в модель уровня Па обусловлено тем, что после окончания согласования она преобразуется в модель уровня 3.
Этап технологической подготовки производства является также динамичным, так как в ее процессе меняется уровень технологичности, как с точки зрения конструктора, так и сточки зрения технолога. Это изменение происходит при проведении конструкторско-технологических согласований, в результате которых вырабатывается компромиссное решение, приемлемое как для конструкторов, так и для технологов.
К 4 уровню моделей изделия следует отнести период эксплуатации, при котором совокупность эксплуатируемых объектов можно рассматривать, как некоторый обобщенный объект. Любые отказы при этом рассматриваются как выходные сигналы обобщенного объекта, имеющие случайный характер и поддающиеся анализу методами теории надежности. Эксплуатация изделий происходит одновременно с продолжающимся их серийным выпуском, причем эти два процесса взаимосвязаны. В процессе эксплуатации изделий у потребителя возникает информация о необходимости внесения конструктивных изменений, которая поступает к изготовителю.
В процессе серийного выпуска изделий почти всегда происходит изменение конструкции с целью улучшения ее технологичности с учетом изменения производственно-технологических и эксплуатационных факторов.
Следовательно, на этапе серийного выпуска и эксплуатации изделия также происходит отработка технологичности его конструкции, которая в свою очередь существенно влияет на технико-экономические показатели изделия, в том числе на его себестоимость.
Таким образом, обобщая изложенное, можно констатировать, что ТК является понятием комплексным и динамическим, развивающимся во времени и отражающим диалектическое соответствие технического совершенства изделия изменяющимся условиям его производства. Исходя из этого, возможно предложить системную трактовку понятия ТК.
Технологичной конструкцией изделия является относительно законченная конструкция, отвечающая всем эксплуатационным требованиям и представляющая такую композицию элементов и сборочных единиц, которая обеспечивает ее изготовление в объеме заданной серии и требуемого качества, в минимальные сроки при минимальных общих затратах в условиях конкретного и развивающегося технологического уровня производства.
Анализ данного определения показывает:
- соответствие конструкции эксплуатационным требованиям задается группой параметров в технических условиях на изделие, согласно которым производится его приемка;
- относительная законченность конструкции - понятие условное, указывающее на возможность введения в него конструкторских и технологических изменений, повышающих его полезное свойство и снижающих себестоимость без ухудшения эксплуатационных характеристик;
- конструкция является композицией отдельных или интегрированных элементов, которые могут быть изготовлены на базе известных технологических методов, позволяющих получить заданное качество функционирования изделия;
- задание серии выпуска изделий определяет выбор элементов (унификации) и способ их композиции в изделии таким образом, что устанавливается близкое соответствие конструкции данному типу существующего в настоящее время серийного производства, т.е. соответствие типовой технологии;
- уровень требуемого качества рассматривается как мера соответствия процесса изготовления и комплектования всех составных частей изделия требованиям технической документации и соответствующих ГОСТов;
- требования минимизации времени объединяет ограничение времени разработки конструкции, времени технологической подготовки производства и времени выпуска заданной серии изделия, например, установочной серии, головной партии и установившегося серийного производства;
- требование минимизации общих затрат включает в себя минимизацию общих затрат на разработку, технологическую подготовку производства и выпуск заданной серии;
- учет конкретного технологического уровня производства связан с требованием минимизации времени и затрат на технологическую подготовку производства и выпуск заданной серии;
- комплекс понятия технологичности указывает на то, что в оценке технологичности необходимым и взаимосвязанным образом участвуют показатели временных, материальных затрат и другие показатели;
-динамичность и развитие уровня технологичности изделия связаны с постоянным совершенствованием как конструкции, в соответствии с требованиями эксплуатации и производства, так и изменением условий производства вследствие его адаптации к изделию.
Таким образом, из данного определения вытекает объективная необходимость анализа эффективной организации управленческого труда в организации и уровня технологичности изделия и динамического процесса его формирования как во времени на всех уровнях моделей (0-4), так и в пространстве.
Теперь необходимо после разработки модели формирования технологичности по различным этапам создания изделия РЭА перейти к разработке методики количественной оценки ТК. Требуется рассмотреть математическое, информационное и программное обеспечение автоматизированной системы управления технологичностью РЭА.
Глава 3. РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ КОЛИЧЕСТВЕННЫХ ОЦЕНОК ЭФФЕКТИВНОЙ ОРГАНИЗАЦИИ УПРАВЛЕНЧЕСКОГО ТРУДА И ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ РЭА
3.1 Разработка математических основ методики количественных оценок эффективной организации управленческого труда в организации и технологичности конструкции изделий
В соответствии с ЕСТПП комплексная количественная оценка анализа эффективной организации управленческого труда в организации и технологичности изделия РЭА является основной и выполняется на узловых этапах проектирования.
Состав комплекса показателей анализа эффективной организации управленческого труда в организации обычно регламентирован соответствующими стандартами для определённого вида изделий и стадии разработки документации, о которых мы уже упоминали. Однако оценку можно сделать более гибкой, если использовать экспертный выбор состава и весовых коэффициентов частных показателей, включённых в расчёт комплексного. В этом случае количественная оценка делается более дифференцированной, в большей степени отвечающей функциональной и конструктивной специфике разрабатываемого изделия и условиям его производства. Подобная система лежит в основе математического обеспечения автоматизированной системы оценки технологичности конструкции.
Исходной информацией для выбора показателей являются заполненные экспертами карты (фрагмент такой экспертной карты представлен в таблице 3.1). Экспертная карта для выбора комплексных показателей представляет собой матрицу парных сравнений, строкам и столбцам которой соответствует исходный набор частных количественных показателей. В левой графе карты записаны наименования частных показателей. Каждому из них присвоен порядковый номер, записанный во второй слева вертикальной графе экспертной карты. Каждому столбцу поля экспертной карты также соответствует определённый показатель. Номер показателей расположен в верхней горизонтальной графе экспертной карты в том же порядке. Каждый эксперт при заполнении экспертной карты производит попарное сравнение показателей. Таблица 3.1. Экспертная карта
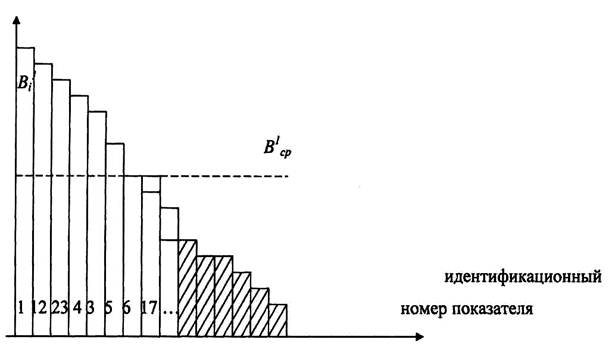
Рис.3.1. Диаграмма предпочтений показателей технологичности
Диаграмма позволяет выбрать наиболее важные частные показатели для расчета и включения их в расчет комплексного. Рекомендуется исключать из расчета показатели, расположенные правее первого заметного спада предпочтений (на рис.3.1 эти показатели заштрихованы), ниже уровня В1 ср. Оставшиеся показатели включаются в комплексный, рассчитываемый по формуле:

где пj - количество оставленных для расчета частных показателей, вj - вес j-го показателя. Обозначим порядковый номер j-го показателя на диаграмме предпочтений rt. Величина rt представляет собой ранг j-го показателя.
Чем более важен j-й показатель, т.е. чем меньше rh тем больший "вес" должен иметь данный показатель при расчете комплексного. Примем

где с - некоторая константа.


получим

где hi вычисляется по формуле (3.13).
Для включения этих основ в программную систему проанализированы использующиеся в различных родственных отраслях промышленности частные показатели технологичности. Всего было выявлено 70 наименований различных частных показателей, использования которых возможно для комплексной оценки технологичности изделий. Однако процесс заполнения матрицы парных сравнений такой размерности весьма трудоёмок. Поэтому для окончательного применения были отобраны 50 наиболее значимых частных показателей. Эти показатели образуют исходное множество, из которого в системе осуществляется экспертный выбор состава комплексного показателя. Помимо этого в системе для полноты оценки ТК изделий РЭА предусмотрена возможность отдельного расчета восьми показателей, связанных с трудоёмкостью и себестоимостью изготовления изделий.
В следующем разделе приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей.
3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей
Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю совокупность свойств изделий любого вида и позволяющая определять экономическую целесообразность новой конструкции на всех стадиях разработки.
Система оценок состоит из показателей трех видов:
- базовые показатели технологичности изделия-аналога;
- показатели технологичности, достигнутые при разработке;
- показатели уровня технологичности, равные отношению достигнутых показателей к базовым показателям.
В процессе проектирования и количественной оценки конструкции РЭА используют разнообразные показатели технологичности. Это многообразие обусловлено многообразием свойств современной электронной техники. Информационный массив показателей технологичности можно классифицировать по разным признакам.
В зависимости от области проявления технологичности конструкции различают показатели производственной ТК, эксплуатационной ТК, ремонтной ТК. По числу характеризуемых свойств показатели делятся на частные, групповые и комплексные.
Частные показатели удобно использовать в тех случаях, когда явно выделяются некоторые отдельные свойства конструкции, подлежащие отдельному изучению измерению (оценке) с точки зрения оказываемого воздействия на общий уровень технологичности конструкции электронного изделия. Например, оценка возможной параллельной сборки нескольких сборочных единиц в изделии в виде частного коэффициента параллельности сборки, позволяет рассчитать величину экономии затрат труда на сборочные работы.
Групповые показатели эффективной организации управленческого труда в организации характеризуют группу родственных свойств, входящих в технологичность конструкции изделия. Например, групповыми можно считать показатели материалоемкости, куда входят частные показатели (сухая масса, коэффициент использования материала, коэффициент применяемости материала и др.), выражающие единый вид затрат ресурсов.
Комплексные показатели эффективной организации управленческого труда в организации и технологичности характеризуют совокупность однородных свойств, рассматриваемых в различных областях проявления технологичности, либо совокупность разнородных свойств, рассматриваемых в одной области проявления ТК.
В зависимости от формы представления характеризуемых свойств показатель ТК может быть:





где К - общее число рассматриваемых свойств; N- выборочное число свойств из общей совокупности свойств, образующих ТК изделия; Р - главный параметр изделия; Кб - базовый показатель ТК изделия.
В зависимости от стадии определения показатели технологичности можно также классифицировать на прогнозные, базовые и достигнутые. Первые используются для прогнозирования предстоящих затрат на более ранних стадиях проектирования изделий, при необходимости учета перспектив развития технологии, техники, организации производства, для предсказания отдельных частных свойств технологичности конструкции.
Базовые показатели используются для установления исходных требований к технологичности электронной техники, управления процессом проектирования на всех его стадиях и итоговой оценки достигнутого уровня технологичности, т.е. качества всех конструкторско-технологических разработок.
Достигнутые показатели определяются на стадиях разработки конструкции изделия с учетом номенклатуры базовых показателей. Применяются эти показатели для определения уровня ТК изделия и разработки мероприятий для дальнейшего совершенствования конструкции электромеханических изделий и технологии их изготовления, эксплуатации, ремонта.
В зависимости от значимости для оценки различают основные и дополнительные показатели. Первые характеризуют наиболее весомые, существенные свойства, например, трудоемкость изделия, себестоимость и др. Дополнительные показатели характеризуют технологическую рациональность и преемственность конструкции изделия, позволяют эффективно совершенствовать конструкцию в процессе проектирования изделия.
Система показателей технологичности может помочь эффективно проводить оценку и отработку изделия на технологичность лишь в том случае, если она правильно подобрана по своему качественному и количественному составу и регулярно пересматривается по истечении 5-7 лет.
Ведь значимость некоторых частных показателей может изменяться с течением времени из-за варьирования таких факторов, как условия выполняемых работ в производстве, технический и организационный уровень производства, тип производства, применяемый инструмент и технологическая оснастка.
Необходимо согласиться с мнением, что система показателей технологичности позволяет дать интегрированную сравнительную оценку, а любой частный показатель, входящий в систему может рассматриваться как независимый информационный элемент для принятия конкретного решения по вопросам конструирования, технологии или организации производства на уровне конкретного предприятия [15]. Более того, очевидно, что использовать комплексные показатели в качестве критерия решений, было бы неправильно.
При количественных методах оценки технологичности конструкции центральным является вопрос о выборе номенклатуры основных и дополнительных показателей. Здесь есть ряд особенностей для электронной техники и электромеханических изделий, которые необходимо рассмотреть подробнее.
Выбор показателей, как для планирования технологичности, так и для ее сравнительной оценки - сложная инженерная задача. Правила выбора этих показателей регламентированы ГОСТ 14.202-73. Основные факторы, влияющие на выбор - требования к изделию, вид изделия, объемы выпуска, объемы информации необходимые для расчета показателей. В зависимости от назначения изделия выбирают те показатели, которые могут характеризовать технологичность изделия данного вида.
Для радиоэлектронных изделий к основным показателям технологичности конструкции правильно было бы отнести два взаимосвязанных показателя трудоемкости и технологической себестоимости. Некоторые исследователи предлагают к основным показателям отнести и показатели материалоемкости, элементоемкости, энергоемкости [1,15,16], однако, для изделий отрасли эти показатели слабо зависят от показателей трудоемкости и себестоимости. Характеристику, например, рациональному использованию материалов может дать и ряд частных показателей, таких, как масса изделия, коэффициент использования материалов, коэффициент применяемости материалов, коэффициент применяемости электрорадиоэлементов и др.
Рассмотрим информационное обеспечение по основным показателям технологичности конструкции изделий.
Трудоемкость изделия характеризует количество труда определенной квалификации и специализации, затрачиваемое на одно изделие с учетом его конструктивных особенностей по видам работ. Обычно для отрасли электроаппаратостроения и электронного приборостроения производственная трудоемкость определяется для трех видов работ: механообработки, сборки и монтажа, настройки и регулировки. В общем виде трудоемкость определяется по формуле:

где Ту - трудоемкость у-го вида работ, нормо-ч.
При большом количестве составных частей в изделии, что характерно для изделий названных отраслей, трудоемкость его изготовления Ти определяют укрупненно по типовым представителям составных частей изделия:
![]()
В формуле Tei - трудоемкость изготовления и сборки i- й сборочной единицы, нормо-ч, определяемой как:
![]()
где Тдк - трудоемкость изготовления к-й детали, входящей в состав i- й сборочной единицы изделия, нормо-ч; пдк количество к-х деталей, шт.; Тус-трудоемкость узловой сборки, нормо-ч; пei -количество i-x сборочных единиц, шт.; Тдi - трудоемкость изготовления i-й детали, являющейся составной частью изделия и не входящей в состав сборочной единицы при подсчете Teh нормо-ч; Щг количество i -x деталей, шт.; Тос- трудоемкость общей сборки изделия, нормо-ч; Тр- трудоемкость регулировочных и контрольно-испытательных работ по изделию, нормо-ч.
На формирование трудоемкости изготовления изделий оказывает также существенное влияние большое число факторов, не связанных с отработкой конструкции на технологичность. Поэтому часто на основе данных о трудоемкости изделия невозможно принять однозначное и категоричное решение о технологичности конструкции. В таких ситуациях показатель трудоемкости используют в комплексе с другими дополнительными показателями, переходящими в разряд основных.
Себестоимость продукции представляет собой стоимостную оценку используемых в процессе производства продукции природных ресурсов, сырья, материалов, топлива, энергии, основных фондов, трудовых ресурсов, а также других затрат на ее производство и реализацию [17]. Типовая номенклатура статей расходов, входящих в полную себестоимость изделий будет иметь вид:
1. Сырье и материалы.
2. Возвратные отходы (вычитаются).
3. Покупные изделия, полуфабрикаты и услуги производственного характера сторонних организаций и предприятий.
4. Топливо и энергия на технологические нужды.
5. Заработная плата производственных рабочих.
6. Отчисления на социальные нужды.
7. Расходы на подготовку и освоение производства.
8. Общепроизводственные расходы.
9. Общехозяйственные расходы.
10. Потери от брака.
11. Прочие производственные расходы.
12. Коммерческие расходы.
Анализ этих статей калькуляции себестоимости позволяет сделать вывод о том, что технологичность конструкции изделия может влиять напрямую лишь на статьи затрат 1, 4, 5, 6, 7, 8 и 10.
Поэтому для оценки технологичности изделий рекомендуется использовать технологическую себестоимость, которая отличается от полной тем, что в нее включаются прямые затраты на материалы и производственную зарплату, а из косвенных - только расходы, связанные с содержанием и эксплуатацией оборудования.
Действительно, если вносятся изменения в конструктивные формы и элементы деталей сборочных единиц или всей конструкции электромеханического изделия это влечет за собой изменения в технологических процессах обработки, сборки, настройки и регулировки, а это, в свою очередь, приводит к изменениям технологической себестоимости.
Таким образом, технологическую себестоимость изделия можно выразить формулой:
![]()
где См- стоимость материалов, затраченных на изготовление изделия; С3-заработная плата производственных рабочих с начислениями; С0в- расходы на содержание, эксплуатацию, ремонт и амортизацию оборудования, приспособлений, оснастку целевого назначения, инструмент.
К группе основных показателей технологичности электронных средств относят также уровень технологичности конструкции по трудоемкости

характеризующий отношение достигнутой трудоемкости изделия (Ти) к базовому показателю трудоемкости изготовления (Т&,), и уровень технологичности конструкции по технологической себестоимости

характеризующий отношение достигнутой себестоимости изделия (Ст) к базовому показателю технологической себестоимости изделия (CeJ.
Рассмотрим дополнительные показатели технологичности конструкции изделия, блоков, узлов РЭА, их формулы и информационные элементы.
1. Коэффициент применения типовых технологических процессов изготовления изделия определяется по формуле:

где Ттип - трудоемкость операций, выполняемых по типовым технологическим процессам.
2. Коэффициент автоматизации и механизации технологических процессов изготовления изделия определяется по формуле:

где Тмаи - трудоемкость операций, выполняемых с помощью автоматизации и механизации.
3. Коэффициент автоматизации и механизации сборки и монтажа изделия определяются по формуле:

где Нмуэрэ - количество навесных элементов в узле, устанавливаемых в печатную плату механизированным и автоматизированным методами; Нэрэ - общее количество навесных ЭРЭ в узле;

где Нaм - количество монтажных соединений, которые могут быть осуществлены механизированным и автоматизированным способом, т.е. имеются механизмы, оборудование или оснащение для выполнения монтажных соединений; Нм - общее количество монтажных соединений.
4. Коэффициент автоматизации и механизации контроля и настройки определяется по формуле:

где Нкни - количество операций контроля и настройки, которые можно осуществлять механизированным и автоматизированным способом; Нкн -общее количество операций контроля и настройки.
5. Коэффициент применения печатного монтажа в изделии определяется по формуле:

где Нкпи - количество монтажных площадок в изделии, пайка которых осуществляется групповым методом; НПСи - общее количество паяных соединений в изделии.
7. Относительная трудоемкость сборочно-монтажных работ при изготовлении изделия определяется по формуле:

где Тсми - трудоемкость операций сборочно-монтажных работ.
7. Относительная трудоемкость настроечно-регулировочных работ определяется по формуле:

где Тнри - трудоемкость настроечно-регулировочных работ.
8. Коэффициент унификации определяется по формуле:

где Еун - число унифицированных сборочных единиц в изделии; DyH - число унифицированных деталей, являющихся составными частями изделия и не вошедших в Еун, Е„ - число сборочных единиц в изделии; Dn - число деталей,являющихся составными частями изделия (стандартные крепежные детали не учитываются).
9. Коэффициент стандартизации конструкции определяется по формуле:

где Ести - число стандартных сборочных единиц в изделии; Dcmu - число стандартных деталей, являющихся составными частями изделия.
10. Коэффициент сложности сборки конструкции изделий определяется по формуле:

где Нсизи - число соединений, осуществляемых в изделии с помощью лапок, защелок, байонетных соединений и т.д.; Нсри - число соединений в изделии, осуществляемых с помощью резьбовых соединений; Нсни - число неразъемных соединений в изделии.
11. Коэффициент конролепригодности изделия определятся по формуле:

где Нкпи - количество контролируемых параметров в изделии; Нтки - количество точек контроля в изделии.

12. Коэффициент повторяемости марок монтажного провода в изделии определяется по формуле:
13. Коэффициент повторяемости ЭРЭ в изделии определяется по формуле:

где Нтэрэи - количество типоразмеров ЭРЭ в изделии; Нэрэи - количество ЭРЭ в изделии.
13. Коэффициент применяемости микросхем и микросборок определяется по формуле:

где Нмс - общее количество микросхем и микросборок в изделии.
14. Коэффициент применения полупроводниковых приборов определяется по формуле:

где Нти - количество полупроводниковых приборов в изделии; Нрш - количество радиоламп в изделии.
15. Коэффициент регулируемости схемы на элементной базе определяется по формуле:

где Ннрэли - количество нерегулируемых радиоэлементов в изделии; Нрэли количество регулируемых радиоэлементов в изделии.
17. Коэффициент точности обработки определяется по формуле:

18. Коэффициент шероховатости поверхностей деталей определяется по формуле:
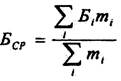
- среднее значение параметра шероховатости поверхностей деталей изделия;
Бi – значение i-го параметра шероховатости поверхности; m - число поверхностей, соответствующих данному параметру шероховатости.
19. Показатель применяемости отверстий в печатной плате определяется по формуле:

где N3 - суммарное количество эквивалентных элементов в изделиях миниатюризации; Ngb - количество дискретных ЭРЭ и изделий электронной техники в миниатюрном и микроминиатюрном исполнении; Ngu - количество дискретных ЭРЭ и изделий электронной техники, не удовлетворяющих требованиям миниатюризации.
20. Коэффициент повторяемости отверстий в печатной плате определяется по формуле:

Нтро - количество типоразмеров отверстий в печатной плате; Н0 - общее количество отверстий в печатной плате.
21. Коэффициент обеспеченности групповой пайки печатных узлов определяется по формуле:

где Eoj - общее количество мест пайки в j-м проводящем слое печатной платы; S - количество проводящих слоев в 1111; EmJ - количество мест пайки в j-м проводящем слое печатной платы, которые можно реализовать в групповой пайке волной припоя или протягиванием.
22. Коэффициент однородности формообразования деталей изготовленных штампованием определяется по формуле:

где Z - количество типоразмеров деталей, изготовленных штампованием; f -общее количество операционных переходов для типоразмеров деталей, изготовленных штампованием.
23. Коэффициент блочности определяется по формуле:

где Nуфу - количество унифицированных функциональных узлов; Nфу общее количество функциональных узлов.
24. Коэффициент эффективности взаимозаменяемости определяется по формуле:

где Тп - трудоемкость пригоночных работ; Tcq - трудоемкость сборочных работ.
25. Относительная трудоемкость заготовительных работ определяется по формуле:

где ТЗР =ТЛ +ТК + Тш +... - трудоемкость заготовительных работ;
Тл, Тк, Тш , ... - трудоемкость, соответственно, литейных, кузнечных, штамповочных и прочих работ.
26. Коэффициент повторяемости определяется по формуле:

где Q - число наименований составных частей.
27. Коэффициент унификации конструктивных элементов определяется по формуле:

где Qy3 - число унифицированных типоразмеров конструктивных элементов; Q3 - число типоразмеров конструктивных элементов в изделии.
28. Коэффициент унификации сборочных единиц определяется по формуле:

где Еун - число унифицированных сборочных единиц изделия.
29. Коэффициент унификации деталей определяется по формуле:

где DyH - число унифицированных деталей в изделии, кроме крепежных.



30. Коэффициент стандартизации сборочных единиц определяется по формуле:
33. Коэффициент применяемости материала определяется по формуле:

где MiM - масса данного материала в изделии; Мк - общая масса конструкции изделий.
34. Коэффициент использования металла определяется по формуле:

где Мд - масса металлических деталей изделия без учета покупных изделий и крепежных деталей; Ммет - масса металла, израсходованного на изготовление этих деталей.
35. Коэффициент применяемости пластмасс определяется по формуле:

где Мп - суммарная масса пластмассовых деталей в конструкции изделия; Мпс - суммарная масса конструкции изделия без учета массы покупных изделий и печатных плат.
36. Коэффициент сборности конструкции определяется по формуле:

37. Коэффициент параллельности сборки определяется по формуле:

где Епсб - общее количество сборочных единиц, допускающих параллельную сборку.
39. Коэффициент применения ЭРЭ определяется по формуле:
40. Коэффициент применяемости сборочных единиц определяется по формуле: изделии; Ет - общее количество типоразмеров сборочных единиц в изделии.
41. Коэффициент повторяемости микросхем и микросборок определяется по формуле:

где Ищмс - количество типоразмеров корпусов МС; NMC - общее количество микросхем и микросборок в изделии.
42. Коэффициент сложности печатных плат определяется по формуле:

где NMnn - общее количество многослойных печатных плат в изделии; Nnn -общее количество печатных плат.
43. Коэффициент освоенности деталей определяется по формуле:

где Doce - количество типоразмеров деталей из ранее освоенных изделий на предприятии.
44. Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу определяется по формуле:

где Имтрэ - количество ЭРЭ, подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом; Иэрэ- общее количество ЭРЭ.
45. Коэффициент сложности контроля определяется по формуле:

где S - количество метрологических разновидностей измерений, проводимых в процессе контроля данного изделия; Р - общее количество контролируемых параметров в данном изделии.
46. Коэффициент автоматизации и механизации объемного монтажа определяется по формуле:

где Ннкр - количество неразъемных межузловых и межблочных соединений в изделии, выполняемых методом накрутки, обжимки, запрессовки; Нно - общее количество неразъемных межузловых и межблочных соединений в изделии.
47. Коэффициент использования плоских кабелей для объемного монтажа определяется по формуле:

где Нпк - количество межузловых и межблочных связей в изделии, выполненных с помощью плоских кабелей; Нпр - общее количество межузловых и межблочных связей (проводников) в изделии.
48. Коэффициент прогрессивности формообразования деталей определяется по формуле:

где Dnp - количество деталей, заготовки которых или сами детали получены прогрессивными методами формообразования.
49. Коэффициент автоматизации и механизации монтажа определяется по формуле:

где Нам - количество монтажных соединений, которые могут быть осуществлены или осуществляются механизированным способом, т.е. имеются механизмы, оборудование или оснащение для выполнения монтажных соединений; Нм - общее количество монтажных соединений.
50. Относительная трудоемкость механообработки определяется по формуле:

где Тм - суммарная трудоемкость механообработки, применяемой при изготовлении изделия.
3.3 Разработка программного комплекса автоматизированной системы количественных оценок технологичности конструкции РЭА
Необходимость использования современной вычислительной техники в практике проектирования радиоэлектронных изделий для оперативного получения достоверных оценок технологичности вызвана трудоемкостью процедур, выполняемых специалистами при расчетах и обработке статистической информации. Разработанные основы информационного, математического и методического обеспечения позволили нам перейти к построению модели автоматизированной системы количественной оценки технологичности изделий. Поскольку пользователями такой системы являются конструкторы и технологи, не всегда имеющие опыт использования вычислительной техники, то интерактивность работы и дружественный интерфейс пользователя были необходимыми условиями для эффективного освоения и эксплуатации автоматизированной системы количественной оценки технологичности изделий РЭА.
Автоматизированная система управления и количественной оценки технологичности сравнительно легко встраиваются в действующие на многих предприятиях отрасли системы автоматизированного проектирования (САПР). САПР, как известно, представляет собой комплекс, состоящий из аппаратных, программных, регламентирующих, информационных и других средств, используемых разработчиком для конструирования. Системные принципы, заложенные в САПР при его создании и наличие системных, операционных и стандартных программных средств позволяет легко адаптировать разработанную автоматизированную систему поддержки решений. Это объясняется тем, что ее цели и задачи отвечают и задачам САПР, а именно, сокращать затраты на повторяющиеся инженерные расчеты и моделирование, оставляя больше времени на принятие решений и творчество; улучшать связи между подразделениями одного предприятия или между разработчиком и изготовителем, так как интенсивные связи и согласования позволяют сократить время разработки изделия; сокращать частоту и трудоемкость инженерных решений, повысить уровень качества производственной деятельности предприятия в целом.
Как отмечается, применение САПР в конструкторских разработках приводит к существенному перераспределению функций между конструктором и ЭВМ, а также и организации работ во всех службах конструкторских подразделений. В этом случае за инженером-конструктором остаются лишь функции творческого характера: принятие решений и инженерное творчество; осмысление проблемы, определение цели, содержание проекта и постановка задачи проектирования; выбор критериев оценок при решении конструкторских задач анализа, синтеза, оптимизации и контроля; выбор наилучшего решения.
Автоматизированная система оценок технологичности способствует решению некоторых перечисленных творческих функций разработчика, особенно выбора наилучших конструкторских решений. По мере развития проекта влияние конструкторских решений на затраты, как правило, возрастает и любое радикальное конструкторское решение, вносимое в проект, способствует росту затрат по экспоненциальному закону (рис.3.2).
Из этого можно сделать вывод о необходимости принять максимальное число основных и оптимальных конструкторских решений как можно раньше, т.е. не позже стадии технического проекта.
Автоматизация процедур метода количественных оценок технологичности позволяет разработчикам принимать оптимальные решения при минимальных временных затратах с помощью новых подходов к возможности анализа проекта практически на любых стадиях его разработки.
Программные средства системы количественных оценок технологичности РЭА позволяют предельно упростить (по отношению к пользователю) операции обработки данных, а также создают предпосылки для ее дальнейшего совершенствования. Развитие системы возможно в направлении дополнения ее модулями, реализующими различные стандартные операции манипулирования данными, а также включения в нее средств, обеспечивающих создание и введение информационной базы статистических данных по целому ряду оцениваемых изделий.
В свою очередь, анализ этой базы данных позволяет установить более обоснованные требования к составу работ по обеспечению технологичности РЭА и видам оценки в динамике по стадиям проектирования и технологической подготовки производства.
Программные средства автоматизированной системы количественной оценки технологичности РЭА разработаны нами с использованием принципов структурного программирования на основе анализа задач многократно использующихся в процессе обработки данных. При этом выделены следующие задачи:
• ранжирование с приведением к стандартному виду последовательности целых неотрицательных чисел по степени их убывания;
• тоже, по возрастанию;
• вычисление показателя групповой согласованности экспертных суждений;
• вычисление значений интегральной функции Лапласа (оценка вероятности ошибки для нормально-распределенной случайной величины);
• вычисление значений X - функции на различных интервалах (определение табличных значений X - распределения);
• получение результирующего решения на множестве индивидуальных экспертных упорядочений;
• получение оценок степени разброса, вносимого каждым экспертом в общую дисперсию внутригрупповых оценок;
• наглядное графическое представление относительных величин дискретного ряда вещественных чисел;
• сортировка вещественного массива по возрастанию с запоминанием индексов элементов (вспомогательная функция);
• аппроксимация нетранзитивного бинарного отношения на множестве альтернатив транзитивным отношением предпочтительности.
Структура программного обеспечения автоматизированной системы экспертной оценки технологичности РЭА имеет вид, представленный на рис.3.3.
Модуль OPROS осуществляет диалоговую процедуру опроса учетных данных эксперта и предлагает ему на выбор режимы проведения экспертизы: простое ранжирование и попарные сравнения показателей технологичности из предварительно созданного файла. В конце процедуры данные сохраняются модулем OPROS в отдельных последовательных рабочих файлах на диске.
Модуль FORM осуществляет предварительную обработку данных, которая заключается в вычислении оценок компетентности экспертов, значимость этих оценок и сравнение их с заданным граничным уровнем.
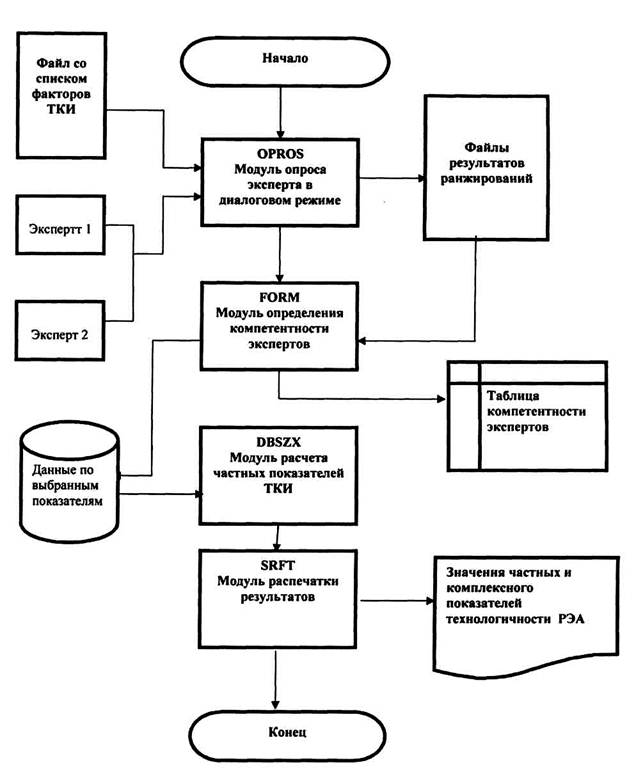
Рис. 3.3 Структурная схема программного обеспечения автоматизированной системы количественной оценки ТК изделий РЭА
Данные экспертов со значимыми оценками коэффициентов записываются модулем в стандартном формате в библиотеку-архив экспертных данных «библ.-арх.». Данные записываются в два раздела этой библиотеки, один из которых будет в результате содержать данные экспертов-технологов, с другой - экспертов-конструкторов. Если же данные экспертов не удовлетворяют требованию корректности, то запись в файл не производится. В результате выполнения процедуры на печать выводится две отдельные таблицы по группам технологов и конструкторов, содержащие фамилии экспертов, значения оценок их компетентности и уровней достоверностей этих оценок. При этом в таблицы включаются лишь те эксперты, значение оценок компетентности которых не ниже заданного уровня. Информация о не прошедших контроль по уровню компетентности экспертах выводится на печать перед таблицами. После того как экспертная информация оценена на достоверность и занесена в библиотеку-архив с помощью модуля DBSZX производится обработка информации с расчетом тех частных показателей технологичности РЭА, на которые указала в результате опроса большая часть экспертов. Рассчитывается также комплексный показатель технологичности, который сопоставляется с нормативным значением. Система дает вывод о технологичности оцениваемого изделия.
Программное обеспечение автоматизированной системы количественной оценки технологичности изделий с экспертными оценками весов коэффициентов разработана нами на языке Дельфи и приведено в приложении 1.
Теперь, когда программный комплекс подготовлен, необходимо провести ряд экспериментальных работ с его использованием для определенного класса изделий. Апробация автоматизированной системы оценки технологичности изделий позволит не только оценить ее эффективность, но и наметить признаки универсальности, по которым эту систему можно было бы адаптировать к задачам отработки технологичности изделий других отраслей промышленности.
Глава 4. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ КОЛИЧЕСТВЕННОЙ ОЦЕНКИ ТЕХНОЛОГИЧНОСТИ РЭА. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
4.1 Экспериментальная количественная оценка технологичности изделия РЭА
Для экспериментальной проверки системы автоматизированной количественной оценки технологичности на серийном предприятии было выбрано осваиваемое изделие - водонагреватель электрический. На предприятии была организована группа специалистов-экспертов, которым было предложено оценить это изделие на технологичность. Они должны были в ходе процедуры последовательного ранжирования частных показателей технологичности выделить наиболее приемлемые для данного вида изделия, стадии разработки. На следующем этапе заполняется матрица предпочтений факторов. В результате статистической обработки матриц всех экспертов, выявляются наиболее предпочтительные показатели технологичности, которые впоследствии подвергаются расчету и сведению к обобщенному показателю технологичности. Последовательность работы с автоматизированной системой оценки технологичности на примере конкретного изделия показана на рис. 4.1
Рис. 4.1. Состояние экрана при входе в автоматизированную систему количественной оценки технологичности РЭА
Рис.4.2. Сеанс экспертизы. Определения вида объекта оценки, его наименования, даты проведения экспертизы
Рис. 4.3. Определение списка экспертов
Рис. 4.4. Отбор экспертов, непосредственно участвующих в оценке, настройка системы
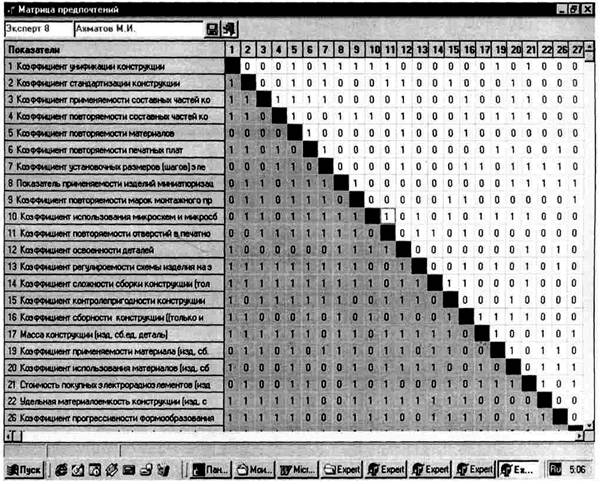
Рис.4.5. Матрица предпочтений эксперта для выбора частных показателей
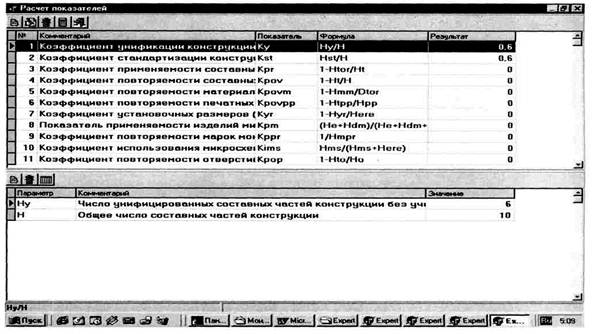
Рис. 4.6. Блок расчета частных показателей технологичности
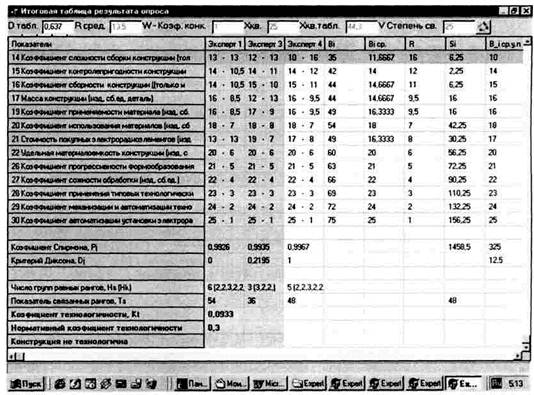
Рис. 4.7 Матрица результатов
4.2 Обоснование экономической эффективности внедрения автоматизированной системы количественной оценки технологичности изделий
4.2.1. Методика расчета экономической эффективности разработки
Методика включает в себя следующие расчеты:
1. Расчет стоимости разработки;
2. Расчет экономического эффекта от внедрения разработки.
Для выполнения п.1, т.е. расчета стоимости разработки, составляется смета расходов, которая определяет структуру цены разработки. Структура цены должна содержать следующие статьи расходов:
1.1. Стоимость специального оборудования. К ним относится покупное нестандартное оборудование, в том числе специализированные ЭВМ, организационная техника. Перечень этого оборудования, его цена, количество и общая стоимость представляются в виде сводной таблицы. Выбранное оборудование надо обосновать. В этот пункт включается и приобретаемые пакеты прикладных программ.
1.2. Основная заработная плата. Она может быть рассчитана двумя способами:
- определяется трудоемкость и квалификация каждого вида работы, умножается на должностной оклад (тарифную ставку) и суммируется;
- определяется общая трудоемкость работ и умножается на среднюю заработную плату, установленную для данной организации. Этот метод применяется редко.
Расчет затрат по первому из указанных способов показан на примере в таблице 4.1
| № п/п | Виды работы | Квалификация | Трудоемкость в чел. – дн . | Должность оклад в руб. (тарифная ставка) | Стоимость в рублях |
| 1. | Разработка технического задания | Главный специалист | 3 | 5000 | 682 |
| 2. | Сбор и статистическая обработка исходных данных | Специалист | 26 | 2600 | 2600 |
| 3. | Формализация задачи (построение модели) | Ведущий специалист | 10 | 4200 | 1600 |
| 4. | Разработка метода исследования модели | Ведущий специалист | 15 | 4200 | 2400 |
| 5. | Разработка программного обеспечения | Специалист | 50 | 2600 | 5000 |
| 6. | Экспериментальная апробация разработки | Специалист | 15 | 2600 | 1500 |
| 7. | Анализ полученных результатов | Главный специалист | 7 | 5000 | 1346 |
| Итого | 15128 |
1.3. Дополнительная заработная плата. Она составляет 11% от основной заработной платы.
1.4. Отчисления на социальное страхование. Рассчитывается как 36,5% от суммы основной и дополнительной заработной платы.
1.5. Накладные расходы. Норматив накладных расходов определен и утвержден для каждой организации (промышленного предприятия). Если разработка проводится без привязки к конкретной организации, то рекомендуем размер накладных расходов в размере 450-550% от основной заработной платы.
1.6. Командировочные расходы. Предварительно определяется и обосновывается количество, продолжительность, города назначения необходимых командировок. Командировочные расходы состоит из стоимости авиабилетов, суточных в размере 150 руб. на один день.
1.7. Себестоимость. Представляет собой сумму статей 1.1-1.6.
1.8. Прибыль. Определяется установленным для организации уровнем рентабельности. Принимается в размере 15-25% от себестоимости.
1.9. Цена. Представляет собой сумму статей 1.7 и 1.8.
1.10. Налог на добавленную стоимость (НДС). Определяется в размере 20% от цены изделия (п. 1.9).
1.11. Цена с НДС. Представляет собой сумму статей 1.9 и 1.10.
2. Этот раздел посвящен расчету экономического эффекта от внедрения разработки. Возможны следующие варианты расчета:
2.1. Если существует разработка - аналог и известна его цена, а разработка, выполненная в дипломном проекте имеет меньшую стоимость при аналогичных характеристиках, то годовой экономический эффект (прибыль производителя) рассчитываются как произведение программы выпуска разработки, выполненной в дипломе на сумму снижения цены одного изделия. Считается, что разработка одного диплома тиражируется и продается. При этом срок окупаемости разработки равен количеству месяцев, на которые снижение стоимости покроет затраты на разработку.
2.2. Если разработка - аналог неизвестны, то необходимо показать экономическую целесообразность проведения разработки. Возможно благодаря внедрению разработке диплома сократится эксплуатационные затраты, будут внедрены более прогрессивные технологии, достигается социально-значимый эффект. Данный вариант допускает отсутствие конкретных расчетов и количественных оценок экономического эффекта, но в дипломе должно быть приведено подробное обоснование сделанных выводов.
2.3. Если разработка - аналог существует, но его технические характеристики существенно уступают параметрам разработки, выполненной в дипломе, то как и в случае п.2.2 необходимо обосновать эффективность выполнения разработки.
4.2.2. Расчет экономической эффективности проекта
1.1. Стоимость приобретаемых пакетов прикладных программ - 45000руб.
1.2. Основная заработная плата. Из расчета 22 рабочих дня.
Таблица 4.2
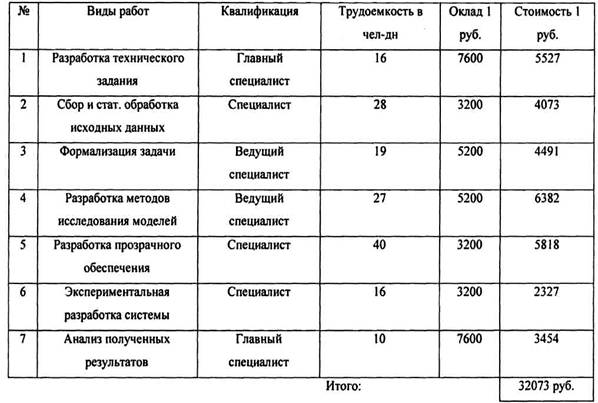
1.2 Дополнительная заработная плата: 11% от 32073 равна 3528 руб.
1.3 Отчисление на социальное страхование: 36,5% от (32073+3528) равно 12999 руб.
1.4 Накладные расходы: 550% от 32073 равно 176401 руб.
1.5 Командировочные расходы. Предполагается 8 командировок в Москву. Стоимость проезда 3 тыс. руб. в одну сторону. Проживание и питание (100+500)=600 руб. Длительность командировки 7 дней.
1.6 Себестоимость: 306596 руб.
1.7 Прибыль: 20% от 306596 равно 61319 руб.
1.8 Цена: 367915 руб.
1.9 НДС равен 73583 руб.
1.10. Цена с НДС равна 441498 руб.
2. Расчет экономического эффекта.
Существует разработка-аналог. Стоимость 475214 руб. Разработка дипломного проекта тиражируется в количестве 20 экз. Эффект равен: (475214 - 441498)*20=674320 руб.
Глава 5. МЕРОПРИЯТИЯ ПО БЕЗОПАСНОСТИ ЖИЗНЕДЕЯТЕЛЬНОСТИ ПЕРСОНАЛА И ЭФФЕКТИВНОЙ ОРГАНИЗАЦИИ УПРАВЛЕНЧЕСКОГО ТРУДА В ОРГАНИЗАЦИИ
При работе на персональных компьютерах в ходе эксплуатации разработанной автоматизированной системы решаются вопросы охраны труда и техники безопасности (ОТ и ТБ). К вопросам ОТ относятся: основы гигиены, физиологии и психологии труда, а также метеорологические условия, отопление и вентиляция, кондиционирование воздуха, освещение помещений, зашумленность.
Для обеспечения нормальных условий труда санитарные нормы СН 245-71 устанавливают на одного работающего объем производственного помещения не менее 15 м; площадь помещения выгороженного стенами или глухими перегородками не менее 4,5 м.
Общие рабочие комнаты и кабинеты должны иметь искусственное освещение. Рациональное цветовое оформление помещений направленно на улучшение санитарно-гигиенических условий труда, повышение его производительности и безопасности. Окраска производственных помещений вычислительного центра (ВЦ) влияет на нервную систему человека, его настроение, восприятие запаха и, в конечном счете, на производительность труда. Поэтому так важен выбор цвета помещений ВЦ.
Основные производственные помещения ВЦ целесообразно окрашивать в соответствии с цветом технических средств. Выбор цвета определяется рядом факторов, в том числе конструкцией здания, характером выполняемой работы, освещенностью, количеством работающих.
Необходимо учитывать, что цвет является сильным психологическим стимулятором. Восприятие цвета в большей степени зависит от освещенности. Под влиянием различных источников света цвет поверхности меняет тон.
Коэффициент отражения света материалами и оборудованием внутри помещений имеют большое значение для освещения: чем больше света отражается от поверхности, тем выше освещенность. Освещение помещений и оборудования должно быть мягким, без блеска, окраска интерьера помещений ВЦ должна быть спокойной для визуального восприятия. Большое значение в отделке помещений имеет цвет пола и его сочетание с другим цветовым оформлением. Окрашенные в темные цвета пол и в слишком яркие цвета стены составляют резкий контраст, который приводит к напряжению зрения и быстрой утомляемости. Потолки рекомендуется окрашивать в светлые тона.
Шум на рабочих местах в помещениях ВЦ создается внутренними источниками: техническими средствами, устройствами кондиционирования воздуха, компрессорами, насосами, преобразователями напряжения и другим оборудованием, а также шумом, проникающим извне. Для снижения шума, создаваемого на рабочих местах внутренними источниками, а также шума, проникающего извне, следует:
• ослабить шум самих источников, в частности, предусмотреть применение в их конструкции акустических экранов, звукопоглощающих кожухов и т.д.;
• снизить эффект суммарного воздействия на рабочие места отраженных звуковых волн поверхностями ограждающих конструкций;
• применять рациональное расположение оборудования;
• использовать архитектурно-планировочные и технологические решения, направленные на изоляцию источников шума.
Эргономика и эстетика производства являются составными частями культуры производства, т.е. комплекса по организации труда, направленного на создание благоприятной рабочей обстановки, в основе повышения культуры производства лежат требования научной организации труда. Культура производства достигается правильной организацией трудовых процессов и отношений между работающими, благоустройством рабочих мест, эстетическим преобразованием среды.
Эргономика - наука, изучающая функциональные возможности человека в трудовых процессах с точки зрения анатомии, антропологии, гигиены, физиологии и психологии в целях создания орудий труда, а также технологических процессов, наиболее соответствующих высокой производительности труда человека.
Важную роль играет планировка рабочего места, которая должна удовлетворять требованиям удобства выполнения работ и экономии энергии и времени оператора, рационального использования производственных площадей и удобства обслуживания устройств ЭВМ, соблюдения правил охраны труда.
При планировке рабочего места необходимо учитывать зоны досягаемости рук оператора при расположении дисплеев, пультовой пишущей машинки, пульта ЭВМ. Эти зоны, установленные на основании антропометрических данных человеческого тела, дают возможность рационально разместить как по горизонтали, так и по вертикали клавиатуру пульта, его сигнализацию и т.п.
Наиболее удобным считают сидение, имеющее выемку, соответствующую форме бедер, и наклон назад. Спинка стула должна быть изогнутой формы, обнимающей поясницу. Длина ее 0,3 м, ширина 0,11 м, радиус изгиба 0,3 - 0,35 м.
При организации рабочего места следует принимать во внимание данные антропометрии. Движения работника должны быть такими, чтобы группы мышц его были нагружены равномерно, а лишние непроизводственные движения устранены.
Большое значение имеет рациональное расположение на пультах управления средств сигнализации и контролируемых приборов.
Кнопки для включения, выключения и переключения, всевозможные ручки управления должны обеспечивать минимальные затраты мускульной и нервной энергии и отвечать эстетическим требованиям. Всеми средствами нужно снижать утомление и напряжение оператора ЭВМ, создавая обстановку производственного комфорта.
Производственная сфера, являющаяся предметным окружением человека, должна сочетать в себе рациональное архитектурно-планировочное решение, оптимальные санитарно-гигиенические условия (микроклимат, освещение, вентиляцию и др.), научно обоснованную цветовую окраску и создание высокохудожественных интерьеров.
Под метеорологическими условиями производственной среды согласно ГОСТ 12.1.005-88 понимают сочетания температуры, относительной влажности, скорости движения и запыленности воздуха. Перечисленные параметры оказывают огромное влияние на функциональную деятельность человека, его самочувствие, здоровье и на надежность работы средств вычислительной техники. Эти микроклиматические параметры влияют как на каждый в отдельности, так и в различных сочетаниях. В производственных условиях характерно суммарное действие микроклиматических параметров.
Несмотря на возможные колебания этих параметров (в известных пределах) температура тела остается, как правило, на постоянном уровне (36,5С). Комплекс сложных физиологических и рефлекторных процессов, обеспечивающих это постоянство, называется терморегуляцией организма.
Температура воздуха является одним из основных параметров, характеризующих тепловое состояние микроклимата (степень нагретости).
Скорость движения воздуха V - вектор усредненной скорости перемещения воздушных потоков (струй) под действием различных побуждающих сил.
Для характеристики содержания влаги в воздухе используются понятия абсолютная, максимальная и относительная влажность.
Особенно большое влияние на микроклимат оказывают источники теплоты, находящиеся в помещениях ВЦ. Основными источниками Основными источниками теплоты в помещениях ВЦ являются: ЭВМ и вспомогательное оборудование, приборы освещения, обслуживающий персонал.
Кроме того, на суммарное тепловыделение помещений ВЦ оказывают влияние внешние источники поступлений теплоты. К ним относят теплоту, поступающую через окна от солнечной радиации, и приток теплоты через непрозрачные ограждающие конструкции. Интенсивность этих источников существенно зависит от района расположения здания ВЦ, ориентации помещений по частям света, материала наружных ограждений, цветовой гаммы и т.д. На организм человека и работу оборудования ВЦ большое влияние оказывает относительная влажность воздуха.
Скорость движения воздуха также оказывает влияние на функциональную деятельность человека и работу ЭВМ. Большое влияние на самочувствие и здоровье персонала ВЦ, а также на работу устройств ЭВМ оказывает запыленность воздушной среды.
Перечисленное выше обуславливает повышенные требования к метеорологическим условиям производственной среды в ВЦ.
В помещениях ВЦ также необходимо предусматривать систему отопления. Она должна обеспечить достаточное, постоянное и равномерное нагревание воздуха в помещениях в холодный период года, а также безопасность в отношении пожара и взрыва. При этом колебания температуры в течение суток не должны превышать 2-3°С; в горизонтальном направлении - 2°С на каждый метр длины; а в вертикальном - 1°С на каждый метр высоты помещения.
Для обеспечения установленных норм микроклиматических параметров и чистоты воздуха в машинных залах и других помещениях ВЦ применяют отопление, вентиляцию, кондиционирование и фильтрацию.
К современному производственному освещению, в том числе освещению помещений ВЦ, предъявляются высокие требования как гигиенического, так и технико-экономического характера. Правильно спроектированное и выполненное освещение обеспечивает высокий уровень работоспособности, оказывает положительное психологическое воздействие на работающих, способствует повышению производительности труда.
О важности вопросов производственного освещения для ВЦ говорит и тот факт, что условия деятельности операторов в системе "человек - машина" зрительной информации - до 90% общего объема.
К системам производственного освещения предъявляются следующие основные требования:
1. Соответствие уровня освещенности рабочих мест характеру выполняемой зрительной работы.
2. Достаточно равномерное распределение яркости на рабочих поверхностях и в окружающем пространстве.
3. Отсутствие резких теней, прямой и отраженной блескости (блескость - повышенная яркость светящихся поверхностей, вызывающая ослепленность).
4. Постоянство освещенности во времени.
5. Оптимальная направленность излучаемого осветительными приборами светового потока.
6. Долговечность, экономичность, электро- и пожаробезопасность, эстетичность, удобство и простота эксплуатации.
В зависимости от природы источника световой энергии различают естественное, искусственное и совмещенное освещение. По конструктивным особенностям естественное освещение подразделяют на боковое одностороннее, осуществляемое через окна; верхнее, осуществляемое через аэрационные и зенитные фонари; комбинированное, когда к верхнему освещению добавляется боковое.
В ВЦ, как правило, применяют одностороннее боковое естественное освещение. Причем светопроемы с целью уменьшения солнечной инсоляции устраивают с северной, северно-восточной или северо-западной ориентацией. В машинных залах рабочие места операторов, работающих с дисплеями, располагают подальше от окон и таким образом, чтобы оконные проемы находились сбоку. Если экран дисплея обращен к оконному проему, необходимы специальные экранизирующие устройства. Окна рекомендуется снабжать светорассеивающими шторами, регулируемыми жалюзями или светозащитной пленкой с металлизированным покрытием.
В тех случаях, когда одного естественного освещения в помещении недостаточно, устанавливают совместное освещение. При этом дополнительное искусственное освещение применяют не только в темное, но и в светлое время суток.
Нормы освещенности следующие:
• Комбинированное освещение - 750 лк.
• Общее освещение - 400 лк.
Искусственное освещение по характеру выполняемых задач делят на рабочее, аварийное, эвакуационное, охранное и дежурное.
Электрические установки, к которым относится практически все оборудование ЭВМ, представляют для человека большую потенциальную опасность, так как в процессе эксплуатации или проведения профилактических работ человек может коснуться частей, находящихся под напряжением.
Проходя через тело человека, электрический ток оказывает на него сложное воздействие, вызывая термическое, электролитическое, механическое и биологическое действие. Термическое действие тока проявляется в ожогах отдельных участков тела, нагреве тканей и биологических сред, что вызывает в них функциональные расстройства. Электролитическое действие тока выражается в разложении органической жидкости, крови и проявляется в изменении физико-химического состава. Механическое действие тока приводит к разрыву мышечных тканей. Биологическое действие тока заключается в способности тока раздражать и возбуждать живые ткани организма.
Любое из перечисленных воздействий тока может привести к электрической травме, т.е. к повреждению организма, вызванному воздействием электрического тока или электрической дуги.
Работа с компьютером накладывает обязанности по охране в виду того, что персональные ЭВМ и видеоматериалы на электронно-лучевых трубках являются источниками широкополосных электромагнитных излучений: мягкого рентгеновского, ультрафиолетового, ближнего инфракрасного радиочастотного диапазона.
Точных методик по защите от вредных факторов при работе с компьютером пока нет, но существуют следующие самые распространенные требования.
Пользователь должен располагаться от экрана не ближе, чем на вытянутую руку, чтобы соседние мониторы находились на расстоянии не менее 222 сантиметров. Но наиболее эффективным средством признаны использующиеся во всем цивилизованном мире экранные фильтры. Некоторые образцы таких фильтров уже продаются фирмами, малыми предприятиями в Махачкале.
Кроме всех приведенных факторов санитарного условия на рабочем месте имеется еще один немаловажный фактор - электричество.
Одним из вредных и опасных факторов на производстве является электричество. Как свидетельствует статистика, количество электротравм в общем числе производственных несчастных случаев составляет всего лишь 1 -2%. Однако настораживает то, что из всех смертельных несчастных случаев 20 - 30% происходит вследствие поражения током.
Почти четвертая часть электротравм (23%) объясняется появлением напряжения на нетоковедущих металлических частях электроустановок, не находящихся под током в нормальных условиях эксплуатации (корпуса, пульты управления и т.д.). Чаще всего это происходит вследствие повреждения изоляции в кабелях, электромоторах, проводах или короткого замыкания фазы на корпусе. Прикосновение человека к корпусам, которые оказались под током, приводит к поражениям с различными по тяжести исходами.
Наиболее эффективным и практичным способом защиты персонала от потенциала на нетоковедущих частях является защитное заземление.
Защитное заземление - это преднамеренное электрическое соединение с землей металлических нетоковедущих частей электроустановки, которые могут оказаться под напряжением.
Защитное действие заземления основано на том, что, имея незначительное сопротивление по сравнению с сопротивлением человека, заземляющее устройство при замыкании фазы на корпус основное количество тока отводит в землю минуя человека, прикоснувшегося к корпусу. Отсюда следует, что основным требованием к заземляющему устройству является как можно меньшее сопротивление его растеканию тока в земле.
Правила по технике безопасности.
К вопросам техники безопасности относятся вопросы электробезопасности и пожаробезопасности. При этом должны выполняться нормы и учитываться особенности помещения ВЦ, их размеры (площадь, объем) - должны в первую очередь соответствовать количеству работающих и размещаемому в них комплексу технических средств. В них предусматривают соответствующие параметры температуры, освещения, чистоты воздуха, обеспечивают изоляцию от производственных шумов и т.д.
При эксплуатации ЭВМ необходимо соблюдать следующие правила техники безопасности:
• Запрещается включать ЭВМ при неисправной защите электропитания;
• Запрещается подключать и отключать разъемы кабелей электропитания и блоков вентиляции при данном напряжении электросети;
• Запрещается заменять съемные элементы и производить пайку напряжением;
• Запрещается включать ЭВМ при неисправной (включенной) автономной или централизованной приточно-вытяжной вентиляции;
• Запрещается устанавливать предохранители, номиналы которых не соответствуют документации;
• Запрещается пользоваться неисправной аппаратурой и инструментом;
• Запрещается соединять и разъединять розетки и вилки разъемов, находящиеся под напряжением;
• Запрещается снимать крышки и щиты, закрывающие доступ к токоведущим частям;
• Запрещается пользоваться электрическим паяльником с напряжением более 36 Вольт и незаземленным корпусом.
При проведении всех видов работ необходимо присутствие не менее двух человек, допущенных к работе с электроустановками и имеющих соответствующую квалификационную группу по нормам техники безопасности для электроустановок с напряжением до 1000 Вольт.
При нормальном отключении ЭВМ, вентиляцию рекомендуется отключать через 15 минут после отключения ЭВМ.
ЗАКЛЮЧЕНИЕ
В настоящей научно-исследовательском дипломном проекте представлены материалы по анализу современного состояния вопроса оценки, обеспечения эффективной организации управленческого труда в организации и технологичностью РЭА. Разработаны математическое, информационное и программное обеспечения автоматизированной системы количественной оценки эффективной организации управленческого труда в организации и технологичности. Резервы последующего повышения технологичности изделий в проектировании и серийном производстве РЭА связаны с:
- внедрением методов определения технологичности конструкции, начиная с ранних этапов разработки изделий;
- внедрением и использованием более комплексных оценок, в особенности для начальных этапов проектирования;
- развитием технологического мышления специалистов, занимающихся разработкой изделий;
- созданием методологии поиска оптимального решения с использованием вычислительной техники;
- рассмотрением проблемы технологичности как системы;
- обучением и повышением квалификации в области технологичности.
Большой объем и многообразие решаемых задач по обеспечению эффективной организации управленческого труда в организации и высококачественной отработки конструкций изделий РЭА на технологичность, а также потребность в оперативной обработке и анализе больших объемов информации предопределяет необходимость применения средств вычислительной техники. Разработанная автоматизированная система количественной оценки эффективной организации управленческого труда в организации и технологичности, представленная в этом проекте, вносит существенный вклад в сокращение затрат при проектировании и освоении изделий РЭА, может быть внедрена в реальном производстве и принести заметный экономический выигрыш.
Список литературы
1. Ансофф И. Стратегическое управление. - М.: Экономика, 1989.
2. Винокуров В.Ф. Организация стратегического управления на предприятии. - М., 1996.
3. Виханский О.С., Стратегическое управление. - М.: Гардарика, 1998.
4. Гусев Ю.В. Стратегическое управление. - Новосибирск, 2005.
5. Ефремов B.C. Стратегия бизнеса. - М.: Финпресс, 2004.
6. Кинг У., Клиланд Д. Стратегическое планирование и хозяйственная политика. -М.: Прогресс, 1982.
7. Клейнер Г.Б., Тамбовцев В.Л., Кичалов P.M. Предприятия в нестабильной экономической среде: риски, стратегия, безопасность. - М.: Экономика, 1997.
8. Томпсон А., Формби Дж. Экономика фирмы. - М.: Бином, 2003.
9. Стратегия и тактика антикризисного управления фирмой. / Под ред. Л. Градова. - СПб.: Специальная литература, 2004.
10. Баканов М.М., Шеремет А.Д. Теория экономического анализа. - М.: Финансы и статистика, 1995.
11. Мамедов О.М., Долятовский В.А. и др. Современная экономика. - Ростов-на-Дону: Феникс, 1995.
12. Шапиро В.Д., Ильин Н.И и др. Управление проектами. - СПБ.: Два-Три, 2002.
13. Поршнев А.Г. Управление инновациями в условиях перехода к рынку. –М. РИЦЛО "Мегаполис-контакт", 1993.
14. Санто Б. Инновация как средство экономического развития. - М.: Прогресс, 1990.
15. Устинов В.А. Управление инновационной деятельностью в процессе создания новой техники, освоения производства готовой продукции. - М.: ГАУ, 1995.
16. Глущенко В. Разработка управленческого решения. - М.: Крылья, 2000.
17. Экспертиза инноваций. В помощь предпринимателю и банкиру. - М., 1992.
18. Ременников М. Разработка управленческого решения. - М.: ЮНИТИ, 2000.
19. Труханов Р.И. Модели принятия решений в условиях неопределенности. -М.: Наука, 1981.
20. Кхол И. Эффективность управленческих решений. - М.: Прогресс, 1975.
21. Рельян Я.Р. Аналитические основы принятия решений. - М.: Финансы и статистика, 2003.
22. Венделин А.Г. Подготовка и принятие управленческого решения. Методический аспект. -М.: экономика, 1977.
23. Екатеринославский Ю.Ю. Управленческие ситуации: анализ и решения. М.: Экономика, 2001.
24. Вилкас Э.И., Майминас Е.З. Решения: теория, информация, моделирование. -М.: Радио и связь, 1981.
25. Эддоус. Методы принятия решений. - М.: ЮНИТИ, 1998.
26. Планкет Л., Хейл Г. Выработка и принятие управленческих решений. / Сокр. Перевод с анг. -М.: Экономика. 2004.
27. Вейцман З.В., Венбрин В.Д. Технологическая подготовка производства РЭА. М.: Радио и связь, 1989.
28. Нечипоренко В.И. Структурный анализ систем. М.:Сов. радио, 1977.
29. Технология и автоматизация производства РЭА/ Под ред. А.П. Достанко, Ш.М. Чабдарова. М.: Радио и связь, 1989.
30. Бешелев С.Д., Гурвич Ф.Г. Математико-статистические методы экспертных оценок. «Статистика», 1980.
31. Кэндел М. Ранговые корреляции. Пер. с англ. Е.М. Итыркина и Р.М.Энтова . М.: Статистика, 1975.
32. Статистические методы анализа экспертных оценок. М.: Наука, 1977.
33. Войчинский A.M., Янсон Я.Ж. Технологичность изделий в приборостроении. Л.: Машиностроение 1988.
34. Михельсон-Ткач В.А. Повышение технологичности конструкций. М.: Машиностроение, 1988.
35. Пушкарь Б.М., Клебан П.С. система отработки и оценки изделий на технологичность. Из опыта ПО им. С.П.Королева. Киев: Знание, 1985.
36. Методика определения экономической эффективности. ОСТ4 ГО.091.025. М.: Изд-во стандартов, 1983.
37. Технико-экономическое обоснование дипломных проектов/ Под ред. В.К. Беклешова. М.: Высшая школа, 1991.
Приложение 1
Текст программы количественной оценки технологичности РЭА
SET DATE DMY SET TALK OFF SET DELETE ON SET BELL OFF SET STATUS BAR ON SET NOTIFY OFF SET CENT ON SET AUTOSAVE ON CLOSE ALL USE PROD IN A USE PRODD IN В USE PRODM IN С USE PRODY IN D USE TOVAR IN E
* *********************************************************
* *
* * 06/21/05 MENU1.MPR 00:23:33
* *
* *********************************************************
* *
* * Author's Name
* *
* * Copyright (C) 2005 Company Name
* * Address
* * City, Zip
* *
* * Description:
* * This PROGRAM was automatically generated BY GENMENU.
* *
* *********************************************************
* *********************************************************
* *
* * Menu Definition
* *
* *********************************************************
SET SYSMENU TO
SET SYSMENU AUTOMATIC
DEFINE PAD JjrOOuars OF _MSYSMENU PROMPT "Справка" COLOR SCHEME 3;
KEYALT+C, "" DEFINE PAD JjrOOuart OF _MSYSMENU PROMPT "Данные" COLOR SCHEME 3;
KEYALT+Д,"" DEFINE PAD JjrOOuaru OF _MSYSMENU PROMPT "Расчет" COLOR SCHEME 3;
KEY ALT+P, "" DEFINE PAD JjrOOuarv OF _MSYSMENU PROMPT "Документ" COLOR SCHEME 3;
KEYALT+Д,"" DEFINE PAD JjrOOuarw OF _MSYSMENU PROMPT "Технологичность" COLOR SCHEME 3;
KEYALT+M,"" DEFINE PAD JjrOOuarx OF _MSYSMENU PROMPT "Выход" COLOR SCHEME 3;
KEYALT+B, "" ON PAD JjrOOuart OF _MSYSMENU ACTIVATE POPUP данные ON PAD JjrOOuaru OF JVTSYSMENU ACTIVATE POPUP расчет ON PAD JjrOOuarv OF JVTSYSMENU ACTIVATE POPUP документ ON PAD JjrOOuarw OF _MSYSMENU ACTIVATE POPUP оценка
DEFINE POPUP данные MARGIN RELATIVE SHADOW COLOR SCHEME 4 DEFINE BAR 1 OF данные PROMPT "Ввод экспертов" DEFINE BAR 2 OF данные PROMPT "Просмотр" DEFINE BAR 3 OF данные PROMPT "Изменение" DEFINE BAR 4 OF данные PROMPT "Редактирование"
DEFINE BAR 5 OF данные PROMPT "Наименование изделий"
ON SELECTION BAR1 OF данные DO FORM V_PROD
ON SELECTION BAR2 OF данные DO FORM PROSM
ON SELECTION BAR3 OF данные DO FORM RED AC
ON SELECTION BAR4 OF данные DO FORM RED AC WITH 2
ON SELECTION BAR5 OF данные DO FORM TOVAR
DEFINE POPUP расчет MARGIN RELATIVE SHADOW COLOR SCHEME 4 DEFINE BAR 1 OF расчет PROMPT “” DEFINE BAR 2 OF расчет PROMPT *"* DEFINE BAR 3 OF расчет PROMPT ""
ON SELECTION BAR 1 OF расчет DO FORM RASC1 ON SELECTION BAR 2 OF расчет DO FORM RASC2 ON SELECTION BAR 3 OF расчет DO FORM RASC3
DEFINE POPUP документ MARGIN RELATIVE SHADOW COLOR SCHEME 4 DEFINE BAR 1 OF документ PROMPT "Таблица 1" DEFINE BAR 2 OF документ PROMPT "Таблица2" DEFINE BAR 3 OF документ PROMPT "Графики"
ON SELECTION BAR1 OF документ DO DOC1 ON SELECTION BAR2 OF документ DO DOC2 ON SELECTION BAR3 OF документ RUN EXCEL
DEFINE POPUP pac4eTMARGIN RELATIVE SHADOW COLOR SCHEME 4 DEFINE BAR 1 OF расчет PROMPT "Формирование массива" DEFINE BAR 2 OF расчет PROMPT "Очистка БД" DEFINE BAR 3 OF расчет PROMPT "Архивирование БД"
ON SELECTION BAR1 OF расчет DO FOR MODEL ON SELECTION BAR1 OF расчет DO OCHISTKA
ON SELECTION BARl OF расчет DO ARXIV
ON SELECTION PADljrOOuarx OF _MSYSMENU DO EXIT
read events
PROCEDURE EXIT DATABASE CLOSE QUIT
PROCEDURE OCHISTKA
SELEA
DELETE ALL
PACK
SELEB DELETE ALL PACK
SELEC DELETE ALL PACK
SELED DELETE ALL PACK
PROCEDURE ARXIV
RUN ARJ E BD.ARJ
МОДУЛЬ У PROD <ДОБАВИТЬ>
SELEA
APPEND BLANK
REPLACE DATE WITH PI 1,;
NAIM WITH TOVAR.NAIM,;
0TDELWITHP12,;
COST WITH P13,;
SEBWITHP14,;
K0L_V0WITHP14 THISFORM.REFRESHO <OTKA3> RELEASE THISFORM
МОДУЛЬ PROSM
<ВПЕРЕД>
SELEA
IF !EOF()
SKIP
ELSE
GO TOP
ENDIF
THISFORM.REFRESHO
<НАЗАД>
IF !BOF()
SKIP-1
ELSE
GO BOTTOM
ENDIF
THISFORM.REFRESHO
<ПОСЛЕДНЯЯ> GO BOTTOM THISFORM.REFRESHO
<ПЕРВАЯ>
GO TOP
THISFORM.REFRESHO
< ПОИСК>
DO FORM POISK
SELEA LOCATE FOR DATA.=P21 PROSM.REFRESH() RELEASE THISFORM
< ВЫХОД> RELEASE THISFORM
МОДУЛЬ REDAC
<ВПЕРЕД>
SELEA
IF !EOF()
SKIP
ELSE
GO TOP
ENDIF
THISFORM.REFRESHO
<НАЗАД>
IF !BOF()
SKIP-1
ELSE
GO BOTTOM
ENDIF
THISFORM.REFRESHO
<ПОИСК>
DO FORM POISK
SELEA LOCATE FOR DATA.=P21 REDAC.REFRESHO RELEASE THISFORM
< ВЫХОД> RELEASE THISFORM
МОДУЛЬ TOVAR
<ДОБАВИТЬ>
SELEE
APPEND BLANK
REPLACE DATA WITHP31,; NAIM WITH P32,; COST WITH P33,; SEBWITH P34
THISFORM.REFRESHO
<OTKA3> RELEASE THISFORM
МОДУЛЬ RASCI
< РАСЧИТАТЬ>
SELEA
SET FILTER TO DATA=P41
K=0
S1=0
S2=0
S3=0
SCAN
K=K+1
Sl=Sl+COST
S2=S2+SEB S3=S3+KOL_VO ENDSCAN SELEB
LOCATE FOR DATA = P41 IF FOUND() REPLACE COSTl WITH (COSTl+S1)/(K+1),;
SEB1 WITH SEB1+S2,;
KOL_V01 WITHS3+KOL_V01,;
VYR1 WITHVYR1+S1,;
SSEB1 WITH (SEB1+S2)/K+1,;
PRIB1 WITH VYR1-SEB1,;
RENT1 WITHPRIB1/SEB1 ELSE
APPEND BLANK REPLACE DATA WITH P41,;
COSTl WITH(S1)/(K),;
SEB1 WITH S2,;
KOL_V01 WITH S3,;
VYR1 WITH SI,;
SSEB1 WITH (S2)/K,;
PRIB1 WITHVYR1-SEB1,;
RENT1 WITHPRIB1/SEB1 ENDIF SELEA
THISFORM.REFRESH() <0TKA3> RELEASE THISFORM
МОДУЛЬ RASC2
< РАСЧИТАТЬ>
SELEA
SET FILTER TO CMONTH(DATA)=P51
K=0
S1=0
S2=0 S3=0 SCAN
K=K+1 S1=S1+C0ST S2=S2+SEB S3=S3+KOL_VO ENDSCAN SELEC
APPEND BLANK
POK=STR(MONTH(DATA))+STR(YEAR(DATA)) LOCATE FOR MOTH - РОК IF FOUNDO REPLACE COSTl WITH (C0ST1+S1)/(K+1),;
SEB1 WITH SEB1+S2,; KOL_V01 WITHS3+KOL_V01,;
VYR1 WITHVYR1+S1,;
SSEB1 WITH (SEB1+S2)/K+1,;
PRIB1 WITH VYR1-SEB1,;
RENT1 WITHPRIB1/SEB1 ELSE REPLACE MOTH WITH РОК,;
COSTl WITH(S1)/(K),;
SEB1 WITH S2,;
KOL_V01 WITH S3,;
VYR1 WITH SI,;
SSEB1 WITH (S2)/K,;
PRIB1 WITH VYR1-SEB1,;
RENT1 WITHPRIB1/SEB1 ENDIF
SELEA
THISFORM.REFRESHO
<OTKA3>
RELEASE THISFORM
МОДУЛЬ RASC3
< РАСЧИТАТЬ>
SELEA
SET FILTER TO YEAR(DATA)=P61
К=0
S1=0
S2=0
S3=0
SCAN
K=K+1 Sl=Sl+COST S2=S2+SEB S3=S3+KOL_VO ENDSCAN SELED
APPEND BLANK LOCATE FOR YER = STR(P61) IF FOUND() REPLACE COSTl WITH (C0ST1+S1)/(K+1),;
SEB1 WITH SEB1+S2,;
KOL_V01 WITHS3+KOL_V01,;
VYR1 WITHVYR1+S1,;
SSEB1 WITH (SEB1+S2)/K+1,;
PRIB1 WITH VYR1-SEB1,;
RENT1 WITHPRIB1/SEB1 ELSE REPLACE YER WITH STR(P61),;
COSTl WITH(S1)/(K),;
SEB1 WITH S2,;
KOL_V01 WITH S3,;
VYR1 WITH SI,;
SSEB1 WITH (S2)/K,;
PRIB1 WITH VYR1-SEB1,;
RENT1 WITHPRIB1/SEB1
ENDIF
SELEA
THISFORM.REFRESHO
<OTKA3>
RELEASE THISFORM
МОДУЛЬ DOC 1
< ПЕЧАТЬ>
USETABL1 INF
REPLACE PI WITH P71, P2 WITH P72
SELEC
USE TABL IN G
SET FILTER TO LEFT(MOTH,4)=P71
SELEG
GO TOP
SELEC
SCAN
SELEG
REPLACE MON WITH C.MOTH,;
VI WITHC.VYR2,;
SI WITHC.SEB2,;
PR1 WITH C.VYR2-C.SEB2,;
RE1 WITHC.RENT2 SKIP SELEC ENDSCAN
SET FILTER TO LEFT(MOTH,4)=P72
SELEG
GO TOP
SELEC
SCAN
SELEG
REPLACE V2 WITH C.VYR2,;
S2 WITH C.SEB2,;
PR2 WITH C.VYR2-C.SEB2,;
RE2 WITH C.RENT2 SKIP SELEC ENDSCAN
REPORT FORM REPORTl NOCONS PREW SELEG DELE ALL PACK USE THISFORM.REFRESHO
<OTKA3>
RELEASE THISFORM
МОДУЛЬ РОС2
<ПЕЧАТЬ>
SELED
SET FILTER TO VAL(YER)<=P81.AND.VAL(YER)>=P82
USE TABL3 IN G
SCAN
SELEG
REPLACE Y2 WITH D.MOTH,;
V2 WITH D.VYR3,;
S2 WITH D.SEB3,;
PR2 WITH D.PRIB3,;
RE2 WITH D.RENT3 SKIP SELEC ENDSCAN
REPORT FORM REPORT2 THISFORM.REFRESHO
<ОТКАЗ> RELEASE THISFORM
МОДУЛЬ ozenca < ФОРМИРОВАТЬ DIMENSION B(100), C(100), D(100) FOR 1=1 TO 100
B[I]=ROUND()*100
C[I]=ROUND()*100
D[I]=ROUND()*100
ENDFOR
REPLACE MON WITH C.MOTH,;
VI WITHC.VYR2,;
SI WITHC.SEB2,;
PRl WITH C.VYR2-C.SEB2,
RE1 WITHC.RENT2 SKIP SELEC ENDSCAN
<OTKA3>
RELEASE THISFORM
© 2009 База Рефератов