
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Виробництво тарного скла
Дипломная работа: Виробництво тарного скла
1. АНАЛІТИЧНИЙ ОГЛЯД
Виробництво тарного скла займа найважливіше місце в скляній промисловості. Питанням технології виробництва присвячено багато робіт як вітчизняних, так і зарубіжних авторів [5].
Існують наступні методи виробництва скляно тари:
- ручне і напівавтоматичне;
- автоматичне.
Для вироблення скляних виробів застосовують автоматичне вироблення. В скляному виробництві існує багато типів склоформуючих автоматичних машин для вироблення склотари. Необхідною умовою для задовільно роботи цих машин є точне дозування скла, яке подається в чорнову форму в кількості, яка необхідна для виробляємої машинами тари.
По способу живлення скломасою склоформуючі машини поділяються на:
а) машини з краплинним живленням, які мають особливий механізм для подання скломаси, живильник (фідер);
б) вакуумні машини, в яких скло поступає в чорнову форму методом засмоктування або за допомогою вакуумного живлення.
За характером сили, що приводить в рух машини, розрізняють:
а) пневматичн машини, в яких привод машини та її основних робочих органів здійснюється стиснутим повітрям;
б) механічні машини, які працюють від електродвигунів і різного роду механічних пристроїв (ричагів, спайдерів і т.п.).
За розміщенням та напряму технологічного процесу вироблення розрізняють:
а) машини карусельного типу, які виробляють склотару при перервному або неперервному обертанні столів навколо центральної колони; вони можуть бути з одним столом, на якому повністю закінчується вироблення виробів, та двома столами: на першому (чорновому) столі виробляється тільки кулька, а на другому (чистовому) – виріб остаточно формується;
б) машини секційного типу (двох-, чотирьох- та шестисекційні), які не мають обертових столів (кулька передається з чорнової форми до чистової за допомогою зворотньо-поступового механізму).
За способом виготовлення виробів машини поділяються на:
а) пресові, що виробляють тару за одним заходом – пресуванням;
б) пресовидувні, в яких кулька оформляється пресуванням, а виріб з неї – видуванням;
в) видувні, в яких кулька та виріб з неї видуваються стиснутим повітрям; в деяких машинах цього типу для оформлення горла (а також корпусу виробу) використовують вакуум.
В сляній промисловості застосовують багато типів скло формуючих автоматичних машин з краплинним живленням для виготовлення широкогорлої й вузькогорлої тари. Дослід показує, що пресовидувні машини при виготовленні широкогорлої тари забезпечують більшу точність вінця горла, задовільний розподіл скла по корпусу виробу, більший вихід готових виробів. При виготовленні вузькогорлих виробів автоматичні машини з крапельним живленням не поступаються вакуумним машинам у якості і перевершують їх за кількістю випукаємих виробів [7].
Тарне скло призначене для розфасування, зберігання, транспортування різних рідких, пастоподібних та твердих продуктів [ 7 ].
Скляну тару класифікують по розміру горла, кольору скла, типу вінця та призначенням.
По розміру горла підрозділяють на вузькогорлу (з внутрішним діаметром горла до 30 мм) та широкогорлу (з діаметром горла більше 30 мм) тару [ 10 ].
Вузькогорла тара (пляшки) використовується, як правило, для розливу, зберігання й транспортування горілчаних виробів, мінеральних вод, соків, шампанських вин й олії.
Широкогорла тара (банки й пляшки) призначена для розливу молока й молочних продуктів, розфасовки консервованих продуктів, майонезів, які повинні бути герметично закупорені при зберіганні й транспортуванні [ 3 ].
Скло для тари повинно бути добре провареним, однорідним і по можливості без дефектів [ 3 ] це потрібно для покращення їх фізико-хімічних властивостей й для кращого виготовлення, і також для покращення якості.
Дефекти склотари дуже різноманітні і залежать від якості скла, роботи живильників, машин, печей випалу та ін. Ряд дефектів є загальним для машинного виробництва скляної тари.
Посічка є найбільш поширеним дефектом скляної тари. Вона виникає від різних причин в різних місцях виробу й має різноманітну форму. Посічкою називають невелику тріщинку в склі. За розмірами вона може бути, як крапка і до 2-3 см довжини. По глибині вона може бути поверхневою (у вигляді тоненької сріблястої нитки), глибинною наскрізною. Посічка може бути розташована на вінці горла, під горлом, на плечі, корпусі та ін.
Вона виникає на поверхні виробу, як результат порушення цілосності поверхневого затверділого шару скла. Внутрішна порожнина виробу завжди добре зберіга тепло, тому на ній не буває посічок.
Підпресовкою називають надлишок скла на виробі, який попав у шов між частинами формуючого комплекту і який утворив по шву виступаючий скляний гребінець або валик. Підпресовка може утворюватися в результаті невірного виготовлення деталей формуючого комплекту (з надмірно великими проміжками), їх зносу, накоплення нагару та бруду між деталями, а також збір деталей формуючого комплекту без дотримання зазорів, які зобезпечують щільність швів між ними в гарячому стані.
Нерівномірний розподіл скломаси у виробі є результатом нерівномірно розігрітої краплі скла, термічної неоднорідності, а також нерівномірної температури форми.
Нерівномірний розподіл скла є також результатом конструктивної вади чорнової форми.
Дефекти, які виникли в зв`язку з гарячим та холодним ходом машини.
Гарячий хід машин, що працюють від живильника, є перегрівом скла і обумовлює появу на виробах цілий ряд характерних дефектів.
Пулька сильно відтягується на позиції передачі, виріб виходить із чистової форми червоний зверху до низу, мастило на формах займається. Різке охолодження форм стиснутим повітрям порушує роботу системи; вироби не встигають зміцніти до виходу з машини та, коли надходять на конвеєр, деформуються і осідають; перегріта чорнова форма на пресовидувних машинах, яка опускається, деформує горло виробу, надмірно відтягується, а інколи і відриває пульку; дно виробу деформується, приймає контури лінії конвеєра; глечики виробів стоншуються, низ виробів та дно, навпаки, стовщуються; овал горла в широкогорлих виробах значно підвищується.
Кованістю називають нерівний з великою лузкою стан поверхні, що характерний для виробів, як отримані в результаті холодних форм.
Звичайно такі вироби одержують при запуску машин після простою. Спочатку одержують вироби з дуже грубою кованістю, поступово, по мірі розігріву форм, кованість слабішає і при нормальному розігріві зовсім зникає. Якщо скованість все таки не зникає, потрібно поміняти тепловий режим машини, піднявши температуру.
Складка – поширений дефект холодного ходу, особливо пресовидувних машин. Вона розташована в основному на наріжній поверхні виробів і дуже рідко на внутрішній поверхні. Складка не порушує міцності виробу, але погіршує його зовнішній вигляд.
Головною причиною складки (як і теплової посічки) є холодна чорнова форма та надто великі зусилля при пресуванні пульки. Причиною складки може бути також вода, що охолоджує лезо ножиць живильника. Внутрішня складка може утворюватись від холодного керну.
Якщо внутрішня складка (поверхнева посічка) заплавилася і не встигла розтягнутися, то масло від мастила стрижня, що пресує, коли попаде в тріщину, ніби догорає в скломас й залишає слід у вигляді сітки із манюсіньких бурубляшків. Цей дефект називається сітка-павутинка.
Недопресоване горло може вийти по наступним причинам:
- від надто холодно скломаси або холодних форм, горлового кільця або керна;
- при недостатньому тиску повітря, нещільностях в трубопроводах та шлангах;
- при забрудженій поверхні форм або їх перегріві;
- при зіпсуванн золотника початкового дуття та шарнірного крану;
- при пропусканн повітря між формою, лійкою та голівкою, а також через стик половинок форм на машинах.
Бульки в скл утворюються головним чином по наступним причинам:
- від неправильного падіння краплі в чорнову форму;
- від надлишку масла на робочій поверхні формового комплекту;
- від попадання побічних предметів в живильник;
- від надто високого засмоктування скломаси шамотним стержнем;
- від пошкодження очка, втулки та шамотного живильника.
Дефекти на зовнішній поверхні виробів залежать від стану робочої поверхні форм. Ця поверхня повинна бути полірованою і підтримуватися в чистоті. Форми підлягають чистці та ремонту, при яких з їх поверхні видаляють нагар та бруд, а подряпини, надщерблен кромки та інші дефекти ретельно виправляють.
Робоча поверхня форм також забруднюється при надлишку масла або нечистому маслі, або брудних помазках.
Для змащування форм рекомендується застосовувати масло веретенне
Скло повинно бути хімічно стійким, не переходити у вміст тари і не псувати його якості.
Скляна тара повинна бути ретельно виготовлена згідно з встановленою для неї формою та припущеними відхиленнями в лінійних розмірах, вазі та місткості [ 10 ]. Допуски для 1,0 л банки 1-82-1000:
- вага 410 г; - мкість - 1060±20 г (повна місткість); - висота – 162-2 мм; - діаметр вінця – 83,6-1,5 мм; - діаметр корпусу – 103-2 мм; - товщина стінок не менш 1,4 мм; - товщина дна – не менш 2 мм; - зрушення горла – не більш 0,5 мм; - внутрішній тиск – 4 ат; - механічна міцність – 300 кг/мм2; - перекіс по висоті – 1,0 мм.
Особливі вимоги пред`являються до оформлення горла – для високоякісної закупорки. Вони не повинні мати задирок і підпресовок – виступів скла на місці з`єднання окремих частин комплекту формування, що може призвести до негерметичного з`єднання банки з кришкою [ 8 ]. Всі кути вінця горла повинні бути округленими. Не допускається щербатість, а також посічки, які порушують механічну міцність горла.
Скляна тара повинна бути механічно міцною з достатнім опором внутрішньому гідравличному тиску, а також роздавленню під грузом. Вона повинна бути термічно стійкою в межах встановленного перепаду температур. Для цього вона повинна бути добре випалена [ 8 ].
Скло (для тари) може бути:
а) безкольоровим;
б) знебарвленим (напівбіле);
в) пофарбовано в захисні кольори (темно-зелений, жовтогарячий та ін.), щоб запобігти впливу кольору на вміст тари.
Вибір складу скла для того чи іншого виду тарних виробів залежить від призначення й способів виготовлення цих виробів. Окрім основних компонентів скла SiO2, CaO i Na2O, у складі звичайних тарних стекол також присутні в невеликих кількостях Al2O3 i MgO для покращення їх вироблення та фізико-хімічних властивостей. Вміст MgO в склі може бути доведений до 3,0 - 3,5 %. Вміст же Al2O3 в склі, яке виробляють на автоматах з крапельним живленням, може бути доведено до 3-4 %, а в склі, яке виробляють на вакуумних автоматах – до 5-7 %. Разом з тим, вакуумні автомати можуть виробляти скло складом, яке призначене для машин з крапельним живленням [ 3 ].
Благоприємно вплива на фізико-хімічні властивості та вироблення скла введення в його склад до 1 % В2О3. Вміст SO3 в склі не повинен перевищувати 0,5 %.
Вибір хімічного складу визначається в більшій мірі способом формування виробів. При виробленн вузькогорлої тари на автоматичних машинах з крапельним живленням застосовують склади стекол з вмістом, % по масі:
SiO2 + R2O3 73-76; RO – 8-11; R2O – 14-16.
При виробц вузькогорлої тари на машинах з вакуумним живленням застосовують склади стекол з вмістом, % по масі:
SiO2 + R2O3 75-76; RO – 11-13; R2O – 12-13.
У виробництв широкогорлої тари на пресовидувних машинах застосовують склад стекол з вмістом, % по масі:
SiO2 + R2O3 74,6-75; RO – 8,5-10; R2O – 14,5-16,7.
В таблиці представлен хімічни склади деяких промислових стекол.
При варінні скла для тари, так як і в виробництві листового скла, застосовують високі температури. В теперішній час наряду з вітчизняними й зарубіжними скляними заводами скло варять при 1480-1500 оС [4].
Для інтенсифікац процесу скловаріння відповідного, що не підлягає зміні, складу скла автор [ 5 ] рекомендує три основних прийоми:
- високотемпературне варіння;
- застосування високодисперсної шихти або найбільш тугоплавких її компонентів;
- введення в шихту хімічно активних добавок, які прискорюють процес варіння, але мало змінюють хімічний склад скла.
Однією з таких добавок може бути скло бій, який знаходить все більш широке застосування [ 5 ]. Введення в шихту бою до 30 % прискорює варіння скла, інтенсифікує процеси силікато- та склоутворення. Швидкість варіння підвищується за рахунок збільшення інтенсивності утворення піни, яка утворює щільне покриття дзеркала скломаси, за рахунок збільшення константи швидкості реакції в шихті. Проте введення склобою може призвести до зниження кількості лужних оксидів, а через це вимагає коректування шихти содою.
В практиц скловаріння для інтенсифікації процесів варіння все більше використовують так засоби, як бурління скломаси, додатковий електропідігрів, кисневе дуття [ 3 ] для ефективного спалювання палива. Дослід ряда заводів показує, що застосування бурління скломаси допомагає добитися підвищення продуктивності скловарених печей на 20-25 %. Застосування додаткового електропідігріву за деякими закордонними данними допомагає підвищувати питоме знімання скломаси до 3000-3500 кг/м2 в одну добу, а тепловий к.к.д. печі збільшити на 30-40 % [ ].
Для підвищення економії і також для інтенсифікації процесу скловаріння застосовують попередній підігрів шихти й бою, а також підвищення температури й ступеню чорноти факелу для збільшення тепловвіддачі випромінюванням [ 3 ].
Пропонується матеріал [ 3 ] для нанесення покритті на поверхню порожнистої склотари, маскує, що утворилися на них в процесі використання подряпини, виколи та інші дефекти поверхні. Матеріал містить в собі плівкотворні компоненти у вигляді ефірів моно- і дикарбонових кислот із сумарним вмістом до 40 атомів вуглецю в молекулі, переважно ефірні масла з вмістом 10-32 атомів вуглецю, наприклад, етилгексилетигексаноат, ізопропилмирістат, бутилстеарат, бутиллаурат та ін. В масло додатково може бути введено до 10 довголанцюгових алкилмодифіцированих силоксанів. Вказані плівкотворні компоненти наносятся на поверхню скляної тари у вигляді емульсії, яка містить, %: 1-40 одного чи декількох плівкотворних компонентів; 0,5-12 негалогенного емульгатора; 0-5 згущувача, 0-2 консервуючого агента і 41-98,5 води [ 5 ].
Також патентується технологія нанесеня оксидного покриття на поверхню скляних виробів, наприклад, пляшок, банок та інших видів аналогічної продукціїї з метою захисту їх від пошкодження. Покриття наносять у процесі транспортування виробів у нагрітому стані (при температурі біля 315 оС) через зону електростатичного поля. У вказану зону подають пари залізоорганічних сполук (наприклад, тетраізопорпилтитаната, тетрабутилпирконата та ін.) в струмі сухого азоту з випарника. Пари заліза електростатично осаджуються на нагріту поверхню скляного вироба, потім покриття окислюється в результаті взаємодії з киснем з утворенням тонкої плівки, наприклад, оксиду титану. Покриття можуть бути нанесені як на холодному”, так і на “гарячому” кінці технологічної лінії. Пристрій забеспечу можливість нанесення другого шару покриття [ 4 ].
В теперішній час безліч вчених для покращення виробництва винаходять найновіше устаткування. Патентується система, яка забеспечує синхронний розподіл крапель скломаси, що подаються до форм при виробництві скловиробів. Краплі скломаси подаються на лотки, поворот яких забезпечує подачу краплі до відповідного вузла або формовочно машини. Робота кожного поворотного приладу, який має свій електропривід редуктор, синхронізована й керується центральною системою. Приводиться опис технологічного процесу розподілу крапель скломаси, схема автоматичного управління цим процесом та синхронізації роботи вузлів системи подачі скломаси до формуючих вузлів машини [ 7 ].
Пропонується конструкція механізму, призначеного для використання в машині для формування склотари та забезпечуючого процес формування та переміщення цих виробів. Відмічається, що в складі механізму, який пропонується, передбачається використання нового комплексу пристроїв для прибирання готових виробів із форм транспортування їх на конвейєр. Механізм, який розглядають, дозволя здійснити переміщення виробів з мінімальним ризиком їх ушкодження. Розглянуто процеси формування та переміщення склотари за технологією, яку пропонують, приведено креслення, опис конструкції та принцип дії механізму, що пропонують [ 7 ].
Розроблено пристрій для зняття скляних виробів з конвейєра, причому забезпечується прибирання осколків скла без зупинок потока виробів, які поступають з конвейєра. У цьому пристрої зостосовується приймальна платформа, яка примикає до конвейєру в зон проходження стрічки по приводному ролику. Приймальна платформа включа прямокутну пластину з пальцями, в якій виконано декілька поперечних прорізів. Пластина з пальцями встановлюється з можливістю обмеженого скользіння відносно плоскої опорної поверхні поперечного кронштейна [ 7 ].
Також патентується механізм захвату, який призначений для фіксації та переміщення склотари в процесі її виробництва або обробки. Механізм, що пропонується, заключа пристрій, який забезпечує захват та фіксацію скляних виробів за горловину й може бути використано для подальшого переміщення тари в зонах її обробки. При використанні механізму, який пропонується, забезпечується зберігання виробів виключається можливість їх цілосності. Приводяться креслення, опис конструкц та принципу дії данних модифікацій захвату конструкції, що розглядається [ 3 ].
Для прискорення варіння дуже ефективним є застосування тонкоподрібненої шихти, особливо для багатокомпонентних стекол [ 3 ].
Гарний ефект також дають каустифікація шихти, її компактування або грануляція [ 3 ].
Таким чином для нтенсифікації процесу скловаріння визначеного, що не підлягає змінюванню, складу скла автор [ 5 ] рекомендує три основних заходи:
- високотемпературну варку;
- застосування високодисперсної шихти або найбільш тугоплавких її компонентів;
- введення в шихту хімічно-активних добавок, які прискорюють процес варіння, але мало змінюють хімсклад скла.
Однією з таких добавок є склобій, який знаходить все більш широке застосування [ 3 ]. Введення в шихту бою до 30 % прискорює варку скла, інтенсифікує процеси силікато- та склоутворення. Швидкість варки підвищується за рахунок збільшення інтенсивност утворення піни, яка створює щільне покриття дзеркала скломаси, за рахунок збільшення константи швидкості реакції в шихті. Але введення склобою може призвести до зниження кількості лужних оксидів, і тому потребує підшихтовки содою.
Для інтенсифікац процесу скловаріння та підвищення економії застосовують передній підігрів шихти та бою, а також підвищення температури її ступеню чорноти факелу для збільшення тепловіддачі випромінюванням.
Висновок: в першому розділі було проаналізовано вітчизняна та зарубіжна література. Розглянуто обладнання, сировинні матеріали, склади скла, які можуть застосовуватися для виробництва високоякісної склотари. Визначено, що найбільш ефективною для варіння скла являється регенеративна піч безперервної дії з підковоподібним напрямком полум’я.
1. ТЕХНОЛОГІЧНА ЧАСТИНА
1.1. Розрахунок виробництва
Цех у рік випускає 70 млн. шт. на рік. Продуктивність роботи скловарної печі між капітальними ремонтами залежить від конструкц печі, складу шихти, якості вогнетривів, що застосовують, газового режиму, температури варіння шихти, системи охолодження брусів і від інших факторів, як впливають на зношування вогнетривів. Міжремонтний період для ванних скловарних печей складає 3-5 роки. Приймаю строк експлуатації печі - 4 роки.
Тривалість холодного ремонту – 40 днів. Тоді загальна кількість робочих днів ванної печі в рік складатиме:
Продуктивність заводу в добу:
30000 : 355 = 82,191т.
в зміну 82,191 : 3 =27,397т.
1.2 Вибір і обґрунтування сировинних матеріалів
Висока якість сировинних матеріалів – одна з умов успішної та стійко роботи ванної печі, як по кількості, так і по якості скла, яке виробляють.
Основними сировинними матеріалами вибираємо кварцовий пісок, доломіт, глинозем, соду і содосульфатну суміш.
1.2.1 Пісок
Кварцовий пісок основним сировинним компонентом для скляного виробництва. З піском у скло вводиться оксид кремнію – SіО2, що є основним скло формуючим оксидом. Якість кварцового піску характеризується його хімічним складом. Основною вимогою, що пред'являють до піску – висока хімічна однорідність високий відсоток вмісту кремнезему (98 – 99,8 %). Високоякісні за зерновим складом піски характеризуються вмістом гранулометричний склад: складається з зерен розміром – більш 0,8мм не більше 1%, менше 0,1мм - не більше 5%. Вміст оксидів заліза в піску для склотари не повинен перевищувати 0,2 %.
Передбачаю застосування піску Авдеєвського й Новоселівського родовища.
Таблиця 1.1 - Хімічний склад піску Новоселівського родовища.
| Найменування компонентів |
SiO2 |
А12О3 |
СаО | Мg0 |
Fе2О3 |
П.п.п. |
| Кількість, % | 98,5 | - | - | - | 0,4 | 1,01 |
1.2.2 Сода
Сода є основним сировинним матеріалом для введення в склад скла Na2О. Із содою в скло вводиться 95 % Na2О. Сода гігроскопічна й тому її необхідно зберігати в критих, сухих, з гарною вентиляцією, приміщеннях.
Таблиця 1.2 — Хімічний склад соди
| Найменування компонентів |
SiO2 |
NaСl |
Fе2О3 |
П.п.п. |
| Кількість, % | 0,01 | 0,5-0,8 | 0,003-0,008 | 99,182 |
Передбачаю застосування соди Кримського заводу.
1.2.3 Доломіт
Доломіт представляє собою гірську породу, яка складається в основному з мінералу й домішок. Він характеризується твердою кристалічною структурою, розчинюється лише в кислотах. За допомогою доломіту в склад скла вводять лужно – земельні оксиди СаО і МgО.
Передбачаю застосування доломіту Єленівського родовища.
Таблиця 1.3 - Хімічний склад доломіту Єленівського родовища.
| Найменування компонентів |
А12О3 |
СаО | МgО |
Fе2О3 |
П.п.п. |
| Кількість, % | 0,3 | 32,0 | 19,0 | 0,05 | 48,65 |
1.2.4 Глинозем
Із глиноземом в скло вводиться оксид алюмінію - А12О3. А12О3 в глинах входить у склад глиняних мінералів та слюдистих домішок. Оскільки слюдистих домішок мало, то вміст у них глинозему побічно відображає вміст глиняної фракції в глиняній породі. Аl2О3 знаходиться в межах від 10 до 38
СаО та МgO присутні звичайно у вигляд карбонатів - кальциту й доломіту. Кількість Мg0 не перевищує 4-5 %. Передбачаю застосування глинозему Миколаївського заводу.
Таблиця 1.4 — Хімічний склад глинозему Мерефянського заводу
| Найменування компонентів |
SіО2 |
А12О3 |
Fе2О3 |
П.п.п. |
| Кількість, % | 0,03 | 99,85 | 0,035 | 1 |
1.3 Розрахунок шихти
Розрахунок, оснований на заданому складі скла та сировинних матеріалах, що використовують. При розрахунку звичайно приймають, що сировинні матеріали, що входять в склад шихти, при варінні скла розкладаються, причому, в скло переходять тільки оксиди, а волога та гази випаровуються. Частина вологи поглинається, але кількість її перемінна тому слід враховувати тільки SiO3, що переходить в скло при розкладанні Nа2SО4, але вона також не підлягає розрахунку, так як вона залежить не тільки від вмісту Nа2SО4, але й від умов варіння. Тому приймається для розрахунку вміст SіО3 рівним 0,3 %. Крім того, втрати соди та сульфату, враховуючи, що сировина випаровується, складає 1 %.
Таблиця 1.5 - Склад скла
| Найменування компонентів |
SiO2 |
А12О3 |
Fе2О3 |
СаО | МgО |
Nа2О |
SО3 |
|
| Кількість, % | 72,0 | 2,5 | 0,1 | 8,0 | 3,6 | 13,5 | 0,3 | 100 |
Таблиця 1.6- Хімічний склад сировини
|
Найменування компонентів |
Вміст компонентів, % | ||||||
|
SiO2 |
А12О3 |
СаО | МgО |
Nа2О |
Fе2О3 |
П.п.п. | |
| 1. Пісок | 98,7 | 0,2 | 0,1 | 0,1 | - | 0,05 | 0,3 |
| 2. Сода | 0,01 | - | - | - | 58,5 | 0,003 | 41,50 |
| 3. Доломіт | 2,5 | 0,3 | 39,0 | 12,0 | - | 0,3 | 45,90 |
| 4. Глинозем | 1,75 | 97,9 | 0,35 | - | - | - | 0,30 |
1.3.1. Розрахунок доломіту
З доломітом у склад скла необхідно ввести в сумі CaO і MgO – 11,6 %, тобто 8 % CaO і 3,6 % MgO.
100 – 51,0
х – 11,6  Кг
Кг
З доломітом в склад скла вводиться:
SiO2 22,7451 . 0,025 = 0,5686 кг
Al2O3 22,7451 . 0,003 = 0,0682 кг
Fe2O3 22,7451 . 0,003 = 0,0683 кг
1.3.2. Розрахунок глинозему
З глиноземом у склад скла необхідно ввести – 2,5 % Al2O3.
2,5 – 0,0682 = 2,4318 кг
100 – 97,9
х – 2,4318 ![]() кг
кг
З глиноземом у склад скла вводиться:
SiO2 2,4839 . 0,0175 = 0,0435 кг
CaO 2,4839 . 0,0035 = 0,0087 кг
1.3.3 Розрахунок соди
З содою в склад скла вводиться 92,6 % Nа2О, тобто 12,5029 % Nа2О в склад скла необхідно ввести содою.
100-58,5
х- 12,5029  кг
кг
З содою в склад скла вводиться:
SiO2 21,3725 . 0,0001 = 0,0021 кг,
Fе2О3 21,3725 . 0,00003 = 0,0006 кг.
1.3.4 Розрахунок піску
В склад скла необхідно ввести 72 % SіО2
72 - 0,5688 - 0,0435 - 0,0021 = 71,3856 кг 100-98,7
71,3856 – 100
х – 71,3856  кг
кг
З піском в склад скла вводиться:
А12О3 72,3258 . 0,002 = 0,1446 кг,
![]() СаО, МgО 72,3258 . 0,002 = 0,1446 кг,
СаО, МgО 72,3258 . 0,002 = 0,1446 кг,
Fе2О3 72,3258 . 0,00005 = 0,0362 кг.
1.3.5 Поправки до розрахунку
Доломіт:
11,6 – 0,0087 – 0,1446 – 11,4469
100 – 51,0
х
11,4469
![]() кг
кг
SiO2 22,44491 . 0,025 = 0,5611 кг,
А12О3 22,44491 . 0,003 = 0,0673 кг,
Ре2О3 22,44491 . 0,003 = 0,0673 кг.
Глинозем:
2,5 – 0,0682 – 0,1446 = 2,3553 кг
2,5 – 0,0682 = 2,4318 кг
100 – 97,9
х – 2,287  кг
кг
SiO2 2,405849 . 0,0175 = 0,0421 кг,
А12О3 2,405849 . 0,0035 = 0,0084 кг
Сода:
12,5029 – 0,0030 = 12,4999 кг
100 – 58,5
х – 12,4999  кг
кг
SiO2 21,3675 . 0,0001 = 0,0021 кг,
Fе2О3 21,3675 . 0,00003 = 0,0006 кг.
Пісок:
72 – 0,5611 – 0,0421 – 0,0021= 71,3968 кг
100 – 98,7
х – 71,3968  кг
кг
А12О3 72,33716. 0,002 = 0,1447 кг,
![]() СаО, МgО 72,33716 . 0,002 = 0,1447 кг,
СаО, МgО 72,33716 . 0,002 = 0,1447 кг,
Fе2О3 72,33716 . 0,00005 = 0,0362 кг.
Таблиця 1.8 - Зведена таблиця сировинних матеріалів
| Найменування компонентів | Рецепт шихти скла | Вміст компонентів, % | ||||
| SiO2 | А12О3 |
|
Nа2О | Fе2О3 | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Пісок | 72,34 | 71,397 | 0,1447 | 0,1447 | - | 0,0362 |
| 2. Сода | 21,36 | 0,0021 | - | - | 12,4999 | 0,0006 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 3. Доломіт | 22,44 | 0,5611 | 0,0673 | 11,4469 | - | 0,0673 |
| 4. Глинозем | 2,41 | 0,0421 | 0,0084 | - | - | 0,0084 |
|
|
119,6 | 72,0 | 0,22 | 11,59 | 12,999 | 0,11 |
Кількість шихти на 100 кг скломаси складає - 119,6
1.3.6 Витрата сировинних матеріалів в добу
Для 111,3 т шихти необхідно сировинних-матеріалів:
Піску 72,34 – 119,6
x – 82,191 x = 72,34*82,191/119,6 = 49,71
Соди 21,33 – 119,6
x – 82,191 x = 21,33*82,191/ 119,6= 14,65
Доломіту 22,44 – 119,6
x – 82,191 х = 22,44*82,191/119,6 =15,42
Глинозему 2,41 – 119,6
х – 82,191 х = 2,41 * 82,191 /119,6 = 1,65
x – 111,3  т
т
Втрати сировини при обробці: пісок 8 %, сода – 2 %, доломіт – 5 %, глинозем – 4 %, содосульфатна суміш – 11 %, селітра натрієва – 4 %.
1.3.7 Втрати сировинних матеріалів з урахуванням втрат.
Необхідна наступна кількість сировинних матеріалів:
пісок – 1,08 . 49,71 = 53,68 т,
сода – 1,02. 14,65 = 14,94 т,
доломіт – 1,05 . 15,42 = 16,19 т,
глинозем – 1,04 . 1,65 = 1,72 т,
Таблиця 1.9 - Зведена таблиця витрат сировини
| Найменування матеріалу | Витрата сировини, т/зміну | Витрата сировини, т/добу | Витрата сировини, т/місяць | Витрата сировини, т/рік |
| Пісок | 16,57 | 49,71 | 1491,3 | 17895,6 |
| Сода | 4,88 | 14,65 | 439,5 | 527,4 |
| Доломіт | 5,14 | 15,42 | 462,6 | 555,12 |
| Глинозем | 0,55 | 1,65 | 49,5 | 594 |
1.4 Опис технологічних процесів масозаготовчого цеху
1.4.1 Склад сировини
Масозаготовчий цех складається із складу сировини й декількох відділів по обробці, просіву сировини і приготування шихти.
В масозаготовчому цеху та складі сировини проектом передбачено:
а) автоматизація процесів зважування та змішання шихти;
б) максимальна механізація розвантажувальних робіт;
в) застосування пневмотранспорту.
Всі сировинні матеріали, крім содосульфатної суміші, надходять на склад по залізній дорозі у відкритих вагонах та платформах. Содосульфатна суміш надходить у закритих вагонах, цементовозах та паперових мішках. Залізнодорожна лінія, що проходить у середині складу, призначена для подачі вагонів до відсіків. Відсіки розташовані по один бік дороги. Для розвантаження матеріалів застосовують кран, який пересувається уздовж складу по підкрановому шляху. Завантажувально-розвантажувальні роботи на складі повністю механізовані.
Розрахунок площі під склад для сировинних матеріалів здійснюється згідно з кількістю запасу. Кількість запасу матеріалів визначається по нормах МПСМ із розрахунку 15-30 днів.
Для розрахунку площі складу необхідно передусім встановити кількість матеріалу кожного виду, який зберігається на заводі.
Таблиця 1.10 — Норми запасу сировини.
| Найменування матеріалу | Норма запасу, доби | Висота насипу, м |
Насипна вага, кг/м3 |
Витрата матеріалу з урахунком втрат, т/доб. |
| 1 | 2 | 3 | 4 | 5 |
| Пісок | 30 | 6 | 1800 | 143,62 |
| Доломіт | 30 | 6 | 1700 | 40,08 |
| Глинозем | 30 | 6 | 1700 | 5,34 |
| Сода | 30 | 4 | 700 | 4,62 |
Площа відсіку в складі визначають за формулою

де d – добова витрата матеріалу, т;
l – норма запасу, доб.;
![]() - насипна вага матеріалу,
т/м3;
- насипна вага матеріалу,
т/м3;
h – висота насипу, м;
![]() - коефіцієнт корисної площ
відсіку (для засипних матеріалів - 0,8; для тарних – 0,6);
- коефіцієнт корисної площ
відсіку (для засипних матеріалів - 0,8; для тарних – 0,6);
k – коефіцієнт втрати при обробці.
Для піску: F = 49,71 * 30 /1,8 *0,8 *6 = 172,6 м3;
для доломіту: F= 15,42* 30 /1,7*0,8 * 6 = 56,69 м3;
для глинозему: F = 1,65* 30 / 1,7*0,8*6 = 6,06 м3;
для соди: F= 14,65 * 30 / 0,7*0,6*4 = 261,6 м3;
Загальна площа відсіків:
F1 = 172,6+ 56,69+6,06+261,6 = 496,95 м3.
Площа, яку займає залізна дорога та нші прилаштування складає 20 % від усієї площі складу:
![]() м2 ;
м2 ;
Рзаг= F1 + F2 = 496,95+ 124,2 = 621,15 м3.
Розрахунок бункерів для сировинних матеріалів.
Всі оброблені сировинні матеріали або компоненти зберігаються у витратних бункерах складового цеху, які розрахован для зберігання запасу, що приймають згідно з нормативами: пісок – 2 доби, доломіт – 2 доби, глинозем – 2 доби, сода – 2 доби, содосульфатна суміш – 2 доби, селітра натрію – 2 доби.
Бункери металеві, сталеві. Висота їх однакова, а довжина та ширина залежить від об'єму. Розрахунок бункерів ведеться за формулою [7]:

де d - годинна витрата матеріалу, т;
S - кількість змін в добу;
Т - тривалість зміни;
С - добовий запас;
![]() - об’ємна вага;
- об’ємна вага;
h - коефіцієнт корисної ємност бункера.
Годинна витрата матеріалів із врахуванням втрат при обробці:
для піску: 53,68 : 24 =2,24 т/год,
для доломіту: 16,19 : 24 =0,67 т/год,
для глинозему: 1,72 : 24 = 0,07 т/год,
для соди: 14,94: 24 = 0,62 т/год,
для содосульфатної суміші: 0,799 : 24 = 0,ОЗЗт/год
Об'єм бункерів:
для піску: V = 2,24*3 *8 *2 /1,8 *0,8 = 74,6 м3,
для доломіту: V = 0,67 * 3 * 8 * 2 /1,7*0,8 = 23,65 м3,
для глинозему: V = 0,07 * 3 * 8 * 2 /1,7* 0,8 = 2,47 м3,
для соди: V = 0,62 * 3 * 8 * 2 / 0,7*0,6 = 70,85 м3,
ТЕХНОЛОГІЧНА СХЕМА ВИРОБНИЦТВА ТАРНОГО СКЛА ПРОДУКТИВНІСТЮ 70 МЛН. ШТ. НА РІК
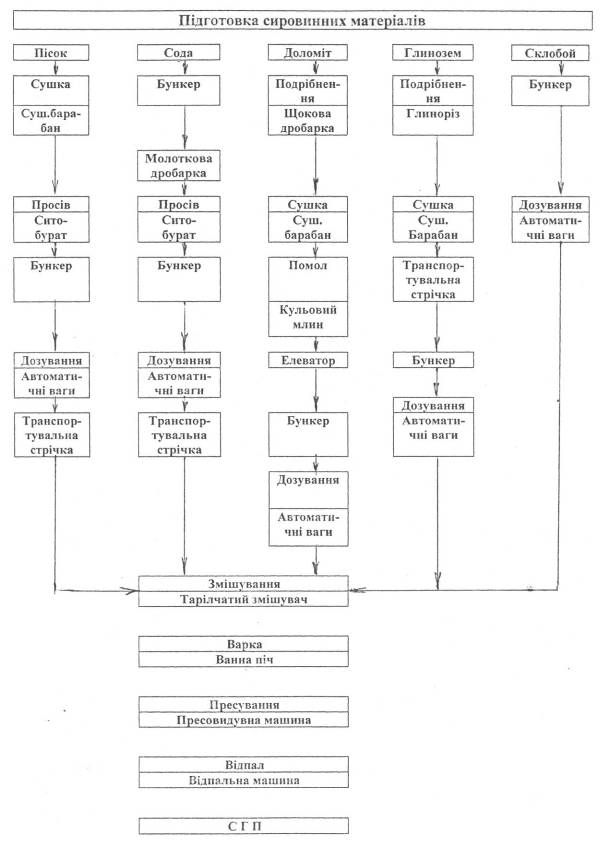
1.4.2 Технологічна схема роботи масозаготовчого цеху
Механізована виробітка пляшок з безколірного скла здійснюється по лінейній схемі с частковою автоматизацією деяких операцій й складається з 8 технологичних ліній:
1. Технологічна лінія підготовки піску
2. Технологічна лінія підготовки доломіту
3. Технологічна лінія підготовки соди
4. Технологічна лінія підготовки глинозему
5. Технологічна лінія підготовки склобою покупного
6. Технологічна лінія підготовки шихти
7. Технологічна лінія підготовки приготування скломаси
8. Технологічна лінія підготовки виробництва виробів
Сировинні матеріали зберігаються у спеціально призначенних приміщеннях чи площі. Кожний вид сировини зберігають окремо у бункерах, затарено – у штабелях. Зберігання сировини під відкритим небом не допускають за винятком піску, доломіту і скло – бою.
Усі сировинні матеріали за допомогою електрокранів поступають до бункера сировинних матеріалів на площі, де проводиться приймання сировинних матеріалів.
Обробка піску.
Пісок надходить електро краном у приймальний бункер, звідки стрічковим живильником подається в сушильне відділення. Після сушіння в сушильному барабані пісок, який має температуру не вище 70 °С і вологість 0,5 %, подається елеватором на сито – бурат 81 отв/см2 , звідки подається в бункер готового піску.
Обробка доломіту.
Доломіт надходить на склад грейферним краном в приймальний бункер, звідки хитким живильником - в щокову дробарку. Із дробарки доломіт транспортером подається в сушильний барабан, потім у кульовий млин. Помелений доломіт елеватором надходить на сито бурат 36 отв/ см2, яке влаштоване над бункером готового доломіту. Відсів направляється на повторний помел.
Обробка глинозему.
Глинозем надходить на склад грейферним краном в приймальний бункер, звідки хитким живильником - на похиле сито 81 отв/см2 , потім на розподільну коробку, звідки в бункери зберігання.
Обробка соди.
Сода на завод надходить у цистернах, цементовозах або мішках. Розвантажується за допомогою пневмотранспорту в приймальний бункер, звідки лотковим живильником надходить. на сито – бурат 16 отв/см2. Відсів надходить в молотову дробарку, звідки елеватором вертається на сито – бурат. Потім сода пневмотранспортом надходить у бункер готової соди.
1.4.3 Вибір і технічна характеристика обладнання масозаготовчого цеху
Група піску.
Сушильний барабан БН-2.
Сушильний барабан призначений для висушування піску, встановлюється двома бандажами на чотирьох опірних ролих під кутом нахилу до горизонту 5°. При роботі природний газ із пальника направляється до обертового барабану і, при зіткненні з піском, нагріває його, випарює вологу, яка в ньому міститься. Внутрішня порожнина барабану виконана у вигляді комірок, що розташован навхрест.
Продуктивність – 10 т/год.
Діаметр барабану – 1800 мм.
Довжина барабану – 1200 мм.
Паливо – природний газ.
Температура сушіння – 500 °С.
Температура газу: на початку барабану – 800 °С,
на кінці барабану – 100 °С.
Число обертів барабану – 2 – 3 об/хв.
Габарити: довжина – 14000 мм, ширина – 3600 мм, висота – 4500 мм.
Елеватор.
Вертикальний ковшовий стрічковий елеватор призначений для транспортування у вертикальному напрямку сипучих матеріалів. Елеватор складається з головки, привода, башмака, стрічки з ковшами та кожуха. Кожух елеватора виготовлений із стрічкової сталі. Верхній та нижній барабани укладені в металевий кожух. У головці елеватора розташований верхній тяговий барабан. Нижній кожух має дверцята для спостереження за процесом роботи ковшів. Елеваторна стрічка виготовлена з шканевого приводного прогумованого ременя. Ківш елеватора виготовлений із стрічкової сталі. Кріплення ковша до стрічки здійснюється гвинтами з гайками й угнутими шайбами.
Продуктивність – 12 т/год.
Швидкість стрічки – 1,2 м/сек.
Ємкість ковша – 1,5 л.
Висота підняття – 35м.
Сито – бурат.
Призначено для просіву піску. Для кращого виведення крупних частинок піску, барабан сита виготовлений у вигляді зрізаного конусу. Непросіян частинки піску по сітці зсипаються в бункер відвалу. Сито-бурат складається з барабана, який представляє собою металеву сітку, яка обведена з торців металевими підсилювачами й з’єднаною дерев'яними планками. Барабан зв'язаний із валом за допомогою металевих спиць. Барабан сита захищений дерев'яним каркасом. Вал барабану обертається в кулькопідчіпниках.
Продуктивність – 12 т/год.
Довжина барабану – 3500 мм.
Діаметр барабану – більшої основи - 1000 мм,
меншої основи – 700 мм.
Число граней – 6. Число обертів – 25 об/хв.
Габарити: довжина - 4800, ширина - 1370 мм, висота - 1540 мм.
Стрічковий транспортер.
Ланковий стрічковий транспортер становить механізм для безперервного транспортування піску. Верхня вітка нескінченної стрічки піддержується роликами жолобчастого типу, а нижня вітка - прямими роликами-опорами. Роликоопори закріплені на рамі. Стрічка транспортеру приводиться в рух за допомогою електродвигуна, що обертає барабан приводної станції. У хвостовій частині транспортеру є кінцева натяжна станція з барабаном, навколо якого стрічка повертається. Основні вузли й деталі транспортеру: приводна станція, натяжна станція, стрічка, верхня роликоопора, нижня роликоопора, електродвигун.
Продуктивність – 15 т/год.
Швидкість руху стрічки – 0,9 м/с.
Довжина стрічки – до 250 м.
Такі ж тарнспортери використовуються для транспортування всіх нших матеріалів.
Електромагнітний сепаратор.
Складається із декількох електромагнітів, вмонтованих на загальному тристільному диску, число обертів якого -3,6 об/хв.
Діаметр диску -576 мм.
Габарити: довжина - 3950 мм, ширина - 95 мм, висота - 1850 мм.
Група доломіту.
Щокова дробарка.
Щокові дробарки застосовуються для первинного (грубого) подрібнення матеріалів твердої і середньої твердості. В щокових дробарках подрібнення матеріалів виконується роздавлюванням та розтиранням під час періодичного наближення рухомої щоки до нерухомої.
Продуктивність 10 м3 /год.
Потужність 40 кВт
Сушильний барабан.
Призначений для сушіння доломіту. Встановлюється двома бандажами на чотирьох опірних роликах під кутом нахилу до горизонту 5°. Основні вузли: нжекційний пальник, сушильний барабан, бандаж із зубчатим вінцем, провідний механізм, опорні та підпорні улаштування.
Продуктивність – 3 т/год.
Діаметр барабану – 1600 мм.
Довжина барабану – 9000 мм.
Об'єм барабану – 18 м3.
Число обертів — 5 об/хв.
Температура сушіння — 400 °С.
Паливо - природний газ.
Такий же барабан застосовується для сушіння матеріалів, що залишилися.
Кульовий млин.
Призначений для розмелу кускового матеріалу на мілкі фракції. Засип у кульовий млин здійснюється через люк. Матеріал подрібнюється ударами шарів і частково стиранням завдяки перекочуванню. Барабан отримує обертальний рух від електродвигуна.
Продуктивність — 3,5 т/год.
Діаметр барабану – 1900 мм.
Довжина барабану - 1500 мм.
Число обертів - 21 об/хв.
Габарити: довжина - 1600 мм, ширина - 2500 мм, висота - 3000 мм.
Група соди.
Молоткова дробарка.
Молоткові дробарки застосовують для подрібнення матеріалів середньої твердості та м’яких, невеликої вологості та в’язкості. Принцип д полягає в подрібненні матеріалів ударами та розтиранням при наявності колосниково сітки жорстко або шарнірно закріпленими молотками, які швидко обертаються.
Потужність двигуна 11 кВт
Продуктивність 8 т/год.
Кількість молотків 6
Елеватор ЕЛГ-320,продуктивність - 2 т/год.
Група глинозему.
Глиноріз.
Застосовують для попереднього подрібнення глинистих матеріалів значно вологості, мерзлих та великої крупнисті, ніж матеріалів, які надходять до валкової дробарки та бігунів. Продуктивність глинорізу залежить від діаметру різального диску, кількості ножів та розміру виступаючої різальної частини, кількості обертів диску, а також від пластичності, ступені замороженості та вологості глини.
Продуктивність 15м3/ год.
Потужність 25 кВт
Елеватор ЕЛ2-160, продуктивність - 2,5 т/год.
Сито- бурат.
Продуктивність - 1 т/год.
Діаметр отвору - 81 отв/см2.
Мостовий електричний грейферний кран.
Мостові крани застосовують для обслуговування складів сировини виробничих приміщень. Вони представляють собою балочний або фермений міст, який спирається по краях на поперечні кінцеві балки, в яких закріплені ходові колеса, що приводяться в дію механізмом пересування. На цих колесах весь міст переміщується по підкрановому шляху. По мосту переміщається візок, який несе механізм підняття, механізм пересування та тралейну раму. У мостового крана існує три рухи: підняття, пересування візка, пересування мосту. Міст крану складається з основних двох балок, по яких переміщується візок, та двох допоміжних. Головні та допоміжні балки з'єднуються одна з однією горизонтальними фермами для того, щоб придати мостов твердості в горизонтальному напрямку, й накриваються зверху дерев’яними або металевим настеленням.
Вагопіднімання – 5 т/год.
Проліт – 29 м.
Ємність – 1,5 м3.
Висота піднімання – 10 м.
Швидкість піднімання – 44 м/с.
Група шихти.
Автоматичні ваги для відважування компонентів.
Автоматичні ваги змонтовані безпосередньо під кожним бункером готового компоненту. Вони мають градуювання, дистанційну автоматичну систему контролю за точністю зважування та лічильником кількості відважування.
Приймаю автоматичні ваги ДВСТ, які випускає завод ім.Дзержинського (м. Київ). Вони забезпечують регламентовану точність зважування компонентів шихти в межах ± 8 %. Вибираю для окремих сировинних матеріалів моделі вагів, що приведені в таблиці 3.12.
Таблиця 1.11 - Моделі вагів і коротка їх характеристика.
| Найменування матеріалу | Модель вагів | Показники | ||
| Границі зважування, кг | Цикл зважування, кг | Вага, кг | ||
| Пісок | ДВСТ-300 | 200-300 | 110 | 1000 |
| Доломіт | ДВСТ-300 | 200-300 | 110 | 1000 |
| Глинозем | ДВСТ-70 | 50-70 | 70 | 450 |
| Сода | ДВСТ-300 | 200-300 | 110 | 100 |
Керування вагами електричне. Живильник вагів пневматичний аераційний. Тиск повітря в повітряній сіті - 4 атм.
Конвеєр стрічковий КЛС-650.
Стрічковий конвеєр призначений для транспортування відважених компонентів до змішувача.
Ширина стрічки - 0,8 м.
Довжина стрічки - 20 м.
Ковшовий стрічковий елеватор.
Застосовується для транспортування шихти.
Продуктивність – 48 м3 /год.
Ширина стрічки ковша – 450 мм
Відстань між ковшами – 600 мм.
Швидкість руху ковшової стрічки – 1,61 м/сек.
Ковш: ширина – 450мм,
ємність – 4,5 л.
Тарільчаний змішувач.
Застосовується для перемішування компонентів шихти. Тарільчані змішувачі забезпечують як високу продуктивність (перемішування матеріалу не перевищує 3 хв), так і високу якість шихти, що одержують. Інтенсивне перемішування в цих змішувачах здобувається завдяки тому, що тарілка (чаша) змішувача обертається по годинній стрілці, а два вертикальних вала, в кожного по 3 лопасті, обертаються проти годинної стрілки. Також є ще 4 нерухом лопатки, які направляють матеріал до середини чаші, одночасно його переміщуючи. Основні вузли тарільчаного змішувача: чаша, опорні ролики, приводний вал, дв пари конічних шестерен, два вертикальних вала, обертові лопатки, дв циліндричні шестерні, вінцева шестірня, отвір для вивантажування, металевий кожух.
Продуктивність – 10 т/год.
Час змішування — 3 хв.
Ємність – 1,5 – 2 т.
Ємність завантажування — 1500 кг.
Змішувач робить в годину 10 циклів по 6 хв. Встановлюється два змішувача. Другий - резервний.
Бункер шихти.
Застосовується для зберігання запасу шихти.
Ємність бункера 15 – 20 т.
Вологість шихти – 5 %.
Також застосовують 2 стрічкових конвеєри КЛС-500 і КЛС-650 для перевезення шихти зі складового цеху до ванної печі. Конвеєр стрічковий стаціонарний з прогумованою стрічкою.
Призначений для транспортування сипучих або поштучних вантажів у горизонтальному й похиленому напрямках.
Ширина стрічки — 650; 500 мм.
Кут нахилу — 0-18 град.
Номінальна продуктивність – 128-504 м/год.
Швидкість руху стрічки – 0,8 – 3,15 м/с.
Потужність електродвигуна – 3....30 кВт.
Матеріали підлягають десятій обробці:
1 .Подрібнення на щокових дробарках чи камнедробарках – доломіт.
2.Сушка в сушильному барабані – пісок, глинозем, доломіт.
З .Просів на сито – бурат - пісок, доломіт, сода.
Усі матеріали, які пройшли цю обробку, поступають до бункерів зберігання, де відбирають проби для необхідних аналізів сировинних матеріалів перед приготуванням в шихту. Попутний склобій піддається старанному контролю на відношення по виду скла і по хімічному составу. Потім обробляється на боемийц піддається промивці під струмом води і ручному сортуванню.
Після обробки усіх сировинних матеріалів, та їх аналізу, проводять готування шихти. Вагонетн терези з електричним приводом по вузькій колії під бункерами зберігання сировини і здійснюється збірка шихти – важення матеріалів по заданому рецепту у наступній послідовності: сода, сульфат натрію, крейда, доломіт, глинозем, пісок.
2 ОХОРОНА ПРАЦI
2.1 Загальна характеристика умов здійснення технологічного процесу
2.1.1. Головною метою охорони прац створення безпечних, та високо продуктивних умов праці, ліквідація та зменшення травматизму на виробництві, професійних захворювань, а також аналіз небезпечних i шкідливих виробничих факторів при проведенні наукових дослідів [20].
Під “Охороною праці” розуміють систему законодавчих актів соціально – економічних, організаційно технічних, гігієнічних, лiкувально – профілактичних заходів, що забезпечують безпечність та збереження здоров’я та працездатність людини.
Турбота про створення безпечних та здорових умов праці завжди знаходилась у центрі уваги різноманітних структур та органів. Особливо важливо виконання всіх заходів, що до охорони праці в хімічній промисловості тому що це одна з найбільш небезп6ечних та шкідливих галузей виробництва.
Основними задачами охорони прац аналіз небезпечних та шкідливих факторів при проведенні виробничого процесу, зведення до мінімуму можливість пошкоджень та захворювань працівників, визначення мір та пристроїв, що забезпечують безпечні та не шкідливі умови праці i одночасно забезпеченням його максимального виробництва.
В проекті передбаченні заходи, що забезпечують безпечні та шкідливі умови праці при виконанні виробничого процесу.
2.1.2. Аналіз небезпечних та шкідливих факторів, що знаходяться в умовах технологічного процесу, приведенні в таблиці 5.1.
Таблиця 2.1 – Перелік небезпечних та шкідливих виробничих факторів та їх джерела
Небезпечні(шкiдливий) виробничий фактор ГОСТ12.0.003-74* [43] |
Нормативно-техничний документ, що регламентуе вимоги безпеки |
Джерело виникнення | Хакартер дii фактора на органiзм людини |
Норматив-не значен-ня фактора |
| 1 | 2 | 3 | 4 | 5 |
|
Запилен- нiсть Шум Вібрація |
ГОСТ12.1.005-88 /24/ ГОСТ12.1.007-88 /44/ ГОСТ12.1.003-89 /25/ ДСН3.3.6.037-99 /45/ ГОСТ12.1.012-90 /26/ ДСН 3.3.6.039-90 /46/ |
Процес оброб-ки сировинних материалiв i приготування шихти Помел i дроблення сировинних матеріалів, вентиляція Дробарки, вібромлин, вібросито, змішувач, вентиляція
|
Місцева дія на верхні дихальні шляхи, пил проникає у легені, шлунково – кишковий тракт. Драту очі, та шкіру Оказу психічну і фізіологічну дію. При тривалій дії шуму знижується гострота слуху, змінюється кров’яний тиск, ослаблюється увага, погіршується зір. При тривалій дії шуму на організм людини з’являється “шумова хвороба”. Передається на робочі місця н маючих вібрації. При дії вібрац на організм людини з,являються порушення в переферичній і нервовій системах, серцево-судинній системі, опорно-движний аппарат. При тривалій дії вібрації на організм людини з’являєть - ся “вібраційна хвороба”. |
ГДК, мг\ м3 (див.табл 5.2) РівеньЗвуково-го тиску Lр дБ рівень звуку Lа=80 дБА Вібро- приско-рення м/с2 вібро-швид- кість м/с Lv=92 дБА Логориф- мічні рівн Lv, La дБА |
| 1 | 2 | 3 | 4 | 5 |
|
Шкідлив речовини (пісок та кальцино- вана сода та нші) Механічні Несприят-ливий мікроклімат (підвищення tº мат.поверх-ні, обладнання образуючє лучисте тепло) |
ГОСТ12.1.005-88 /24/ ГОСТ12.1.007-88 /44/ ГОСТ12.3.002-75* /47/ ГОСТ12.2.003-91* /35/ ГОСТ12.1.005-88 /24/ ДСН3.3.6.042-99 /48/ |
При приготу- ванн шихти Подвижн частини Механізмів Барабанн сушила |
Виклика захворювання легень, іноді в тяжкій формі Д на шлунково –кишковий тракт. Дратуе очi, та шкiру. (див. табл. 5.2) Визива порушення терморегуляції організму |
ГДК мг/м3 (див.табл. 5.2) t температура, ºС V швидкість повітря, м/с j, відносна вологість % (див.табл 5.2) |
2.1.3 Токсикологічна характеристика речовин та матеріалів, що застосовують у проектному виробництві, приведена в таблиці 5.2
Таблиця 2.2 – Характеристика речовин та матеріалів, що орудують в виробництві
Найменуванняматеріалу |
Класнепезпечності ГОСТ12. 1.007-88- \44\ |
ПДКУ повітрі робочої зони, м2\м3 ГОСТ12. 1.005-88- \24\ |
Характеристика діїНа організм людини |
Перша допомога та заходи безпеки |
| 1 | 2 | 3 | 4 | 5 |
|
Доломіт, глинозем Сульфат натрію, сода, Пісок (не більше 70% SiO2 ) |
4 4
3 3
2 |
6 6
2 2
1 |
Запорошення верхніх дихальних шляхів, схильність до захворювань органів дихання Ураження шкіряного покрову з утворенням наривів і язв Діє на організм людини у вид аерозолі (пилу) |
Витяжна вентиляція, індивідуальні засоби захисту, фільтруюч респіратори ШБ-1 “Лепесток”, спец.одяг. Спец.одяг, захисні окуляри зволоження матеріалів Для захисту робітників від впливу шкідливих речовин, передбачається спец.одяг, герметизація обладнання |
2.1.4 Характеристика пожежонебезпечних властивостей вжитих речовин та матеріалів приведена в таблиці 5.3
Таблиця 2.3 – Характеристика пожежної та вибухопожежної небезпеки речовин, що використовуються в виробництві та матеріалів
НайменуванняРечовин |
Характеристика пожежо - та вибуховонебез-печності |
КатегоріяІ група вибуховонебез-печност суміші ГОСТ12.1.011- -78* \49\ |
Показники пожежно та вибухонебезпечності ГОСТ12.1.044-89* \28\ |
||
| t спал. см, Сº | об % (г/м3) | ||||
| НКПР | ВКПР | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Вугілля | ГП |
Група Б Клас III |
- |
100 – 250 | - |
2.1.5 Згідно ОНТП 10 – 90 [29] приміщення цехів заводу по пожежній та вибухопожежній небезпеці відносять:
приміщення складового цеху до категорії Д, тому що застосовують негорючі матеріали в холодному стані;
приміщення скловаренного цеху до категорії Г, тому що застосовують негорючі матеріали в розплавленому стані; ділянка формування скляних банок скловаренного цеху до категорії А, тому що застосовують горючий газ, водень.
Згідно ДБН 3.1.1 – 7 – 02 [30] ступень вогнестійкості приміщення складового цеху – IV, скловаренного цеху – III. У відповідності з ДНАОП 0.00 – 1.32 – 01 [22] приміщення складового та скловаренного цехів відносять до класу П – IIа. У відповідності з ДНАОП 0.00 1.32 – 01 [22] по ступені небезпеки поразки людей електричним струмом приміщення відносять: приміщення складового цеху – до класу приміщень з підвищеною небезпекою, тому що є можливість одночасного доторкання до металевих корпусів електрообладнання, з одного боку, та що мають з’єднання з землею металевими конструкціями будівель, технологічними апаратами, з іншого боку.
2.1.6 Згідно з ДНАОП 0.00 – 1.29 – 97 [42] виробництво склотари відноситься до класу IV ширина санітарно – захистної зони дорівню 100м.
2.1.7 Роботи в цехах по електрозатратам організму відповідають IIб категорії робіт (середньої важкості)
Згідно ГОСТ 12.1.005 – 88 [24], ДСН 3.3.6.042 – 99 [50] для даної категорії робіт вибираємо оптимальні та допустим параметри мікроклімату, які приведені в таблиці 2.4
Таблиця 2.4
Допустимі та оптимальні параметри метеорологічних умов
Категорія робітпо єнергозатратам організму |
Пора року |
Температура Сº |
Відносна вологістьне більше % |
Швидкістьруху повітря, м/с не більше |
|||
| Допусти-ма | Оптімаль-на | Допусти-ма | Оптімаль-на | Допусти-ма | Оптімаль-на | ||
|
Середньої важкості II б |
Холо-ний Теп- Лий |
15-21 16-27 |
17-19 20-22 |
75 70 (при 27ºС) |
60-40 60-40 |
0,4 0,2-0,5 |
0,2 0,3 |
Щоб нормалізувати параметри мікроклімату в проекті передбачені слідуючи заходи:
- згідно з СН и П 2.04.05 – 92 [32] застосування отеплення в холодну пору року, вентиляція, для уникнення протягів із вхідних та вихідних дверей передбаченн повітряні заслони;
- механізація та автоматизація технологічного процесу;
- герметизація обладнання (дробарок), застосування ЗІЗ.
2.2.2 Раціональне освітлення приміщення робочих місць має велике значення. Це дає можливість забезпечити сприятлив умови праці. У цеху передбаченні використання штучного освітлення у вечірній час доби, природне освітлення – бічне, одностороннє, здійснюється через мережн прорізи з зовнішніх стінах будинку.
Нормоване мінімальне значення коефіцієнта природної освітленості (КПО)для IV розряду зорових робіт, відповідно до СН и П II – 4 – 79 (23 – 05 – 95) становить еІІІн = 1,5%; тому що приміщення цеху розташовано в IV смузі мережного клімату, тоді еІVн = m с еІІІн ,
де m – коефіцієнт світлового клімату; дорівнює 0,9 для міст україни;
с – коефіцієнт сонячного клімату; дорівнює 0,85;
еІVн = 1,5 х 0,9 х 0,85 = 1,1475%; джерело освітлення (загальне) люмінесцентної лампи ЛД40 – 4, тип світильника ПВЛМ 2х40.
Нормальне мінімальне значення освітленості для IV розряду зорових робіт відповідно до СН и П II–4 –79 (23 05 – 95) складає Еmin = 200 лк, при цьому фон-середній, контраст середній, підрозряд в.
При виконанні розділу з охорони прац було проаналізовано небезпеки та шкідливі фактори при проведенн масо-заготовчого процесу; дана характеристика пожежонебезпечних властивостей використовуваних речовин.
Знайдені заходи що до нормалізування параметрів мікроклімату та освітлення цеху.
Література
1. Лебедев А.А., Писаренко Г.С., Деформирование и прочность материалов при сложном напряженом состоянии.- К: вища школа, 1976г.- 415с.
2. Гребенщиков И.В. Просветление оптики и уменьшение отражения света поверхностью стекла. – М.-Л. ОГИЗ, 1946- 228с.
3. Китайгородский И.И. Технология стекла.- М.: стройиздат, 1967- 564с.
4. Павлушкин Н.М. Химическая технология стекла и ситаллов.-М.: стройиздат 1983- 683с.
5. Бондарь К.Т. Производство стеклоизделий – М.: стройиздат 1978
6. Соминов Ф.Т. Производство стеклоизделий – М.: стройиздат 1976г.
7. Бутт Л.М., Поляк В.В. Технология стекла.- М.: стройиздат 1971-368с.
8. Виды брака в производстве стекла (Вак.х., Баук. ФКГ., Брюнкер Р. и др.) Под.ред. Г.Иесбен-Марведеля и Р.Брюнкера. Пер.с нем.- М.: стройиздат 1986-648с.
9. Бартнев Г.М. Строение и механические свойства неорганических стекол - М.: стройиздат 1966- 261с.
10. Справочник по производству стекла (под ред. проф. И.И.Китайгородского)- М.: стройиздат 1966 т.У.- 1020с.
11. Тыкачинский И.Д. Проектирование и синтез стекол и ситаллов с заданными свойствами М.: стройиздат 1977-145с.
12. Аппен А.А. Химия стекла.-Л.: Химия 1974-351с.
13. Использование недефицитных сырьевых материалов Матвеев Г.М., Киселева Т.В., Лыско Л.А., Атарашвили В.А.- М.: ВНССЭСМ, 1991- сер. 9. стекольная промышленность: обзорная информация, выл.3.-с.1-37
14. Матвеев М.А., Матвеев Г.М, Френкель Б.Н. Расчеты по химии и технологии стекла. Справочное пособие.- М.: стройиздат 1972-240с.
15. Боренбойм А.М. Тепловые расчеты печей и сушил. силикатной промышленности М.: стройиздат 1968-496с.
16. Пороки стекломасс (Шаэффер Н.А., Хайзнер К.Х.) под ред. Минько Н.И. Пер. с англ. М.: стройиздат 1998-200с.
17. Огнеупоры в стекольной промышленности (Шаэффер Н.А., Хайзнер К.Х.) под ред. Минько Н.И. Пер. с англ. М.: стройиздат 1998-185с.
18. Андрюхина Т.Д., Раевская Е.И., Санина Э.И. и др. Химические составы промышленных стекол массового производства -М.: ВНССЭСМ, 1986- 165с.
19. Распределение и подача капель стекломассы к формующей машине servo controlled gless gob distributor: Пат.5405424 США, МКИ6 С 03В 7/16, В 65 G 11/12 Steffan deonarol Д,deidi.Д Wayne; Owens- Blocrway Glass.Container Inc- №-66189; заявлено 24.5.93; опубл. 11.04.95; НКИ 65/158
20. Макаров Г.В. и др. Охрана труда в химической промышленности – М. Химия 1989-568с.
21. ГОСТ 120.003-74* ССБТ Опасные и вредные производственные факторы, классификация вед. 01.01.76
22. ДНАОП 0.00-1.32-01Правила устройства электроустановок.
23. ГОСТ 01-030-81* ССБТ Электробезопасность, защитное заземление, зануление. – вед. 1.01.82
24. ГОСТ 12.1.005-88 ССБТ Общие санитарные гигиенические требования воздуха рабочей зоны – введ. 1.01.89
25. ГОСТ 12.1.003-89 ССБТ Щум: общие требования безопасности – введ. 1.07.89
26. ГОСТ 12.1.012-90 ССБТ Вибрационная безопасность. Общие требования –введ.1.01.91
27. ГОСТ 12.1.004-91. ССБТ Пожарная безопасность. Общие требования.- введ.1.01.91
28. ГОСТ 12.1.044-89*. ССБТ Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения .- введ.1.04.91
29. ОНТП 10-90. Общесоюзные нормы технологического проектирования. Определение категории помещений и зданий по взрывоопасной и пожарной опасности - М. МВЛ 1990-24с
30. ДБН 3.1.1-7-02 . Противопожарные нормы проектирования зданий и сооружений.
31. СН 245-71. Санитарные нормы проектирования промышленных предприятий – М. стройиздат 1972-96с.
32. СН и П 2.04.05-92. Отопление вентиляция и кондиционирование воздуха - М. стройиздат 1992-64с.
33. СН и П II-4-79 (23-05-95). Естественное и искусственное освещение. Нормы проектирования - М. стройиздат 1980-48с.
34. СН и П 2.09.04-87. Вспомогательные здания и помещения промышленных предприятий - М. стройиздат 1988-30с.
35. ГОСТ 12.2.003-91*. ССБТ. Оборудование производственное. Общие требования безопасности – введ.01.01-76
36. ДСТУ 2272-93. Пожежна безпека – діє з 01.01.95
37. ГОСТ 12.1.018-93 ССБТ. Пожаровзрывобезопасность электричества. Общие требования. – введ. 01.07.93
38. РД 34.21.122-87. Инструкция по устройству молниезащиты зданий и сооружений – М. Энергоатомиздат 1989-56с.
39. Домин П.А. Справочник по технике безопасности – М. Энергоатомиздат 1984-823с.
40. Волгина Ю.М. «Технологическое оборудование стекольных заводов» М. Стройиздат 1982
41. ОНТП 10-90. Общесоюзные нормы технологического проектирования. Определение категорий помещений и зданий по взрывопожарной и пожарной опасности – МВЛ 1990-24с.
42. ГОСТ 12.4.011-87 ССБТ. Средства защиты работающих. Классификация. –введ. 01.01.76
43. ДНАОП 0.00-1.29-97. Правила захисту від статичної єлектрики. Діє з 01.01.97
44. ГОСТ12.0.003-74* Небезпечний (шкідливий) виробничий фактор
45. ГОСТ12.1.007-88
46. ДСН3.3.6.037-99
47. ДСН 3.3.6.039-90
48. ГОСТ12.3.002-75*
49. ДСН3.3.6.042-99
50. ГОСТ 12.1.011-78
51. ДСН 3.3.6.042-99
52. Правила пожежної безпеки в Україні – К. 1995
© 2009 База Рефератов