
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Дробление и измельчение
Контрольная работа: Дробление и измельчение
СОДЕРЖАНИЕ
Введение
1 Теоретические основы дробления и измельчения
1.1 Свойства материалов, подвергаемых измельчению
1.2 Требования, предъявляемые к продуктам измельчения
1.3 Классификация методов и машин для измельчения материалов
2 Щековые дробилки
3 Молотковые дробилки
Заключение
Список использованной литературы
ВВЕДЕНИЕ
В производстве пигментов и наполнителей размольное оборудование применяется для следующих целей:
1. для доведения частиц пигментов и наполнителей до размеров, обеспечивающих получение тонкодисперсных стабильных суспензий при диспергировании пигментов в пленкообразующих веществах без дополнительного измельчения частиц твердой фазы;
2. для получения природных пигментов (сурика, мумии, охры) и наполнителей (легкого и тяжелого шпата, талька) путем измельчения руд;
3. для повышения интенсивности и кроющей способности пигментов и улучшения других физико-технических свойств пигментов и наполнителей;
4. для обеспечения оптимальной скорости реакции и максимального выхода продукта в гетерогенных реакциях в результате развития поверхности контакта и определенного зернового состава продуктов реакции (при получении сернистого бария, ультрамарина, кадмиевых и кобальтовых пигментов);
5. для тесного смешения двух или нескольких пигментов при получении свинцовой зелени из крона и железной лазури, а также смесей других пигментов;
6. для отделения примесей вследствие разной измельчаемости материалов (отделение свинца от глета, песка от охры);
7. для получения сухих красок одновременным смешением и измельчением пигментов, твердых пленкообразующих веществ и специальных добавок;
8. для получения порошкообразного материала из водных паст пигментов путем их смешивания с ретуром.
Процесс уменьшения кусков или зерен материала разрушением их под действием внешних сил, в зависимости от крупности конечного продукта, называется дроблением или измельчением. Виды дробления различают по размерам кусков полученного продукта, а виды измельчения – по содержанию в продукте грубых или тонких классов зерен. Принципиально процессы дробления и измельчения не различаются между собой.
Ранее считали, что разрушение материала при дроблении происходит от сжимающих усилий, а при измельчении – от срезывающих. В настоящее время полагают, что различие между дроблением и измельчением заключается только в крупности исходного материала и конечного продукта.
В производстве пигментов необходимо, чтобы кусковой материал имел сравнительно небольшие размеры, а в большинстве продуктов измельчения преобладали классы зерен крупностью менее 5-20 мк. Учитывая эту специфику, в производстве пигментов условно различают следующие виды дробления и измельчения.
Дробление: крупное – до размера 5-100 мм; среднее – до размера 2-50 мм; мелкое – до размера 3-20 мм.
Измельчение: грубое преимущественное содержание в конечном продукте классов зерен > 20-30 мк; тонкое – преимущественное содержание в конечном продукте классов зерен < 20-30 мк; сверхтонкое – содержание в конечном продукте 90-95% классов зерен < 5-10 мк.
1 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ДРОБЛЕНИЯ И ИЗМЕЛЬЧЕНИЯ
1.1 СВОЙСТВА МАТЕРИАЛОВ, ПОДВЕРГАЕМЫХ ИЗМЕЛЬЧЕНИЮ
Материалы, подвергаемые тонкому и сверхтонкому измельчению, можно условно разбить на четыре группы, характерные для производства пигментов и наполнителей.
Первая группа материалы, состоящие из сравнительно крупных монокристаллов и кристаллических сростков (ильменит, барит, легкий шпат). При измельчении этих материалов образуются новые поверхности раздела в местах сращивания кристаллов или по плоскостям кристаллических решеток. Тонкое измельчение материалов первой группы требует большой затраты энергии и обычно осуществляется на шаровых и роликовых мельницах; сверхтонкое измельчение – на струйных мельницах.
Вторая группа материалы, состоящие из микрокристаллических частиц размером 0,1 – 5 мк (первичные), которые при сушке образуют крупные зерна или комья из сравнительно слабо агрегированных частиц (осадочные пигменты и наполнители, такие как свинцовые и цинковые крона, отмученная охра, каолин). При их обработке на мельницах происходит не измельчение первичных частиц, а дезагрегация материала до сравнительно крупных зерен. Для этого обычно применяют ударно-центробежные мельницы. Малые ситовые остатки в продуктах измельчения материалов этой группы объясняются пептизирующим действием воды при мокром методе ситового анализа, принятого для пигментов, а не эффективность ударно-центробежных мельниц.
Третья группа материалы, содержащие спекшиеся частицы. К ним относятся осадочные пигменты с размером первичных частиц 0,1-5 мк, подвергавшиеся высокотемпературной обработке (например, двуокись титана), а также полученные прокаливанием шихты. Затраты энергии на измельчение материалов этой группы зависит от их индивидуальных свойств и режима получения. В большинстве случаев их подвергают тонкому сухому измельчению на шаровых и роликовых мельницах и сверхтонкому – на мокрых шаровых и струйных мельницах.
Четвертая группа материалы, представляющие собой неоднородный продукт, состоящий из смеси частиц, которые относятся к материалам приведенных выше трех групп: неотмученные охра, каолин, сурик и мумия, содержащие твердые крупные частицы песка и других примесей.
От индивидуальных свойств материала требуемой тонкости измельчения и необходимости отделения примесей зависит выбор типа машины для измельчения материала. Тонкая дезагрегация охры, каолина и других микрокристаллических материалов, с отделением крупных твердых частиц примесей, проводится на ударно-центробежных мельницах. Тонкое измельчение, не сопровождающееся отделением твердых крупных зерен, осуществляется на шаровых и роликовых мельницах, а сверхтонкое – на струйных мельницах.
Материалы, подвергаемые измельчению, часто характеризуются разрушающим напряжением при деформации (прочностью при сжатии) σ и подразделяются на следующие группы:
Материалы σ, кгс/см2
Мягкие. <100
Средней прочности 100-500
Прочные. 500-1000
Очень прочные >1000
Большое значение имеет хрупкость материала (прочность при сжатии и ударе). Материалы одной и той же твердости могут иметь резко различную хрупкость; при этом чем выше хрупкость материала, тем легче протекает его измельчение. Особенно трудно подвергаются измельчению вязкие материалы типа смол и пластических масс. Поэтому при получении сухих красок обработкой в шаровой мельнице смеси пигментов и смол прибегают к охлаждению мельницы до температур ниже 0 ̊С, что резко увеличивает хрупкость смол.
1.2 ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПРОДУКТАМ ИЗМЕЛЬЧЕНИЯ
Для обеспечения требований, предъявляемых к красочным суспензиям, величина наиболее крупных частиц пигментов и наполнителей, применяемых для их получения, не должна превышать 10-15 мк. С уменьшением размера частиц до известного предела повышается кроющая способность и интенсивность пигментов. Вместе с тем уменьшение размеров частиц пигментов и наполнителей повышает их маслоемкость и реакционоспособность, что может привести к понижению атмосферостойкости красочной пленки. Оптимальные размеры частиц для большинства пигментов и наполнителей находятся в пределах 0,2-1 мк.
В густотертых красках, при хранении которых исключается расслоение суспензии, допустимо заметное содержание зерен класса 10-15 мк. Следовательно, пигменты и наполнители высокого качества должны состоять из первичных или слабо агрегированных частиц размерами 0,2-1 мк, а содержание более крупных классов зерен должно быть сведено к минимуму.
Под первичными частицами понимаются монокристаллы или прочные кристаллические сростки, а под слабо агрегированными – зерна, легко распадающиеся на первичные частицы под пептизирующим влиянием воды и растворителей, а также при их диспергировании в пленкообразующих веществах.
Первичные частицы и зерна размерами более 10-20 мк, состоящие из прочных частиц, которые разрушаются только при измельчении, ухудшают качество красок и вызывают быстрый износ валковых и дисковых краскотерочных машин. Таким образом, от качества измельчения в большей мере зависят свойства красочной суспензии и покрытий, а также производительность машин для диспергирования пигментов в пленкообразующих веществах.
Приведенные выше требования, предъявляемые к дисперсности пигментов и наполнителей, легко выполнимы при синтезе многих осадочных пигментов и наполнителей, не подвергающихся в процессе получения прокаливанию, т.е. материалов второй группы. Остальные пигменты и наполнители в большинстве случаев необходимо подвергать тонкому и сверхтонкому измельчению или дезагрегации. Поэтому в производстве пигментов широко применяется тонкое и сверхтонкое измельчение.
При тонком измельчении материалов первой, третьей и четвертой групп практически невозможно получить монодисперсный или состоящий из зерен очень узкого класса продукт. Поэтому, не снимая требования о том, чтобы пигменты и наполнители состояли в основном из зерен крупностью < 1 мк, допускают содержание в них зерен больших размеров, жестко ограничивая наличие зерен размерами более 40-60 мк, значительно ускоряющих износ валковых машин.
Радикальным решением является сверхтонкое измельчение с помощью струйных мельниц, позволяющих получать продукт, содержащий более 95% зерен размерами менее 5-10 мк. Струйные мельницы для сверхтонкого сухого измельчения уже нашли широкое применение для сверхтонкого измельчения и дезагрегации пигментов, наполнителей и земель.
1.3 КЛАССИФИКАЦИЯ МЕТОДОВ И МАШИН ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ
В зависимости от назначения и принципа действия машин, предназначенных для измельчения материалов, используются следующие методы разрушения: раздавливание (рис. 1, а), ударное воздействие (рис. 1, б), раскалывание (рис. 1, в), излом (рис. 1, г), истирание (рис. 1). При этом одновременно могут реализоваться несколько методов, например, раздавливание и истирание, удар и истирание и др. Необходимость в различных методах измельчения, а также в различных по принципу действия конструкциях и размерах машин для измельчения вызывается многообразием свойств и размеров измельчаемых материалов, а также различными требованиями к крупности готового продукта. Применяемые для измельчения машины разделяют на дробилки и мельницы.
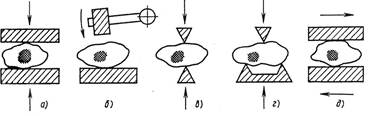
Рис.1 Схема основных методов механического измельчения:
а – раздавливание; б удар; в – раскалывание; г – излом; д – истирание.
Дробилки по принципу действия разделяют на щековые (рис. 2, а), в которых материал подвергается раздавливанию, раскалыванию и частично истиранию между двумя плитами-щеками при их периодическом сближении; конусные (рис. 2, б), в которых материал разрушается в процессе раздавливания, излома и частичного истирания между двумя коническими поверхностями, одна из которых движется эксцентрично по отношению к другой, осуществляя непрерывное дробление материала; валковые (рис. 2, в), в которых материал раздавливается между двумя валками, вращающимися навстречу один другому (иногда валки вращаются с разной частотой, и тогда раздавливание материала сочетается с истиранием); ударного действия, которые, в свою очередь, бывают молотковыми (рис. 2, г) и роторными (рис. 2, д); в молотковых дробилках материал измельчается в основном ударом шарнирно подвешенных молотков, а также истиранием, в роторных - дробление осуществляется за счет удара жестко прикрепленных к ротору бил, удара материала об отражательные плиты и ударов кусков материала один о другой.
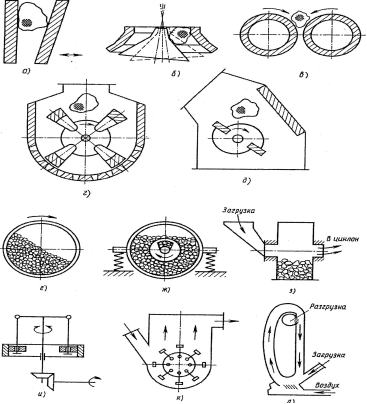
Рис.2 Схемы принципов действия машин для дробления:
а - щековая дробилка; б - конусная; в - валковая ударного действия; г - молотковая дробилка; д - роторная для помола каменных материалов; мельницы: е - вращающиеся с мелющими телами; ж - вибрирующие с мелющими телами; з - истиранием частиц материала друг о друга; и - среднеходные роликовые; к - ударные; л – струйные.
Ряд измельчающих машин (бегуны и дезинтеграторы) можно отнести к дробилкам и к мельницам, так как их применяют для грубого помола и для мелкого дробления.
Мельницы по принципу действия разделяют на барабанные (рис. 2, е-з), в которых материал измельчается во вращающемся (рис. 2, е) или вибрирующем (рис. 2, ж) барабане с помощью загруженных в барабан мелющих тел или без них ударами и истиранием частиц материала один о другой и о футеровку барабана (рис. 2, з); среднеходные, в которых материал измельчается раздавливанием и частичным истиранием между каким-либо основанием и рабочей поверхностью шара, валка, ролика (в ролико-маятниковой мельнице (рис. 2, и) ролик прижимается центробежной силой к борту чаши и измельчает материал, попадающий между бортом и роликом); ударные (рис. 2, к), в которых материал измельчается ударом шарнирных или жестко закрепленных молотков (продукт, достигший определенной тонины помола, выносится из зоны действия молотков воздушным потоком); струйные (рис. 2, л), где материал измельчается в результате трения и соударения частиц материала одна о другую, а также о стенки камеры при движении частиц под действием воздушного потока, имеющего большую скорость.
Перечисленные способы измельчения относятся к методу механического измельчения под воздействием рабочего органа на материал или частиц материала одна на другую. Существуют методы измельчения материалов, основанные на других физических явлениях: с помощью электрогидравлического эффекта путем осуществления высоковольтного разряда в жидкости, ультразвуковых колебаний, быстроменяющихся высоких и низких температур, лучей лазера, энергии струи воды и др.
Машины для измельчения материалов должны иметь простую конструкцию, обеспечивающую удобство и безопасность обслуживания; минимальное число изнашивающихся легко заменяемых деталей; предохранительные устройства, которые при превышении допустимых нагрузок должны разрушаться (распорные плиты, срезные болты и др.) или деформироваться (пружины), предотвращая поломки более сложных узлов. Конструкция должна отвечать санитарно-гигиеническим нормам звукового давления, вибрации и запыленности воздуха.
2 ЩЕКОВЫЕ ДРОБИЛКИ
Щековые дробилки применяют для крупного и среднего дробления. Принцип работы щековой дробилки заключается в следующем. В камеру дробления, имеющую форму клина и образованную двумя щеками, из которых одна в большинстве случаев является неподвижной, а другая подвижной, подается материал, подлежащий дроблению. Клинообразная форма камеры дробления обеспечивает расположение более крупных кусков материала сверху, менее крупных - внизу. Подвижная щека периодически приближается к неподвижной. При сближении щек (ход сжатия) куски материала подвергаются дроблению. При отходе подвижной щеки (холостой ход) куски материала подвигаются вниз под действием силы тяжести и занимают новое положение или выходят из камеры дробления, если их размеры стали меньше наиболее узкой части камеры, называемой выходной щелью. Затем цикл повторяется.
Характер движения подвижной щеки зависит от кинематических особенностей механизма щековых дробилок. За время применения этих дробилок для переработки различных материалов было предложено и осуществлено большое количество самых разнообразных кинематических схем механизма дробилок.
Дробилки со сложным движением подвижной щеки имеют ход сжатия достаточный для интенсивного дробления по всей высоте камеры дробления. Как было отмечено, существенным недостатком этих дробилок является интенсивное изнашивание дробящих плит, обусловленное траекторией движения подвижной щеки. В то же время эти дробилки проще по конструкции, компактнее, менее металлоемки. В ряде случаев, например, при применении таких дробилок в передвижных установках или в подземных разработках, эти преимущества являются определяющими; дробилки со сложным движением щеки, так же как и дробилки с простым движением щеки, широко используют в различных отраслях народного хозяйства, и их изготовляют многие машиностроительные фирмы в мире.
Многолетняя практика создания и эксплуатации щековых дробилок показывает, что при оценке совершенства щековой дробилки и ее качества простота кинематической схемы и конструкции должна особо приниматься во внимание. Усложнение схемы, как оно заманчиво не выглядит на первый взгляд, приводит к усложнению конструкции, удорожанию эксплуатации.
Изучение схем простого и сложного движения подвижной щеки показало, что они обе являются наилучшими из всех предложенных и обе имеют право на жизнь. Поэтому, учитывая особенности схем, дробилки с простым движением подвижной щеки предназначаются в основном для крупного дробления высокопрочных и абразивных материалов, а дробилки со сложным движением щеки больше для среднего и мелкого дроблении материалов средней прочности и абразивности.
В дробилке с простым движением подвижная щека подвешена на неподвижную ось. Шатун дробилки верхней головкой шарнирно соединен с приводным эксцентриковым валом. Внизу в шатун шарнирно упираются две распорные плиты, одна из которых противоположным концом упирается в нижнюю часть подвижной щеки, другая - в регулировочное устройство. При вращении эксцентрикового вала подвижная щека получает качательное движение по дуге окружности с центром в оси подвеса. Наибольший размах качания (ход сжатия) имеет нижняя точка подвижной щеки. Заход сжатия подвижной щеки принимают проекцию траектории движения данной точки на нормаль к неподвижной щеке. Срок службы дробящих плит при прочих равных условиях зависит от вертикальной составляющей хода. На дробилках с простым движением при малой вертикальной составляющей хода сжатия дробящие плиты служат больше, чем на дробилках со сложным движением, где этот ход больше. Схема обеспечивает большой выигрыш в силе в верхней части камеры дробления (рычаг второго рода). Недостатком дробилок с простым движением является малый ход сжатия в верхней части камеры дробления. Сюда попадают крупные куски материала, для надежного захвата и дробления которых необходим большой ход.
В дробилках со сложным движением подвижная щека шарнирно подвешена на эксцентричной части приводного вала. Внизу подвижная щека шарнирно опирается на распорную плиту. Другим концом распорная плита опирается на регулировочное устройство. Эта дробилка проще по конструкции, компактнее и у нее меньшая металлоемкость. Траектория движения подвижной щеки представляет собой замкнутую кривую. В верхней части камеры дробления эта кривая - эллипс, приближающийся к окружности, в нижней части - сильно вытянутый эллипс.
Главным параметром щековых дробилок является В х L - произведение ширины В приемного отверстия на длину L камеры дробления. Ширина приемного отверстия - расстояние между дробящими плитами в верхней части камеры дробления в момент максимального отхода подвижной щеки. Этот размер определяет максимальную крупность кусков, загружаемых в дробилку: Dmax = 0,85 В. Длина камеры дробления L определяем, сколько кусков диаметром Dmax может быть загружено одновременно. Важным параметром щековой дробилки является также ширина b выходной щели. Она определяется как наименьшее расстояние между дробящими плитами в камере дробления в момент максимального отхода подвижной щеки. Ширину выходной щели можно изменять регулировочным устройством. Это позволяет изменять крупность готового продукта или поддерживать крупность постоянной независимо от степени износа дробящих плит.
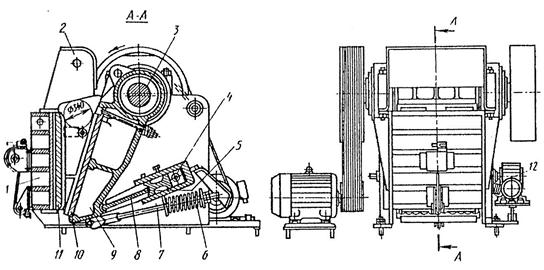
Рис. 3 Щековая дробилка со сложным движением щеки.
Станина щековой дробилки со сложным движением подвижной щеки (рис. 3) сварная. Ее боковые стенки соединены между собой передней стенкой 1 коробчатого сечения и задней балкой 4. Последняя также является корпусом регулировочного устройства. Над приемным отверстием укреплен защитный кожух 2, предотвращающий вылет кусков породы из камеры дробления. Подвижная щека 9 представляет собой стальную отливку, которая расположена на эксцентричной части приводного вала 3. В нижний паз вставлен сухарь для упора распорной плиты 8. Другим концом распорная плита упирается в сухарь регулировочного устройства 5 с клиновым механизмом. Замыкающее устройство состоит из тяги 7 и цилиндрической пружины 6. Натяжение пружины регулируют гайкой. При ходе сжатия пружина сжимается. Стремясь разжаться, она способствует возврату щеки и обеспечивает постоянное замыкание звеньев шарнирно-рычажного механизма - подвижной щеки, распорной плиты, регулировочного устройства. Предохранительное устройство представляет собой распорную плиту, которая ломается при нагрузках, превышающих допустимые (например, при попадании в камеру дробления недробимых предметов). Более рациональными являются предохранительные устройства, которые не разрушаются при повышении нагрузок. Такие устройства бывают пружинными, фрикционными, гидравлическими. Жесткость пружин должна обеспечивать работу дробилки при обычных нагрузках. При попадании в камеру дробления недробимых предметов пружины сжимаются на величину, необходимую для поворачивания эксцентрикового вала при остановившейся подвижной щеке.
В щековых дробилках применяют гидравлические предохранительные устройства, позволяющие перейти к нормальному режиму работы автоматически, без остановки дробилки. Существуют предохранительные устройства, в которых использован гидропневматический аккумулятор. При перегрузке жидкость перетекает из цилиндра в аккумулятор через отверстие с относительно большим сечением, что обеспечивает быстрое срабатывание устройства. Обратно в цилиндр масло проходит через канал с уменьшенным проходным сечением, постепенно восстанавливая первоначальное положение. Для регулирования ширины выходной щели в щековых дробилках применяют обычно клиновой механизм. Дробящие плиты 10 и 11 являются основными рабочими органами щековых дробилок. Они сменные, быстроизнашивающиеся. Расход металла на дробящие плиты составляет около одной трети всех расходов на дробление. Плиты щековых дробилок изготовляют из высокомарганцовистой стали, обладающей высокой износостойкостью. Конструкция дробящей плиты определяется ее продольным и поперечным профилями (рис. 4). Рабочую часть плиты делают рифленой и редко для первичного (грубого) дробления - гладкой. От продольного профиля дробящих плит зависит угол захвата, величина криволинейной или параллельной зоны и другие параметры камеры дробления, влияющие на процесс дробления. Рифления трапецеидальной формы (тип I) применяют для предварительного дробления в дробилках с приемным отверстием шириной 250 и 400 мм; рифления треугольной формы (тип II) используют для предварительного дробления в дробилках с приемным отверстием шириной 500 мм и более и для окончательного дробления в дробилках с приемным отверстием шириной 250, 400 и 600 мм. Шаг t и высоту h рифлений (м) для обоих профилей в зависимости от ширины b выходной щели рекомендуется определять по выражению t=2h = b.
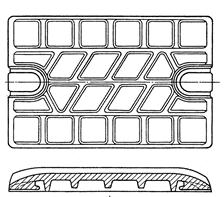
Рис. 4 Дробящая плита
3 МОЛОТКОВЫЕ ДРОБИЛКИ
Ударно-центробежные машины в производстве пигментов находят широкое применение в качестве дробилок для материалов первой, третьей и четвертой групп, а также в качестве мельниц для дезагрегации материалов второй группы. В зависимости от назначения и конструктивного оформления их называют либо ударно-центробежными дробилками, либо ударно-центробежными мельницами.
Преимущества ударно-центробежных машин: компактность – высокая производительность на единицу объема машины, простота конструкции, надежность работы и малая затрата энергии на холостой ход машины.
Основные недостатки этих машин: большое количество пыли в продуктах дробления и сравнительно быстрый износ ударных тел при дроблении или измельчении материалов средней твердости или наличии твердых частиц в мягких материалах.
Ударно-центробежные машины различных типов и конструктивных вариантов можно условно разбить на три группы:
1. молотковые, в которых ударные тела в виде бил чаще всего крупных размеров шарнирно прикреплены к ротору мельницы;
2. крестовые, в которых била жестко прикреплены к ротору мельницы;
3. дисковые, в которых штифты (стержни) сравнительно небольших размеров закреплены концентрическими рядами на двух дисках; диски либо вращаются в противоположные стороны (дезинтеграторы), либо один из дисков может быть неподвижен (дисмембраторы).
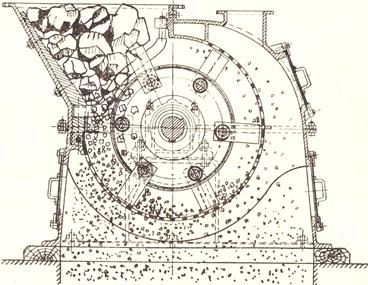
Рис 5 Схема работы молотковой дробилки
В молотковых дробилках к ротору прикреплены ударные тела (рис 5.). Ударные тела, закрепленные на шарнирах и свободно качающиеся на них, называются молотками или билами. При шарнирном закреплении молотков удар крупного или тяжелого куска гасится силой инерции молотка, не передаваясь на вал и подшипники. В случае попадания в дробилку крупного и твердого куска или металлических предметов шарнирно закрепленный молоток отклоняется, в то время как жестко закрепленный мог бы вызвать поломку мельницы. Таким образом, шарнирное закрепление молотков позволяет дробить на молотковых мельницах крупные куски неабразивных материалов с разрушающим напряжением σ<500-800 кгс/см2. Более твердые материалы вызывают быстрый износ молотков.
Среди машин непрерывного действия для дробления материалов первой и четвертой групп молотковые дробилки находят преимущественное распространение для среднего и тонкого дробления. Примером молотковой дробилки, применяющейся в производстве пигментов может служить однороторная однорядная молотковая дробилка с горизонтально установленным валом С-29 (рис. 6).
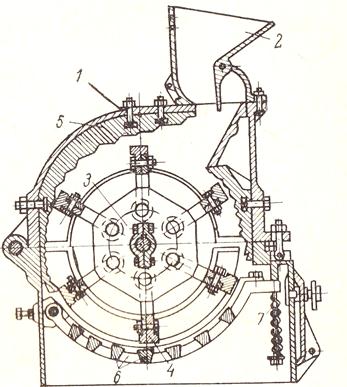
Рис 6 Однороторная однорядная дробилка С-29
1-корпус; 2-приемная воронка; 3-ротор; 4-молоток; 5- броневая плита; 6-решетка; 7-пружина
Она состоит из разъемного корпуса 1, выложенного броневыми плитами 5 и снабженного разгрузочной колосниковой решеткой 6. На боковых кронштейнах установлены подшипники, в которых вращается вал с насаженными на него дисками. В каждом диске имеется шесть отверстий, предназначенных для шарнирного закрепления шести больших тяжелых U-образных молотков 4. Ротор дробилки диаметром 710 мм делает 1200 оборотов в минуту, что соответствует окружной скорости крайних точек молотков 45 м/с. Он приводится во вращение посредством ременной передачи от электродвигателя, мощность которого подбирается в зависимости от вида материала и производительности дробилки. Решетка 6, помещенная в разгрузочной коробке, закреплена на шарнире. Зазор между ударной кромкой молотков и решеткой может изменяться. Материал загружается через приемную воронку 2, снабженную откидывающейся внутрь заслонкой, защищающей обслуживающий персонал от кусков материала, которые могут быть выброшены из дробилки при незаполненной приемной воронке. Материал, поступающий через воронку, дробится частично ударом молотка, частично ударом о броню, подвергаясь многократному воздействию ударных тел.
ЗАКЛЮЧЕНИЕ
Дробильное оборудование по ряду санитарно-гигиенических показателей не удовлетворяет установленным требованиям и нормам обеспечения нормальных условий работы обслуживающего персонала. Поэтому выбору способа установки и эксплуатации оборудования следует уделять особое внимание.
Дробление материалов в дробилках и дробильных установках связанно со значительным шумообразованием, возникающим при расколе кусков и вибрации деталей от импульсных воздействии усилий дробления.
Для уменьшения шумового воздействия на обслуживающий персонал рассматриваются два основных способа: снижение шума, излучаемого технологическими устройствами; борьба с проницаемостью излучаемого шума.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Горловский И.А., Козулин Н.А. «Оборудование заводов лакокрасочной промышленности», 3е изд. – Л:Химия, 1980 -376с.
2. Дринберг А.Я. «Технология лакокрасочных покрытий» - Л:Госхимиздат, 1951 – 528с.
3. Яковлев А.Д. «Химия и технология лакокрасочного покрытия» - Л:Химия, 1989 384с.
© 2009 База Рефератов