
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Эксплуатация и обслуживание металлорежущих станков
Контрольная работа: Эксплуатация и обслуживание металлорежущих станков
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НУКИ УКРАИНЫ
ПРИАЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии машиностроения
КОНТРОЛЬНАЯ РАБОТА
«Эксплуатация и обслуживание металлорежущих станков»
Проверил: М.В. Маргулис
Выполнил:
Студент гр. И-07 ТМ-2
Ю.А. Красозова
Мариуполь 2009
Содержание
1. Введение
2. Общие сведения
3. Основные технические данные и характеристики
4. Указание мер безопасности
5. Состав станка
6. Порядок установки
7. Подготовка к первоначальному пуску и первоначальный пуск станка
8. График и состав ремонтно-профилактических работ
9. Список используемой литературы.
1. Введение
Металлорежущие станки в зависимости от обработки делятся на несколько групп. Обозначение модели станка состоит из сочетания трёх или четырёх цифр или букв. Первая цифра означает номер группы, вторая - номер подгруппы (тип станка), а последние одна или две цифры - наиболее характерные параметры станка. Для каждого станка разрабатывается руководство по его эксплуатации, в котором указываются общие сведения по станку, основные технические данные, меры безопасности, состав станка и т.д. Это руководство относится к эксплуатационным документам, предусмотренным ГОСТ 2.601-95. В нем предусмотрены следующие виды эксплуатационных документов (ЭД):
- руководство по эксплуатации (РЭ);
- инструкция по монтажу, пуску, регулированию и обкатке изделия (ИМ);
- формуляр (ФО);
- паспорт (ПС);
- каталог деталей и сборочных единиц (КДС);
- норма расхода запасных частей (НЗЧ);
- ведомость запчастей (ЗИП).
КЛАССИФИКАЦИЯ И СИСТЕМА ОБОЗНАЧЕНИЯ СТАНКОВ
Металлорежущие станки в зависимости от вида обработки делят на 9 групп, а каждую группу, а каждую группу – на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
Обозначение модели станка состоит из сочетания трех или четырех цифр или букв. Первая цифра означает номер группы, вторая – номер подгруппы (тип станка), а последние одна или две цифры – наиболее характерные технологические параметры станка. Например, 1Е116 означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм; 2Н125 означает вертикально-сверлильный станок с условным наибольшим диаметром сверления 25 мм. Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности. Классы точности станков обозначают: Н - нормальной; П – повышенной; В высокий; Л – особо высокой точности и С – особо точные станки. Принята следующая индексация моделей станков с программным управлением: Ц – с цикловым управлением; Ф1 – с цифровой индексацией положения, а также с предварительным набором координат; Ф2 – с позиционной системой ЧПУ, Ф3 - с контурной системой ЧПУ, Ф4 – с комбинированной системой ЧПУ. Например, 16Д20П токарно-винторезный станок повышенной точности; 6Р13К-1 – вертикально фрезерный консольный станок с копировальным устройством;1Г34ОПЦ – токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением; 2455АФ1 координатно-расточный двухстоечный станок особо высокой с предварительным набором координат и цифровой индикацией; 2Р135Ф2 вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления; 16К20Ф3 – токарный станок с контурной системой числового программного управления; 2202ВМФ4 многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
Станки подразделяют на широкоуниверсальные, универсальные (общего назначения), специализированные и специальные.
Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например: мод.МШ-245 – рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
Металлорежущие станки в зависимости от веса делятся на легкие весом до 1 т.; средние – свыше 1 т. до 10 т.; тяжелые свыше10 т.
Тяжелые станки, в свою очередь, делятся на 3 подгруппы:
а) крупные станки весом свыше 10 т. до 30 т.;
б) тяжелые станки весом свыше30т. до 100т.;
в) особо тяжелые весом свыше 100т.
Для составления руководства по эксплуатации используем широкоуниверсальный консольно-фрезерный станок 6М82Ш, 6М83Ш.
2. Общие сведения
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Широкоуниверсальные консольно-фрезерные станки моделей 6Р82Ш и 6Р83Ш предназначены для выполнения различных фрезерных работ в условиях индивидуального производства.
На станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т.п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцевыми и цилиндрическими формами,
Возможна как раздельная, так и одновременная работа обоими шпинделями, При установке серег станки могут быть использованы как обычные горизонтально фрезерные.
Технологические возможности станков могут быть расширены с применением делительной головки поворотного круглого станка и других приспособлений,
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
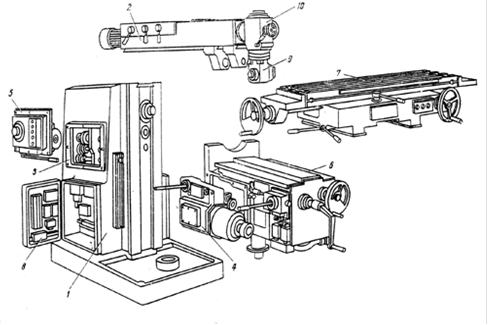
Рисунок1. Расположение составных частей станка
|
№поз. на рис.1 |
Наименование | Обозначение | Примечание |
| 1 | Станина | 6Р82Ш - 1 | Для станков 6Р82Ш |
| 3 | Коробка скоростей | 6М82Ш - 3 | |
| 4 | Коробка подач | 6Р82 - 4 | |
| 5 | Коробка переключения | 6Р82 - 5 | |
| 6 | Консоль | 6Р82 - 6 | |
| 7 | Стол и салазки | 6Р82 Г – 7 | |
| 8 | Электрооборудование | 6Р82 Ш – 8 | |
| 2 | Хобот | 6Р82 Ш – 11 | |
| 10 | Поворотная головка | 6Р82 Ш – 31 | |
| 9 | Накладная головка | 6Р82 Ш - 32 | |
| 1 | Станина | 6Р83Ш - 1 | Для станков 6Р83Ш |
| 3 | Коробка скоростей | 6М83Ш - 3 | |
| 4 | Коробка подач | 6Р83 - 4 | |
| 5 | Коробка переключения | 6Р83 - 5 | |
| 6 | Консоль | 6Р83 - 6 | |
| 7 | Стол и салазки | 6Р83 Г – 7 | |
| 8 | Электрооборудование | 6Р83 Ш – 8 | |
| 2 | Хобот | 6Р83 Ш – 11 | |
| 10 | Поворотная головка | 6Р82 Ш – 31 | |
| 9 | Накладная головка | 6Р82 Ш - 32 |
3. Основные технические данные и характеристики
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА (ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ СОГЛАСНО ГОСТ 165.72). КЛАСС ТОЧНОСТИП, ГОСТ8-71.
| Наименование параметров | Модели | |
| 6Р82Ш | 6Р83Ш | |
|
СТОЛ. Размеры рабочей поверхности (длина × ширина), мм.. Число Т – образных пазов......................... Размеры Т – образных пазов мм.................... Наибольшие перемещения стола, мм: продольное механическое...................... продольное вручную.......................... поперечное механическое...................... поперечное вручную.......................... вертикальное механическое.................... вертикальное вручную......................... Наибольшее и наименьшее расстояние от оси шпиндел до рабочей поверхности стола, мм............... Расстояние от оси шпинделя до хобота, мм.......... Расстояние от торца шпинделя поворотной головки до стола, мм..................................... Расстояние от оси шпинделя поворотной головки до направляющих станины, мм..................... Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм...... Перемещение стола на один оборот лимба, мм: продольное и поперечное...................... вертикальное................................ Наибольшая масса обрабатываемой детали, кг....... ШПИНДЕЛЬНЫЕ ГОЛОВКИ, Перемещение пиноли шпинделя, мм: на один оборот лимба......................... на одно деление лимба........................ Наибольшее перемещение пиноли шпинделя, мм.... Поворот головки в поперечной плоскости стола, гр: к станине................................... от станины................................. Поворот головки в продольной плоскости стола, гр.. Поворот накладной головки, град................. Поворот головок на одно деление шкалы, град...... ШПИНДЕЛИ. Эскиз конца шпинделей: горизонтального: система................................... размер.................................... поворотной и накладной головок: система................................... размер.................................... НАПРАВЛЯЮЩИЕ СТАНИНЫ. Эскиз................... ХОБОТ И СЕРЬГИ. Эскиз............................... МЕХАНИКА СТАНКА. Механика главного движения....... Механика подач............................... Выключающие упоры подачи (продольной, попереч- ной, вертикальной).......................... Блокировка ручной и механической подачи (продоль ной, поперечной, вертикальной)............... Блокировка раздельного включения подачи........ Автоматическая прерывная подача: продольная................................. поперечная и вертикальная................... Торможение шпинделя......................... Предохранение от перегрузки (муфта)............ ПРИВОД, ГАБАРИТ И МАССА. Электродвигатель привода главного движения: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электродвигатель привода подач: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электродвигатель привода шпинделя поворотной головки: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электронасос подачи охлаждения жидкости: тип...................................... мощность, квт.............................. число оборотов в минуту..................... производительность, л/мин................... Габарит станка (длина × ширина × высота), мм.... Масса станка, т............................... |
1250 × 320 3 800 800 240 250 410 420 30-450* 155 35-535 260-820 0,05 6 2 250 6 0,1 80 45 90 360 360 1 ГОСТ 836-62 № 3 ГОСТ 836-62 № 4 рис. 39 см. рис. 7 табл.8 рис 4,5 табл.9 рис 6 есть есть есть есть нет есть есть А02-51-4-С2 7,5 1460 А02-31-4-С2 2,2 1430 А02-31-4-С2 2,2 1430 ПА-22 0,125 2800 22 2470×1950×1950 3,3 |
1600 × 400 3 1000 1000 300 320 410 420 30-450* 190 70-570 250-900 0,05 6 2 300 6 0,1 80 45 90 360 360 1 ГОСТ 836-62 № 3 ГОСТ 836-62 № 4 рис. 39 см. рис. 7 табл.8 рис 4,5 табл.9 рис 6 есть есть есть есть нет есть есть А02-52-4-С2 10,0 1460 А02-32-4-С2 3,0 1430 А02-32-4-С2 3,0 1430 ПА-22 0,125 2800 22 2680×2260×2040 4,5 |
*Обеспечивается при ручном перемещении и снятом нижнем ограничительном кулачке.
МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ
|
Число оборо- тов шпинделя в минуту |
Наибольший допу- стимый крутящий момент на шпинделе, кгс∙м |
Мощность на шпин- деле по приводу, квт |
||
| 6Р82Ш | 6Р83Ш | 6Р82Ш | 6Р83Ш | |
|
31,5 40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000 1250 1600 |
107,00 107,00 107,00 107,00 84,50 67,50 54,00 41,80 33,20 26,70 21,00 16,50 13,10 10,10 7,9 6,18 4,85 3,56 |
143,00 143,00 143,00 143,00 113,00 90,10 72,10 55,80 43,00 35,60 28,00 22,00 17,50 13,50 10,50 8,25 6,46 4,75 |
6,93 6,93 6,93 6,93 6,93 6,93 6,93 6,90 6,82 6,86 6,82 6,80 6,75 6,52 6,5 6,35 6,22 5,85 |
9,25 9,25 9,25 9,25 9,25 9,25 9,25 9,20 9,10 9,15 9,10 9,05 9,00 8,70 8,65 8,45 8,30 7,80 |
МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ ПОВОРОТНОЙ
И НАКЛАДНОЙ ШПИНДЕЛЬНЫХ ГОЛОВОК
|
Номер ступени |
Число оборотов вертикального шпинделя в минуту при прямом и обратном вращениях |
Мощность на шпинделе, квт |
|
1 2 3 4 5 6 7 8 9 10 11 |
50 70 100 140 200 280 400 560 800 1120 1600 |
1,0 1,6 2,1 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 |
МЕХАНИКА ПОДАЧ
| Номер ступени | Подача стола, мм/мин | |
| продольная, поперечная | вертикальная | |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
25, 31,5 40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000 1250 |
8,3 10,5 13,3 16,6 21,0 26,6 33,3 41,6 53,3 66,6 83,3 105,0 133,3 166,6 210,0 266,6 333,3 416,6 |
Пределы использования станка на мощности и силовым нагрузкам.
При работе на числах оборотов горизонтального шпинделя выше 63 об/мин и накладного шпинделя выше 100об/мин пределы использования приводов ограничиваются номинальной мощностью установленных электродвигателей.
Наибольшее усилие резания, допускаемое механизмом подачи, соответственно для продольной, поперечной и вертикальной подач составляет:
для станка 6Р82Ш – 1500кгс, 1200кгс, 500кгс.
для станка 6Р83Ш – 2000кгс, 1200кгс, 800кгс.
В случае возникновения признаков вибрации при некоторых параметрах режима резания рекомендуется увеличить подачу на зуб или применить фрезы с неравномерным шагом.
При работе на низких числах оборотов шпинделей (для горизонтального ниже 63 об/мин, накладного ниже 100 об/мин) лимитирующим фактором является прочность привода главного движения, В этих случаях рекомендуется работать с ограничением мощности для привода главного движения в соответствии с табл.8
Наибольший допустимый диаметр фрез при черновой обработке составляет:
для станка6Р82Ш – 160мм (горизонтальный шпиндель), 100мм (вертикальный шпиндель);
для станка6Р83Ш – 200мм (горизонтальный шпиндель), 100мм (вертикальный шпиндель).
4. Указание мер безопасности
ТРЕБОВАНИЯ К ОБСЛУЖИВАЮЩЕМУ ПЕРСОНАЛУ.
Необходимо соблюдать общие правила техники безопасности при работе на металлорежущих станках.
К работе на станке допускаются лица, знакомые с общими положениями условий техники безопасности при фрезерных работах, а также изучившие особенности станка и меры предосторожности, приведенные в данном руководстве и руководстве по эксплуатации электрооборудования станка.
Периодически проверять правильность работы блокировочных устройств.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ И ЭКСПЛУАТАЦИИ.
При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Болт заземления находится с правой стороны основания станка.
Все ручные перемещения узлов производить при отжатых рукоятках зажима стола, салазок, консоли.
Открывать электрошкафы разрешается только квалифицированным электрикам.
Работа на станке при неисправных блокирующих устройствах не допускается.
Работа на станке со снятыми упорами или неисправными устройствами, выключающими подачу, не допускается.
Включать механический ход узла при зажатых рукоятках запрещается.
Переключение скоростей шпинделя на ходу запрещается.
Снимать крышку не разрешается из-за возможности засорения резервуара и порчи насоса охлаждения.
Сопло должно быть надежно закреплено; поправлять, перестраивать установку сопла в процессе фрезерования не допускается.
СРЕДСТВА ЗАЩИТЫ, ВХОДЯЩИЕ В КОНСТРУКЦИЮ.
Ввиду того, что станки 6Р82Ш и 6Р83Ш предназначены для выполнения разнообразных фрезерных работ, конструкция ограждения к ним может быть различной в зависимости от конкретных условий фрезерования.
Один из вариантов ограждения, устанавливаемого на хоботе станка, показан на рис.31. Ограждающее устройство состоит из двух металлических поворотных щитков 1, заканчивающихся резиновыми лепестками 2. щитки могут быть установлены под любым углом в горизонтальной плоскости и перемещаться вдоль направляющих хобота.
Ограждающее устройство со станком не поставляется, но при необходимости потребителю может быть выслан комплект чертежей на данное устройство.
5. Состав станка
5.1. КРАТКОЕ ОПИСАНИЕ СБОРОЧНЫХ ЕДИНИЦ СТАНКА
СТАНИНА является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
ХОБОТ представляет собой самостоятельный узел. В нем монтируется коробка скоростей привода шпинделя поворотной головки. Изменение скоростей шпинделя осуществляется передвижением зубчатых блоков по шлицевым валам.
КОРОБКА СКОРОСТЕЙ горизонтального шпинделя смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5 – 0,7мм.
КОРОБКА ПЕРЕКЛЮЧЕНИЯ СКОРОСТЕЙ позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
ПОВОРОТНАЯ ГОЛОВКА крепится к хоботу через промежуточную плиту при помощи болтов, введенных в кольцевой Т образный паз, и центрируется в кольцевой выточке.
Поворотная головка зафиксирована в нулевом положении по отношению к фланцу хобота. Для поворота головки следует освободить её от нулевой фиксации вращением гайки штифта фиксации и вытягиванием штифта.
НАКЛАДНАЯ ГОЛОВКА крепится к поворотной головке посредством Т образного паза и по аналогии с поворотной головкой имеет нулевую фиксацию.
КОРОБКА ПОДАЧ обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоля.
КОНСОЛЬ является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колёс, передающих движение от коробки подач в 3-х направлениях – к винтам продольной, поперечной и вертикальной подач, механизмам включения быстрого хода, электродвигателю подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
СТОЛ И САЛАЗКИ обеспечивают продольные и поперечные перемещения стола.
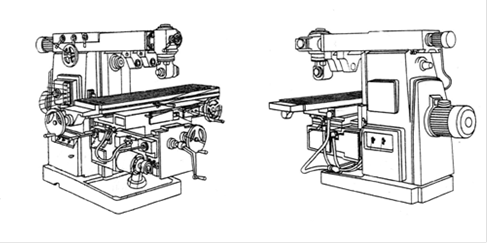
Рисунок 2. Общий вид станка
СИСТЕМА СМАЗКИ
Схема расположения точек смазки показана на рисунке 30. В таблице 5 указаны элементы системы и точки смазки.
Описание работы системы смазки. Внимательное отношение к смазке, нормальная работа системы смазки являются гарантией безотказной работы станка и его долговечности.
На станке имеются 3 изолированные централизованные системы смазки:
зубчатых колес, подшипников коробки скоростей и элементов коробки переключения скоростей;
зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола;
зубчатых колес, подшипников коробки скоростей хобота.
Масляный резервуар и насос смазки коробки скоростей горизонтального шпинделя находятся в станине. Масло в резервуар заливается через угольник 19 до середины маслоуказателя 5. при необходимости уровень масла должен пополнятся. Слив масла производится через патрубок 18.
Контроль за работой системы смазки коробки скоростей осуществляется маслоуказателем6.
Смазка элементов коробки скоростей хобота осуществляется разбрызгиванием. Масло в резервуар хобота заливается через пробку 9 до середины маслоуказателя 8. слив масла из резервуара хобота производится через пробку 7, расположенной в нижней части хобота
Смазка подшипников поворотной и накладной головок производится шприцеванием соответственно через точки 14 (пять точек смазки), 13 и 11.
Масляный резервуар и насос смазки узлов, обеспечивающих движение подачи, расположен в консоли. Масло в резервуар заливается через угольник16 до середины маслоуказателя 17. Превышать этот уровень не рекомендуется: заливка выше середины маслоуказателя может привести к подтекам масла из консоли и коробки подач. Кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя кратковременного включения двигателя подач при переключении подач. При снижении уровня масла до нижней точки маслоуказателя необходимо пополнять резервуар. Слив масла из консоли производится через пробку 15 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 3.
Работа системы смазки считается удовлетворительной, если масло каплями вытекает из подводящей трубки; наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей работе масляной системы.
Направляющие стола, салазки, консоли, механизм привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара консоли. Смазка направляющих консоли осуществляется от кнопки 2, а смазка направляющих салазок, стола и механизмов привода продольного хода - от кнопки 1. достаточность смазки оценивается по наличию масла на направляющих.
Смазка должна производиться с учетом степени загрузки станка, как правило, перед работой. (Ориентировочно два раза в смену при длительности 15-20 сек)
Смазку подшипников концевых опор и винта продольной подачи производить шприцеванием через точки 4.
Смазка подшипников серьги - капельная.
Залив масла производится через пробки 10 до середины маслоуказателя 12. смазка достаточная, если на поверхности скольжения поступает одна капля через 2-3 мин.
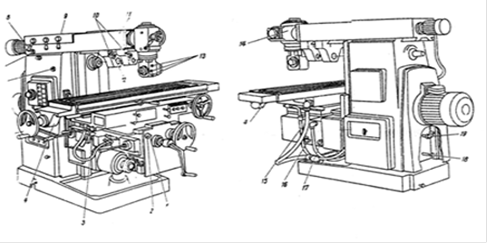
Рисунок 3. Система смазки станка
| Наименование элементов смазки |
Способ обслужи- вания |
Периодичность обслуживания |
Смазочный материал |
Норма расхода, л |
|
Залив масла в резервуар консоли Слив масла из резервуара консоли Указатель уровня масла в резервуаре консоли Контроль работы насоса консоли Кнопка для смазки вертикальных направляющих консоли Кнопка для смазки механизма и направляющих узла «стол -салазки» Пресс – масленка для смазки концевых подшипников стола Залив масла в резервуар станины Слив масла из резервуара станины Указатель уровня масла в резервуаре станины Залив масла в резервуар хобота Слив масла из резервуара хобота Указатель уровня масла в резервуаре хобота Пресс-масленка для смазки подшипников узла «Поворотная головка» Пресс-масленка для смазки подшипников узла «Накладная головка Залив масла в резервуар серьги Указатель уровня масла в резервуаре серьги Пресс-масленка для смазки подшипника хобота (точка 11) Контроль работы насоса коробки скоростей |
Вручную - - - - шприцем вручную - - вручную - - шприцем шприцем вручную - шприцем |
Менять первый раз через 15 дней, второй через 30 дней далее каждые 3 месяца - - - - - 1 раз в месяц Менять первый раз через 15 дней, второй через 30 дней далее каждые 3 месяца - - Менять первый раз через 15 дней, второй через 30 дней далее каждые 3 месяца - - 1 раз в месяц 1 раз в месяц по мере расхода - 1 раз в месяц |
Масло И-30А ГОСТ20799-75 - - - Масло И-30А ГОСТ20799-75 Масло И-30А ГОСТ20799-75 Смазка1-13 ГОСТ 1631-61 Масло И-30А ГОСТ20799-75 - - Масло И-30А ГОСТ20799-75 - - Смазка1-13 ГОСТ 1631-61 Смазка1-13 ГОСТ 1631-61 Масло И-30А ГОСТ20799-75 - Смазка1-13 ГОСТ 1631-61 |
6 - - - - - 20 - - 2 - - 0,3 0,2 0,6 - 0,1 |
Примечания
1. По мере расхода масла на смазку направляющих и механизмов салазок уровень масла в резервуаре консоли следует периодически пополнять.
2. вязкость смазки 1-13, ГОСТ 1631-61 при 0˚С и среднем градиенте скорости деформации10-1 сек в паузах не более 5000. температура каплепадения не ниже 120˚С
3. Помимо указанных смазок, могут быть использованы и другие взаимозаменяемые масла, так масло И-30А, ГОСТ 20799-75.
Shell Vitrea oil 29
Shell Vitrea oil 31
Shell Vitrea oil 29
Shell Vitrea oil 29
Shell Vitrea oil 29
6. Порядок установки
Распаковка. При распаковке сначала снять верхний щит упаковочного ящика, а затем - боковые. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Транспортировка. При транспортировании упакованного станка канаты следует располагать в соответствии с обозначением мест стропки на упаковочном ящике. При транспортировании краном канат должен быть выбран с учетом веса брутто упакованного станка.
Транспортирование станка в распакованном виде производится согласно схеме транспортирования (рис.32). При транспортировании задний кожух снимается.
Перед транспортированием проверьте надежность зажима всех перемещающихся узлов. Салазки со столом должны быть придвинуты к козырьку консоли.
Канат не должен касаться рукояток станка. Следите, чтобы канатом или случайным столкновением при перемещении не повредить выступающие детали станка. В случае подъема станка тросом примите меры к сохранению окраски станка в местах расположения троса. При транспортировании и упаковке на место не подвергайте станок сильным толчкам и сотрясениям.
Перед установкой станок должен быть очищен от антикоррозийных покрытий, нанесенных на неокрашенные поверхности, ветошью, смоченной в уайт-спирите. После снятия защитной смазки неокрашенные поверхности трения во избежание коррозии смазываются тонким слоем масла И-30А, ГОСТ 20799-75.
Установка станка без специального фундамента разрешается только на бетонированном полу толщиной не менее 300 мм. В остальных случаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент согласно чертежам.
Глубина заложения фундамента выбирается в зависимости от грунта. В фундаменте необходимо предусмотреть колодцы под анкерные болты. Глубину колодцев принимать не мене 400 мм.
Точность работы станка зависит от правильности его установки на фундаменте и должна составлять 0,02-0,04 мм на 1000 мм.
Выверка станка по уровню производится стальными клиньями. Окончательно выверенный станок подливается раствором цемента и после его затвердевания закрепляется фундаментными болтами.
При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Болт заземления находится с правой стороны на основании станка.
7. Подготовка к первоначальному пуску и первоначальный пуск станка
Подготовка к первоначальному пуску и первоначальный пуск. Заземлить станок подключением к общей цеховой системе заземления.
Прежде чем приступить к эксплуатации станка, необходимо проверить и подтянуть все ослабевшие во время транспортирования внешние винтовые соединения и крепления. Следует также проверить и подтянуть винты крепления электродвигателей и электроаппаратов.
Заполняются масляные резервуары станины, хобота, консоли, серег и производится смазка шприцеванием. Проверяется отсутствие течи масла из-под крышек, фланцев и прочих соединений. В случае работы на станке с охлаждением резервуар в основании станка заполняется охлаждающей жидкостью.
Устанавливаются на свои места маховички перемещений стола, салазок, рукоятка ручного перемещения консоли и лампа местного освещения.
Производится опробование ручных перемещений стола, салазок, консоли должны находиться в среднем (нейтральном) положении, а переключатели 21 и 40 – установленными в положение «ручное управление».
ВСЕ РУЧНЫЕ ПЕРЕМЕЩЕНИЯ УЗЛОВ ПРОИЗВОДИТЬ ПРИ ОТЖАТЫХ РУКОЯТКАХ ЗАЖИМА СТОЛА,САЛАЗОК, КОНСОЛИ.
При ручных перемещениях узлов опробуйте действие ограничительных упоров и блокировку маховичков и рукоятки ручных перемещений.
Проверяется четкость фиксации рукояток включения продольной, поперечной или вертикальной подач.
На вводные клеммы станка подается питание от сети.
Первоначальный пуск станка производится в следующем порядке:
Переключателем 36 станок включается в сеть.
Включением перемещения стола, салазок или консоли убеждаются в правильности подключения станка. Правильное фазирование при подключении станка определяется соответствием направления перемещение узла с направлением поворота рукояток включения подачи.
После освоения назначения органов управления опробуется поочередно включение главного движения и подач. При пробных включениях необходимо проверить исправность работы систем смазки станка и смазать направляющие консоли, салазок, стола.
Произвести пробные переключения скорости шпинделя.
Произвести пробные переключения подач.
Проверить работу установленных на станке переключателей, рукояток и кнопок на всех возможных режимах станка.
Проверить действие кнопок 1 и 18 «Стоп».
8. График и состав ремонтно-профилактических работ
При работе станка с условиями нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, межремонтный цикл (срок службы до капитального ремонта) при двухсменной работе составляет при преимущественной обработке стали не менее 8,5 лет и аналогично чугуна - не менее 7 лет.

Рисунок 4. График ремонтных работ:
А – для стали; В – для чугуна; С – месяцы;
I – осмотр; I I – малый ремонт; I I I – средний ремонт; IV – капитальный ремонт.
Ремонтно-профилактические работы рекомендуется производить согласно графику ремонтных работ (рисунок 41).
При этом выполняются следующие основные работы.
ОСМОТР
1. Наружный осмотр (без разборки для выявления дефектов) состояния и работы станка в целом и по узлам.
2. осмотр и проверка состояния механизмов привода главного движения и подач.
3. регулирование зазоров ходовых винтов стола.
4. Регулирование подшипников шпинделя.
5. Проверка работы механизмов переключения скоростей и подач.
6. Регулирование механизмов включения кулачковых муфт подач и фрикционной муфты ускоренного хода.
7. Регулирование клиньев стола, салазок, консоли и хобота.
8. Осмотр направляющих, зачистка забоин и задиров.
9. Подтяжка ослабевших крепежных деталей.
10. Проверка исправности действия ограничительных кулачков.
11. Проверка состояния и мелкий ремонт систем охлаждения и смазки.
12. Проверка состояния и ремонт оградительных устройств.
13. Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта).
МАЛЫЙ РЕМОНТ
1. Частичная разборка узлов
2. Промывка всех узлов.
3. Регулирование или замена подшипников качения.
4. Зачистка заусенцев и забоин на зубьях шестерен, сухарях и вилках переключения.
5. Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта).
6. Пришабривание и зачистка клиньев и планок.
7. Зачистка ходовых винтов и замена изношенных гаек.
8. Зачистка забоин и задиров направляющих и рабочей поверхности стола.
9. Замена изношенных и сломанных крепежных деталей.
10. Проверка и регулирование механизмов включения скоростей и подач.
11. Ремонт систем смазки и охлаждения.
12. испытание станка на холостом ходу, проверка на шум, нагрев и точность по обработанной детали.
СРЕДНИЙ РЕМОНТ
1. Узловая разборка станка.
2. Промывка всех узлов.
3. Осмотр деталей разобранных узлов.
4. Составление дефектной ведомости.
5. Регулирование или замена подшипников шпинделя.
6. Замена или восстановление шлицевых валов.
7. Замена изношенных втулок и подшипников.
8. Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода.
9. Замена изношенных зубчатых колес
10. Восстановление или замена изношенных ходовых винтов и гаек.
11. Пришабривание или замена регулировочных клиньев.
12. Ремонт насосов и арматуры систем смазки и охлаждения.
13. Исправление шабрением или шлифованием поверхностей, если их износ превышает допустимый.
14. Окраска наружных поверхностей станка.
15. Обработка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев.
16. Проверка станка на точность и жесткость по ГОСТ 1734-72.
КАПИТАЛЬНЫЙ РЕМОНТ
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и точность.
Характер и объем при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово предупредительного ремонта.
Используемая литература
1. Руководство по эксплуатации широкоуниверсального консольно-фрезерного станка 6М82Ш,6М83Ш.
2. «Справочник технолога машиностроителя» том 2 А.Г.Косилов, Р.К.Мещеряков.
© 2009 База Рефератов