
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Лакокрасочные покрытия
Контрольная работа: Лакокрасочные покрытия
Содержание
1. Определение и виды лакокрасочных покрытий
2. Методы нанесения лакокрасочных материалов
3. Свойства лакокрасочных покрытий
Список литературы
1. Определение и виды лакокрасочных покрытий
Лакокрасочные покрытия, образуются в результате пленкообразования (высыхания, отверждения) лакокрасочных материалов. нанесенных на поверхность (подложку). Основное назначение: защита материалов от разрушения и декоративная отделка поверхности. По эксплуатационным свойствам различают лакокрасочные покрытия атмосфере-, водо-, масло- и бензостойкие, химически стойкие, термостойкие, электроизоляционные, консервационные, а также специального назначения. К последним относятся, например, противообрастающие (препятствуют обрастанию подводных частей судов и гидротехнических сооружений морскими микроорганизмами), светоотражающие, светящиеся (способны к люминесценции в видимой области спектра при облучении светом или радиоактивным излучением), термоиндикаторные (изменяют цвет или яркость свечения при определенной температуре), огнезащитные, противошумные (звукоизолирующие). По внешнему виду (степень глянца, волнистость поверхностисти, наличие дефектов. лакокрасочные покрытия принято подразделять на 7 классов. Для получения лакокрасочные покрытия применяют разнообразные лакокрасочные материалы (ЛКМ), различающиеся по составу и химической природе пленкообразователя:
ЛКМ на основе термопластичных пленкообразователей (битумные, эфироцеллюлозные лаки);
ЛКМ на основе термореактивных пленкообразователей (полиэфирные, полиуретановые лаки);
ЛКМ на основе масел (олифы, масляные лаки, масляные краски);
ЛКМ, модифицированные маслами (алкидные лаки).
Используют лакокрасочные покрытия во всех отраслях народного хозяйства и в быту. Более 50% всех ЛКМ расходуется в машиностроении (из них 20% - в автомобилестроении), 25% - в строительной индустрии. В строительстве для получения лакокрасочные покрытия (отделочные) применяют упрощенные технологии изготовления и нанесения ЛКМ. Большинство лакокрасочные покрытия получают нанесением ЛКМ в несколько слоев (рис. 1). Толщина однослойных лакокрасочных покрытий колеблется в пределах 3-30 мкм, многослойных - до 300 мкм. Для получения многослойных, например защитных, покрытий наносят несколько слоев разнородных ЛКМ (комплексные лакокрасочные покрытия), при этом каждый слой выполняет определенную функцию: нижний слой - грунт - обеспечивает адгезию комплексного покрытия к подложке, замедление электрохимической коррозии металла; промежуточный - шпатлевка - выравнивание поверхности; верхние, покровные, слои (эмали; иногда для повышения блеска последний слой - лак) придают декоративные и частично защитные свойства.
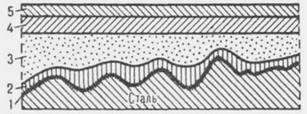
Рисунок 1. – Защитное лакокрасочное покрытие (в разрезе): 1 -фосфатный слой; 2 - грунт; 3 - шпатлевка. 4 и 5 - слои эмали.
При получении прозрачных покрытий лак наносят непосредственно на защищаемую поверхность. Технологический процесс получения комплексного лакокрасочного покрытия включает до нескольких десятков операций, связанных с подготовкой поверхности, нанесением ЛКМ, их сушкой (отверждением) и промежуточной обработкой. Выбор технологического процесса зависит от типа ЛКМ и условий эксплуатации лакокрасочного покрытия, природы подложки, формы и габаритов окрашиваемого объекта. Качество подготовки окрашиваемой поверхности в значительной степени определяет адгезионную прочность лакокрасочного покрытия к подложке и его долговечность. Подготовка металлических поверхностей заключается в их очистке ручным или механизированным инструментом, пескоструйной либо дробеструйной обработкой или др., а также химическими способами. Последние включают:
1) обезжиривание поверхности;
2) травление - удаление окалины, ржавчины и др. продуктов коррозии с поверхности (обычно после ее обезжиривания);
3) нанесение конверсионных слоев (изменение природы поверхности; используется при получении долговечных комплексных лакокрасочных покрытий). К нему относятся: фосфатирование, которое заключается в образовании на поверхности стали пленки нерастворимых в воде трехзамещенных ортофосфатов; оксидирование (чаще всего электрохимическим способом на аноде);
4) получение металлических подслоев - цинкование или кадмирование (обычно электрохимическим способом на катоде).
Химические методы обеспечивают высокое качество подготовки поверхности, но сопряжены с последней промывкой водой и горячей сушкой поверхностей, а следовательно, с необходимостью очистки сточных вод.
2. Методы нанесения лакокрасочных материалов
Методы нанесения жидких и порошковых ЛКМ различны.
Применяется несколько способов нанесения жидких ЛКМ:
Ручной (кистью, шпателем, валиком) - для окраски крупногабаритных изделий (строительных сооружений, некоторых промышленных конструкций), исправления дефектов. в быту; используются ЛКМ естественной сушки.
Валковый - механизированное нанесение ЛКМ с помощью системы валиков обычно на плоские изделия (листовой и рулонный прокат, полимерные пленки, щитовые элементы мебели, бумага. картон, металлическая фольга).
Окунание в ванну, заполненную ЛКМ. Традиционные (органоразбавляемые) ЛКМ удерживаются на поверхности после извлечения изделия из ванны вследствие смачивания. В случае водоразбавляемых ЛКМ обычно применяют окунание с электро-, хемо- и термоосаждением. В соответствии со знаком заряда поверхности окрашиваемого изделия различают ано- и катофоретическое электроосаждение - частицы ЛКМ движутся в результате электрофореза к изделию, которое служит соответственно анодом или катодом. При катодном электроосаждении (не сопровождающемся окислением металла. как при осаждении на аноде) получают лакокрасочные покрытия, обладающие повышенной коррозионной стойкостью. Применение метода электроосаждения позволяет хорошо защитить от коррозии острые углы и кромки изделия, сварные швы, внутренние полости, но нанести можно только один слой ЛКМ, т. к. первый слой, являющийся диэлектриком. препятствует электроосаждению второго. При хемоосаждении используют ЛКМ дисперсионного типа, содержащие окислители. При их взаимодействии с металлической подложкой на ней создается высокая концентрация поливалентных ионов, вызывающих коагуляцию приповерхностных слоев ЛКМ. При термоосаждении осадок образуется на нагретой поверхности; в этом случае в воднодисперсионный ЛКМ вводят спец. добавку ПАВ, теряющего растворимость при нагревании.
Струйный облив (налив) - окрашиваемые изделия проходят через «завесу» ЛКМ. Струйный облив применяют для окраски узлов и деталей различных машин и оборудования, налив - для окраски плоских изделий (листового металла, щитовых элементов мебели, фанеры). Методы облива и окунания применяют для нанесения ЛКМ на изделия обтекаемой формы с гладкой поверхностью, окрашиваемые в один цвет со всех сторон.
Распыление:
а) пневматическое - с помощью ручных или автоматических пистолетообразных краскораспылителей, ЛКМ с температурой от комнатной до 40-85 °С подается под давлением (200-600 кПа) очищенного воздуха; метод высокопроизводителен, обеспечивает хорошее качество лакокрасочного покрытия.
б) гидравлическое (безвоздушное), осуществляемое под давлением, создаваемым насосом (при 4-10 МПа в случае подогрева ЛКМ, при 10-25 МПа без подогрева);
в) аэрозольное - из баллончиков, заполненных ЛКМ и пропеллентом. применяют при подкраске автомашин, мебели и др.
Существенный недостаток методов распыления - большие потери ЛКМ (в виде устойчивого аэрозоля, уносимого в вентиляцию, из-за оседания на стенах окрасочной камеры и в гидрофильтрах), достигающие 40% при пневмораспылении. С целью сокращения потерь (до 1-5%) используют распыление в электростатическом поле высокого напряжения (50-140 кВ): частицы ЛКМ в результате коронного разряда или контактного заряжения приобретают заряд (обычно отрицательный) и осаждаются на окрашиваемом изделии, служащем электродом противоположного знака. Этим методом наносят многослойные лакокрасочные покрытия на металлы и даже неметаллы.
Методы нанесения порошковых ЛКМ:
насыпание (насеивание);
напыление (с подогревом подложки и газопламенным или плазменным нагревом порошка. либо в электростатическом поле);
нанесение в псевдоожиженном слое (вихревом, вибрационном).
Многие методы нанесения ЛКМ применяют при окраске изделий на конвейерных поточных линиях, что позволяет формировать лакокрасочные покрытия при повышенных температурах, а это обеспечивает их высокие технические свойства.
Получают также градиентные лакокрасочные покрытия путем одноразового нанесения ЛКМ, содержащих смеси дисперсий, порошков или растворов термодинамически несовместимых пленкообразователей. Последние самопроизвольно расслаиваются при испарении общего растворителя или при нагревании выше температур текучести пленкообразователей.
Сушку (отверждение) нанесенных ЛКМ осуществляют при 15-25 °С (холодная, естественная сушка) и при повышенных температурах (горячая, «печная» сушка). Естественная сушка возможна при использовании ЛКМ на основе быстровысыхающих термопластичных пленкообразователей или пленкообразователей, имеющих ненасыщенные связи в молекулах, для которых отвердителями служат О2 воздуха или влага, а также при применении двухупаковочных ЛКМ (отвердитель в них добавляется перед нанесением). Сушку ЛКМ в промышленности осуществляют обычно при 80-160 °С, порошковых и некоторых специальных ЛКМ - при 160-320 °С. В этих условиях ускоряется улетучивание растворитсля (обычно высококипящего) и происходит термоотверждение реакционноспособных пленкообразователей, Для получения лакокрасочного покрытия на основе ненасыщенных олигомеров используют также отверждение под действием ультра-фиолетового излучения, ускоренных электронов (электронного пучка).
Промежуточная обработка лакокрасочного покрытия:
1) шлифование абразивными шкурками нижних слоев лакокрасочного покрытия для удаления посторонних включений, придания матовости и улучшения адгезии между слоями;
2) полирование верх, слоя с использованием различных паст для придания лакокрасочному покрытию зеркального блеска.
3. Свойства лакокрасочных покрытий
Свойства покрытий определяются составом ЛКМ (типом пленкообразователя, пигментом и др.), а также структурой покрытий. Наиболее важные физико-механические характеристики лакокрасочного покрытия - адгезионная прочность к подложке, твердость, прочность при изгибе и ударе. Кроме того, лакокрасочные покрытия оцениваются на влагонепроницаемость, атмосферостойкость, химстойкость и другие защитные свойства, комплекс декоративных свойств, например прозрачность или укрывистость (непрозрачность), интенсивность и чистота цвета, степень блеска. Укрывистость достигается введением в ЛКМ наполнителей и пигментов. Последние могут выполнять также и другие функции: окрашивать, повышать защитные свойства (противокоррозионные) и придавать специальные свойства покрытиям (электропроводимость, теплоизолирующую способность).
Адгезия (прилипание, притяжение) – сцепление поверхностей разнородных тел (подложки и лакокрасочные материалы), определяется силой химического взаимодействия молекул на поверхности раздела двух фаз. Адгезия является основополагающим свойством лакокрасочных пленок, которое основательно влияет на показатели практически всех других свойств и определяет пригодность использования данной краски для конкретной подложки. Степень адгезии зависит не только от прочности химических связей, но и от количества таковых. Пористость или шероховатость поверхности увеличивает адгезию, поскольку площадь поверхности взаимодействия краски и подложки в разы превышает линейную площадь окрашиваемого предмета. Для определения степени адгезии краски на практике используют два метода: решетчатого надреза (DIN 53151) и отрыва (ISO 4624).
Твердость лакокрасочного покрытия способность пленки противостоять вдавливанию или проникновению в нее твердого тела. Важный параметр практически для всех видов красок и лаков, для промышленных материалов также очень важен такой параметр, как скорость набора твердости, напрямую связан с готовностью изделия к эксплуатации. Для измерения твердости используются три типа методов: устойчивость к царапанью (ASTM D3363), с помощью маятника (ISO 1522, ASTM D2134) и вдавливанием (ASTM D1474); при этом, каждый метод может быть реализован несколькими способами.
Эластичность – определяет способность лакокрасочной пленки принимать свою прежнюю форму после снятия деформирующего усилия. Для лакокрасочной пленки, это способность следовать за деформацией подложки без отслаивания и растрескивания. Изменение линейных размеров подложки могут возникать в результате изменения температуры и относительной влажности окружающей среды. Для измерения эластичности чаще всего применяют испытания на изгиб. Существуют также методы испытания эластичности на вдавливание (ISO 1520) либо проводят испытания на свободных пленках.
Износостойкость или абразивостойкость – физическое свойство, характеризующее устойчивость лакокрасочного покрытия к истиранию, является одним из основных параметров определяющих долговечность пленки. Для определения значения износостойкости используют различные абразивные среды, скорость воздействия и силу нагрузки. Самый распространенный способ – метод вращающегося диска (ISO 7784), когда абразивный диск с определенной скоростью, нагрузкой и временем воздействует на покрытие.
Следует отметить, что ни один из методов испытания не измеряет указанные величины в чистом виде. Например, измеряя твердость, можно получить удовлетворительные результаты царапаньем и плохие на маятнике, подобный пример можно продемонстрировать и для износостойкости. Происходит это потому, что на результаты оказывают влияния все указанные свойства, а также несколько других. Например: когезия, сила сцепления молекул внутри покрытия, влияет на показатели адгезии; пластичность, способность покрытия сохранять форму после снятия деформирующих сил, вносит серьезный вклад при измерении эластичности. В то же время износостойкость по природе своей совокупность физических параметров.
Большинство ЛКМ содержат органические растворители, поэтому производство лакокрасочного покрытия является взрыво- и пожароопасным. Кроме того, применяемые растворители токсичны (ПДК 5-740 мг/м3). После нанесения ЛКМ требуется обезвреживание растворителей,; при больших расходах ЛКМ и использовании дорогостоящих растворителей целесообразна их утилизация - поглощение из паровоздушной смеси (содержание растворителей не менее 3-5 г/м3) жидким или твердым (активированный уголь, цеолит) поглотителем с последующей регенерацией. В этом отношении преимущество имеют ЛКМ, не содержащие органических растворителей (водоэмульсионные краски, порошковые краски), и ЛКМ с повышенным содержанием твердых веществ. В то же время наилучшими защитными свойствами (на единицу толщины), как правило, обладают лакокрасочные покрытия из ЛКМ, используемых в виде растворов.
Бездефектность лакокрасочного покрытия, улучшение смачивания подложки, устойчивость при хранении (предотвращение оседания пигментов) эмалей, водно- и органо-дисперсионных красок достигается введением в ЛКМ на стадии изготовления или перед нанесением функциональных добавок; например, рецептура воднодисперсионных красок обычно включает 5-7 таких добавок (диспергаторы, стабилизаторы, смачиватели, коалесценты, антивспениватели и др.).
Для контроля качества и долговечности лакокрасочные покрытия проводят их внешний осмотр и определяют с помощью приборов (на образцах) свойства - физико-механические (адгезия, эластичность, твердость и др.), декоративные и защитные (антикоррозионные свойства, атмосферостойкость, водопоглощение).
Качество лакокрасочные покрытия оценивают по отдельным наиболее важным характеристикам (например, атмосферостойкие лакокрасочные покрытия - по потере блеска и мелению) или по квалиметрической системе: лакокрасочные покрытия в зависимости от назначения характеризуют определенным набором n свойств, значения которых xi(i/n) выражают в виде оценок (безразмерные относит. величины) и представляют как комплексную характеристику (R):
![]()
где хi = (ai/a6макс); хi0 = (aмин/a6) (ai, a6мин и а6мaкс - текущее, минимальное и максимальное базовые значения свойства);
ki, - весомость i-го свойства (устанавливается для каждого типа лакокрасочного покрытия);
К - масштабный коэффициент.
Долговечность лакокрасочного покрытия зависит не только от исходной величины R, но и от интенсивности внешних разрушающих факторов (для атмосферостойких лакокрасочных покрытий - солнечное излучение, влажность, средняя температура и ее перепады и др.). Механизм разрушения покрытий существенно зависит также от природы пленкообразователя. каталитической активности пигментов и др. Долговечность современных атмосферостойких лакокрасочных покрытий (в умеренном климате) составляет 7-10 лет, водостойких - 3-5 лет, термостойкие выдерживают до 300 °С (кратковременно - 600 °С и более).
Список литературы
1. Крылова И. А., Котлярский Л. Б., Стуль Т. Г. Электроосаждение как метод получения лакокрасочных покрытий. – М.: Химия, 1974. – 136 с.
2. Рейбман А. И. Защитные лакокрасочные покрытия. – 5-е изд., перераб. и доп. – Л.: Химия, 1982. 320 с.
3. Справочник по противокоррозионным лакокрасочным покрытиям / В. П. Лебедев, Р. Э. Калдма, В. Л. Авраменко. – X.: Прапор, 1988. – 231 с.
4. Чеботаревский В. В., Кондратов Э. К. Технология лакокрасочных покрытий в машиностроении. – М.: Машиностроение, 1978. – 295 с.
5. Яковлев А. Д., Евстигнеев В. Г., Гисин П. Г. Оборудование для получения лакокрасочных покрытий. – Л.: Химия, 1982. – 192 с.
6. Яковлев А. Д. Химия и технология лакокрасочных покрытий. – Л.: Химия, 1989. – 384 с.
© 2009 База Рефератов