
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Назначение, устройство и принцип работы радиально-сверлильных станков
Контрольная работа: Назначение, устройство и принцип работы радиально-сверлильных станков
Федеральное агентство по образованию
ГОУ ВПО Российский государственный
профессионально-педагогический университет
Институт экономики и управления
КОНТРОЛЬНАЯ РАБОТА
Назначение, устройство и принцип работы радиально-сверлильных станков
Пояснительная записка
КР.060800.05.ПЗ
Работу выполнил:
студентка гр.сЭУм-213 Е.А.Лазарева
Руководитель
к.т.н., доцент В.И.Вешкурцев
ЕКАТЕРИНБУРГ-2007
Содержание
Ведение
1 Общая характеристика радиально-сверлильных станков
2 Назначение. Устройство. Принцип работы станка 2А554
3 Общий вид станка
4 Технические данные радиально-сверлильного станка
Заключение
Приложение
Список литературы
Введение
Современные металлорежущие станки – это доволоно разнообразные и широко распространенные машины, позволяющие выполнять сложные технологические процессы.
Станок — машина для обработки различных материалов. Металлорежущий станок — машина, предназначенная для обработки металлических материалов резанием. Основная классификация металлорежущих станков построена по технологическим признакам. В каждую из девяти групп, внесены станки по определенному характерному признаку. Сверлильные и расточные станки по классификатору относятся ко второй группе, внутри которой их делят на следующие типы: 1 вертикально-сверлильные станки; 2 – одношпиндельные полуавтоматы; 3 многошпиндельные полуавтоматы; 4 – координатно-расточные станки; 5 радиально-сверлильные станки; 6 – горизонтально-расточные; 7 алмазно-расточные; 8 – горизонтально-сверлильные станки; 9 – разные сверлильные.
Модели станков обозначают буквами и цифрами. Использование классификации позволяет записать модель станка в виде определенного набора цифр и букв. Первая цифра обозначает номер группы, вторая — тип, последующие одна или две цифры характеризуют какой-либо отличительный параметр. Буква, стоящая после первой цифры, указывает на модернизацию основной базовой модели станка, а буквы в конце — определяют модификацию (класс точности, систему управления и др.). В станках с программным управлением в обозначение вводят индексы Ц, Т, Ф1 ... Ф4, которые обозначают, что этот станок с цикловой (Ц) или оперативной (Т) системами, с цикловой индексацией и преднабором координат (Ф1), с позиционной и прямоугольной (Ф2), контурной (ФЗ) и универсальной (Ф4) системами. Иногда станкостроительные заводы отступают от этой классификации, но каждому заводу присвоен свой индекс из одной или двух букв, после которого проставляется порядковый номер модели станка.
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезания дисков из листового материала и т. д. Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами.
Общая характеристика радиально-сверлильных станков
Радиально сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Установка станка на фундамент влияет на основные показатели его работоспособности. Станок радиально-сверлильный устанавливают на фундаментах с креплением анкерными болтами – на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без заливки.
Обрабатываемую заготовку устанавливают на приставном столе или непосредственно на фундаментной плите. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу вместе с поворотной наружной колонной и перемещая шпиндельную головку по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Радиально-сверлильный станок 2А554
Назначение: Сверлильный станок 2А554 (рис. 1.1) предназначен для сверления в сплошном материале, рассверливания, зенкерования, развертывания, подрезки торцов, нарезания резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность радиально-сверлильного станка 2А554 и расширяет круг возможных операций, позволяет производить на нем выточку внутренних канавок, вырезку круглых пластин из листа и т. д.
Радиально-сверлильные станки 2А554, 2А554-1, 2А554-2 (d — 50-63 мм) могут использоваться для сверления, рассверливания, зенкерования и нарезки резьб.
Устройство: Компоновка станков традиционная для радиально-сверлильных станков и включает (рис.1.2): колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя; рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной; сверлильную головку с возможностью горизонтального перемещения по направляющим рукава; шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки.
Движения в станке: Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательном движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т.д.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы по окончании перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Все органы управления сосредоточены на панели управления сверлильной головки. Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.
Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьбы и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления.
Стандартное напряжение электрической сети — 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
Реверсирование вращения шпинделя осуществляется переключением двусторонней фрикционной муфтой. Муфта является предохранительной, она срабатывает при перегрузке, а также отключается при достижении заданной глубины сверления.
Гильза со шпинделем уравновешивается спиральными пружинами, которые регулируются вручную рукояткой через червячную передачу. Быстрое перемещение невращающегося шпинделя можно осуществлять от электродвигателя. Тонкую ручную подачу шпинделя можно осуществлять маховичком. Штурвал служит для быстрого ручного перемещения или грубой подачи шпинделя, а также для включения и выключения механической подачи.
Перемещение сверлильной головки вдоль траверсы может осуществляться вручную маховичком или от гидромотора.
Вертикальное перемещение траверсы осуществляется от электромотора.. Зажим сверлильной головки на траверсе и траверсы на гильзе осуществляется гидроцилиндрами через рычажные механизмы. Зажим гильзы на колонне осуществляется плунжером-рейкой и передачей винт – гайка.
Общий вид станка 2А554
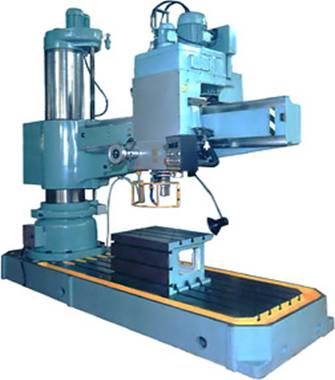
Рис. 1. Внешний вид радиально-сверлильного станка 2А554
Технические данные радиально-сверлильного станка2А554, 2А554-2, 2А554-1:
|
Станок радиально-сверлильный |
2А554 |
2А554-2 |
2А554-1 |
| Диаметр сверления в стали, мм | 50 | 50 | 63 |
| Диаметр сверления в чугуне, мм | 63 | 63 | 80 |
| Крутящий момент шпинделя, нм | 710 | 710 | 800 |
| Осевое усилие на шпинделе, н | 20000 | 20000 | 22000 |
| Мощность главного двигателя, кВт | 5,5 | 5,5 | 7,5 |
| Осевое перемещение шпинделя, мм | 400 | 400 | 400 |
| Перемещение головки по рукаву, мм | 1225 | 1225 | 1225 |
| Перемещение рукава по колонне, мм | 750 | 750 | 750 |
| Вращение рукава вокруг колонны, грд | 360 | 360 | 360 |
| Частота вращения шпинделя, об/мин | 18-2000 | 18-2000 | 18-2000 |
| К-во частот вращения шпинделя | 24 | 24 | 24 |
| Подачи шпинделя на оборот, мм/об | 0,045-5,0 | 0,045-5,0 | 0,045-5,0 |
| Подачи шпинделя в минуту, мм/мин | - | - | - |
| К-во подач шпинделя | 24 | 12 | 24 |
| Конус шпинделя | МК5 | МК5 | МК5 |
| Длина, мм | 2665 | 2665 | 2665 |
| Ширина, мм | 1030 | 1030 | 1030 |
| Высота, мм | 3430 | 3430 | 3500 |
| Вес, кг | 4700 | 4700 | 4800 |
| 2А554, 2А554-2, 2А554-1: |
Заключение
Станкостроение непрерывно развивается как в количественном, так и качественном отношении. Повышаются точность, мощность, производительность, надежность и долговечность станков. Улучшаются эксплуатационные характеристики, расширяются технологические возможности, совершенствуются компоновки станков и их архитектурные формы. Успешное развитие станкостроения обеспечивает перевооружение всех отраслей промышленности высокопроизводительными и высококачественными станками.
На базе станка мод 2554 выпускаются модернизированные станки мод 2А554Е – передвижные на салазках; мод 2554Р – передвижные по рельсам; мод 2А557, 2А557Е, 2А557Р – с увеличенным вылетом шпинделя до 3150мм; мод 2А554Ф1 – с автоматическим циклом и цифровой индикацией шпинделя и др. На базе станка мод 2554 выпускается также коорданатно-сверлильный станок с числовым программным управлением мод 2554Ф2. Выпускают переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях. (См. приложение рис.1.3)
Наличие в достаточном количестве различного, даже первоклассного, оборудования еще не решает задачу высокопроизводительной ритмичной работы предприятия.
Задачей правильной эксплуатации является получение от станка наибольшей производительности при обеспечении его долговечности и точности. Наибольшую производительность от станка получают в результате правильного выбора и высокого качества режущего инструмента, назначения необходимых режимов резания, правильной наладки станка.
Требования правильной эксплуатации станков включают точное и правильное осуществление упаковки, транспортирования, установки в цехах, эксплуатации, паспортизации, ремонта и модернизации станков.
Приложение
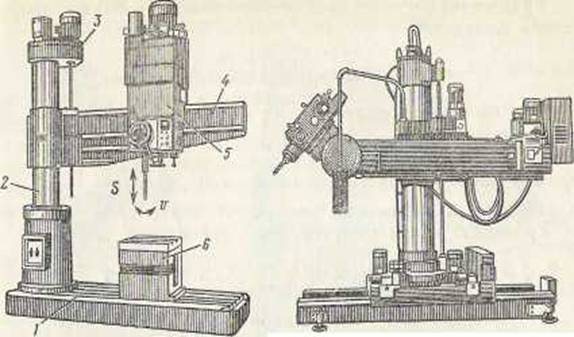
Рис.2 Радиально-сверлильный Рис.3 Переносной радиально-сверлильный станок 2М55: станок
1- фундаментальная плита; 2 – поворотная наружная колонна; 3 – механизм перемещения и зажима траверсы; 4 – траверса; 5 – шпиндельная головка; 6 приставной стол.
Список литературы
1. Технология обработки конструкционных материалов: Учеб. для машиностр. спец. вузов/П.Г. Петруха, А.И. Марков, П.Д. Беспахотный и др.; Под ред. П.Г. Петрухи. – М.: Высш. шк., 1991. 512с.
2. Чернов Н.Н. Металлорежущие станки: Учебник для техникумов по специальности «Обработка металлов резанием». – 4-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 416с.
© 2009 База Рефератов