
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Деформационные способы получения полимерных пленок
Курсовая работа: Деформационные способы получения полимерных пленок
Деформационные способы получения полимерных пленок
Содержание
Введение
1. Методы физической и химической модификации пленок
2. Производство химически-модифицированных пленок, их свойства
3. Деформационные способы получения полимерных пленок
3.1 Каландрование
3.2 Метод прокатки и строгания
Заключение
Литература
Введение
Многообразие видов применяемых пленок определяет разнообразие методов их производства. Основной объем изготовляемых в мире полимерных пленок приходится на пленки из расплавов пластических масс, основу которых составляют полимеры, способные при нагреве переходить в вязкотекучее или высокоэластическое состояние, не подвергаясь при этом термической деструкции.
Метод производства пленки определяется химической природой полимера и назначением готовой пленки. В настоящее время можно выделить четыре группы методов изготовления пленки: из полимера, находящегося в вязкотекучем или высокоэластическом состоянии: экструзия, каландрование, производство комбинированных пленок, физико-химическая модификация пленок.
Физическая сущность метода каландрования заключается в формовании из расплава полимера заготовок с последующим их деформированием до заданных размеров пленки и фиксирование их охлаждением.
1. МЕТОДЫ ФИЗИЧЕСКОЙ И ХИМИЧЕСКОЙ МОДИФИКАЦИИ ПЛЕНОК
Физической модификацией является механическое воздействие на сформировавшуюся структуру полимера при определенных температурных режимах. Такими методами изготовляют ориентированные пленки.
Производство ориентированных пленок, их свойства. Наряду с расширением выпуска рукавных и плоских, в том числе каландрованных, пленок, совершенствованием технологии их производства большое значение придают изысканию путей и способов повышения их качества, улучшения физико-механических свойств, обеспечения высокой прочности и надежности в условиях длительной эксплуатации.
Одним из эффективных способов улучшения физико-механических свойств и расширения возможностей применения термопластичных пленок является метод структурной модификации - ориентация. Изменяя степень ориентации, определяемую температурой ориентации, скоростью и степенью вытяжки, а также скоростью (темпом) охлаждения, можно получать пленки с различными физико-механическими показателями.
Ориентированные пленки изготовляют в основном из полипропилена, полиэтилена, полиэтилентерефталата и других полимеров. В зависимости от назначения пленки получают одно- или двухосно ориентированные. Существуют два основных метода ориентации пленок: механическое растяжение плоских пленок; пневматический раздув и механическое растяжение пленочного рукава. В производстве ориентированных пленок первый из этих методов нашел большее распространение. Производство двухосно ориентированных плоских пленок осуществляют по двум принципиально отличным технологическим схемам: одно- и двух- стадийной(раздельной).
Ориентация пленки в продольном и поперечном направлениях при одностадийной схеме одновременно происходит на одной установке, а при двухстадийной – на двух отдельных установках. Наибольшее развитие и применение получило оборудование, в котором ориентация пленки происходит по двухстадийной схеме.
Технические возможности технологических линий для производства двухосно ориентированных в две стадии пленок весьма широки: ширина пленок до3000 мм, толщина от 3 до 100 мкм, скорость приема готовой пленки до 200 м/мин.
2. ПРОИЗВОДСТВО ХИМИЧЕСКИ МОДИФИЦИРОВАННЫХ ПЛЕНОК, ИХ СВОЙСТВА
Производство химически-модифицированных пленок. Одним из путей направленного влияния на свойства полимеров и изделий из них является химическая модификация, связанная с изменением химического строения молекул и характера связи между ними.
Например, ультрафиолетовым облучением или радиацией в термопластах можно создавать пространственно-сетчатые структуры.
Модифицированием полиэтиленовых пленок ионизирующими излучениями можно получить термоусадочные пленки, а при включении операции термостабилизации – высококачественный пленочный материал с высокой стойкостью и долговечностью в условиях длительного воздействия повышенных температур и нагрузок, агрессивных сред.
Примером использования эффекта упрочнения является производство мешков для затаривания из полиэтилена низкой плотности. В связи с увеличением после облучения разрушающего напряжения при растяжении и ударной вязкости появилась возможность уменьшить толщину пленки. В таком процессе сложенный пленочный рукав или плоская пленка после тянущего устройства через систему отклоняющих роликов направляется ускоритель электронов (или камеру сшивки). В ускорителе пленка облучается, переходит в камеру термостабилизации, разогревается до температуры стабилизации и выдерживается при этой температуре необходимое время. Затем пленка охлаждается и сматывается в рулоны. Скорости получения модифицированной пленки ограничены возможностью ускорителя электронов и временем термостабилизации пленки; в настоящее время они меньше скоростей изготовления даже обычной рукавной пленки. Придание полимерным пленкам свойства сокращать свои размеры при нагреве (термоусадка) является одним из методов расширения возможностей их применения. При вытяжке пленок на той или иной стадии формования в них происходит накопление обратимых составляющих деформации; если в технологическом процессе отсутствует стадия термостабилизации, то получаемые пленки в той или иной степени обладают термоусадочными свойствами. На промежуточных стадиях термической усадки, как правило, происходит сильное коробление пленки даже при ее идеальной равнотолщинности. Эти недостатки в значительной мере устраняют фото- или радиационной сшивкой, повышающей предел текучести пленки при температуре усадки. На практике наиболее широкое распространение нашел метод радиационной модификации пленок, который позволяет наиболее существенно влиять на физико- механические свойства пленки.
3.ДЕФОРМАЦИОННЫЕ СПОСОБЫ ПОЛУЧЕНИЯ ПЛЕНОК
3.1 КАЛАНДРОВАНИЕ
Каландрование один из способов формования листа или пленки путем непрерывного продавливания термопластичного материала через зазор между валками каландра. Обработка материалов на каландре служит также для нанесения покрытий на тканевую основу и дублирования пленок с промежуточным клеевым слоем.
Каландровый способ — многостадийное производство, оснащенное разнообразным оборудованием для хранения, подготовки и транспортировки сырья, для изготовления композиции (смесей полимера с соответствующими ингредиентами) и их пластикации, каландром определенного типа для формования пленки, устройствами для охлаждения пленки, измерения ее толщины, обрезки кромок, для намотки готовой пленки. Кроме того, каландровые линии могут быть укомплектованы дополнительным оборудованием для нанесения печати, лакирования, термоформования, переработки отходов.
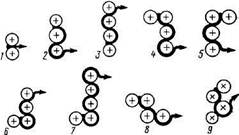
Рис 1. Основные типы каландрования
Основная операция — формование пленки — происходит на каландре. Каландры относятся к валковым машинам и различаются главным образом количеством и расположением валков. На рис. 1-приведены основные типы 2—5-валковых каландров, применяемых для производства пленочных материалов:
1 двухвалковый каландр с вертикальным расположением валков для изготовления толстых пленок, для тиснения рисунка на поверхности;
2 — трехвалковый каландр с вертикальным расположением валков для изготовления поливинилхлоридных листовых и пленочных материалов для полов, толстых пленок на основе эластомеров и др.;
четырехвалковый каландр с вертикальным расположением валков для изготовления жестких (малопластифицированных) поливинилхлоридных пленок, листовой резины, одно- и двустороннее нанесения покрытий из этих материалов на тканевую основу;
4 и 5 — наиболее распространенные конструкции четырехвалковых каландров с Г-образным расположением валков для производства мягких (пластифицированных) поливинилхлоридных пленок и дублирования; при дублировании устанавливается дополнительный консольный валок;
6 и 7 четырех- и пятивалковый каландры с L-образным расположением валков для изготовления жестких поливинилхлоридных пленок;
5 и 9 — универсальные четырехвалковые каландры Z- и S-образного типа для производства поливинилхлоридных пленок, листовой резины, нанесения покрытий на различные основы.
Сущность метода и его физико-химическая характеристика
Обработке материала на каландре предшествуют получение композиции полимера и пластикация. Поэтому свойства пленок, полученных каландровым способом, зависят в основном от трех факторов: -свойств исходного материала и состава композиции; условий смешения и пластикации; условий каландрования.
Формование на каландре протекает в переходной области между высокоэластическим состоянием и вязким течением полимера. Таким образом, термопластичный материал должен обладать широким температурным интервалом текучести и достаточной вязкостью расплава, чтобы обеспечить получение однородной, гладкой и равнотолщинной пленки и беспрепятственное снятие ее без разрушения и растягивания с валков каландра. Этому требованию удовлетворяют композиции поливинилхлорида или его сополимеров, а также сырые резиновые смеси (композиции на основе эластомеров), которые здесь не рассматриваются. Содержание отдельных компонентов колеблется в широких пределах в зависимости от назначения пленки и свойств самих компонентов. Введение различных добавок в поливинилхлорид (ПВХ) необходимо из-за характера самого полимера и особенностей его переработки. Поливинилхлорид является аморфным полимером со значительными силами межмолекулярного взаимодействия благодаря полярности заместителя. Он имеет высокую температуру стеклования (около 85° С), а температура текучести промышленных марок ПВХ близка к температуре разложения. Для предотвращения процесса термодеструкции ПВХ, идущего с выделением газообразного НСl, вводят стабилизаторы, а для снижения температуры стеклования (придания гибкости и эластичности, улучшения морозостойкости) и температуры текучести (облегчение переработки) — пластификаторы. Пигменты и наполнители создают определенный декоративный эффект, а также служат модификаторами пленок. Во избежание прилипания композиции к горячей поверхности рабочих органов машин вводят смазывающие вещества - более 50 г на 100 г порошка. Смешению ингредиентов композиции предшествуют так называемые подготовительные операции: прокаливание, сушка или увлажнение, взвешивание. К подготовительным операциям иногда относят также дробление отходов.
В условиях крупнотоннажного производства процесс взвешивания непрерывен и осуществляется в специальных дозаторах. Для удаления летучих веществ проводят сушку. Используют различные виды сушилок: ленточные непрерывного действия, турбинные, вакуум-сушилки и др.
Однородность формуемого материала достигается равномерным распределением всех компонентов в объеме композиции, что зависит от качества смешения. На первой стадии процесса подготовленные компоненты подвергают «сухому» смешению, исключающему гелеобразование (желирование), в смесителях различного типа (лопастных, турбоскоростных, турбошнековых и др.).
Высокое качество смешения обеспечивает двухстадийный турбоскоростной смеситель, в котором сокращение цикла работы достигается разделением стадий горячего смешения и охлаждения смеси. В верхней секции установки возникающие благодаря вращению мешалки и внешнему обогреву.
|
|
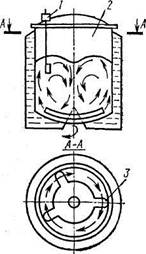
Рис 2. Схема двухстадийного турбосмесителя
1- лопасть для регулирования вращательного движения смеси; 2-бак смесителя; 3- мешалка
В нижней охлаждаемой секции установки, куда горячая смесь поступает через пневмозатвор, ее охлаждают при интенсивном перемешивании, что способствует быстрой теплоотдаче материала. Схема действия такого смесителя (на стадии горячего смешения) представлена на рис. 3. Параметры процесса (температура, скорость, продолжительность перемешивания) зависят от состава композиции.
|
|
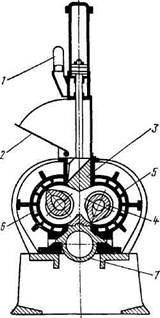
Рис 3. Смеситель
Пластикацию порошкообразной композиции однородного состава осуществляют преимущественно в смесителях роторного типа (рис. 3). Материал, попадая в зазор между стенкой закрытой камеры и гребнями вращающихся навстречу друг другу роторов, подвергается интенсивной деформации сдвига. Винтообразные лопасти роторов продвигают материал в осевом направлении, а верхний плунжер подпрессовывает его. Наружный обогрев и значительные деформации сдвига способствуют быстрому нагреванию материала и снижению вязкости.
Оптимальный режим пластикации зависит от содержания пластификатора в смеси и его растворяющей способности по отношению к полимеру. Пластикация происходит также за счет частичной механо-деструкции полимера.
Композиции с высоким содержанием пластификатора получают в лопастных смесителях.
Обработка смеси на обогреваемых вальцах завершает подготовку композиции к формованию. При вальцевании материал многократно пропускают через зазор между двумя валками, вращающимися навстречу друг другу с различной скоростью. Пластичный материал, переходящий на более нагретый валок, подрезают ножом, сворачивают в рулончик и возвращают в зазор. Таким способом достигается изменение ориентации поверхностей раздела и лучшая гомогенизация материала.
Отношение окружных скоростей вращающихся валков — фрикция — должно обеспечивать получение гомогенного, плотного материала без воздушных включений. Величина фрикции зависит от состава композиции и температуры валков. Увеличение окружной скорости валков и фрикции, способствуя диспергированию компонентов и пластикации материала, при недостаточном прогреве может вызвать частичную деструкцию полимера вследствие значительных деформаций сдвига.
Установленные перед каландром смесительные вальцы, осуществляя дополнительную пластикацию материала, снижают нагрузку на каландр; здесь же в смесь добавляются возвратные отходы пленки без предварительного измельчения. Вальцы служат также накопителем, выравнивающим производительность каландра и смесительного оборудования. Однако переработка на вальцах требует большего содержания термостабилизатора из-за возможной деструкции полимера. При вальцевании необходим тщательный температурный контроль.
Для подготовки композиции, включая смешение, гомогенизацию и пластикацию, используют также экструдеры различных конструкций, главным образом двухчервячные, что позволяет осуществить непрерывный процесс производства, в том числе и дозирование компонентов. К достоинствам непрерывного процесса смешения относятся:
1) равномерное питание каландра однородным материалом, что дает пленку стабильного качества;
2) улучшенное качество материала благодаря более мягким условиям переработки при меньшей продолжительности;
3) высокая степень использования оборудования вследствие быстрого прогрева материала в тонком слое за счет тепла внутреннего трения;
4) снижение затрат на электроэнергию и заработную плату;
5) уменьшение производственных площадей.
Однако преимущества непрерывного процесса могут быть реализованы лишь при длительном выпуске пленки одной рецептуры, а получение широкого ассортимента пленок различной рецептуры возможно лишь по более гибкой технологической схеме.
Гомогенизированный и пластифицированный материал еще горячим подается в зазор первой пары валков каландра. В отличие от вальцевания материал при каландровании проходит через зазоры валков каландра однократно, с одновременным уменьшением толщины и увеличением ширины полотна. Зазоры между валками каландра и скорость регулируют таким образом, чтобы из последнего зазора выходила пленка заданной толщины и ширины. Внутренние слои материала в начале движения подвергаются действию сил выталкивания, но затем вовлекаются в зев валков каландра благодаря силам трения. Разность скоростей отдельных слоев материала вызывает значительную деформацию сдвига и способствует пластикации материала.
Достигшая максимального значения скорость средних слоев в момент прохождения зазора затем уменьшается вплоть до скорости валков, в результате чего увеличивается толщина выходящего из зазора полотна. Это связано с материальным балансом процесса, так как если материал в зазоре движется со скоростью, скажем, вдвое превышающей скорость валков, то при постоянном расходе в единицу времени (производительности) толщина поступающего полотна должна быть вдвое больше величины зазора. Утолщение полотна по выходе из зазора обусловлено также обратимой высокоэластической деформацией, которая зависит от реологических свойств материала.
Выносной валок позволяет избежать пульсации производительности, поддерживая избыток материала в зазоре первой пары валков. Основными параметрами процесса являются температура валков, скорость их вращения, величина зазора и коэффициент фрикции.
Чтобы обеспечить прохождение материала от загрузочного до калибрующего зазора, последовательно повышают температуру валков либо (при постоянной температуре) увеличивают скорость валков по ходу движенья материала, создавая фрикцию в зазоре в пределах от 5 до 30% от скорости валков. Величину фрикции устанавливают опытным путем, исходя из свойств материала, скорости процесса и заданной толщины пенки. Для получения равнотолщинной пленки Максимальной ширин очень важно соблюдение постоянной температуры по всей длине рабочей поверхности валков.
Конструкцией каландра предусматривается компенсация прогиба валков, влияющего на точность поперечного сечения готовой пленки. Основными способами компенсации прогиба валков являются бомбировка, перекрещивание валков (рис.4). При бомбировке валки имеют не цилиндрическую форму, а несколько бочкообразную. Метод бомбировки пригоден лишь в узко специализированных каландрах для одного вида композиции и определенного размера пленки, так как изменение состава материала, режима переработки и толщины полотна влияет на величину распорных усилий и, следовательно, ведет к изменению прогиба валка. Кроме того, должна учитываться величина распорных усилий в каждом из зазоров по ходу движения полотна. Поэтому, например, в трехвалковом каландре верхний валок должен быть бочкообразным, средний - цилиндрическим, а нижний — корсетным (слегка вогнутым к центру) для компенсации прогиба среднего валка вниз. Величина бомбировки невелика и составляет 0,3—0,4 мм для бочкообразных и 0 1 мм для корсетных валков.
Перекрещивание валков увеличивает зазор по щелям в результате поворота внешнего калибрующего валка в горизонтальной плоскости вокруг вертикальной оси, проходящей через центр валка. Недостатком метода является смещение формуемого полотна, так как деформация сдвига направлена перпендикулярно движению материала и перекрещивание валка увлекает материал в, сторону.
При контризгибе валков искусственно создают изгибающий момент, противоположный по знаку изгибающему моменту от распорного усилия, прикладывая к концам калибрующего валю а внешнюю силу с помощью специальной гидравлической системы. 3. го позволяет регулировать величину и направление сил контризгибах в соответствии с условиями каландрования.
В современных каландрах используют бомбированные валки в сочетании с перекрещиванием или контризгибом для корректировки толщины пленки при изменении рецептуры или режима процесса.
Увеличение линейной скорости отборочного валка, установленного за каландром, приводит к дополнительной продольной ориентации пленки.
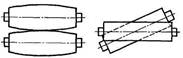
Рис 4. Основные способы компенсации прогиба валков
Для обеспечения безопасности персонала каландры снабжены аварийным выключателем и предохранительной сеткой.
Температура валков, на которых пленка охлаждается, устанавливается в соответствии с типом формуемой пленки. Поскольку в пластифицированном материале процесс релаксации проходит быстрее, для мягких пленок допустима большая скорость охлаждения и более низкая температура охлаждающих валков, чем для жестких пленок. «Замораживание» остаточных напряжений при быстром охлаждении жесткой пленки ведет к нестабильности размеров и ухудшению свойств пленки.
Непрерывное измерение толщины пленки осуществляют контактными или бесконтактными методами. Наибольшее распространение получили бесконтактные толщиномеры емкостного и радиационного типа. В толщиномерах емкостного типа пленка проходит между двумя изолированными пластинами, служащими обкладками конденсатора, емкость которого зависит от толщины слоя диэлектрика. Измеряя емкость конденсатора, определяют толщину пленки. Радиационный бесконтактный метод основан на применении изотопов источников fl-излучения. Изменение толщины пленки, проходящей между ампулой с изотопом и ионизационной камерой, регистрируется по изменению интенсивности потока излучения. Система обратной связи обеспечивает заданную толщину пленки путем регулирования зазора через исполнительный механизм, соединенный с радиоизотопным толщиномером.
Так как радиоизотопные толщиномеры оценивают толщину по величине массы на единицу поверхности проходящего полотна, они особенно полезны при измерении толщины тисненых пленок.
После обрезки кромок пленка поступает на намотку. Во избежание складкообразования перед намоточным устройством устанавливаются ширительные валки.
Разновидностью каландрового способа является получение пленок и листов из поливинилхлорида на кашировальной машине (типа Циммера), используемой обычно для производства комбинированных материалов (рис.5). Машина, по существу, представляет собой двухвалковый каландр. Термопластичный материал в виде гранул, сухой смеси или пасты, попадая в зазор между двумя нагретыми валками, плавится и формуется в непрерывный лист или пленку. При нанесении покрытия оба плавящих валка имеют одинаковую температуру и пленка прилипает к валку, имеющему несколько большую скорость вращения, откуда под давлением переходит на подаваемое полотно основы. Образовавшийся комбинированный материал (ламинат) проходит через зазор между обрезиненным 3 и металлическим полированным либо гравированным валком 4. Температура плавящих валков определяется температурой размягчения используемых термопластов.
Как и при обычном каландровании, выбор термопластичного материала для производства индивидуальной пленки ограничен способностью полимера плавиться в широком температурном интервале и сравнительно легко сниматься с валков. Композиции поливинилхлорида, удовлетворяющие этим условиям, должны быть тщательно смешаны и подвергнуты предварительной пластикации до их поступления на машину. Операции смешения и пластикации композиций могут быть реализованы по месту производства поливинилхлорида. В этом случае питание машины осуществляется гранулированным материалом. В последнем случае плавящий валок 2 имеет более низкую температуру, чем валок /. Максимальная температура валка / ограничена возможностью беспрепятственного снятия пленки. На практике температура этого валка на 20—40° выше, чем валка 2. Если разность температур выше 40°, пленка начинает прилипать к более нагретому валку. При этом температура плавящего валка 2 повышается от контакта с более горячим валком 1, что и затрудняет снятие пленки.
Для композиции поливинилхлорида с 30% пластификатора примерная температура валка / составляет 195° С, валка 2 — 170° С.
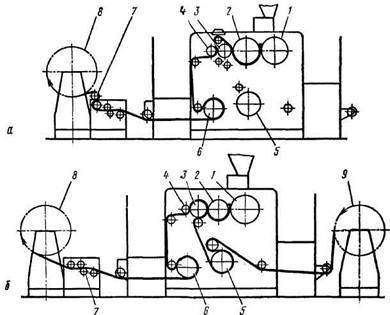
Рис.5. Схемы получения пленки (а) и комбинированного материала (б) на кашировальной установке: 1,2 — плавящие валки; 3 — обрезиненный отборочный валок; 4 — отделочный валок (полированный, хромированный или гравированный); 5 — барабан для предварительного подогрева основы; 6 — охлаждающий барабан; 7 — обрезка кромок; 8 — намотка; 9 — подача основы для покрытия.
В последнем случае плавящий валок 2 имеет более низкую температуру, чем валок /. Максимальная температура валка / ограничена возможностью беспрепятственного снятия пленки. На практике температура этого валка на 20—40° выше, чем валка 2. Если разность температур выше 40°, пленка начинает прилипать к более нагретому валку. При этом температура плавящего валка 2 повышается от контакта с более горячим валком 1, что и затрудняет снятие пленки. Для композиции поливинилхлорида с 30% пластификатора примерная температура валка / составляет 195° С, валка 2 — 170° С.
В начале процесса оператор производит подрезку материала вдоль плавящего валка и подает полотно через направляющий валок в зазор между обрезиненным валком 3 и отделочным 4. Направляющий валок служит для удаления воздуха. С этой же целью поддерживают постоянный интервал между плавящим и обрезиненным валками. go избежание нагрева последний увлажняется с помощью валка, расположенного снизу. Для отделки гравированным или полирующим валком лист поддерживается в нагретом состоянии с помощью инфракрасных излучателей. Дополнительные ширильные валки способствуют намотке пленки без складок.
Таким методом можно получать пленки из жесткого и пластифицированного поливинилхлорида по рецептуре, принятой для каландрируемых пленок, в интервале толщин от 0,05 до 0,2 мм. Скорости процесса зависят как от толщины пленки, так и от состава композиции и составляют приблизительно от 6 до 12 м/мин для пластифицированного и от 3 до 10 м/мин для жесткого поливинилхлорида. Материал большей толщины может быть получен по схеме ламинирования с использованием предварительно полученной пленки в качестве основы.
В обычно используемый суспензионный поливинилхлорид при повышении скорости процесса или увеличении толщины пленки рекомендуется вводить некоторое количество эмульсионного полимера и применять более активные пластификаторы. При производстве пленки из жесткого поливинилхлорида добавки поливинилацетата или эпоксидированного соевого масла (в качестве стабилизатора) способствуют снижению температуры текучести полимера. Во избежание прилипания пленки к валкам в состав всех композиций следует вводить 0,2 вес. ч. стеариновой кислоты.
Преимущества метода заключаются в его сравнительной простоте, получении пленки хорошего качества с меньшей ориентацией и лучшими механическими свойствами по сравнению с пленкой, отформованной на каландре.
Технология производства поливинилхлоридных пленок, производимых деформационным способом
Несмотря на перспективность метода экструзии для переработки композиций поливинилхлорида, большая часть их перерабатывается в пленку каландровым методом. Для получения пленок используют композиции на основе суспензионного поливинилхлорида марок С-70 или С-65.
В зависимости от назначения пленки выпускаются пластифицированные, жесткие и монолитно-пористые. Рецептура композиции пластифицированных пленок в зависимости от их назначения отличается не столько содержанием компонентов, сколько их выбором. В большинстве случаев рекомендуются комбинации различных пластификаторов или стабилизаторов. В состав некоторых композиций входят модифицирующие добавки, например, эпоксидные смолы (ЭД-5 или ЭД-6) или бутадиен-нитрильный каучук (СКН-26). Принципиальная технологическая линия по производству пластифицированных поливинилхлоридных пленок представлена на рис. 6.
После сухого смешения в двухстадийном смесителе рабочая смесь гомогенизируется в интенсивном смесителе / при 160—170°С в течение 3—4 мин. Далее смесь обрабатывается на листовальных 3, а затем на подогревательных вальцах 4, куда подается транспортерами 2. Время обработки на вальцах (при 160—170°С) зависит от продолжительности цикла гомогенизации и каландрования пленки.
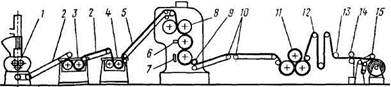
Рис. 6. Технологическая линия по производству пластифицированной пленки ПВХ
Качающимся транспортером 5 масса передается в верхний зазор каландра 8. Для выравнивания температур по ширине пленки каландр снабжен устройством 6, обогревающим края среднего валка. Толщиномер 7, связанный с механизмом питания каландра, предназначен для контроля и регулирования толщины пленки. Съем пленки с последнего валка каландра осуществляется при помощи съемного валка 9, имеющего повышенную скорость, зависящую от требований к пленке: при получении малоусадочных пленок скорость съемного валка не намного превышает скорость последнего валка каландра, в случае Же тонких прозрачных пленок опережение может достигать 100л. Транспортеры 10 (из лавсановой ткани с антиадгезионным силиконовым покрытием) обеспечивают подачу пленки к охлаждающим валкам 11 без натяжения, благодаря чему в ней успевают в основном пройти релаксационные процессы.
Выравнивание скоростей отбора и намотки пленки достигается установкой компенсатора 12, за которым следует счетчик метража 1а, устройство для обрезки кромок 14 и узел намотки 15.
На большинстве каландровых линий выпускаются пленки толщиной 0,3—0,5 мм со скоростью 30—50 м/мин. Современные каландровые линии, снабженные металлоискателями (устанавливаются перед подачей материала на каландр) и программным устройством для автоматического управления процессом, позволяют вырабатывать тонкие, малопластифицированные пленки высокого качества при большой скорости. При этом, естественно, возрастают требования к исходному сырью, его качеству и стабильности.
Высокие требования предъявляются также к подготовке пигментов, стабилизаторов и других малых добавок, вводимых в композицию в виде пастообразных смесей с пластификатором. Для устранения агломерации частиц порошка полученную в смесителе пасту дополнительно обрабатывают на краскотерке до высокой степени перетира (размер частиц не должен превышать 25 мкм).
Качество пленки, изготовленной методом каландрования, определяется составом композиции, свойствами отдельных ее компонентов, режимом технологического процесса, установленным в соответствия с типом вырабатываемой пленки и ее рецептурой.
3.2 МЕТОД ПРОКАТКИ И СТРОГАНИЯ
Сущность метода и перспективы его развития
Сущность формования пленок в твердой фазе заключается в получении механическим путем листовой или пленочной заготовки с последующей прокаткой на стандартном оборудовании. Повышение степени обжатия, т. е. уменьшение толщины пленочного материала, названное редукцией, при прокатке в двух взаимно перпендикулярных направлениях дает пленку, равнопрочную во всех направлениях, с пропорционально возросшим значением разрушающего напряжения.
В настоящее время этот метод с успехом используется для производства пленок из фторопласта-4. Снятая широким резцом с цилиндрического блока стружка в виде непрерывной ленты затем подвергается прокатке до требуемой степени обжатия.
Получение заготовки методами механической обработки связано с особенностями резания пластмасс. По сравнению с металлами пластики обладают малым модулем упругости, что позволяет использовать значительно меньшие силы резания. Различия в величине модуля упругости для разных типов полимеров, неодинаковое изменение его с температурой также составляют особенности поведения пластиков в процессе механической обработки.
Процесс резания пластмасс сопровождается значительными силами трения, возникающими вследствие проявления эластических свойств полимера под действием высоких температур, развивающихся в микрообластях обрабатываемого материала, а также в результате термического расширения пластика, почти в 10 раз превосходящего металл по значению коэффициента термического расширения. Малая теплопроводность полимеров усугубляет эти явления и приводит к так называемому «пережогу», связанному с локальной деструкцией материала, что выражается в потемнении поверхности пластика, прилипании ее к инструменту и т.д.
В связи с этим необходимо помимо знания реологических и тепло-физических свойств полимерных материалов уяснить механизм резания для правильного выбора инструмента и режимов обработки.
ЗАКЛЮЧЕНИЕ
Проблему сочетания полимерных пленок с другими материалами следует рассматривать в двух основных аспектах: 1) создание многослойного материала или изделия, обладающего необходимым комплексом свойств для его практического использования; 2) технологические процессы и факторы, влияющие на адгезию и другие характеристики комбинированного материала или покрытия.
В первом случае речь идет о целых отраслях промышленности, в которых сочетание полимерных пленок с другими материалами играет если не главную, то весьма значительную роль. К таким отраслям относятся производства искусственной кожи, кинофотопленок, машиностроение, широко использующее полимерные покрытия для защиты металла от коррозии, и, наконец, электропромышленность, развитие которой обязано созданию полимерных материалов, применяемых в виде пленок и покрытий.
Выбор материалов для производства пленок, характер их взаимодействия должны рассматриваться с точки зрения предъявляемых требований.
Более общий характер носит рассмотрение технологических процессов, выбор которых определяется главным образом формой, размерами и (в меньшей степени) природой покрываемой поверхности, а также состоянием, в котором находится пленкообразующая композиция.
Полимерные покрытия можно рассматривать как особый вид пленочных материалов, а получение многослойных пленок — как один из способов модификации пленочных материалов. Таким образом, пленочные материалы можно подразделить на индивидуальные пленки, покрытия, многослойные, или комбинированные, пленочные материалы.
Каландровый способ — многостадийное производство, оснащенное разнообразным оборудованием для хранения, подготовки и транспортировки сырья, для изготовления композиции (смесей полимера с соответствующими ингредиентами) и их пластикации, каландром определенного типа для формования пленки, устройствами для охлаждения пленки, измерения ее толщины, обрезки кромок.
ЛИТЕРАТУРА
1. Стрепихеев А.А., Деревицкая В.А. Основы химии высокомолекулярных соединений. - М.: Химия, 1976. 440 с.
2. Тагер А.А. Физикохимия полимеров. - М.: Химия, 1978. 544 с.
3. Шур А.М. Высокомолекулярные соединения. - М.: Высшая школа, 1981. 656 с.
4. Тугов И.И., Кострыкина Г.И. Химия и физика полимеров. - М.: Химия, 1989. 432 с.
5. Папков С.П. Физико-химические основы переработки растворов полимеров. – М.: Химия, 1971.
6. Козлов П.В., Физико-химия эфироцеллюлозных пленок, Изд. «Искусство», 1948.
7. Козлов Л.В., Брагинский Г.И., Химия и технология полимерных пленок, Изд. «Искусство», 1965.
8. Чесунов В.М., Васенин Р.М., Высокомол. соед., А9, 2067 (1967).
9. Козлов П.В., Физико-химия эфироцеллюлозных пленок, Изд. «Искусство», 1948.
10. Козлов Л.В., Брагинский Г.И., Химия и технология полимерных пленок, Изд. «Искусство», 1965.
11. Подгородецкий Е.К., Технология производства пленок из высокомолекулярных соединений, Изд. «Искусство», 1953.
© 2009 База Рефератов