
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Феррозондовый контроль буксового проема боковой рамы
Курсовая работа: Феррозондовый контроль буксового проема боковой рамы
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение высшего профессионального образования
Омский государственный университет путей сообщения (ОмГУПС)
Кафедра «вагоны и вагонное хозяйство»
Феррозондовый контроль буксового проема боковой рамы
пояснительная записка к курсовому проекту
по дисциплине: «ФМК»
Выполнила - ст. гр. 15Ж
Кузнецова А.Г.
Руководитель–профессор
Ахмеджанов Р.А.
Омск 2008
Реферат
Курсовая работа содержит 26 страницы, 32 рисунков, 3 таблицы,
Боковая рама, магнитные волны, дефектоскоп, феррозондовый контроль, дефект.
Цель работы − ознакомление с технологией проведения феррозондового контроля и составлением технологических карт.
Содержание
Реферат
Задание
Введение
1. Физика процесса
1.1 Технические средства феррозондового контроля изделий
1.2 Феррозондовые дефектоскопы
1.3 Феррозондовые преобразователи
2. Общие положения
3. Средства контроля
4. Подготовка к проведению контроля
5. Подготовка дефектоскопа
6. Подготовка деталей
7. Проведение контроля
8. Контроль деталей тележек грузовых вагонов
Заключение
Список используемой литературы
Задание
Задан объект контроля: боковая рама.
Зона контроля: узлы буксового проема боковой рамы (см. рис.2).
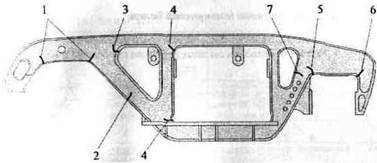
Рисунок 1- Боковая рама тележки 18-100
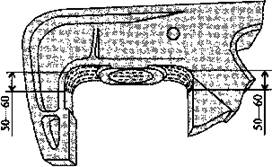
Рисунок 2 – Контроль буксового проема
Материал: Боковые рамы тележек 18-100 отлиты из низколегированной стали, имеющей предел прочности не менее 500 МПа, предел текучести не менее 300 МПа, относительное удлинение не менее 18%, поперечное сужение не менее 25%, ударную вязкость при - f - 20" С не менее 0,5 МДж/м2, при — 60°С не менее 0,25МДж/м2. Уральский вагоностроительный завод, например, отливает эти части из стали марки 20ГФЛ.
Введение
Магнитный вид неразрушающего контроля основан на анализе взаимодействия магнитного поля и объекта контроля (ОК). применим лишь к деталям из металлов и сплавов, способных к намагничиванию. Основные задачи магнитного неразрушающего контроля (НК): контроль сплошности – дефектоскопия, измерение размеров толщинометрия, контроль физико-механических свойств – структуроскопия. В отличие от двух последних на железнодорожном транспорте актуальна магнитная дефектоскопия. С ее помощью выявляют поверхностные и подповерхностные дефекты на свободных или открытых для доступа частях деталей.
На железнодорожном транспорте магнитному контролю подвергают следующие объекты подвижного состава: детали ударно-тягового и тормозного оборудования, рамы тележек различных моделей в сборе и по элементам, оси колесных пар вагонов и локомотивов всех типов в сборе, ободы, гребни и спицы локомотивных колес, свободные кольца буксовых подшипников, а также внутренние кольца, напрессованные на шейки оси, венцы зубчатых колес и шестерен тягового редуктора, валы генераторов, тяговых двигателей и шестерен в сборе, упорные кольца, стопорные планки, пружины, шкворни, болты и др. такая широкая номенклатура контролируемых объектов предполагает достаточно большое разнообразие методов, средств и технологических приемов магнитного контроля. При этом физическая сущность магнитной дефектоскопии для всех объектов является единой.
1. Физика процесса
Феррозондовый метод контроля основан на обнаружении феррозондовым преобразователем (ФП) магнитных полей рассеяния дефектов в предварительно намагниченных деталях и предназначен для выявления подповерхностных дефектов типа нарушений сплошности: волосовин, плен, трещин, ужимов, закатов, раковин и др. Феррозондовый преобразователь реагирует на резкое пространственное изменение напряженности магнитного поля над дефектами и преобразует градиент напряженности поля в электрический сигнал.
Вначале феррозондовые приборы использовались при аэромагнитных съемках с целью обнаружения магнитных аномалий, месторождений нефти, газа, редких металлов, изучения геологического строения океанического дна и прогнозирования нефтегазоносных площадей. В период революционного перехода в электронной технике от вакуумных элементов к полупроводниковым феррозондовые магнитометры нашли широкое применение при исследовании космоса, обнаружении и изучении магнитных полей Луны, Марса, Венеры и других планет. Сегодня феррозондовые приборы широко используются в дефектоскопии при обнаружении дефектов в широком спектре изделий машиностроения, транспорта. Большой вклад в теорию и практику разработки феррозондовых приборов для контроля деталей железнодорожного подвижного состава внес коллектив ОАО « Микроакустика» г. Екатеринбург.
Выбор феррозондовых преобразователей в качестве индикаторов магнитного поля рассеяния над дефектами в намагниченной детали обусловлен рядом преимуществ: малой потребляемой мощностью, незначительными габаритами, высокой надежностью работы, высоким КПД и избирательностью к локальным магнитным полям рассеяния.
Чувствительность феррозондового контроля определяется совокупностью физических факторов (магнитными свойствами материала контролируемого изделия, типом дефектов и их ориентацией, шероховатостью контролируемой поверхности, способом контроля и намагничивания деталей, чувствительностью ФП и электронной аппаратуры, способом обработки сигнала ФП).
ГОСТ Р21104-02 устанавливает одиннадцать условных уровней чувствительности.
Условные уровни чувствительности
Чувствительность контролируют на стандартных настроечных образцах, имеющих естественные или искусственные дефекты.
Феррозондовому контролю подвергаются боковые рамы и надрессорные балки тележек грузовых вагонов, балансиры и соединительные балки тележек, рамы тележек ЦМВ, КВЗ И2, КВЗ-ЦНИИ, корпуса автосцепок, тяговые хомуты поглощающих аппаратов и др.
Минимальная длина выявляемого дефекта должна быть равна 2мм.
При феррозондовом методе контроля в зависимости от магнитных свойств материала, размеров и геометрии контролируемых деталей реализуются два способа контроля: способ приложенного поля (СПП), заключающийся в намагничивании деталей и регистрации, магнитных полей рассеяния дефектов при включенном (установленном на деталь) намагничивающем устройстве НУ; способ остаточной намагниченности (СОН), заключающийся в намагничивании изделий и регистрации магнитных полей рассеяния после снятия или выключения намагничивающих устройств (в остаточном магнитном поле).
Контроль СПП рекомендуется применять для изделий из материалов с коэрцитивной силой Нс < 1280 А/м и остаточной магнитной индукцией Вг < 0,53 Тл. СОН следует применять для контроля изделий из материалов с высокими значениями коэрцитивной силы Нс > 1280 А/м я Вг > 0,53 Тл.
Следует учитывать ложные срабатывания индикаторов дефектоскопов, не связанные с дефектами (структурная неоднородность материалов, магнитные пятна, шероховатость контролируемой поверхности, неоднородность намагничивающего поля), именуемыми помехами или фоном. Этот недостаток устранен при использовании дефектоскопов с автоматической (зависящей от фона) настройкой порога чувствительности.
1.1 Технические средства феррозондового контроля изделий
К средствам феррозондового контроля относятся: дефектоскопные феррозондовые установки, включающие в себя два дефектоскопа– градиентометра или магнитоизмерительных комбинированных прибора, намагничивающие устройства, стандартные образцы предприятий (СОГГ); дополнительные устройства, в состав которых входят измерители напряженности магнитного поля, зарядная станция, компьютер, преобразователь интерфейса.
1.2 Феррозондовые дефектоскопы
В настоящее время для феррозондового контроля используются дефектоскопы ДФ-201.1, а также магнитоизмерительные приборы — дефектоскопы Ф-205.03, Ф-205.30А, Ф-205.38. Они предназначены для обнаружения дефектов в деталях, измерения напряженности и градиента напряженности магнитного поля.
Таблица 1 – технические характеристики дефектоскопа ДФ-201.1
| Наименование характеристик | Дефектоскоп ДФ-201.1 |
| Уровни чувствительности контроля по ГОСТ 21104 | А,Б,Д |
|
Диапазон измерения градиента напряженности магнитного поля, А/м2 |
1000...200 000 |
| Относительная погрешность измерения градиента, %, не более | 10 |
| Напряжение питания, В | 8,5...13,0 |
| Потребляемый ток, мА, не более | 25 |
| Габаритные размеры электронного блока, мм, не более | 155x135x70 |
| Масса электронного блока в чехле, кг, не более | 1,4 |
Основные технические характеристики феррозондового дефектоскопа
Дефектоскопы комплектуются феррозондовыми преобразователями с базой 3 или 4 мм, питаются от аккумуляторной батареи. Предусмотрено автоматическое отключение питания при разрядке аккумуляторной батареи ниже допустимого значения.
1.3 Феррозондовые преобразователи
Феррозондовые преобразователи, применяемые при контроле деталей подвижного состава, подразделяются на:
— феррозонды – полемеры, предназначенные для измерения абсолютной величины напряженности магнитного поля и преобразования ее в электрический сигнал;
— феррозонды – градиентометры, используемые для измерения градиента напряженности магнитного поля от одной точки контролируемой поверхности детали к другой.
Для измерения параметров магнитных полей используются также датчики Холла, магниторезисторы, пассивные индуктивные преобразователи (ПИП).
При отсутствии дефектов в намагниченных деталях магнитные силовые линии равномерно расположены вдоль поверхности детали.
Рассмотрим магнитное поле дефекта, представляющего собой бесконечно длинную трещину с ровными краями на детали с плоской поверхностью бесконечных размеров. Деталь намагничена вдоль поверхности перпендикулярно трещине. Так как воздух в трещине имеет большее магнитное сопротивление в сравнении с сопротивлением материала детали, то магнитные силовые линии обтекают трещину как внутри, так и вне детали и формируют магнитное поле рассеяния дефекта.
2. Общие положения
Феррозондовый метод неразрушающего контроля позволяет обнаруживать дефекты в предварительно намагниченной детали. Дефекты обнаруживаются за счет выявления пространственных искажений магнитного поля над дефектом. Искаженное поле над дефектом именуется полем рассеяния дефекта или полем дефекта. Выявляются поля рассеяния с помощью ФП, преобразующего градиент напряженности магнитного поля в электрический сигнал.
Обнаруживаются поверхностные и подповерхностные (лежащие в толще материала) дефекты типа нарушений сплошности: волосовины, трещины, раковины, закаты, ужимы и т.п. Метод применяют для обнаружения дефектов сварных швов: непроваров, трещин, неметаллических включений, пор и т. п.
В зависимости от размеров выявляемых поверхностных и подповерхностных дефектов, а также глубины их залегания, ГОСТ 21104 устанавливает одиннадцать условных уровней чувствительности метода.
ФП, применяемые при контроле деталей вагонов, подразделяют на:
- ФП-градиентометры, которые преобразуют в электрический сигнал градиент напряженности магнитного поля. Они используются для измерения градиента напряженности магнитного поля и дефектоскопирования;
- ФП-полемеры, которые преобразуют в электрический сигнал напряженность магнитного поля. Они используются для измерения напряженности магнитного поля.
ФП-градиентометры реагируют на пространственную производную (пространственное изменение) магнитного поля. При дефектоскопировании они имеют преимущество перед ФП-полемерами, так как над дефектами наблюдается резкое пространственное изменение поля.
В зависимости от магнитных свойств материала, размеров и геометрии контролируемой детали применяют два способа контроля:
- способ приложенного поля, который заключается в намагничивании изделия и регистрации магнитных полей рассеяния в присутствии намагничивающего поля;
- способ остаточной намагниченности, который заключается в намагничивании изделия и регистрации магнитных полей рассеяния после снятия намагничивающего поля (в остаточном поле).
Структурные неоднородности материала, магнитные пятна, шероховатость контролируемой поверхности и неоднородность намагничивающего поля, не связанная с дефектами, порождают на выходе преобразователя сигналы, именуемые помехами или фоном. Помехи являются причиной ошибок дефектоскопирования — пропусков дефектов и ложных браковок.
На деталях сложной формы уровень фона в разных точках различается значительно. Поэтому первоначальная настройка дефектоскопа с фиксированным порогом гарантирует высокую достоверность контроля лишь на определенном участке детали. При переходе к другому участку дефектоскоп необходимо перестраивать, что усложняет дефектоскопирование. Для того, чтобы его упростить, используются дефектоскопы с автоматической (зависящей от фона) перестройкой порога.
Феррозондовый контроль деталей проводя по операционным картам по ГОСТ 3.1502 или технологическим картам, составленным на основе настоящего РД и утвержденным главным инженером предприятия.
В технологической карте феррозондового контроля должны быть указаны:
- наименование детали;
- условное обозначение нормативных и технологических документов, на основании которых она разработана;
- характеристики детали (марка стали, шероховатость поверхности);
- эскиз детали с указанием зон контроля и траекторий сканирования;
- типы и характеристики дефектов, подлежащих выявлению;
- применяемые дефектоскоп, СОП, намагничивающее устройство и вспомогательные средства контроля;
- способ контроля (способ остаточной намагниченности или способ приложенного поля);
- операции контроля в последовательности их проведения;
- технологическая оснастка рабочего места, необходимая для проведения контроля (способ установки, закрепления и поворота детали; способ установки НУ);
- критерии оценки результатов контроля в соответствии с требованиями нормативных и технологических документов (инструкций или правил) по техническому обслуживанию и ремонту вагонов и их составных частей или ссылка на эти документы;
- подписи лиц, разработавших и утвердивших технологическую карту.
Типовые методики проведения феррозондового контроля деталей вагонов, необходимые для составления технологических карт, приведены в разделах 8—11.
Общие требования к организации работ по феррозондовому контролю, технологической оснастке и оборудованию рабочих мест контроля, к персоналу, средствам контроля, оформлению результатов контроля установлены в РД 32.174.
К средствам контроля относятся:
- дефектоскопные феррозондовые установки;
- дополнительные устройства.
Феррозондовые установки включают в себя:
- два дефектоскопа;
- намагничивающие устройства;
- стандартные образцы предприятий.
В качестве дефектоскопов применяют дефектоскопы-градиентометры или магнитоизмерительные комбинированные приборы, их описание и технические характеристики содержится в приложении Г.
Описание НУ содержится в приложении Е.
Описание СОП содержится в приложении Д.
Дополнительные устройства:
- измеритель напряженности магнитного поля;
- зарядная станция;
- компьютер;
- преобразователь интерфейса.
Метрологическое обеспечение дефектоскопов-градиенометров, магнитоизмерительных комбинированных приборов и измерителей напряженности магнитного поля осуществляется в соответствии с ПР 50.2.006-94, ПР 50.2.009-94.
4. Подготовка к проведению контроля
Подготовка намагничивающих устройств
Подготовка НУ к проведению контроля предусматривает:
- внешний осмотр;
- проверку работоспособности.
При внешнем осмотре электромагнитного НУ проверяют:
- целостность корпуса блока питания и других узлов;
- надежность соединения шнура питания и соединительных кабелей;
- наличие заземления;
- исправность переключателей и тумблеров блока питания и других узлов;
- исправность подвижных узлов.
При внешнем осмотре приставного НУ с постоянными магнитами проверяют отсутствие механических повреждений, надежность крепления гибкого магнитопровода к полюсам, надежность цанговых зажимов.
Проверку работоспособности НУ проводят в соответствии с руководством по эксплуатации (РЭ).
5. Подготовка дефектоскопа
Подготовка дефектоскопа включает в себя внешний осмотр, проверку работоспособности и настройку с помощью СОП (установку порога чувствительности).
При внешнем осмотре проверяют целостность корпуса электронного блока, сетевого и соединительных кабелей, защитного колпачка ФП и других составных частей дефектоскопа.
Проверку работоспособности и настройку дефектоскопа проводят в соответствии с РЭ.
6. Подготовка деталей
Детали должны быть очищены от загрязнении до металла с помощью волосяных или металлических щеток вручную или с помощью моечных машин.
Перед проведением феррозондового контроля проводят осмотр деталей с целью выявления трещин, рисок, задиров, забоин, электроожогов и других видимых дефектов; при необходимости применяют лупу. Осмотру подвергают все поверхности контролируемых деталей.
Выявленные при осмотре дефекты устраняют зачисткой или другими методами в соответствии с требованиями нормативных и технологических документов по техническому обслуживанию и ремонту вагонов и их составных частей.
Детали с обнаруженными при осмотре недопустимыми дефектами и феррозондовому контролю не подлежат.
Детали, подлежащие феррозондовому контролю, помещают на позицию контроля и при необходимости закрепляют.
Если детали ремонтируют сваркой, феррозондовый контроль следует проводить до сварки. Если возникает необходимость контроля после сварки, деталь следует охладить до температуры ниже 40 °С и вновь намагнитить перед проведением контроля.
Феррозондовый контроль включает в себя намагничивание деталей и обнаружение дефектов.
Феррозондовый контроль проводят способом приложенного поля или способом остаточной намагниченности.
Намагничивание деталей
Намагничивание деталей проводят специализированными НУ (стационарными электромагнитными или приставными с постоянными магнитами).
В случаях, оговоренных настоящим РД, допускается производить намагничивание детали в составе контролируемого узла.
Детали после контроля размагничиванию не подлежат.
Обнаружение дефектов
Зоны контроля детали для обнаружения дефектов сканируют по заданным траекториям с помощью ФП. Зоны контроля и траектории сканирования деталей приведены в разделах 8—11. Траектории сканирования показаны на рисунках пунктирными линиями.
ФП устанавливают на поверхность детали и плавно перемещают так, чтобы его нормальная ось была перпендикулярна контролируемой поверхности, а продольная была направлена вдоль линии сканирования (рисунок 7.1).
Сканирование осуществляют без перекосов, наклонов и отрывов ФП от поверхности детали.
Шаг сканирования (расстояние между линиями, по которым перемещают ФП) указан в разделах 8—11. Скорость сканирования не должна превышать 8 см/с.
Для обнаружения дефектов в сварных соединениях ФП устанавливают в соответствии с рисунком 7.2. При этом продольная ось ФП должна быть параллельна продольной оси сварного шва.
Сканирование осуществляют вдоль оси сварного шва (рисунок 7.3) в следующей последовательности:
- сканирование околошовной зоны (рисунок 7.2, поз. 1 и поз. 5) не менее трех раз с шагом (3—5) мм, начиная от зоны сопряжения сварного шва с основным металлом;
- сканирование зоны сопряжения сварного шва с основным металлом (рисунок 7.2, поз. 2 и поз. 4);
- сканирование валика усиления сварного шва (рисунок 7.2, поз. 3). Допускается осуществлять сканирование сварного соединения последовательно по отдельным участкам.
При срабатывании индикаторов дефекта дефектоскопа выполняют следующие операции:
- проводят ФП по месту появления сигнала;
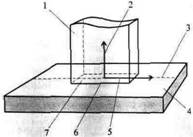
Рисунок 7.1 — Положение ФП на поверхности контролируемой детали: 1 — ФП; 2 — нормальная ось ФП; 3 — траектория (линия) сканирования; 4 — поверхность контролируемой детали; 5 — продольная ось ФП; 6 большая сторона основания ФП; 7 — основание ФП.
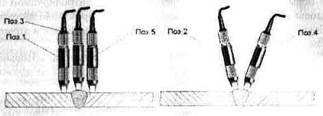
Рисунок 7.2— Положение ФП при контроле сварного соединения
8. Контроль деталей тележек грузовых вагонов
Общие положения
Перечень деталей тележек 18-100 (18-100.04), 18-493, 18-101, 18-102 грузовых вагонов, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А. 1.
Контроль боковых рам и надрессорных балок тележек 18-100, 18-493 осуществляют в составе тележки (без колесных пар) или подетально в зависимости от принятого на предприятии технологического процесса ремонта:
- контроль боковых рам в составе тележек проводят способом остаточной намагниченности и способом приложенного поля;
- контроль надрессорных балок в составе тележек проводят способом остаточной намагниченности;
- контроль боковых рам и надрессорных балок, осуществляемый подетально, проводят способом приложенного поля.
Контроль соединительной балки тележки 18-101 и деталей тележки 18-102 осуществляют подетально способом приложенного поля.
Контроль боковых рам и надрессорной балки в составе тележек 18-100,18-493
Настроить дефектоскоп с помощью стандартного образца СОП-НО-021. База ФП — 4 мм.
Намагнитить боковые рамы и надрессорную балку в следующей последовательности:
- установить тележку 18-100 на намагничивающее устройство МСН 10 (рисунок 8.1), тележку 18-493 — на МСН 10-03;
-установить тумблер ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА блока питания МБП 9617 в положение ВКЛ. При этом должен загореться индикатор ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА. Замыкатели магнитного потока должны касаться челюстей боковых рам более чем половиной ширины полюсного наконечника. Если это условие не выполняется, установить тележку на намагничивающее устройство повторно;
- убедиться в том, что индикатор ЗАМЫКАТЕЛИ МАГНИТНОГО ПОТОКА светится зеленым светом. Свечение индикатора красным светом свидетельствует о неполном подводе замыкателей магнитного потока. Если при этом давление воздуха в пневмосистеме нормальное, установить тележку на намагничивающее устройство повторно;
- нажать кнопку НАМАГНИЧИВАНИЕ. При этом должен загореться индикатор НАМАГНИЧИВАНИЕ. Показания амперметра (ТОК НАМАГНИЧИВАНИЯ) блока питания должны составлять от 12 до 18 А. Ток отключается через (6—9) с.
Провести контроль доступных зон боковой рамы и надрессорной балки в составе тележки в замкнутой магнитной цепи НУ.
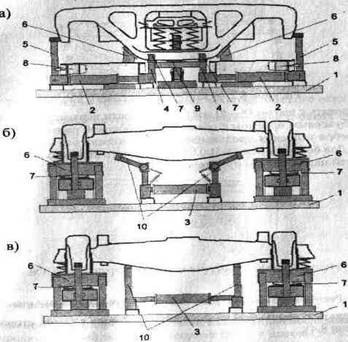
Рисунок 8.1 — Контроль тележки в сборе на электромагнитном намагничивающем устройстве МСН 10 (МСН 10-03): а — вид со стороны боковой рамы; б, в — вид со стороны надрессорной балки
Контроль боковой рамы
Провести контроль боковой рамы в следующей последовательности:
- сканировать с шагом (5—8) мм опорную часть, зоны наружного и внутреннего углов буксовых проемов (рисунок 8.2);
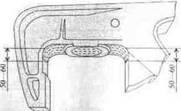
Рисунок 8.2 — Контроль буксового проема
- сканировать с шагом (5—8) мм кромки, полки верхнего пояса и ребра усиления над буксовым проемом с обеих сторон боковой рамы (рисунок 8.3). При контроле ребра усиления продольная ось ФП должна быть параллельна кромкам ребра. Для боковых рам 18-100.04 сканировать нижнюю половину боковых поверхностей над буксовым проемом;
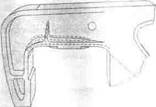
Рисунок 8.3 — Контроль пояса над буксовым проемом
- сканировать с шагом (5—8) мм наклонный пояс с обеих сторон боковой рамы (рисунок 8.4);
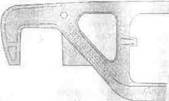
Рисунок 8.4 — Контроль наклонного пояса
- сканировать кромки технологического окна на расстоянии (5—10) мм от края с обеих сторон боковой рамы (рисунок 8.5);
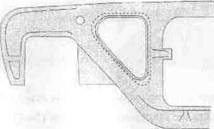
Рисунок 8.5 — Контроль кромки технологического окна
- сканировать кромки внутри технологического окна с обеих сторон боковой рамы (рисунок 8.6);
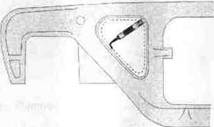
Рисунок 8.6 — Контроль кромки внутри технологического окна
Установить тумблер ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА в положение ОТКЛ. При этом погаснет индикатор ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА, а замыкатели магнитного потока отведутся от челюстей буксовых проемов боковых рам.
Снять тележку с позиции намагничивания и установить на позицию разборки. Разобрать тележку на составные части.
Провести контроль недоступных до разборки тележки зон контроля боковых рам и надрессорной балки на любой позиции ремонта в следующей последовательности:
- сканировать с шагом (5—8) мм верхние и нижние углы рессорного проема боковой рамы (рисунок 8.18);
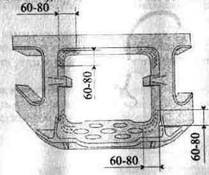
Рисунок 8.18 — Контроль углов рессорного проема
- сканировать кромки ребер усиления рессорного проема боковой рамы (рисунок 8.19). При контроле продольная ось ФП должна быть параллельна кромкам ребра;

Рисунок 8.19 — Контроль ребер усиления рессорного проема
- установить намагничивающее устройство МСН 14 на боковую раму в зоне технологического окна (рисунок 8.20);
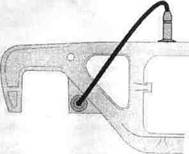
Рисунок 8.20 — Намагничивание боковой рамы в зоне технологического окна
- сканировать кромку ближнего к буксовому проему угла технологического окна способом приложенного магнитного поля (рисунок 8.21).
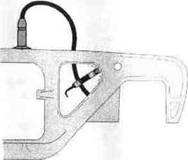
Рисунок 8.21 — Контроль кромки технологического окна
- аналогично проконтролировать другое технологическое окно боковой рамы;
- сканировать с шагом (5—8) мм наклонные плоскости для клина в двух направлениях и переходы от ограничительных буртов к наклонным плоскостям (рисунок 8.22);
Контроль боковой рамы и надрессорной балки тележек 18-100, 18-493 подетально.
Настроить дефектоскоп с помощью стандартного образца СОП-НО-021. База ФП — 4 мм.
|
|
|
|
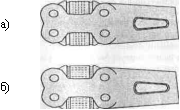
Рисунок 8.22 — Контроль наклонных плоскостей надрессорной балки: а) — поперечное сканирование; б) — продольное сканирование
Контроль боковой рамы
Провести контроль боковой рамы в следующей последовательности:
- установить боковую раму на намагничивающее устройство МСН 32 (рисунок 8.23);
- включить ток намагничивания;
- контролировать боковую раму в соответствии с п. 8.2.1;
- контролировать углы и ребра усиления рессорного проема в соответствии с п. 8.2.2;
- выключить ток намагничивания;
- контролировать с помощью МСН 14 кромки ближних к буксовым проемам углов технологических окон в соответствии с п. 8.2.3.
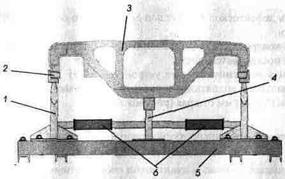
Рисунок 8.23 — Электромагнитное намагничивающее устройство МСН 32: 1 —полюсный наконечник; 2—ловитель; 3—боковая рама; 4 — стойка магнитопровода; 5—основание; 6—электромагниты
Контроль надрессорной балки
Провести контроль надрессорной балки в следующей последовательности:
- установить надрессорную балку на МСН 31 (рисунок 8.24);
- включить ток намагничивания;
- контролировать надрессорную балку в соответствии с п.п. 8.2.2,
- выключить ток намагничивания.
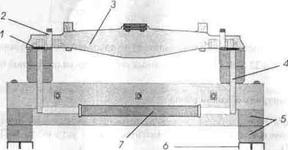
Рисунок 8.24 — Электромагнитное намагничивающее устройство МСН 31: 1 — полюсный наконечник; 2 — ловитель; 3 надрессорная балка; 4 — стойка магнитопровода; 5 — основание; 6 — полоз; 7 электромагнит.
Контроль соединительной балки тележки 18-101
Настроить дефектоскоп с помощью стандартного образца СОП-НО-024. База ФП — 4 мм.
Провести контроль соединительной балки с шагом сканирования (5—8) мм в следующей последовательности:
- установить намагничивающее устройство МСН 11 симметрично относительно центрального подпятника и сканировать кромки технологических окон на расстоянии (5—10) мм от края (рисунок 8.25);
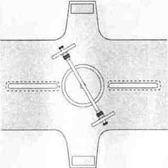
Рисунок 8.25 — Контроль технологических окон
- сканировать опорную поверхность центрального подпятника при исходном положении МСН 11 (рисунок 8.26);

Рисунок 8.26 — Контроль опорной поверхности подпятника при исходном положении МСН 11
- сканировать бурт центрального подпятника и сварное соединение верхнего листа с плитой центрального подпятника (рисунок 8.27):
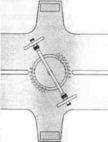
Рисунок 8.27 — Контроль бурта центрального подпятника и верхнего листа при исходном положении МСН 11
- установить намагничивающее устройство МСН 11 симметрично относительно центрального подпятника (перпендикулярно исходному положению) и сканировать опорную поверхность подпятника (рисунок 8.28);

Рисунок 8.28 — Контроль опорной поверхности подпятника
- сканировать бурт центрального подпятника и сварное соединение верхнего листа с плитой центрального подпятника (рисунок 8.29);
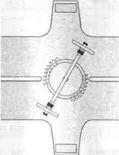
Рисунок 8.29 — Контроль бурта центрального подпятника и верхнего листа
- установить МСН 11 на поверхность верхнего листа симметрично относительно пятника и сканировать сварное соединение верхнего листа с пятниковой отливкой (рисунок 8.30);
Рисунок 8.30 — Контроль сварного соединения верхнего листа с пятниковой отливкой
- аналогично проконтролировать сварное соединение верхнего листа с другой пятниковой отливкой;
- снять МСН 11 и повернуть соединительную балку нижней поверхностью вверх;
- установить МСН 11 на нижний лист соединительной балки и сканировать сварное соединение подкрылка скользуна с нижним листом (рисунок 8.31);
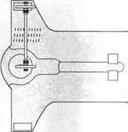
Рисунок 8.31 — Контроль сварного соединения подкрылка скользуна с нижним листом
- аналогично контролировать другие сварные соединения подкрылков скользунов с нижним листом соединительной балки;
- установить МСН 11 на нижний лист соединительной балки симметрично относительно пятника и сканировать сварное соединение нижнего листа с пятниковой отливкой (рисунок 8.32);
- сканировать сварное соединение кронштейна торсиона с балкой (рисунок 8.32)
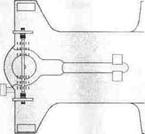
Рисунок 8.32 — Контроль сварного соединение нижнего листа с пятниковой отливкой
- аналогично проконтролировать сварное соединение нижнего листа с другой пятниковой отливкой;
- установить МСН 11 и сканировать нижний лист между полюсами вдоль продольной оси балки на длине 500 мм (рисунок 8.33);
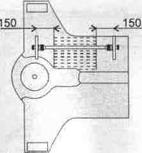
Рисунок 8.33 — Контроль нижнего листа соединительной балки
- аналогично проконтролировать нижний лист в зонах других кронштейнов скользунов.
Контроль боковой рамы тележки 18-102
Настроить дефектоскоп с помощью стандартного образца СОП-НО-024. База ФП — 4 мм.
Провести контроль боковой рамы 18-102 с шагом сканирования (5—8) мм в следующей последовательности:
- установить намагничивающее устройство МСН 11-03 на боковую поверхность хобота рамы (рисунок 8.34);
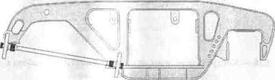
Рисунок 8.34 — Намагничивание хобота и наклонного пояса боковой рамы
- сканировать кромки технологических отверстий хобота на расстоянии (5— 10) мм от края (рисунок 8.35). Сканирование проводить на стороне, противоположной той, на которой установлено МСН 11-03;
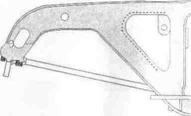
Рисунок 8.35 — Контроль кромок технологических отверстий
- сканировать переходы от нижней поверхности хобота к наклонному поясу и опорной части боковой рамы (рисунок 8.36);
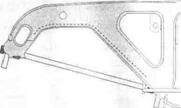
Рисунок 8.36 — Контроль переходов от нижней поверхности хобота к наклонному поясу и опорной части
- установить МСН 11 -03 на другую сторону хобота боковой рамы и аналогично контролировать кромки технологических отверстий на противоположной стороне хобота;
- установить МСН 11-02 на боковую раму (рисунок 8.37) и сканировать кромку технологического отверстия (вертикальный пояс) хобота на расстоянии (5—10) мм от края с обеих сторон боковой рамы;
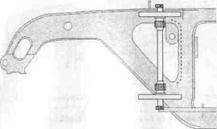
Рисунок 8.37 — Контроль вертикального пояса
- установить МСН 11-02 на буксовый проем боковой рамы (рисунок 8.38а) и сканировать внутренний и наружный углы буксового проема;
- сканировать кромки технологического отверстия на расстоянии (5—10) мм с обеих сторон боковой рамы (рисунок 8.38а);
- сканировать зоны над буксовым проемом и на наклонной плоскости с обеих сторон боковой рамы (рисунок 8.38б);
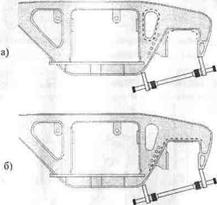
Рисунок 8.38 — Контроль буксового проема
- установить МСН 11 на наружную боковую поверхность рамы (рисунок 8.39) и сканировать верхние и нижние углы рессорного проема с выходом на сопряженные поверхности на длину (60—80) мм.
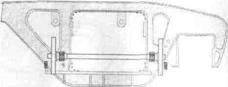
Рисунок 8.39 — Контроль углов рессорного проема
Заключение
В ходе выполнения курсовой работы были изучены: магнитное поле, его характеристики, анализ неоднородности магнитного поля над дефектом, схемы и методы неразрушающего контроля, его классификация и применение. Был подробно изучен феррозондовый дефектоскоп-градиентомер, его реализация и принцип работы, настройка браковочной чувствительности с помощью стандартного образца предприятия СОП-НО-021. Составлена подробная технология проведения контроля буксового проема боковой рамы: подготовка детали и аппаратуры, проведение контроля и оценка его результатов. Получены практические навыки составления технологических карт.
Список используемой литературы
1. Ахмеджанов Р.А. Феррозондовый метод неразрушающего контроля: Конспект лекций / Р.А. Ахмеджанов, С.В. Вебер, Н.В. Макарочкина/ Омский гос. ун-т путей сообщения. Омск, 2004. 80с.
2. Косарев Л.Н. Феррозондовый метод неразрушающего контроля деталей вагонов: Руководящий документ / Л.Н. Косарев, Г.Г. Газизова, Н.Н. Олефиренко / Министерство путей сообщения РФ. Москва, 2000. 73с.
3. Криворудченко В.Ф., Ахмеджанов Р.А. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта: Учебное пособие для вузов ж.-д. транспорта / В.Ф. Криворудченко/ Маршрут. Москва, 2005. 436с.
© 2009 База Рефератов