
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Конструирование станка для шлифования свободным абразивом
Курсовая работа: Конструирование станка для шлифования свободным абразивом
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖНЕТАГИЛЬСКАЯ ГОСУДАРСТВЕННАЯ СОЦИАЛЬНО-ПЕДАГОГИЧЕСКАЯ АКАДЕМИЯ»
ФАКУЛЬТЕТ ТЕХНОЛОГИЧЕСКОГО ОБРАЗОВАНИЯ
КАФЕДРА ТЕОРИИ И МЕТОДИКИ ТЕХНОЛОГИЧЕСКОГО ОБРАЗОВАНИЯ
Курсовая работа по Техническому творчеству на тему:
«Конструирование станка для шлифования свободным абразивом»
Выполнил: студент 31в гр.
Мокрецов А.А
Руководитель: Пунтус Ю.А
Нижний Тагил
2010
Содержание
Введение
1. Основные особенности процесса шлифования
2. Анализ аналогичных объектов
3. Разработка конструкции станка
4. Паспорт станка
Заключение
Литература
Введение
Процесс обработки камня многоцикличный и одним из важнейших этапов в этом процессе является шлифование камня. Эта операция зародилась очень давно. Еще древние люди применяли данную операцию, и до сих пор шлифование является неотъемлемой частью всего процесса обработки камня. Для шлифования камня используется множество станков, одним из которых является станок для шлифования свободным абразивом.
Станки заводского производства имеют высокую себестоимость, большие габариты, поэтому, для обработки камня в учебных мастерских рациональнее и экономичнее использовать станки индивидуальной сборки. Хотя они менее производительней, но гораздо дешевле и порою удобнее заводских, что является одним из важных факторов в оснащении материально-технической базы мастерских. На основании выше сказанного можно сделать вывод, что для учебных мастерских данные станки лучше конструировать и изготовлять самим, чем приобретать заводские модели.
Тема моей курсовой работы: «Конструирование станка для шлифования свободным абразивом».
Цель курсовой работы: Сконструировать станок для шлифования свободным абразивом, предназначенный для учебной мастерской.
Задачи:
Ознакомится с литературой и информацией о процессе шлифования и шлифовальных станках.
Изучить технологию шлифования различных материалов
Проанализировать аналогичные конструкции шлифовальных станков.
Разработать конструкцию шлифовального станка для обработки свободным абразивом.
Выполнить чертеж станка
Разработать паспорт станка
Объект курсовой работы: Процесс конструирования камнерезного станка
Предмет: Конструирование шлифовального станка
1. Основные особенности процесса шлифования
Шлифование процесс резания металлов с помощью абразивного инструмента, режущим элементом которого являются зерна. Зерна, обладающие высокой твердостью, теплоустойчивостью и острыми кромками, соединены специальными связующими веществами в шлифовальные круги, сегменты, головки, бруски и шкурки; применяют зерна и в виде паст и порошков. Шлифование применяется как для черновой, так и для чистовой и отделочной обработки. При шлифовании главным движением является вращение режущего инструмента с очень большой скоростью. Чаще всего в качестве шлифовального инструмента пользуются шлифовальные круги.
Выступающие зерна (рис. 1) абразивного материала, прочно закрепленные в шлифовальном круге связующим (цементирующим) веществом, при вращении круга с большой скоростью (до 80 м/с) срезают (царапают) слой металла или камня с заготовки в виде очень мелкой стружки. Большое число стружек (до сотни миллионов в минуту) и их малая толщина (несколько микрон) обусловливаются малым размером самих режущих зерен-резцов и большим количеством зерен, одновременно участвующих в резании (царапании). Часть зерен ориентирована так, что не может резать обрабатываемую поверхность. Такие зерна производят работу трения по поверхности резания. Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристалической решетки. Деформирующая сила вызывает сдвиг одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется.
Вследствие малого сечения среза и большой скорости резания шлифование обеспечивает высокую точность (2 – 1-й класс) и малую шероховатость обработанной поверхности (7 12-го класса), а поэтому этот процесс чаще является окончательной (отделочной) операцией.
Процесс стружкообразования при шлифовании приближается к резанию, осуществляемому зубом фрезы. Несмотря на малые размеры срезаемого слоя, получаемая при шлифовании стружка имеет то же строение и вид, что и стружка, получаемая при фрезеровании. Здесь также имеют место упругое и пластическое деформирование, тепловыделение, упрочнение, износ и др. Высокая температура при шлифовании (до 1000 – 1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания. С увеличением износа зерен температура при шлифовании повышается, что может вызвать деформацию детали, прижог, структурные изменения и трещины на обработанной поверхности. Для снижения температуры при шлифовании применяют обильное (10 60 л/мин) охлаждение. Смазочно-охлаждающие жидкости способствуют также удалению абразивной пыли из воздуха и очищению пор круга от продуктов отхода, повышают производительность и уменьшают шероховатость обработанной поверхности; снижается и размягчение связки круга, которое получается вследствие нагрева.
Наряду с общими явлениями, присущими и другим видам обработки металлов резанием, процесс шлифования имеет особенности: 1) режущая кромка шлифовального круга не сплошная, а прерывистая, так как зерна отстоят друг от друга на некотором расстоянии; 2) зерна шлифовального круга неправильной, округленной в вершинах геометрической формы, произвольно расположены в круге, что является причиной отрицательного и непостоянного значения переднего угла; 3) вследствие пирамидальной и округленной формы режущей части зерна возникает сложная зависимость между глубиной и шириной впадины, образуемой на обработанной поверхности каждым зерном-резцом; 4) в процессе работы шлифовальный круг может самозатачиваться, т. е. под действием повышенной нагрузки на затупленное зерно последнее может расколоться или чаще всего выкрошиться из связки, обнажив новые острые зерна, которые и будут продолжать резание; 5) вследствие округления вершины зерна и нулевой толщины среза в момент, предшествующий царапанию – срезанию (т. е. при врезании), зерна подвергаются большому трению о поверхность резания, образованную впереди идущими зернами-резцами 6) процесс снятия стружки зерном происходит за короткий промежуток времени (0,0001 – 0,00005 с). Эти особенности делают процесс резания при шлифовании более сложным, чем при других видах обработки, и создают большие трудности как при теоретическом, так и экспериментальном его исследовании.
В промышленности находят применение как естественные, так и искусственные абразивные материалы. К естественным абразивным материалам относятся алмаз, корунд, наждак и некоторые другие. Однако ввиду того, что свойства этих материалов нестабильны, а запасы их ограничены, основное применение в промышленности получили искусственные материалы. К искусственным абразивным материалам относятся электрокорунд, карборунд, карбид бора, синтетические алмазы и сверхтвердые материалы, полученные на основе кубического нитрида бора.
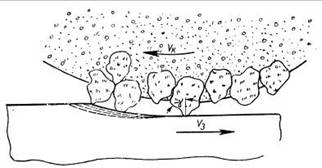
Рис. 1 Схема работы абразивных зерен
2. Анализ аналогичных объектов
Одними из представителей шлифовальных станков являются - портальные шлифовальные станки, мостовые, плоскошлифовальные.
I. Характерными представителями портальных станков являются отечественные станки моделей ВШ-3, ВШ-5 и зарубежные ЛЖ и ЛЖ-9 итальянской фирмы «БРА».
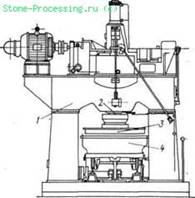
Рис.2. Шлифовально-полировальный станок модели ВШ-3
1 — портал; 2 шпиндель; 3 — шлифовальная головка; 4 — подвижный стол
Станок модели ВШ-3 (рис. 2) предназначен для шлифовки и полировки гранитных плит. Он состоит из неподвижного портала, шпинделя, шлифовальной головки и подвижного стола. Портал 1 образован двумя литыми опорами (стойками) коробчатого сечения с внутренними ребрами жесткости и связывающей эти опоры поперечиной (траверсой). Шпиндель 2 приводится в движение от электродвигателя через двухступенчатую коробку передач и пару конических шестерен. На нижнем конце шпинделя крепится шлифовальная головка 3, на которой устанавливается абразивный инструмент: чугунный диск (ферраса), абразивный круг или планетарная головка с чашечным абразивом. Вертикальное перемещение шпинделя плавно регулируется с помощью гидропривода, обеспечивая требуемое давление инструмента на плиту. Кроме гидропривода, шпиндель имеет ручной привод, помогающий производить настройку станка по высоте. Он состоит из конической пары и червячной передачи. Подвижный стол 4 установлен на тележке, которая перемещается по рельсам отдельным электроприводом через клиноременную и червячную передачи и трехступенчатую коробку передач. Кинематическая схема станка ВШ-3 приведена на рис.2.1

Рис.2.1 Кинематическая схема шлифовально-полировального портального станка модели ВШ-3 1 электродвигатель главного привода; 2 — траверса; 3 — коническая передача; 4 гидроцилиндр; 5 — шпиндель; 6 — механизм привода подачи стола предназначенный в основном для обдирочной операции на граните, имеет подвижный портал. Шлифовальная головка перемещается по направляющим портала.
Следует отметить, что станки ВШ-3 и ВШ-5, получившие в прошлом широкое распространение, в настоящее время значительно устарели и в силу физического износа имеют лишь единичное применение.
За последнее время в камнеобрабатывающей промышленности стали широко использоваться портальные станки новейших конструкций (модели ЛЖ, разработанные фирмой «БРА» и предназначенные для обработки гранита). Принципиальная схема такого станка приведена на рис. 2.2

Рис.2.2. Принципиальная схема шлифовально-полировального портального станка модели ЛЖ фирмы «БРА» 1 мотор-редуктор; 2 — подвижный портал; 3 — шпиндель; 4 — шлифовальная головка; 5 электродвигатель шлифовальника; 6 — шлифовальник; 7 — катки
Как видно из схемы, станок ЛЖ, так же как и станок модели ВШ-3, имеет подвижный портал 2, перемещаемый на катках 7 по рельсам-направляющим под действием гидродвигателя вдоль обрабатываемых плит, уложенных между рельсами. Шпиндель 3, приводимый во вращение от мотор-редуктора 1, крепится в нижней части к шлифовальной головке 4, несущей шесть независимых шлифовальников 6, которые приводятся во вращение от индивидуальных электродвигателей 5. Оси вращения шлифовальников 6 расположены под углом 2° к общей (вертикальной) оси вращения, что обеспечивает более равномерную обработку поверхности.
Характерной особенностью станка ЛЖ является гидравлическая система разгрузки шпинделя, образующая как бы маслодинамическую подвеску шлифовальной головки и тем самым снижающая трение в шпиндельном узле станка. Станок, как правило, обеспечивает полный цикл фактурной обработки поверхности гранитных изделий (от обдира до полировки) путем последовательной замены шлифовальников. Последняя модификация портальных станков фирмы «БРА» — станок модели ЛЖ-9, отличающаяся от вышеописанной увеличенным числом шлифовальников (девять вместо шести), обеспечивает повышение производительности станка на 30%. Технические характеристики портальных станков приведены в табл.1
Таблица 1. Технические характеристики портальных станков
| Основные показатели | Модели станков | |||
| ВШ-3 | ВШ-5 | ЛЖ | ЛЖ-9 | |
| Максимальные размеры обрабатываемых изделий, мм: | ||||
| длина | 2000 | 9000 | Неограниченная | |
| ширина | 1000 | 2500 | 1600 | 1600 |
| высота (толщина) | 150 | 1175 | 350 | 350 |
| Производительность за 1 ч (эксплуатационная) по граниту, на операции обдира при полном цикле обработки | 1—2 | 1,5—2,0 | — | — |
| 0,7 | — | 2,5 | 3,2 | |
| Диаметр шлифовальной головки, мм | 1300 | 1300 | 1700 | 1700 |
| Частота вращения шпинделя, об/мин | 50;100 | 50; 100 | 50 | 50 |
| Частота вращения шлифовальников, об/мин | — | — | 950 | 950 |
| Максимальный вертикальный ход шпинделя, мм | 250 | 300 | 400 | 400 |
| Скорость рабочей подачи, | 0,1; 0,3; | 5,5—11,1 | 0—4,0 | 0—1,85 |
| м/мин | 0,5 | |||
| Мощность электродвигателя | 44 | 55 | 8 | 11,3 |
| главного привода, кВт | ||||
| Установочная мощность | 46,5 | 66,3 | 36 | 52,1 |
| станка, кВт | ||||
| Габариты станка, мм: | ||||
|
длина ширина высота |
3500 | 5215 | 3450 | 3450 |
| 3785 | 3070 | 2900 | 2900 | |
| 3895 | 3600 | 4000 | 4000 | |
| Масса станка, т | 15 | 8,8 | 9,2 | 13,0 |
II. Характерными представителями мостовых станков являются отечественный станок модели СМР-013 и зарубежные станки моделей 303 фирмы «Карл Майер», «Левиматик-3500» и «Концепцион» фирмы «Грегори», «Минали МС-3» фирмы «Минали», ЖБ-500 фирмы «Тибо», БГМ-ПЗ предприятия «Бланско» (ЧССР) и др.
Станок модели СМР-013 предназначен для шлифовки и полировки плоских поверхностей изделий из природного камня средней твердости и твердого. Станок состоит из двух железобетонных опор с уложенными поверху рельсами, по которым перемещается мост в виде литой балки с привернутыми по краям литыми тележками. На мосту размещены гидронасосная и магнитная станции, а также площадка управления. По направляющим моста перемещается каретка (суппорт) со шлифовальной головкой. Каждая тележка имеет два опорных катка с ребордами, профили которых соответствуют профилю направляющих рельсов. Реборды воспринимают боковые усилия, возникающие при работе шлифовальной головки. Между опорами станка расположен стол в виде бетонной тумбы. Привод моста осуществляется через редуктор и реечную передачу от гидродвигателя. Последний обеспечивает регулировку скорости движения моста. Каретка приводится в движение двумя закрепленными на ее корпусе плунжерными гидроцилиндрами. Шпиндель получает вращение от электродвигателя через клиноременную передачу. Вертикальное перемещение шпинделя производится двумя гидроцилиндрами, которые обеспечивают также прижим шлифовальной головки с шлифовальником к обрабатываемой поверхности. Ход моста и каретки ограничивается при помощи конечных выключателей и передвижных упоров. В станке заложено несколько программ автоматического перемещения шлифовальной головки по обрабатываемой поверхности. Основные механизмы имеют ручной привод, облегчающий регулировку и настройку станка.
Кинематическая схема станка СМР-013 приведена на рис.3. Станку СМР-013 аналогичен по конструкции мостовой станок модели «Левиматик-3500» фирмы «Грегори». Станок модели «Концепцион» характеризуется наличием револьверной головки, позволяющей переходить на последующие стадии шлифовки без специальной замены инструмента. Станок модели 303 фирмы «Карл Майер» по конструктивному исполнению отдельных узлов также имеет много общего со станком модели СМР-013.
Привод моста осуществляется через вариатор, редуктор и реечную передачу от электродвигателя. Зубчатые рейки установлены вдоль направляющих рельсов, а зубчатые колеса, сцепляющиеся с рейками, посажены на один общий вал. Вращение шпинделя производится от электродвигателя, расположенного вертикально на плите, соединенной болтами с корпусом каретки и поддерживаемого при помощи двух катков на дорожке моста. На этой же плите находится привод перемещения каретки. Он состоит из электродвигателя, вариатора, редуктора, цепной передачи и шестерни, сцепляющейся с рейкой, которая смонтирована на корпусе моста. Шлифовальная головка крепится на нижнем конце шпинделя. Положение его относительно обрабатываемого изделия устанавливается при помощи гаек. Параллельно с механизмом перемещения шпинделя размещен гидроцилиндр прижима, который питается от индивидуального гидронасоса с приводом от электродвигателя. Насос с приводом установлен на каретке.

Рис.3. Кинематическая схема шлифовально-полировального мостового станка модели СМР-013: 1 — каток моста; 2 — направляющая моста; 3 — зубчатое колесо; 4 — рейка; 5 гидродвигатель; 6 — червяк; 7 — червячное колесо; 8— каток каретки; 9 направляющая каретки; 10 — гидроцилиндр подачи каретки; 11 — шпиндель; 12 шлифовальная головка; 13 — гильза; 14 — гидроцилиндр прижима шлифовальной головки; 15 — траверса; 16 — электродвигатель; 17 — шкив; 18 — клиновой ремень; 19 — шкив; 20— гайка упорная; 21 — винт; 22 — маховичок; 23 — червяк; 24 червячное колесо; 25 — ролик; 26 — шарнир качания шпинделя; 27 мотор-редуктор; 28 — кривошип; 29 — шатун; 30 — конечный выключатель
На отечественных камнеобрабатывающих предприятиях получил распространение еще один мостовой станок модели «М и н а л и МС-3» итальянской фирмы «Минали». От рассмотренных выше конструкций этот станок отличается повышенной длиной моста (5300 мм), облегченным исполнением отдельных узлов, наличием специального механизма качательного (поперечного) перемещения шлифовальной головки, что способствует повышению качества обработки.
Принцип работы отдельных узлов этого станка ясен из схем на рис.3.1, а, б, в и специальных пояснений не требует. Механизм качательного движения головки (рис.3.1 в) имеет общий привод с механизмом вращения шпинделя головки. В отличие от большинства других моделей станок «Минали МС-3» не имеет системы гидравлического прижима инструмента к обрабатываемой поверхности: прижим шлифовальника к изделию осуществляется через специальную пружину путем опускания вниз шпиндельной головки. Это упрощает конструкцию станка, хотя и обусловливает определенные недостатки: сложность контроля за давлением в процессе работы, невысокое усилие прижима на операциях шлифовки гранита, снижающее производительность станка.


Рис.3.1 Основные узлы шлифовально-полировального мостового станка модели «Минали МС-3» фирмы «Минали» а — механизм перемещения моста: 1 — электродвигатель привода подачи моста, 2 червячный редуктор, 3 — ведущая шестерня, 4 — мост, 5 — катки; б — механизм перемещения каретки: 1 — электродвигатель шпинделя шлифовальной головки, 2 электродвигатель привода подачи каретки, 3 — редуктор, 4 — ведущая шестерня, 5 рейка моста; в — механизм качательного перемещения шлифовальной головки: 1 ведомый шкив шпинделя шлифовальной головки, 2 — то же, привода качания головки, 3 — редуктор, 4 — рычажно-шарнирная передача.
Как уже отмечалось раньше, рабочий стол у большинства мостовых станков выполнен неподвижным, на бетонной основе. Исключение составляет станок модели БГМ-ПЗ производства предприятия «Бланско» (ЧССР): стол этого станка может перемещаться в продольном направлении под действием гидроцилиндра. Краткая техническая характеристика мостовых станков приведена в табл.2
Таблица 2. Технические характеристики мостовых станков
| Основные показатели | Модели станков | |||||
| СМР-013 | 303 | «Левима-тик3500» | «Концепцион» | «Минали ЧС-3» | Ж Б-500 | |
| Максимальные размеры обрабатываемых изделий, мм: длина ширина толщина (высота) |
2800 1400 200 |
3500 2000 250 |
3500 2000 250 |
3500 2000 250 |
4000 4000 100 |
3000 2000 200 |
|
Производительность за 1 ч (эксплуатационная), м2: по мрамору по граниту |
2,0 1,0 | 2,5 . 1,2 |
2,9 1,4 |
2,1 1,0 | 2,0 0,7 | 2,5 1,2 |
| Диаметр круга, мм | 400 | 330 | 400; 500 | 300 | 450 | 450; 500 |
| Мощность электропривода головки, кВт | 19 | 25 | 18 | 10,0 | 15,0 | 15,0 |
| Установочная мощность станка, кВт | 22 | 26,3 | 20,2 | 13,3 | 17,25 | 18,0 |
| Частота вращения инструмента, об/мин | 500; 1000 | 450 | 300; 600 | 700 | 350 | 325; 550 |
| Скорость подачи головки, м/мин | 0,3—6,7 | 0,6—6,0 | 0—12,0 | 0—8,0 | — | 0,2—0,6 |
| Скорость подачи моста, м/мин | 0,3—5,0 | 3,4—10,2 | 0—12,0 | 0,2—0,4 | — | 0,2—0,6 |
| Усилие прижима инструмента к изделию (максимальное), кН | 8 | 4 | 8 | 4 | 1,5 | 3,5 |
| Габариты станка, мм: длина ширина высота | 6800 4800 3000 | 5800 4100 5800 | 5700 4000 2600 | 5600 4000 2600 | 5670 5000 2350 |
3 300 24 000 3 270 |
| Масса станка, т | 5,8 | 4,2 | 4,0 | 3,6 | 3,2 | 3,3 |
III. Плоскошлифовальные станки компании «Danobat» («Grupo DANOBAT», Испания). Предназначенные для шлифования плоских и профильных поверхностей, шлифовальные станки этого типа отличаются продуманной конструкцией, позволяющей обеспечить высокую степень жесткости и виброустойчивости шлифовальных станков.

Рис.4.1 Станок плоскошлифовальный марки RT

Рис.4.2 Станок плоскошлифовальный марки RTL
Рациональная конструкция станины, стола и шлифовальной головки обеспечивают высокую жесткость и виброустойчивость станков.
Компоновка станков предусматривает применение приспособлений для правки кругов, необходимых при обработке сложных профилей с высокой точностью и производительностью.
Таблица 3. Технические характеристики плоскошлифовальных станков фирмы «Danobat»
|
Технические характеристики |
TOP-63 |
RT |
RTL |
RTM |
RTH |
| Максимальная длина шлифования, мм | 600 |
800 1200 1600 2000 |
800 - 1600 | 1600 - 6000 | 1600 - 6000 |
| Максимальная ширина шлифования, мм | - | 750 | 750 | 850 | 1150 |
| Максимальная высота шлифования, мм | 325 | 500 |
450 (800) |
750 (1000) |
1000 |
| Скорость круга, м/сек | - | 30 | 45 | ||
| Мощность привода шлифовального круга, кВт | 4 | 11 | 15 | 22 | 30 |
IV. Плоскошлифовальный станок марки МоРао 160Е
Эта модель является экономичным и практичным инструментом для подготовки образцов. Он может удовлетворить требования клиентов о подготовке образцов на высоком уровне.
Эта модель разработана и изготовлена в соответствии с международными стандартами качества, предъявляемой продукции подготовки образцов.
Обладает красивым внешним видом, изготовлен из стекловолоконной армированной пластмассы, а корпус из полностью нержавеющей стали.
Существуют две модификации MoPao 160E: диаметры 200 или 250 мм отрезного диска.
Рабочий диск может быть изъят и заменен быстро. Есть два принципа работы диска: пошаговое изменение скорости вращения илидва уровня постоянной скорости. Переключение из одного в другое осуществляется легко. Кроме того, может быть выбрано направление вращения отрезного диска
Технические характеристики:
1. Скорость вращения дисков: 50-600 об/мин (пошаговое изменение скорости вращения ) или 150/300 об/мин (два уровня постоянной скорости)
2. Диапазон нагрузки: 1-225N
3. Время обработки образца: 0-9999 секунд
4. Диаметр полировочных дисков: O 200-250 мм
5. Потребляемая мощность: 220V/50Hz
6. Размеры: 340 x 630 x 300 мм (200 мм)
380 x 660 x 300 мм (250 мм)
7. Вес: 45 кг

Рис.5 Плоскошлифовальный станок марки MoPao 160E
«+»
- большая точность обработки
- большая степень жесткости и виброустойчивости
- большая производительность
- более полный цикл обработки
«-»
- большие габаритные размеры
- высокая стоимость
- более сложное техническое обслуживание
Рассмотрев и проанализировав различные конструкции станков, выделив «+» и «-», можно сделать вывод о том, что для учебной мастерской станки для шлифования камня лучше конструировать и изготовлять самим, чем приобретать заводские модели.
3. Разработка конструкции станка
Для конструирования станка для шлифования свободным абразивом применим наиболее распространенный метод: «метод морфологического анализа». Для этого построим и рассмотрим морфологическую матрицу, в которую занесем: материал, способ крепления элементов конструкции, способ передачи крутящего момента. Вид обрабатывающего инструмента, привод.
| Варианты | ||||
| А | Б | В | Г | |
| 1. Материал | Сталь | Дерево | Чугун | Титан |
| 2. Способ крепления элементов конструкции | Болтовое соединение | Клепочное | Сварка | Клеевое соединение |
| 3. Способ передачи крутящего момента | Ременная передача | Цепная | Зубчатая | Фрикционная |
| 4. Вид обрабатывающего инструмента | Безцентрово шлифовальный | Глубинно шлифовальный | Плоскошлифовальный | Специально шлифовальный |
| 5. Привод | Паровой | Электра | ДВС | Механический |
Рассмотрим и проанализируем несколько возможных вариантов:
1. 1-Г 2-Б 3-Б 4-В 5-Б
В данном возможном варианте: рассматривается такой материал как титан, что крайне не подходит для станка, предназначенного для учебной мастерской, так как стоимость данного материала велика, а значит его использование не целесообразно; выбран такой способ крепления элементов конструкции, как клепочное соединение, что опять высокостоимо, трудоемко, более сложно в изготовлении. На основании чего делаем вывод, что данный вид крепления нам не подходит; передача крутящего момента будет осуществляться цепной передачей, что для учебной мастерской не подходит, в связи с большим уровнем шума возникающего в процессе работы, что недопустимо в учебной мастерской; вид обрабатывающего инструмента и привод нас в полной мере устраивают, так как отвечают нужным нам характеристикам и подходят для нашего станка. На основании всего выше сказанного делаем вывод: данный рассмотренный вариант устраивает нас только частично, а значит, в качестве конечного использоваться не может.
2. 1-А 2-В 3-А 4-Г 5-Г
В данном возможном варианте: материал, способ крепления элементов конструкции и способ передачи крутящего момента вполне подходят для конструкции нашего станка, используемого в учебной мастерской, так как более экономичнее, доступнее и отвечают ряду характеристик необходимых для нашего станка; вид обрабатывающего элемента не подходит для разрабатываемой конструкции станка, так как обладает большей себестоимостью, требует большого внимания и своевременного более точного технического обслуживания; привод в данной предполагаемой конструкции станка выбран механический, что ведет к большим физическим затратам, большему количеству времени необходимого для выполнения операции, а значит меньшей производительностью. На основании чего можно сказать, что данный вид привода нас не устраивает. На основании всего выше сказанного делаем вывод: данный рассмотренный вариант устраивает нас только частично, а значит, в качестве конечного использоваться не может.
3. 1-А 2-В 3-А 4-В 5-Б
В данном возможном варианте: материал выбран доступный, дешевый; в качестве способа крепления элементов конструкции выбрана сварка, что экономически выгодно и доступно, а так же менее трудоемка при выполнении; в качестве передачи крутящего момента выбрана ременная передача, что экономично, бесшумно и доступно; вид обрабатывающего инструмента выбран плоскошлифовальный, что наиболее подходит для конструкции нашего станка и отвечает поставленной цели работы; привод- Электра, что более рационально, экологично и доступно для учебной мастерской. На основании всего выше сказанного сделаем вывод: данный рассмотренный вариант можно выбрать в качестве конечного варианта станка, так как все его составные части отвечают нужным нам характеристикам, обладают необходимыми свойствами и качествами, а значит, в полной мере подходят для готовой конструкции станка.
Таким образом конечный вариант конструируемого нами станка будет выглядеть так: материал- сталь; способ передачи крутящего момента- ременная передача; вид обрабатывающего инструмента- плоскошлифовальный; привод- электра
4. Паспорт станка
1. Станок плоскошлифовальный предназначен для шлифовки плоских поверхностей изделий из природного камня средней твердости свободным абразивом.
2. Технические характеристики
|
Габариты станка, мм: Длина Ширина Высота |
|
| 790 | |
| 645 | |
| 1070 | |
| Диаметр шлифовального круга, мм | 420 |
| Толщина шлифовального круга, мм | 19 |
| Частота вращения двигателя, об/мин | 1400 |
| Частота вращения круга, об/мин | 700 |
| Мощность электродвигателя, кВт | 3 |
| Потребляемая мощность: | 380V/50Hz |
| Масса станка, кг | 130 |
3.Состав станка

Рис.6 Состав станка
4. Устройство и принцип действия
На свайной раме поз.5 располагаются все основные элементы. С двигателя поз.1 через два ремня поз.2 крутящий момент передается на шкив поз.3, со шкива крутящий момент через вал поз.4, который удерживается направляющими поз.6, передается на обрабатывающий диск поз.8, который приводится в действие кнопками «пуск» и «стоп», расположенными на пульте управления поз.7, связанные с магнитным пускателем поз.9. Вся обработка ведется в ванне поз.10, из которой отработанная смесь самоудаляется через слив поз.11 в сливной бочок поз.12. Вся конструкция устанавливается на тумбу поз.13.
Весь процесс обработки камня начинается с приготовления абразивной смеси, состоящей из абразивного порошка и воды. Приготовленная смесь располагается в специальной емкости, которая находится в ванне. После запуска станка обрабатывающий диск начинает вращаться. На него в небольшом количестве подается абразивная смесь и кладется заготовка которую необходимо обработать. В ходе всего процесса шлифования необходимо: смесь на диск подавать небольшими количествами по мере необходимости, а заготовку перемещать по всему диаметру диска, для более точной обработки детали и меньшего изнашивания самого диска. После завершения обработки детали остатки смеси удаляются из емкости, станок приберается.
5. Техника безопасности
При эксплуатации станка необходимо:
- надежно заземлить станок
- ознакомиться с работой станка и органами управления
- проверить состояние всех узлов и механизмов ( визуально)
- своевременно очищать станок от накопившихся отходов
Для нормальной и безаварийной работе на станке запрещается:
- устранять любые неполадки при работающем станке
- работать на станке без заземления
- использовать диски, не предназначенные для шлифования
- использовать диски, имеющие явные дефекты
- останавливать крутящийся круг руками
6. Электрическая схема станка
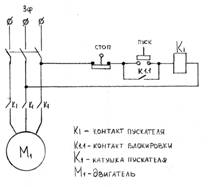
Рис.7 Электрическая схема станка
Заключение
Процесс обработки камня многоцикличный и одним из важнейших этапов в этом процессе является шлифование камня. Эта операция зародилась очень давно. Еще древние люди применяли данную операцию, и до сих пор шлифование является неотъемлемой частью всего процесса обработки камня. Для шлифования камня используется множество станков, одним из которых является станок для шлифования свободным абразивом.
Станки заводского производства имеют высокую сибистоемость, большие габариты, поэтому, для обработки камня в учебных мастерских рациональнее и экономичнее использовать станки индивидуальной сборки. Хотя они менее производительней, но гораздо дешевле и порою удобнее заводских, что является одним из важных факторов в оснащении материально-технической базы мастерских. На основании выше сказанного можно сделать вывод, что для учебных мастерских данные станки лучше конструировать и изготовлять самим, чем приобретать заводские модели.
В процессе выполнения курсовой работы мы ознакомились с литературой и информацией о процессе шлифования и шлифовальных станках; изучили технологию различных материалов; проанализировали аналогичные конструкции шлифовальных станков; сконструировали шлифовальный станок для обработки свободным абразивом; выполнили чертеж станка; разработали паспорт станка, а также закрепили ранее полученные ЗУН. Поставленные задачи решены, цель курсовой работы достигнута.
Литература
1. Лурье Г.Б. и Комиссаржевская В.Н. Шлифовальные станки и их наладка. Учебник для проф. - тех. учебных заведений М., «Высшая школа», 1972
2. Свободная электронная энциклопедия ВикипедиЯ http://wikipedia.ru
3. Кащук В. А Справочник шлифовщика.-М.: Машиностроение, 1988. – 480с:
4. Аршинов В. А., Алексеев Г. Л. Резание металлов и режущий инструмент. Учебник для машиностроительных техникумов. М., «Машиностроение», 1976. 440 с. с ил.
5. Лоскутов В. В. Шлифование металлов: Учебник для студентов профессионально-технических училищ. М Машиностроение, 1985. 256 с.
6. Наерман М. С. Справочник молодого шлифовщика. М Высшая школа, 1985. 207 с
7. П. И. Орлова «Основы конструирования» издательство «Машиностроение» 1968 г.
8. Поисковая служба сети интернет www.yandex.ru
© 2009 База Рефератов