
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Конструкционные стали в машиностроении
Курсовая работа: Конструкционные стали в машиностроении
Введение
Из многообразия материалов, обладающих жёсткостью и прочностью, достаточными для ограничения упругой и пластической деформации, при гарантированной надёжности и долговечности является сталь.
Сталь – сплав железа с углеродом, содержащий от 0,02 до 2,14% углерода.
По химическому составу стали классифицируют на углеродистые и легированные, содержащие до 10% легирующих элементов (хром, никель, молибден, ванадий, вольфрам и другие).
К конструкционным сталям, применяемым для изготовления разнообразных деталей машин и конструкций, предъявляют следующие требования: высокий комплекс механических свойств, обеспечивающих надёжную и длительную работу машин, эксплуатацию конструкций технологичность, т.е. хорошая обрабатываемость давлением, резанием, свариваемость и пр., низкая стоимость и доступность. Легированные стали должны содержать по возможности меньше дорогих и дефицитных легирующих элементов. Легирующие стали должны обладать высоким комплексом стандартных механических свойств, определяемых при разных способах нагружения.
Реферат
Данная курсовая работа содержит:
Стр.
Рис.
Табл.
Курсовая работа выполнена в соответствии с программой курса «Конструкционные стали в машиностроении».
Цель работы: выбор и обоснование конструкционного материала для изготовления детали «звёздочка». Описание химического состава и технологических свойств. Рассмотрено влияние химического состава на механические свойства, глубину прокаливаемости. Составление маршрутной технологии предварительной и окончательной термической обработки. Назначение режимов термической и химико-термической обработки. Проведение контроля качества изготовленной детали.
Ключевые слова: звёздочка, конструкционная сталь, химический состав, химико-термическая обработка, закалка, отжиг, цементация, отпуск, перлит, мартенсит, аустенит, структура, температура, наследственное зерно.
1. Выбор и обоснование материала для изготовления детали «звёздочка».
Деталь «звёздочка» при эксплуатации испытывает действие различных нагрузок: статических, динамических, поверхностных. Поэтому выбранный материал должен обладать высоким комплексом стандартных механических свойств, определяемых при разных способах нагружения. Однако эти свойства полностью не гарантируют надёжную и длительную работу изделия. Необходимо учитывать, что в реальных условиях эксплуатации действуют факторы, которые могут снижать пластичность и ударную вязкость и увеличивать опасность хрупкого разрушения.
Это подтверждается случаями, внезапного хрупкого разрушения изделий, изготовленных из сталей высокой пластичности.
К факторам, увеличивающим склонность сталей к хрупкому разрушению относятся, концентраторы напряжений, которые всегда имеются в реальных условиях эксплуатации.
Из всех известных в технике материалов лучшее сочетание конструктивной прочности, надёжности и долговечности имеет конструкционная сталь, поэтому она явилась основным материалом для изготовления детали звёздочка. Под конструктивной прочностью подразумевают такую прочность, которую сталь имеет в результате реальных условий её применения.
Надёжность – это свойство
материала противостоять хрупкому разрушению. Для предупреждения внезапных
хрупких поломок высоконагруженных деталей важно учитывать не только
пластичность (![]() ) и ударную
вязкость (КСИ) стали, но и параметры конструктивной прочности, характеризующие
её надёжность: ударную вязкость КСИ и КСТ, температурный порог хладноломкости Тхл., вязкость разрушения К1с.
) и ударную
вязкость (КСИ) стали, но и параметры конструктивной прочности, характеризующие
её надёжность: ударную вязкость КСИ и КСТ, температурный порог хладноломкости Тхл., вязкость разрушения К1с.
Долговечность – это свойство материала сопротивляться развитию постоянного разрушения и потере работоспособности в течении заданного времени.
Потеря работоспособности может быть вызвана различными причинами: развитием процессов усталости, изнашиванием детали, коррозией и др.
Все эти процессы приводят к постепенному накоплению повреждений и разрушению материала. Для обеспечения долговечности важно уменьшить до допустимого уровня скорость развития процессов разрушения.
Высокая конструктивная прочность достигается путём рационального выбора химического состава, режимов термической и химико-термической обработки.
Решающая роль в составе конструкционной стали, отводится углероду. Углерод повышает прочность стали, но снижая хладноломкость, увеличивает чувствительность к хрупкому разрушению.
Большое влияние на конструктивную прочность стали оказывают легирующие элементы. Повышение конструктивной прочности при легировании связанно с обеспечением высокой прокаливаемости, уменьшением критической скорости закалки, уменьшением зерна, упрочнение дефекта и т. д.
Одним из наиболее важных факторов является повышение прокаливаемости.
Сопротивление усталости, износу и некоторые другие характеристики долговечности зависят от свойств поверхностного слоя изделия. Для получения требуемых свойств конструкционную сталь подвергают химико-термической обработке, которая приводит к поверхностному упрочнению и созданию на поверхности остаточных сжимающих напряжений, затрудняющих возникновение и развитие трещин.
При выборе марки стали
для изготовления детали звёздочка необходимо, чтобы она сочетала в себе
повышенную прочность:![]() 850 Н/мм,
вязкость КСU =80Дж/см
850 Н/мм,
вязкость КСU =80Дж/см![]() ,
закалённый поверхностный слой 1,3—1,5 мм и сочетание твёрдой износостойкой
поверхности HRC=60 –62 и мягкой сердцевины HRC = 24 – 26.
,
закалённый поверхностный слой 1,3—1,5 мм и сочетание твёрдой износостойкой
поверхности HRC=60 –62 и мягкой сердцевины HRC = 24 – 26.
Сталь 20ХН3А повышенной прочности, вязкости и глубокой прокаливаемости применяется в условиях износа при трении. Из неё изготавливают зубчатые колёса, звёздочки, шестерни, шлицевые валы, силовые шпильки и другие, особо ответственные детали, к которым предъявляются требования высокой прочности и поверхностной твёрдости в сочетании с пластичной и вязкой сердцевиной работающих в условиях статических и динамических нагрузок.
2. Химический состав стали 20ХН3А.
Сталь 20ХН3А легированная конструкционная.
Классификация стали 20ХН3А:
1) категория – высококачественная
(S![]() );
);
2) группа хромоникелевая;
3) по виду обработки кованная;
4) среднеуглеродистая;
Химический состав стали 20ХН3А приведён в таблице 1.
Таблица1
Химический состав стали 20ХН3А
| Группа стали | Марка стали | Массовая доля элементов, % | |||
| С | Mn | Cr | Ni | ||
| Хромоникелевая | 20ХН3А | 0,17-0,24 | 0,3-0,6 | 0,6-0,9 | 2,75-3,15 |
Основными легирующими элементами стали 20ХН3А являются хром и никель. Хром образует с углеродом карбиды различного состава. Все карбиды являются твёрдыми структурными составляющими. Поэтому при наличии хрома в стали её твёрдость и износостойкость увеличивается. Хром способствует увеличению прокаливаемости стали. Никель повышает предел прочности, и предел текучести стали. Никель увеличивает глубину прокаливаемости стали. Он влияет на структуру, изменяя зерно и увеличивает вязкость стали.
Как указано выше и хром, и никель способствуют увеличению прокаливаемости стали.
Под прокаливаемостью подразумевается способность стали закаликаваться на определённую глубину. Прокаливаемость непосредственно связанна с устойчивостью переохлаждённого аустенита.
Прокаливаемость определяется критической скоростью охлаждения. При данном режиме охлаждения Прокаливаемость тем выше, чем меньше критическая скорость закалки, т.е. чем выше устойчивость переохлаждённого аустенита.
Легированная сталь 20ХН3А благодаря более высокой устойчивости переохлаждённого аустенита и меньшей критической скорости охлаждения прокаливается на значительно большую глубину, чем углеродистые стали.
Хром и никель увеличивают устойчивость переохлажденного аустенита, что существенно изменяет вид диаграммы изотермического распада. Линии диаграммы смещаются вправо и становятся как бы двойными С-образными кривыми, рисунок 1.
На диаграмме наблюдаются две температурные зоны минимальной устойчивости аустенита.
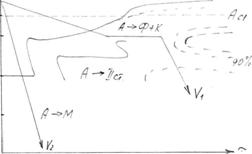
Рис.1 диаграмма изотермического распада аустенита стали 20ХН3А.
3.Маршрутная технология изготовления детали звёздочка.
Основными моментами маршрутной технологии являются предварительная и окончательная термическая обработка. Полная схема получения детали приведена на рисунке 2.
| Получение заготовки (поковка) |
| Предварительная термическая обработка (изотермический отжиг) |
| Механическая обработка |
| Окончательная термическая обработка (химико-термическая обработка, закалка, отпуск) |
| Окончательная механическая обработка |
| Контроль качества после термической обработки |
Риунок 2. Маршрутная технология изготовления детали звёздочка.
4. Режим термической и химико-термической обработки детали.
Термическая обработка это технологический процесс тепловой обработки изделий из металлов и сплавов с целью изменения их структуры, механических, физических и химических свойств.
Предварительная термическая обработка применяется для исправления структуры и получения однородных механических свойств по всему сечению детали. Она улучшает технологические свойства, обеспечивает оптимальную обрабатываемость при механической обработке.
Для звёздочки, подвергаемой последующей цементации оптимальная для получения обрабатываемости структура представляет собой зёрна пластинчатого перлита и хорошо дифференцированного феррита и определённым соотношением твёрдости этих составляющих. Оптимальная твёрдость феррита: 1400—1200 МПа, твёрдость перлита не должна превышать 3000 МПа по Бринеллю.
Для получения таких параметров рекоменджуется в качестве предварительной термической обработки проводить изотермический отжиг.
В случае изотермического
отжига сталь нагревают на 30—50 ![]() С выше
точки Ас3 (Ас3= 760
С выше
точки Ас3 (Ас3= 760![]() С) и сравнительно быстро
охлаждают (на воздухе или переносят в другую печь) до температуры лежащей ниже
А
С) и сравнительно быстро
охлаждают (на воздухе или переносят в другую печь) до температуры лежащей ниже
А![]() -- 700
-- 700![]() С (обычно на 100-- 150
С (обычно на 100-- 150![]() С) в зависимости от
характера изотермической кривой распада аустенита.
С) в зависимости от
характера изотермической кривой распада аустенита.
Режим изотермического отжига стали 20ХН3А приведён на рис. 3:

![]()
Рис.3 Режим изотермического отжига стали 20ХН3А.
t![]() = 760+(30-50
= 760+(30-50![]() С)
С)
t![]() =800
=800 ![]() С
С
При отжиге общая продолжительность нагрева:
![]()
Где ![]() -- продолжительность
сквозного нагрева до заданной температуры;
-- продолжительность
сквозного нагрева до заданной температуры;
![]() -- продолжительность изотермической
выдержки для завершения фазовых превращений,
-- продолжительность изотермической
выдержки для завершения фазовых превращений, ![]() =
2мин.
=
2мин.
![]() =0,1*
=0,1*![]() ,мин.
,мин.
Где ![]() -- коэффициент формы, 2,
-- коэффициент формы, 2, ![]() -- коэффициент нагрева, 2
-- коэффициент нагрева, 2
![]() -- коэффициент неравномерности
нагрева, 1
-- коэффициент неравномерности
нагрева, 1
![]() -- минимальный размер максимального
сечения, 35,
-- минимальный размер максимального
сечения, 35,
![]() = 0,1*35*2*2*1=14(мин.)
= 0,1*35*2*2*1=14(мин.)
![]() =14мин.+2мин.=16мин.
=14мин.+2мин.=16мин.
Окончательная термическая обработка включает цементацию, закалку неполную и отпуск низкий (рис. 4)
Цементация — процесс насыщения поверхностного слоя детали углеродом.
Основная цель цементации получение твёрдости и износостойкости поверхности, что достигается обогащением поверхностного слоя углеродом до концентрации 0,8-1,1% и последующей закалкой. Это одновременно повышает процесс выносливости.
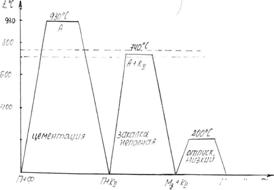
Рис.4 Режим окончательной термической обработки детали звёздочка.
Для цементации деталь поступает после механической обработки с припуском на шлифование 0,05-0,1мм. Части детали. Не подлежащие упрочнению защищают тонким слоем меди, наносимым электролитическим способом или специальными
Температура цементации
500-600![]() С. В этом случае происходит
полное насыщение аустенита ферритом и образование на поверхности цементита.
Этот процесс является интенсивным. При газовой цементации сокращается длительность
процесса, т.к. отпадает необходимость прогрева ящиков (в случае твёрдой
цементации), наполненным малотеплопроводным карбюризатором, обеспечивается
возможность полной механизации процесса, его автоматизации и значительно
упрочняется последующая термическая обработка изделия, т.к. закалку можно
проводить непосредственно из печи.
С. В этом случае происходит
полное насыщение аустенита ферритом и образование на поверхности цементита.
Этот процесс является интенсивным. При газовой цементации сокращается длительность
процесса, т.к. отпадает необходимость прогрева ящиков (в случае твёрдой
цементации), наполненным малотеплопроводным карбюризатором, обеспечивается
возможность полной механизации процесса, его автоматизации и значительно
упрочняется последующая термическая обработка изделия, т.к. закалку можно
проводить непосредственно из печи.
Газовую цементацию выполняют в шахтных печах периодического действия в которые подаются углеводородные газы. Детали загружают на специальных приспособлениях в печь.
Продолжительность цементации составляет:
![]() , (мин.),
, (мин.),
Где h =1,3-1,5 мм, ![]() ,
, ![]() =225 мин;
=225 мин;
Основной реакцией, обеспечивающей науглероживание при газовой цементации, диссоциация метана:
![]()
Окончательные свойства цементованного изделия достигаются в результате термической обработки, выполняемой после цементации. Эта обработка имеет целью:
1. Исправить структуру и изменить зерно сердцевины и цементованного слоя, неизбежно перегреваемых во время длительной выдержки при высокой температуре цементации;
2. Получить высокую твёрдость в цементованном слое;
3. Устранить карбидную сетку в цементованном слое, который может возникнуть при пересыщении его углеродом.
4. Закалку проводят выше точки А![]() , на 30-50
, на 30-50![]() С ;
С ;
tн =700![]() С +(30-50
С +(30-50![]() С )
С )
tн =740![]() С ;
С ;
Это обеспечивает измельчение зерна цементованного слоя и частичную перекристаллизацию и измельчение зерна сердцевины. При закалке общая продолжительность нагрева, как и при отжиге составляет: 14мин.
![]() =
=![]() +
+![]()
![]() =0,1*35*2*2*1=14мин.
=0,1*35*2*2*1=14мин.
![]() 14мин+2мин=16мин.
14мин+2мин=16мин.
Заключительной операцией
термической обработки цементованного изделия является низкий отпуск при
температуре 180-200![]() С ;
С ;
В результате термической обработки поверхностный слой приобретает структуру мартенсита с избыточными карбидами в виде глобулей.
Его твёрдость составляет59-63HRC.
Время нагрева при отпуске составляет:
120мин.+1мин.*25=125мин.
5. Механизм структурных превращений стали 20ХН3А в процессе термической и химико-термической обработки.
При термической обработке стали 20ХН3А наблюдаются следующие превращения.
1.При нагреве в процессе
изотермического отжига происходит превращение перлита в аустенит выше
критической точки А1:П![]() А;
А;
При охлаждении ниже точки А1,
2.Превращение аустенита в
перлит: А![]() П;
П;
3. При охлаждении его
скоростью выше критической превращение аустенита в мартенсит: А![]() М.
М.
5.1. Превращение перлита в аустенит.
Процесс превращения перлита в аустенит при нагреве в доэвтектоидной стали стали происходит следующим образом.
Сталь в межфазном
состоянии представляет смесь фаз феррита и карбидов переменного состава Cr![]() .При нагреве несколько выше критической
точки Ас1 ( 700
.При нагреве несколько выше критической
точки Ас1 ( 700![]() С)
на границе ферритной и цементитной фаз начинается превращение
С)
на границе ферритной и цементитной фаз начинается превращение ![]() , приводящее к образованию
низкоуглеродистого аустенита, в котором растворяется цементит (рис.5 б-г).
Образующийся аустенит химически не однороден. Концентрация углерода в аустените
на границе с цементитом значительно выше, чем на границе с ферритом.
, приводящее к образованию
низкоуглеродистого аустенита, в котором растворяется цементит (рис.5 б-г).
Образующийся аустенит химически не однороден. Концентрация углерода в аустените
на границе с цементитом значительно выше, чем на границе с ферритом.
Превращение ![]() протекает быстрее, чем
растворение цементита, поэтому когда вся
протекает быстрее, чем
растворение цементита, поэтому когда вся ![]() -
фаза (феррит) превращается в
-
фаза (феррит) превращается в ![]() - фазу
(аустенит), цементит ещё остаётся рис.5,д). После растворения всего цементита
превращение заканчивается рис. (5,г), но образовавшийся аустенит имеет не
равномерную концентрацию углерода, уменьшающуюся от центра к периферии зерна.
Только после дальнейшего повышения температуры или дополнительной выдержки.
Аустенит в результате диффузии углерода становится однородным по всему объёму.
- фазу
(аустенит), цементит ещё остаётся рис.5,д). После растворения всего цементита
превращение заканчивается рис. (5,г), но образовавшийся аустенит имеет не
равномерную концентрацию углерода, уменьшающуюся от центра к периферии зерна.
Только после дальнейшего повышения температуры или дополнительной выдержки.
Аустенит в результате диффузии углерода становится однородным по всему объёму.


Хром и никель понижают
критическую точку Ас,![]() 700
700![]() С и уменьшают склонность зерна
аустенита к росту, поэтому легированная сталь 20ХН3А является наследственно
мелкозернистой.
С и уменьшают склонность зерна
аустенита к росту, поэтому легированная сталь 20ХН3А является наследственно
мелкозернистой.
5.2. Распад переохлажденного аустенита.
Распад аустенита
происходит при температуре ниже 700![]() С
(критическая точка Ас1), когда свободная энергия выше
свободной энергии продуктов его превращения. От степени переохлаждения зависит
скорость превращения и строения продуктов распада. На рис.6 приведены режимы
термической обработки стали 20ХН3А.
С
(критическая точка Ас1), когда свободная энергия выше
свободной энергии продуктов его превращения. От степени переохлаждения зависит
скорость превращения и строения продуктов распада. На рис.6 приведены режимы
термической обработки стали 20ХН3А.

Рис.6. Диаграмма изотермического распада стали 20ХН3А.
Режимы охлаждения
V1 -- изотермический отжиг;
V2—закалка непрерывная;
Перлитное превращение. Распад аустенита с образованием перлита является диффузионным процессом и развивается в результате флуктуации состава( неоднородности в распределении углерода).
Как любой диффузионный процесс распад аустенита происходит путём возникновения зародышей (ч. з.) и роста их с определённой скоростью (с. р.).
В аустените, оказавшемся в неравновесном состоянии при температуре ниже А1, углерод диффундирует к наиболее дефектным местам кристаллической решётки, к местам скопления вакансий вблизи границ зёрен. Поэтому зародыши цементита образуются по границам зёрен аустенита.
Рост зародышей цементита происходит вследствие диффузии углерода из прилегающего аустенита, что приводит к обеднению углеродом аустенита, окружающего образовавшиеся пластинки цементита, и способствует превращению его феррит за счёт полиморфного превращения решётки Г.Ц.К. в О.Ц.К. Таким образом происходит рост перлитных колоний.
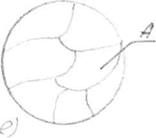
Структура стали 20ХН3А приведённая на рисунке 7:

Рис.7. Микроструктура стали 20ХН3А после изотермического отжига.
5.3. Мартенситное превращение.
При большом
переохлаждении (вектор V2 ) углерод не успевает выделиться из
из твердого раствора (аустенита) в виде частиц цементита, как это происходит
при образовании перлита. Решётка ![]() -железа
перестраивается в решётку
-железа
перестраивается в решётку ![]() -железа.
Углерод остаётся внутри
-железа.
Углерод остаётся внутри ![]() -железа,
в результате чего получается пересыщенный твёрдый раствор углерода в
-железа,
в результате чего получается пересыщенный твёрдый раствор углерода в ![]() -железе.
-железе.
Значительное пересыщение ![]() -железа углеродом вызывает
изменение объемно-центрированной кубической решётки в тетрагональную,
Элементарной ячейкой которой является прямоугольный параллелепипед, рис.8:
-железа углеродом вызывает
изменение объемно-центрированной кубической решётки в тетрагональную,
Элементарной ячейкой которой является прямоугольный параллелепипед, рис.8:

Рис.8. Кристаллическая ячейка мартенсита.
Атомы углерода в такой ячейке располагаются в междоузлиях ( что характерно для твёрдого раствора внедрения) или в центре основания (сторона а), или в середине удлинённых рёбер (сторона с). Степень тетрагональности:
с/а=1.08
Мартенсит является
перенасыщенным твёрдым раствором внедрения углерода в ![]() -железе.
-железе.
Мартенситное превращение
протекает ниже температуры 400 араллельных пластинок
феррита и цементита характеризуется для всей перлитной области. неоднор![]() С для стали 20ХН3А.
С для стали 20ХН3А.
Для снятия внутренних
напряжений в стали проводят отпуск при температуре 200-300![]() С.
С.
При первом превращении из
пересыщенного ![]() -раствора (мартенсит)
выделяется углерод, поэтому тетрагональность решётки уменьшается и соотношение
осей с/а приближается к единице. Содержание углерода в мартенсите снижается, он
выделяется в виде мельчайших пластинок карбида железа, называемого
-раствора (мартенсит)
выделяется углерод, поэтому тетрагональность решётки уменьшается и соотношение
осей с/а приближается к единице. Содержание углерода в мартенсите снижается, он
выделяется в виде мельчайших пластинок карбида железа, называемого ![]() (эпсилан) — карбидом (FeхC), имеющем гексагональную решетку формулу, близкую с Fe2C.
(эпсилан) — карбидом (FeхC), имеющем гексагональную решетку формулу, близкую с Fe2C.
Образовавшийся в
результате первого отпуска мартенсит называется мартенситом отпуска. Он
представляет собой смесь пересыщенного твёрдого раствора углерода в ![]() -железе неоднородной
концентрации и карбида, ещё не полностью обособившегося от решётки мартенсита.
-железе неоднородной
концентрации и карбида, ещё не полностью обособившегося от решётки мартенсита.
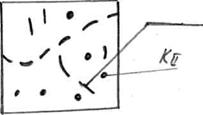
Рис.9. Микроструктура стали 20ХН3А после отпуска.
5.4. Механизм образования и строение цементованного слоя.
Диффузия углерод в стали возникает не только, если углерод находится в атомарном состоянии, получаемом при дислокации газов, содержащих углерод (СО, СН4 и др.)
СН4![]()
![]() -- аустенит;
-- аустенит;
Атомарно углерод адсорбируется поверхностью стали и диффундирует в глубь металла.
Скорость диффузии
углерода возрастает с повышением температуры. Цементацию ниже Ас1 не выполняют, т. к. ![]() -железо
растворяет мало углерода и цементованный слой состоит, главным образом только
из очень тонкой корочки цементита.
-железо
растворяет мало углерода и цементованный слой состоит, главным образом только
из очень тонкой корочки цементита.
Цементацию проводят при
температурах выше Ас3 (800-850![]() С).
В этом случае сначала диффундирует в решётку
С).
В этом случае сначала диффундирует в решётку ![]() -железа.
При достижении предела насыщения аустенита углеродом создаются условия для
образования на поверхности зародышей новой фазы, устойчивой при данной
температуре, а именно цементита. Постепенно на поверхности образуется сплошной
слой цементита.
-железа.
При достижении предела насыщения аустенита углеродом создаются условия для
образования на поверхности зародышей новой фазы, устойчивой при данной
температуре, а именно цементита. Постепенно на поверхности образуется сплошной
слой цементита.
Цементованный слой имеет переменную концентрацию углерода по толщине, убывающую от поверхности к сердцевине детали. В связи с этим после медленного охлаждения в структуре цементованного слоя можно различать три зоны:
- заэвтектоидную, состоящую из перлита и вторичного цементита (1);
- эвтектоидную зону, состоящую из одного перлита (2);
- доэвтектоидную, состоящего из перлита и феррита (3). Количество феррита в этой зоне непрерывно возрастает по мере приближения к сердцевине, рис.10.
За толщину цементованного слоя принимается сумма заэвтектоидной, эвтектоидной и половины переходной зон. Концентрация углерода в поверхностном слое составляет примерно 1,1%. Хром несколько повышает толщину цементованного слоя. Никель увеличивает скорость диффузии углерода.
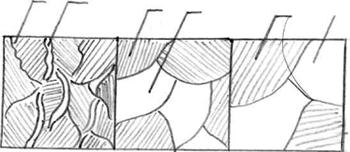
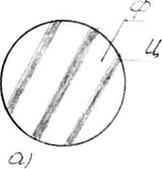
Рис.10. Микроструктура цементованного слоя стали 20ХН3А.
П – перлит
Ф – феррит
Ц – цементит.
6. Контроль качества.
6.1. Определение величины наследственного зерна.
Любое металлическое изделие имеет поликристаллическое строение, т. е. состоит из большого числа зёрен.
Величина зерна металла зависит от его состава, условий его выплавки, кристаллизации, обработки давлением и термической обработки. От величины зерна зависят многие свойства металла. Металлы, имеющие крупное зерно, обладают пониженной прочностью, пластичностью и вязкостью.
Зерно которое образуется в стали после термической обработки по особому режиму, характеризует склонность стали к росту зерна при нагреве в процессе термической обработки, называется наследственным.
Методы выявления и определения величины зерна регламентированы ГОСТ 5639-65.
Для определения величины зерна при контрольных испытаниях применяют три метода.
1) визуальное сравнение видимых под микроскопом зёрен с эталонными изображениями шкал;
2) подсчёт количества зёрен, приходящихся на единицу поверхности шлифа;
3)
Измерение
среднего условного диаметра зерна или количества зерна в 1 мм![]() .
.
Проводим определение размера зерна в « »повторно подвергается термической обработке вместе с деталью. Для определения размера зерна используем метод сравнения.
Метод сравнения: Шлифер
получают под микроскопом при увеличении 100![]() (допускается
увеличение в пределах 90-105
(допускается
увеличение в пределах 90-105![]() ) и
проводят сравнение величины зерна с эталонными изображениями на шкале. На
эталонных шкалах приведены микроструктуры с различной величиной зерна,
оцениваемой номером. Всего имеется 18 номеров зерна: от -3 до +14. Основная
шкала содержит эталон микроструктур с номером зерна от 1 до 10 при увеличении
100
) и
проводят сравнение величины зерна с эталонными изображениями на шкале. На
эталонных шкалах приведены микроструктуры с различной величиной зерна,
оцениваемой номером. Всего имеется 18 номеров зерна: от -3 до +14. Основная
шкала содержит эталон микроструктур с номером зерна от 1 до 10 при увеличении
100![]() .
.
Эталоны имеют форму круга
диаметром 79,8 мм (площадь шлифа 0,5 мм![]() )
со схематическим изображением зерен различной величины. Зёрна изображённые на
каждом эталоне, относятся к определённому номеру.
)
со схематическим изображением зерен различной величины. Зёрна изображённые на
каждом эталоне, относятся к определённому номеру.
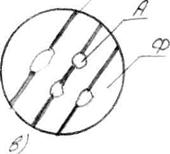
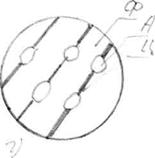
С уменьшением величины зерна увеличивается номер, т. е. №1 соответствует крупному зерну, а №10 мелкому, рис.11.
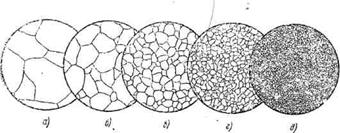
Рис.11. Схематическое изображение микроструктуры с различной величиной зерна (в баллах):
А - №1;
Б - №3;
В - №5;
Г - №7;
Д - №9.
Шлиф можно изучить при
различных увеличениях. В этом случае для пересчёта на стандартный номер зерна
(при увеличении 100![]() ) пользуются
специальными таблицами при, приведенными в ГОСТ 5639-65.
) пользуются
специальными таблицами при, приведенными в ГОСТ 5639-65.
Если в микроструктуре имеются зёрна двух или более номеров, то номера зерен записывают в порядке преобладающей величины зерна. Например на шлифе больше всего зёрен пятого номера, зёрен третьего номера значительно меньше, а зёрен седьмого номера ещ меньше. Записывают в следующем порядке: №5; №3; №7.
Заключение.
Проанализированы условия работы детали «Звёздочка», для её изготовления выбрана конструкционная цементуемая сталь 20ХН3А, которая имеет повышенную прочность, вязкость и прокаливаемость. Составления маршутной технологии изготовления и проведён выбор видов термической и химико-термической обработки стали. Определены необходимые режимы и параметры термической и химико-термической обработки и их мест в общем технологическом процессе изготовления детали.
Описаны особенности механизмов структурных превращений и рассмотрено влияние химического состава стали на их протекание.
Разработана методика контроля качества готовой детали.
Список используемой литературы.
1. А.П. Гуляев «Металловедение»: 6-е изд. – М.: Металлургия, 1986.–544с.
2. Журавлёв В.Н. Николаева О.И. Машиностроительные стали: Справочник – Машиностроение, 1981 392с.
3. Лахтин Ю.М., Леонтьева В.П. Материаловедение: 3-е изд. – М.: Машиностроение, 1980 – 528с.
© 2009 База Рефератов