
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Ковка и штамповка изделий
Курсовая работа: Ковка и штамповка изделий
Содержание
Введение
1.Обоснование рациональности способа горячей объемной штамповки..
1.1 Анализ конструкции детали
1.2 Характеристика материала детали
1.3 Преимущества штамповки на КГШП
1.4 Преимущества индукционного нагрева
1.5 Выбор способа штамповки поковки
2. Конструирование поковки
2.1 Выбор поверхности разъема штампа
2.2 Исходные данные
2.3 Припуски и кузнечные напуски
2.4 Размеры поковки и допускаемые отклонения
2.5 Назначение напусков
2.6 Определение массы поковки
2.7 Разработка чертежа поковки
3. Технологический процесс
3.1 Определение размеров исходной заготовки
3.2 Определение усилия отрезки заготовки
3.3 Определение коэффициента раскроя и нормы расхода металла
3.4 Выбор операций и переходов штамповки
3.5 Температурный режим штамповки
3.6 Индукционный нагрев заготовок
3.7 Определение размеров осаженной заготовки
3.8 Определение усилия штамповки
3.9 Смазочные материалы
3.10 Определение усилия обрезки облоя
3.11 Термическая обработка поковок
3.12 Очистка поковок от окалины
3.13 Технологическая карта техпроцесса
3.14 Контроль поковок
4. Проектирование штампов
4.1 Проектирование штампа КГШП
4.2 Проектирование обрезного штампа совмещенного действия
4.3 Эксплуатация штампов
Литература
Приложения
Введение
Ковка и штамповка поковок деталей машин, инструмента других металлоизделий являются древнейшими процессами металлообработки, но и в наше время эти процессы наиболее распространены из – за высокой производительности, экономичности и качества продукции.
Экономное расходование металла при изготовлении поковок заложено в самой идее пластического формоизменения при обработке давлением, которая состоит в преобразовании заготовки простой формы в заготовку сложной формы того же объема. Отходы производства поковок не присущи технологии ковки и объемной штамповки и большее или меньшее их количество характеризует лишь степень достигнутого технического совершенства данного способа производства поковок.
Возможность использования высоких скоростей деформации, быстроходность современных кузнечных машин и небольшое число необходимых относительно несложных технологических операций обуславливает кратковременность рабочего цикла и высокую производительность кузнечно – штамповочного производства. Кованные и штампованные изделия отличаются высокими механическими свойствами. Общеизвестно, что лучший металл – это металл деформированный, а затем термически обработанный.
В современной металлообрабатывающей промышленности кузнечно – штамповочное производство является одним из основных способов изготовления заготовок и деталей. Свободной ковкой и объемной штамповкой изготавливают заготовки и детали массой от десятков граммов, до сотен тонн, размерами от сантиметров до нескольких десятков метров.
Свободной ковкой и горячей объемной штамповкой перерабатывают 7…8% выплавляемой, стали.
1. Обоснование рациональности способа горячей объемной
штамповки
1.1 АНАЛИЗ КОНСТРУКЦИИ ДЕТАЛИ «ВТУЛКА»
Чистовая деталь «втулка» (приложение А) является представителем класса осесимметричных деталей изготовляемых осадкой в торец с одновременным выдавливанием штампуемых элементов за два перехода с применением осадки. Является телом вращения, ступенчатой формы.
Габаритные размеры:
Наружный диаметр (наибольший) – 142 мм;
Наружный диаметр (верхний) – 90 мм;
Наружный диаметр (нижний) 111 мм;
Ширина – 50 мм;
Внутренний диаметр – 88 мм.
Материал детали качественная конструкционная углеродистая сталь45 ГОСТ 1050 – 89. Ее механические характеристики приведены в табл.1 и табл.2.
1.2. ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ.
Таблица 1. – Химический состав и механические свойства.
|
Тип стали |
Марка стали | Содержание в % |
Мех. Свойства на термически обработанных образцах |
Твердость НВ после отжига не более | ||||||||
| углерода | марганца | серы | фосфора | никель | хрома |
σ в,МПа
, |
σ τ,МПа |
δ, % |
Ψ, % |
|||
|
Качественная конструкционная углеродистая |
Сталь45 | 0,42…0,5 | 0,5…0,8 | менее 0,04 | менее 0,035 | менее 0,25 | менее 0,25 | 610 | 360 | 16 | 40 | 197 |
Таблица 2. – Механические свойства стали при ковочных температурах
| Материал стали |
tисп, °С |
σ0,2, МПа
|
σв, МПа |
δ,% |
Ψ, % |
Кψ , %/МПа |
Состояние материала и условия использования |
| Сталь 45 | 700 | 140 | 171 | 43 | 96 | 0,56 |
Прокатное; d = 6 мм; l = 30мм; V = 16 мм/мин; έ = 0,009 с-1 |
| 800 | 65 | 115 | 58 | 98 | 0,85 | ||
| 900 | 55 | 77 | 62 | 100 | 1,3 | ||
| 1000 | 35 | 51 | 72 | 100 | 1,96 | ||
| 1100 | 22 | 35 | 81 | 100 | 2,86 | ||
| 1200 | 15 | 27 | 90 | 100 | 3,7 |
1.3 ПРЕИМУЩЕСТВА ШТАМПОВКИ НА КГШП
Кривошипные горячештамповочные пресса (КГШП) по сравнению с молотами обладают рядом преимуществ.
Повышенная точность получаемых поковок благодаря постоянству хода пресса и определенности нижнего положения ползуна, что позволяет уменьшить отклонения размеров поковок по высоте.
Увеличенный коэффициент использования металла вследствие более совершенной конструкции штампов, снабженных верхним и нижним выталкивателем, что позволяет уменьшить штамповочные уклоны, припуски, напуски, допуски и тем самым приводит к экономии металла и уменьшению последующей обработки поковок резанием.
Улучшенные условия труда вследствие меньших шумовых эффектов, вибрации, и сотрясения почвы, чем при работе на молотах, и относительно спокойным безударным характером работы.
Возможность применения автоматических перекладчиков заготовок.
Более высокой производительности в 1,4…2 раза при штамповке поковок шестерен, так как деформация на прессе в каждом ручье происходит за один ход, а на молоте за несколько ударов.
Более высокому КПД, достигающему 6…8%; экономический (приведенный к энергии топлива) КПД пресса в 2…4 раза выше, чем у молота.
Снижение себестоимости продукции за счет снижения расхода металла и эксплуатационной стоимости.
Работа на прессах более простая, так как не требуется регулировка энергии удара, не требуется высокой квалификации рабочих.
1.4 ПРЕИМУЩЕСТВА ИНДУКЦИОННГО НАГРЕВА
К преимуществам электронагрева относятся:
1. Экономия и большая скорость нагрева металла, отсутствие необходимости подачи воздуха в камеру нагрева (как в случае применения печей для поддержания горения топлива), что значительно уменьшает окалинообразование. Потери металла в виде окалины при индукционном нагреве составляют всего 0,2…0,4 % масса нагреваемого металла, что почти в 10 раз меньше чем при пламенном нагреве.
2. Повышение стойкости штампов. При уменьшении окалины на металле стойкость штампов повышается, так как окалина оказывает абразивное воздействие.
3. Повышение производительности труда. Большая скорость нагрева позволяет увеличить температуру начала штамповки, так как перегрев металла при малых выдержках в нагретом состоянии происходит при более высоких температурах. Штамповка при более высоких температурах целесообразна из – за меньших затрат работы на деформацию, что приводит к повышению производительности.
4. Улучшение условий труда. Отсутствие грязи и копоти на рабочем месте улучшает условия труда в горячих цехах, что приближает условия работы в них к условиям работы в холоднопрессовых цехах.
5. Повышение качества продукции. Равномерность нагрева и точный контроль температурного режима при электронагреве позволяют обеспечить однородные структуру и свойства металла, сократить тепловые виды брака и увеличить точность размеров поковок за счет уменьшения колебания величины усадки при их остывании.
6. Отсутствие необходимости в тщательной очистке поковок; экономия времени на очистку заготовок от окалины перед штамповкой; простота обслуживания нагревателей; удобство применения защитных атмосфер в нагревательных индукторах и т. д.
1.5 ВЫБОР СПОСОБА ШТАМПОВКИ
Учитывая приведенные выше преимущества штамповки на КГШП, а, также учитывая конструктивные особенности детали - тело вращения ступенчатой формы, диаметрального размера в плане, можно сделать вывод о том, что для изготовления данной детали оптимальным вариантом будет применение технологии горячей штамповки на КГШП в открытом штампе, с применением индукционного нагрева, так как это позволит увеличить коэффициент использования материала и производительность, а также позволит исключить обязательное участие в процессе высококвалифицированного рабочего.
Последовательность технологических операций для изготовления поковки детали втулка приведена ниже. Разделка сортового проката на заготовки для штамповки на сортовых ножницах. Нагрев заготовки до ковочных температур в индукционном нагревателе. Штамповка на КГШП за два перехода включающая в себя предварительную осадку и основную формообразующую операцию. Обрезка облоя и пробивка отверсия. Контрольные операции. Маркировка.
2. КОНСТРУИРОВАНИЕ ПОКОВКИ
Исходной информацией для разработки чертежа поковки является чертеж детали с указанными на нем размерами, предельными отклонениями размеров, шероховатостью поверхностей, маркой материала и установленными базами.
2.1 ВЫБОР ПОВЕРХНОСТИ РАЗЪЕМА ШТАМПА
Поверхность разъема – это поверхность, по которой сопрягаются верхняя и нижняя часть штампа. При выборе положения разъема необходимо выполнить условия:
- поковка должна свободно извлекаться из верхней и нижней половины штампа, для чего линия разъема располагается в плоскости сечения поковки с наибольшим периметром, что обеспечивает наименьшую глубину и наибольшую ширину ручья, облегчает очистку ручья от окалины;
- взаимное расположение поверхности разъема и поковки должно исключать поднутрения на боковых поверхностях поковки;
- ручьи ориентируют таким образом, чтобы их заполнение осуществлялось за счет осадки, а не выдавливания;
- должна быть обеспечена возможность контроля сдвига штампа, удобство визуального осмотра;
- не должно быть перерезания волокон;
- поверхность разъема должна быть расположена так, чтобы обеспечить более экономичную обработку ручьев штампа, а также простейшую конфигурацию обрезной матрицы.
Учитывая эти рекомендации, а также результаты программы «RAZ UKL», наружную поверхность разъема принимаем на расстоянии 29,5 мм от нижнего, контура детали. Внутренняя поверхность на расстоянии 22,7 мм от нижнего контура детали.
2.2 ИСХОДНЫЕ ДАННЫЕ
Деталь: «втулка»
Штамповочное оборудование КГШП.
Нагрев заготовок индукционный.
Исходные данные по детали:
Материал – Сталь 45, сталь качественная, конструкционная, углеродистая.
Масса детали – 1,87кг.
Исходные данные для расчета:
1.Масса поковки (расчетная)
величина расчетной массы детали вычисляется по формуле:
Gпр = Gд * Кр; (1)
где Gпр – расчетная масса поковки;
Кр =1,5…1,8 расчетный коэффициент [3,стр31];
Мпр =1,87 * 1,8 = 3,36.
2.Класс точности – Т4 [3,стр28,табл.19], так штамповка на КГШП, в открытом штампе.
3.Группа стали – М2. [3,стр.8,табл.1].
4. Степень сложности
размер описывающей фигуры (цилиндр), мм:
диаметр 142*1,05=149,1мм;
высота 50*1,05=52,5мм.
Масса описывающей фигуры:
m = V*ρ; (2)
где V – объем описывающей фигуры, мм;
ρ плотность стали, равная 7,85 г/см3.
Объем описывающей фигуры находится по формуле (3):
V = π*d2 /4* h; (3)
где d – диаметр описывающей фигуры;
h – высота описывающей фигуры.
V = 3,14*149,12 /4*52,5=916187 мм;
m = 916187 * 7,85 * 10-6 = 7,19 кг.
Степень сложности детали определяется по отношению Gп / Gф, где Gп – расчетный вес поковки, Gф – вес описанной фигуры. В данном случае это отношение будет иметь вид:
Gп / Gф = 3,36 / 7,19 = 0,467.
Так как значение попадает в интервал 0,32…0,63, степень сложности С2 [3.стр29.прл2].
5. Конфигурация поверхности разъема плоская.
6.Исходный индекс 13.
2.3 ПРИПУСКИ И КУЗНЕЧНЫЕ НАПУСКИ
Припуск - это предусмотренное одностороннее увеличение размера заготовки по сравнению с наименьшим размером детали, обеспечивающие после обработки резанием требуемые, проставленные на чертеже размеры детали и шероховатости по поверхности.
2.3.1. Основные припуски на размеры [3.табл.2]:
2мм – диаметр 142 и чистота поверхности 6,3;
1,8мм – диаметр 90 и чистота поверхности 6,3;
2мм – диаметр 111 и чистота поверхности 6,3;
1,8мм – диаметр 80 и чистота поверхности 2,5;
2,2мм – толщина 50 и чистота поверхности 0,63;
1,7мм – толщина 13 и чистота поверхности 6,3.
2.3.2. Дополнительные припуски, учитывающие:
смещение по поверхности разъема штампа – 0,3 мм [3.табл.4]; отклонение от плоскостности - 0,4мм [3. табл.5]. Результат расчета припусков программой «PRIP» приведен на следующей странице. Некоторое различие результатов расчета припусков обусловлено тем, что при вводе данных в программу, мы не закладывали в нее данные о степени точности и группе стали.
2.3.3. Штамповочные уклоны.
Так как для штамповки применяется КГШП, штамповочный уклон по наружной поверхности принимают 5°, по внутренней поверхности 7°.
2.4 РАЗМЕРЫ ПОКОВКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Допуск – отклонение размера поковки от номинального, обусловленное неточностью изготовления, недоштамповкой, износом ручья штампа и т.д. Допуск зависит от массы поковки, степени сложности, группы стали, и размеров поверхностей.
2.4.1. Размеры поковки.
Диаметр 142+(2+0,3)*2=146,6мм=147мм;
Диаметр 90+(1,8+0,3)*2=94мм;
Диаметр 111+(2+0,3)*2=115,6мм=116мм;
Диаметр 80-(1,8+0,3)*2=75,8мм=76мм;
Толщина 50+(2,2+0,4)*2=55,2мм=55мм;
Толщина 13+(1,7+0,4)*2=17,2мм=17мм;
2.4.2. Радиусы закруглений 2,5мм (минимальный), принимаем 3мм.
2.4.3. Допускаемые отклонения размеров [3.табл8].
диаметр 147+1,8-1,0;
диаметр 94-0,9+1,6;
диаметр 116 +1,8-1,0;
диаметр 76+0,9-1,6;
толщина 55+1,6-0,9;
толщина 17+1,6-0,9.
2.4.4. Неуказанные предельные отклонения размеров.
Допуск размеров, не указанных на чертеже поковки, принимается равным 1,5 допуска соответствующего размера поковки с равными допускаемыми отклонениями.
2.4.5. Неуказанные допуски радиусов закруглений, устанавливается по [3. табл.17].
2.4.6. Допускаемая величина остаточного облоя 0.8 мм [3. п.5.8].
2.4.7. Допускаемое отклонение от плоскостности 0,8 мм [3. табл.13].
2.4.8. Допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки 1,0 мм [3. табл.12].
2.4.9. Допускаемое смещение по поверхности разъема штампа 0,6 мм [3. табл. 9].
2.4.10. Допускаемая величина высоты заусенца 3 мм [3. п. 5.10.].
2.5 НАЗНАЧЕНИЕ НАПУСКОВ
К кузнечным напускам относятся штамповочные уклоны, внутренние радиусы скруглений. Их назначают с целью увеличения стойкости рабочих элементов штампов.
Практически возможно получение отверстий с диаметром основания
dосн min = 24 + 0,0625 * Dп, (4)
где Dп – диаметр поковки, мм.
dосн min = 24 + 0,0625 * 148,5 = 33,28 мм.
следовательно, два глухих отверстия на кольцевом выступе поковки диаметром 10 мм нужно закрыть напуском, они будут получены в результате последующей механической обработки. Результат расчета программой «NAP» минимально возможного диаметра прошиваемого отверстия приведен на следующей странице и совпадает с рассчитанным в ручную.
Наметка верхним знаком делается глубиной hв ≤ dосн; нижним знаком – глубиной hн ≤ 0,8 dосн.
hв ≤ 76 мм;
hн ≤ 60,8 мм.
Назначение внутренней и внешней поверхности разъема проводится по результатам программы «RAZ UKL». На основании этих данных внутренняя поверхность разъема на расстоянии 22,7 мм от нижнего контура детали. Внешняя поверхность разъема на расстоянии 29,5 мм.
Определим вид перемычки, так как отношение h / dотв < 0,4 то вместо плоской наметки используем наметку с раскосом, при этом толщина перемычки Smin =0,65*S, а Smax =1,35*S, где S следует определять так же, как и для плоской перемычки по формуле
![]() S = 0,45 * √ dосн – 0,25 * h – 5 + 0,6;
(5)
S = 0,45 * √ dосн – 0,25 * h – 5 + 0,6;
(5)
а d1 – по формуле
d1 = 0,12 * dотв + 3. (6)
S = 0,45 * √ 76 – 0,25 * 27 – 5 + 0,6 = 4,2 мм;
Smin = 0,65 * 4,2 = 2,73 = 3 мм;
Smax =1,35 * 4,2 = 5,67 = 6 мм;
d1 = 0,12 * 76 + 3 = 12,2 = 12 мм.
Радиусы закруглений вершин наметок в окончательном ручье рекомендуется определять по формуле
r1 = r + 0.1 * h + 2; (7)
где r – внутренний радиус закруглений данной поковки, а h – глубина наметки.

рис.1 - Перемычка
r1 = 6 + 0.1 * 27 + 2 = 10 мм;
Чертеж полученной поковки приведен в приложении Б.
2.6 ОПРЕДЕЛЕНИЕ МАССЫ ПОКОВКИ
Определение массы поковки производится путем, умножения объема поковки на плотность стали.
m = V*ρ. (8)
При определении объема заготовки используется программа Компас – 3D. Построение модели поковки ведется с учетом половины допуска на соответствующий размер, если размер внешний то к номинальному размеру прибавляется половина допуска, если внутренний то отнимается. Результаты расчета объема приведены ниже.
Информация
------------------------------------------------------------
Дата 23.03.2005
Документ
------------------------------------------------------------
МЦХ
Деталь
Площадь S = 53639.341157 мм2
Объем V = 407189 мм3
Материал Сталь 45 ГОСТ 1050-88
Плотность Ro = 0.007820 г/мм3
Масса M = 3184.22 г
3. Разработка технологического процесса
3.1 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ.
Объем исходной заготовки подсчитывается по формуле
Vзг = Vп + V о + Vуг + Vпер , (9)
где Vп объем поковки;
Vуг потери на угар, при индукционном нагреве 0,7…0,8% Vп;
V о объем облоя;
Vпер объем перемычки.
Объем облоя при штамповке на КГШП определяют, используя формулу
Vо = Vмост + V маг = p * (b * h3 + h2 * B), (10)
где Vмост - объем мостика облоя;
V маг объем металла в магазине облоя;
p – периметр поковки, мм;
b - ширина мостика, мм;
h3 - толщина мостика, мм;
h2 - средняя толщина облоя по магазину, мм;
B - ширина облоя в магазине, мм.
Значения толщины мостика облойной канавки определяется по эмпирической формуле h3 = 0,02 * dзаг = 0,02 * 147 = 2,94 мм. Ее также можно определить с помощью программы «ZAG» (приложение). Толщина мостика облойной канавки равна h3 = 3 мм. По таблице 2.[1.стр184] определяются остальные параметры облойной канавки.
b = 6 мм; h2 = 2 * h3 = 6 мм; р = π * dп = 3,14 * 147 = 461,58 мм.
Ширина облоя в магазине принимается в зависимости от массы поковки, так как масса поковки больше 2 кг, то В = 20 мм.
V о = 461,58 * (6 * 3 + 6 * 20) = 63698 мм3 .
Масса облоя находится по формуле
Мо = V о * ρ, (11)
Мо = 63698 * 7,82*10-6 = 0,498 кг.
Значение радиусов закруглений кромок фигуры ручья, выбирают в зависимости от глубины Н полости фигуры по табл.2 [1.стр148].
В данном случае так как Н = 8,5 мм, то r = 1,5 мм.

рис.3 – Облойная канавка
Определим потери металла на угар
Vуг = 0,008 * Vп = 0,008 * 407189 = 3257 мм3.
Муг = Vуг * ρ, (12)
Муг = 3257 * 7,82*10-6 = 0,027 кг
Объем перемычки также определяется с помощью программы компас – 3D. Результаты моделирования на рис. 4
Информация
------------------------------------------------------------
Дата 23.03.2005
------------------------------------------------------------
МЦХ
Деталь
Площадь S = 26889.381957 мм2
Объем V = 13452.3 мм3
Материал Сталь 45 ГОСТ 1050-88
Плотность Ro = 0.007820 г/мм3
Масса M = 105.197 г
Vзаг = 407189 + 63698 + 3257 + 13452.3 = 487596,3 мм.
Следовательно, масса заготовки будет равна
Mзаг = ρ * Vзаг, (11)
Mзаг = 7,82 * 10-6 * 487596,3 = 3,813 кг.
Размеры заготовки во избежание ее искривления при обработке, должны удовлетворять условию
m = Lзаг / Dзаг ≤ 2,8, (12)
где m – коэффициент, равный 2,8…1,5, так как операция осадки производится на КГШП m принимают примерно равное 1,8.
Задавшись m, можно найти диаметр круглой заготовки по формуле:
![]() dзаг´
= 1.08 * 3√ (Vзаг
/ m), (13)
dзаг´
= 1.08 * 3√ (Vзаг
/ m), (13)
dзаг´= 1.08 * 3√ (487596.3 / 1.8) = 69,8 мм.
По диаметру исходной заготовки выбирается сортовой прокат с размерами, ближайшими к полученным, расчетом. Наиболее подходит прокат обычной точности прокатки (В), диаметр ø 70+0,5-1,1 мм по ГОСТ 2590 – 71 из марки стали сталь 45 ГОСТ 1050 - 88.
![]() круг В - 70
ГОСТ2590 – 71
круг В - 70
ГОСТ2590 – 71
Сталь45 ГОСТ 1050 - 88
Длина заготовки определяется по формуле
Lзаг =4 * Vзаг ´/ π * dзаг2 , (15)
Lзаг =4* 487596,3 / 3,14 * 702 =127 мм.
После поступления сортового проката его транспортируют на участок резки сортового проката на заготовки с помощью мостового крана. Производится контроль прутков на стеллах, диаметр ø 70+0,5-1,1 мм диаметр проверяют штангенциркулем. Если на поверхности сортового проката обнаруживаются, дефекты они должны быть удалены перед дальнейшей обработкой. Затем данный прокат нагревают до температуры 450°С и разрезают на заготовки с помощью сортовых кривошипных закрытых ножниц.
3.2 ОПРЕДЕЛЕНИЕ УСИЛИЯ ОТРЕЗКИ ЗАГОТОВКИ.
Для разделения металла на заготовки используется операция отрезки, так как способ штамповки в открытом штампе не требует высокой точности исходной заготовки, а сам процесс отрезки на кривошипных закрытых сортовых ножницах является высокопроизводительным и экономичным.
Усилие резки.
Усилие отрезки зависит от характеристик прочности разрезаемого металла, площади поперечного сечения прутка, схемы отрезки и скорости деформирования.
Pопер = k * σср * Fср, (16)
где k – коэффициент, учитывающий состояние режущих кромок ножей, k = 1,6.
σср = 0,7 * σвр, (17)
σср = 0,7 * 610 = 427 МПа,
Fср площадь среза
Fср = π * dзаг2 / 4, (18)
Fср = 3,14 * 702 / 4 = 3846,5 мм2.
Тогда по формуле (16)
Pопер = 1,6 * 427 * 3846,5 = 2327 кН.
По найденному усилию и диаметру отрезаемой заготовки выбираются сортовые кривошипные закрытые ножницы для разрезки сортового проката на заготовки машиностроительного назначения модели Н1534, [1.стр194]. Их технические данные приведены в табл. 3.
Табл.3 технические данные ножниц
| Номинальное усилие, кН | 2500 | |
| Число ходов в минуту | 40 | |
| Наибольший размер разрезаемого проката, мм | круг | 100 |
| квадрат | 90 | |
| полоса | 300 | |
| Наибольшая длина отрезаемой заготовки, мм | 630 | |
| Мощность привода, кВт | 20 | |
| Габаритные размеры, мм | 7000* *3050*3000 | |
| Масса ножниц в тоннах | 12,7 | |
|
Элементы опорного конца, мм с f lзаж |
40 20 60 |
|

рис.5 – Схема элементов опорного конца
3.3 ОПРЕДЛЕНИЕ КОЭФФИЦИЕНТА РАСКРОЯ И НОРМЫ
РАСХОДА МЕТАЛЛА.
Выберем прокат немерной длины, так как в условиях массового производства экономически это наиболее выгоднее. Норма расхода на поковки, изготовляемые из металлопроката немерной длины, рассчитывается по формуле.
N = q /n * lр.у. / (lр.у. lобр lн - lзаж ) * Куг , (19)
где q – масса заготовки, q = 3,81 кг,
n – количество поковок из одной заготовки, n = 1,
lр.у средняя длина немерного проката, lр.у = 3750мм,
lобр длина обрезки дефектного конца, мм,
lобр = 0,5 * dзаг , (20)
lобр = 0,5 * 70 = 35 мм.
lн наименьшая длина некратности, мм
lотх = (lзаж + lн), (21)
lотх длина отхода, мм. Так как lзаг > lзаж, то
lотх = (lзаг + 0,5 * dзаг) / 2, (22)
lотх = (127 + 0,5 * 70) / 2 = 81 мм
Куг = 1, так как температура нагрева меньше 750С°.
Тогда
N = 3,81 / 1 * 3750 / (3750 – 35 81) *1 = 3,932 кг,
Коэффициент использования металла
Ким = Мдет / N, (23)
Ким = 1,87 /3,932 = 0,47 кг.
Коэффициент раскроя
Кр = Мзаг / N, (24)
Кр = 3,81 / 3,93= 0,97.
Коэффициент точности поковки
Кпок = Мдет / Мпок, (25)
Кпок = 1,87 / 3,81 = 0,49.
Коэффициент точности заготовки
Кзаг = Мпок / Мзаг, (26)
Кзаг = 3,81 / 3,91 = 0,97.
3.4 ВЫБОР ОПЕРАЦИЙ И ПЕРЕХОДОВ ШТАМПОВКИ
Поковки, штампуемые на КГШП, подразделяют:
В зависимости от характера формоизменения и течение металла при формоизменении - на два класса: класс поковок получаемых с преобладанием процесса осадки, и класс поковок, получаемых с преобладанием процесса выдавливания.
В зависимости от конфигурации и сложности изготовления - на пять основных групп. Методы изготовления учитывают при выделении подгрупп поковок.
Поковка детали «фланец» (приложение 4) является симметричной поковкой, круглой в плане, изготовляемой осадкой в торец с одновременным выдавливанием. По всем этим признакам она относится к 1- ой группе 3 – ей подгруппы [1.стр 179].Учитывая принадлежность поковки к этой группе и подгруппе ее можно получить за два перехода с применением осадочной площадки. Штамповка производится в открытом штампе.
В технологическом процессе используются две операции
1. штамповка.
2. обрезка облоя.
3.5 ТЕМПЕРАТУРНЫЙ РЕЖИМ ШТАМПОВКИ
После разрезки проката на сортовых ножницах по скату – рольгангу заготовки попадают в тару, которая транспортируется мостовым краном к индукционному нагревателю для нагрева.
Температура металла:
- под осадку 1250 °С;
- под штамповку 1150 °С;
- обрезка облоя 950 °С.
3.6 ИНДУКЦИОННЫЙ НАГРЕВ ЗАГОТОВОК
Индукционные нагреватели применяемые в кузнечно - штамповочном производстве, конструктивно состоят из средств нагрева – индукторов и механизмов загрузки, перемещения и выгрузки нагреваемых заготовок.
Параметры индуктора получены из практики индукционного нагрева заготовок перед штамповкой на отечественных заводах [2.стр.263.табл.5], они приведены в табл.4
Табл.4 параметры индуктора
| Внутренний диаметр, мм | 130 |
| Длина обмотки, мм | 760 |
| Число витков | 40 |
| Число заготовок в индукторе | 4 |
| Частота тока, кГц | 2,5 |
| Напряжение, В | 750 |
| Средняя мощность генератора, кВт | 155 |
| Темп выдачи заготовки, с | 33 |
| Время нагрева заготовки, с | 132 |
| Производительность, кг/ч | 425 |
Для работы при напряжении 127 В индуктор подключается через понижающий трансформатор.
Данный нагреватель является нагревателем методического действия. В таком нагревателе заготовки перемещаются с постоянной скоростью с помощью пневматического механизма. В индукторе одновременно находятся 4 заготовки. Транспортирование нагретых заготовок для последующих операций осуществляется по цепному транспортеру.
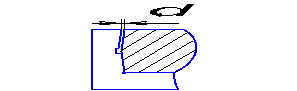
3.7 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОСАЖЕННОЙ ЗАГОТОВКИ
Осадка заготовок производится с целью приближения размеров заготовки к размерам поковки и тем, самым снизить работу деформации в окончательном ручье и повысить его стойкость. При осадке удаляется подавляющее количество окалины, образующейся при нагреве заготовки. Процесс осадки производится до уменьшения высоты исходной заготовки на 30…50%.
Dо = 63 мм,
Но =156,5 мм.
Средний диаметр после осадки берется из программы «ZAG», результат на следующей странице.
D = 106 мм,
H = 60 мм.

рис. 6 – Параметры заготовки исходной и осаженной.
После операции осадки штамповщик перекладывает заготовку клещами (клещи продольные) в окончательный ручей. Температура заготовки в этот момент t = 1150°С.
3.8 ОПРЕДЕЛЕНИЕ УСИЛИЯ ШТАМПОВКИ
Окончательную штамповку проводят в открытом ручье. Температура заготовки перед штамповкой t = 1100°С.
Расчет усилий штамповки на КГШП необходимо выполнять с максимально возможной точностью, так как при использовании пресса с недостаточным усилием может произойти авария, а при использовании пресса по завышенному усилию пресс будет использоваться нерационально.
Усилие при штамповке осаживанием в открытых штампах определяют по формуле
Р = σт *{(1,5+ μо * b/ hо )*Fо +(2* μ * b/ hо -0.375 +1.25* ln d/hо )* Fп} (26)
где σт - предел текучести металла при температуре штамповки, МПа;
μо – коэффициент внешнего трения (на мостике облоя); в расчете
принимается его максимальное значение, равное 0,5;
b, hо ширина и толщина мостика облоя, мм;
Fо площадь проекции мостика облоя, мм2;
d – диаметр поковки, мм;
Fп площадь проекции поковки на плоскость разъема, мм2;
Предел текучести металла принимают приблизительно равным временному сопротивлению растяжению при соответствующих температуре и скорости деформации. В нашем случае
σт = σв * ώ,
где ώ – скоростной коэффициент, ώ = 1,7, т.к. tд / tпл = 0,6…0,7, ε / ε0 ≤1000 [2,стр. 143].
σт = σв * ώ = 51 * 1,7 = 86,7 МПа, смотри табл. 2.
Площадь проекции мостика облоя находится по формуле
Fо = π / 4 * (dн2 dв2 ), (27)
где dн - наружный диаметр мостика облоя,
dв внутренний диаметр мостика облоя.
Fо = 3,14 / 4 * (1532 – 1472 ) = 1413 мм2 .
Fп = π * dп2 / 4, (28)
Fп = 3,14 * 1472 / 4 = 16963 мм2,
По формуле (26) определим усилие штамповки
Р=86,7*{(1,5+ 0,5* 6/ 3)*1413+(2*0,5*6/3-0.375 +1.25* ln 147/3 )*16963}=
= 9,85 МН.
По полученному значению усилия штамповки выбирается пресс горячештамповочный усилием 16 МН, так как технологическое усилие штамповки должно быть меньше 85% от номинального усилия пресса.
Р < 85% Рн,
Так как Р < 0,85 * 16 МН, т.е. Р < 0,85 * 16 МН, пресс отвечает данному условию.
После расчета усилия можно сравнить полученные вручную параметры штамповки с расчетными полученными с помощью программы «TECN», иприведенными на следующей странице, небольшое различие между параметрами объясняется тем что при расчете с помощью программы не использовались некоторые исходные данные которые использовались при ручном расчете.
Это необходимо, для того чтобы избежать перегрузки и заклинивание пресса. Выбираем пресс модели КБ8042. Пресс предназначен для производства поковок из черных и цветных металлов. Технические характеристики пресса приведены в табл.5.
Табл.5 Техническая характеристика пресса КБ8042
| Номинальное усилие, МН | 16 |
| Ход ползуна, мм | 300 |
|
Частота непрерывных ходов ползуна, мин-1, не менее |
85 |
|
Частота одиночных ходов ползуна, мин-1 , не более |
16 |
| Наименьшее расстояние между столом пресса и надштамповой плитой ползуна в его нижнем положении, мм | 660 |
| Величина регулировки расстояния между столом и ползуном, мм | 10 |
| Верхний выталкиватель | |
| Величина хода, мм | 40 |
| Усилие, МН, не менее | 63 |
| Нижний выталкиватель | |
| Величина хода, мм | 32 |
| Усилие, МН, не менее | 100 |
| Размеры стола, мм | |
| Слева направо | 1080 |
| Спереди назад | 1020 |
| Размеры ползуна, мм | |
| Слева направо | 824 |
| Спереди назад | 944 |
| Размеры окон в стойках пресса, мм | |
| Ширина | 630 |
| Высота | 710 |
| Расстояние между стойками в свету, мм | 1050 |
| Мощность электродвигателя главного привода, кВт | 90 |
|
Расход сжатого воздуха за цикл, м3 |
0,42 |
| Давление воздуха в пневматической системе | |
|
Наименьшее, МПа (кг / см2 ) |
0,5 |
|
Наибольшее, МПа (кг / см2 ) |
0,7 |
| Габариты пресса, мм | |
| Слева направо | 4850 |
| Спереди назад | 3600 |
| Высота пресса от уровня пола, мм | 5570 |
3.9 СМАЗОЧНЫЕ МАТЕРИАЛЫ
Технологические смазочные материалы при штамповке на КГШП применяют с целью снижения трения и усилия деформирования, охлаждения инструмента и предотвращения его разупрочнения, улучшения качества поверхности изделия при уменьшении износа инструмента. Одно из основных требований к смазочному материалу – хорошая экранирующая способность, т.е. способность надежно разделять поверхности деформируемой заготовки и инструмента.
При горячей штамповке поковок осаживанием в открытых штампах применяют графит с маслом, соляный раствор с маслом (машинным) или без масла и смазывающее охлаждающие жидкости на основе спиртово – сульфидной барды [1.стр.203].
3.10 ОПРЕДЕЛЕНИЕ УСИЛИЯ ОБРЕЗКИ ОБЛОЯ
Обрезка облоя производится в горячем состоянии при температуре t = 950°С в обрезном штампе совмещенного действия на прессе.
При одновременной обрезке и пробивке общее усилие определяют по формуле
Р = Робр + Рпр, (29)
Необходимое усилие обрезки облоя или пробивки перемычки определяется по формуле
Р = (1,5…1,8) * 10-6 * S * t * σв , (30)
где S – периметр среза, мм;
Sобр = π * dп = 3,14 * 147 = 461,58 мм,
Sпр = π * dотв = 3,14 * 69,38 = 217,85 мм
t действительная толщина среза , мм;
tобр = zобр + n; (31)
tпр = zпр + n + u.
где n – возможная недоштамповка, которую принимают равной положительному допуску на размер поковки по высоте, n = 1,6 мм; z определяется графически по линии среза облоя zобр = 4,36 мм, zпр = 15,67 мм; u – износ выступа под наметку в штампе (принимают равным 2 мм).

рис. 7 – Действительная величина обрезаемого облоя.
По формуле (31) определим действительную величину срезаемого облоя
tобр = 4,36 + 1,6 = 5,96 мм,
tпр = 15,67 + 1,6 + 2 = 19,21 мм.
σв предел прочности при температуре обрезки, определяется по табл.2.
По формуле (30) определим усилия обрезки и пробивки
Робр = 1,65 * 10-6 * 461,58 * 5,96 * 77 = 0,349 МН,
Рпр = 1,65 * 10-6 * 217,85 * 19,21 * 77 = 0,53 МН.
Определим общее усилие
Р = 0,349 + 0,53 = 0,88 МН.
Обрезной пресс закрепляют за КГШП исходя из следующего соотношения
Р = (0,07…0,1) * Ркр, (32)
Р = 0,1 * 16 МН = 1,6 МН
По рекомендации выбираем пресс кривошипный закрытый простого действия усилием 1,6 МН, КБ2532, техническая характеристика которого приведена в таблице 6. общее усилие разделительных операций меньше 85% номинального усилия выбранного пресса.
Табл.6 технологическая характеристика пресса КБ2532
| Номинальное усилие пресса, МН | 1,6 |
| Технологическая работа пресса за 1 ход, кДж | 11 |
| Величина хода ползуна пресса, мм | 160 |
|
Наибольшая частота непрерывных ходов, мин-1 |
60 |
| Величина хода нижнего выталкивателя, мм | 10 |
| Величина наибольшего хода верхнего выталкивателя, мм | 50 |
| Закрытая высота пресса, мм | 480 |
| Расстояние от стола до нижнего торца направляющей ползуна,мм | 480 |
| Расстояние между направляющими в свету, мм | 800 |
| Толщина подштамповой плиты, мм | 120 |
| Величина регулировки закрытой высоты пресса, мм | 120 |
| Расстояние между стойками в свету, мм | 850 |
| Расстояние от верхней плоскости стола до пола, мм | 790 |
| Размер подштамповой плиты пресса, слева направо, мм | 800 |
| Размер подштамповой плиты пресса, спереди назад, мм | 800 |
| Диаметр отверстия под стержень винта, мм | 40М12 |
| Количество пазов в подштамповой плите, | 3 |
| Размер нижней поверхности ползуна пресса, слева направо | 670 |
3.11 ТЕРМИЧЕСКАЯ ОБРАБОТКА ПОКОВОК
Целью термической обработки поковок является снятие остаточных напряжений после штамповки, улучшение обрабатываемости резанием, подготовка структуры стали и получение требуемых технологических и механических свойств.
Схема технологического процесса при термической обработке для поковки из стали 45: - нормализация, заключающаяся в нагреве до температуры, превышающей точку АС3 на 40 – 50 °С, в непродолжительной выдержке для подогрева и завершения фазовых превращений и охлаждения на воздухе. НВ156.
3.12 ОЧИСТКА ПОКОВКИ ОТ ОКАЛИНЫ
В кузнечно-штамповочном производстве широко распространен такой метод очистки поковок от окалины как химическое травление. Готовые поковки перед травлением обезжиривать и промывать не требуется. При этом выявляются все поверхностные дефекты (трещины, волосовины, зажимы и т. д.).
Травление стальных поковок производят в следующей последовательности:
1. Заправка ванны:
а) заполнение травильной ванны приблизительно на 70% от ее объема;
б) осторожное прибавление кислот до требуемой концентрации;
в) перемешивание;
г) подогрев ванны до наименьшей рекомендуемой температуры;
д) добавление присадки;
е) перемешивание.
2. Загрузка ванны: загрузка поковок в корзины из дерева, кислотоупорной проволоки, или в корзины, отлитые из кислотоупорной стали; погружение корзин с поковками в ванну с таким образом, чтобы они не соприкасались с трубами и стенками ванны.
3. Травление: начало – при температуре наименьшей из рекомендуемых по мере ослабления концентрации раствора температуру повышают и к концу цикла доводят до наибольшей. Продолжительность процесса травления 15 – 18 минут в зависимости от концентрации раствора и температуры ванны, а также толщины слоя окалины.
4. Промывка от остатков кислоты и железного купороса в ванне с проточной горячей водой повторными погружениями поковок в воду в течении 3 – 5 минут при температуре 60 – 70 °С или в течении 2 – 3 минут при температуре 85 - 90 °С.
5. нейтрализация в щелочной ванне (5-70 г/л NaOH и КОН) при 20°С.
6. промывка в горячей воде (60 - 70 °С) в течении 3 – 5 минут и последующая сушка.
7. контроль качества травления на полное снятие окалины.
Химический состав для травления приведен в табл. 4, [1. стр.561]
Табл.5 химический состав и температура растворов для химического травления стальных заготовок.
| Наименование компонента и режим работы | Массовая доля компонентов в растворе, г/л |
| Кислота серная | 100 - 200 |
| Йодистый калий | 0,8 – 0,1 |
| ингибиторы | 8 - 10 |
| Температура, °С | 60 - 80 |
| Продолжительность, мм | 5 – 30 |
Табл.6 ванны для химического травления.
| Внутренние размеры ванны, мм (длина * высота*ширина) | 2000*900*1000 | |
| Рабочий объем ванны, л | 1500 | |
| Диаметр змеевика | 38,1 | |
| Размеры вентиляционных отпусков | а | 300 |
| б | 180 | |
|
Воздухосъем с 1 м2 зеркала ванны, м3 / мин |
65 | |
| Вес ванны, кг | 600 | |
3.13 ТЕХНОЛОГИЧЕСКАЯ КАРТА ТЕХПРОЦЕССА
Технологическая карта техпроцесса производства детали «втулка» приведена в табл.7
Табл.7 технологическая карта техпроцесса.
| Наименование и содержание операции | Вид оборудования |
| 1. Контроль металла. Проверить номер детали, марку стали по бирке на таре. | визуально |
| 2.Транспортирование. Транспортировать тару с заготовками к нагревателю | Мостовой кран грузоподъемностью 10т. |
| 3. Нагрев прутков для резки прутков на заготовки. | Печь индукционная с подъемно шагающими бойками. |
| 4. Разрезка прутков на заготовки. | Сортовые закрытые кривошипные ножницы модели Н1534 |
| 5. Контроль заготовок. Контролировать размер d=63 мм, l=156,5 мм | Мерительный инструмент |
| 6. Транспортирование заготовки к индукционному нагревателю | Мостовой кран грузоподъемностью 10 т, тара |
| 7. Нагрев заготовок до температуры t=1250°C | Индукционный нагреватель |
| 8. Контроль температуры нагрева | Пирометр фотоэлектрический ФЭП - 2 |
| 9. Осадка. Штамповка | Пресс КГШП модели КБ8042, усилием 16 МН |
| 10. Обрезка облоя | Пресс КГШП простого действия модели КБ2534, усилием 1,6МН |
| 11. Термическая обработка | Автоматизированный агрегат конвейерного типа СТОА 16 |
| 12. Очистка от окалины | Химическая ванна |
| 13. Контроль, приемка | Мерительный инструмент, контрольный стол |
*перемещение заготовок с осадочной площадки в окончательный ручей и с КГШП на обрезной пресс осуществляется с помощью поперечных клещей.
Показатели эффективности использования металла приведены в пункте 3.3.
Норма расхода……………………………………………………3,97 кг
Коэффициент использования металла………………………….47%
Коэффициент раскроя……………………………………………95%
Коэффициент точности поковки………………………………..49%
Коэффициент точности заготовки………………………………97%
Баланс металла:
Заготовка - 3,813кг (100%);
Поковка – 3,184кг (83,5%);
Перемычка – 0,105кг (2,75%);
Облой – 0,498кг (13%);
Угар – 0,027кг (0,7%).
3.14 КОНТРОЛЬ ПОКОВКИ
| Объект контроля | Методы контроля |
| Перекос смещение поковки по линии разъема. |
1. Осмотр поковки до обрезки заусенца 2. Разметка верхней половины фигуры при установке по нижней половине 3.
Проверка боковым шаблоном |
| Высота или диаметр поковки |
1. Измерение штангенциркулем 2. Измерение предельной скобой |
| Толщина стенки |
1. Измерение кронциркулем с индикаторной шкалой 2. Измерение индикаторным кронциркулем 3. Измерение предельным кронциркулем |
| Проверка цилиндрических поверхностей и радиусов скруглений |
1. Измерение набором радиусных шаблонов для универсального измерения R = 1…15 мм через 0,5 мм. 2. Измерение предельным шаблоном наружных радиусов 3. Измерение предельным шаблоном внутренних радиусов. |
| Диаметры отверстий |
1. Измерение штангенциркулем 2. Измерение предельной пластиной 3. Измерение шаблоном ( схема а) диаметр Д поковки склонен при усадке штампа увеличиваться. Шаблон диаметром Д + δ при изменении не должен проваливаться ниже торца обода |
| Длина поковки |
1. Прутковым шаблоном с предельной выточкой 2. Проверка профильным шаблоном 3. Проверка двусторонним профильным шаблоном 4. Проверка контрольным приспособлением |
4. Проектирование штампов
4.1 ПРОЕКТИРОВАНИЕ ШТАМПА КГШП
штампы кривошипных горячештамповочных прессов имеют сборную конструкцию, благодаря чему упрощается изготовление сменного инструмента и создаются условия для экономии дорогих инструментальных сталей. Штампы состоят из штамповых вставок, в которых выполнены ручьи, и блоков, в которых закрепляют вставки.
Размеры универсальных блоков для прессов нормализованы по МН 4808 – 63 …4812 – 63 и зависят от номинального усилия пресса, (таблица 9) [1.стр.204].
Табл. 9 – Размеры штампового блока
| Усилие пресса, МН |
H/Hmin, мм |
ВΣ, мм |
В, мм | L, мм |
| 16 | 666/660 | 580 | 900 | 1040 |
Клиновая подушка пресса позволяет регулировать закрытую высоту блока. Наилучшие эксплуатационные показатели имеют блоки, для которых закрытая высота выбрана по формуле [Семенов т2 стр203].
Н = А + 0,75 * а, (33)
где А – минимальная закрытая высота штамповочного пространства
пресса, мм;
Н – номинальная закрытая высота блока, мм;
а – величина регулирования клиновой подушки стола пресса, мм.
Н = 660 + 0,75 * 10 = 667,5,
Примем закрытую высоту штампа равной 666 мм.
Гравюра ручья вставки выполняются по горячей поковке, с учетом того что нагретая заготовка имеет размеры на 1,5% большие чем холодная. Чертеж горячей поковки приведен в приложении В.
Размеры призматических вставок (рисунок 8), нормализованы по МН 4808-63…4812-63 и представлены в таблице 10.
Табл.10 – размеры призматических вставок
| Усилие пресса, МН | Н, мм | L, мм | В, мм |
L1, мм |
h1, мм |
| 16 | 125 | 360 | 120, 180, 240, 480 | 294 | 106 |
В нашем случае в блок монтируется три комплекта вставок:
ВΣ = Вшт + Восад + Внап, (34)
где ВΣ суммарная ширина ручьевых вставок, мм;
Вшт вставка для штамповки, мм;
Восад - вставка для осадки, мм;
Внап – вставка наполнитель, мм.

рис.8 Призматические вставки
Вшт = Dгорпок + 2 * b + 2 * B,
где Dгорпок – диаметр горячей поковки, мм;
b – ширина мостика облоя, мм;
B – ширина облоя в магазине, мм.
Вшт = 149,2 + 2 * 6 + 2 * 20 = 201мм.
Учитывая особенности пакета ковочного штампа, а также размеры заготовок ручьевых призматических вставок принимаем, что Вшт = 240 мм.
Минимально допустимая ширина вставки для осадки находится по формуле
Восад = D1 + 20, (35)
где D1 – диаметр осаженной заготовки, мм.
Восад = 70 + 20 =90 мм.
Так как мы рассчитали минимально допустимую ширину вставки для осадки, а ширина всех вставок должна быть равна 580 мм, а также учитывая тот факт что окончательный ручей должен находится симметрично относительно центра давления штампа (следовательно, Восад = Внап), ширину вставок для осадки и наполнительной вставки найдем по формуле (34).
Восад = Внап = (ВΣ - Вшт )/2 = (580 - 240) / 2 = 170 мм.
Материалы для штампов горячештамповочных прессов приведены в табл. 11 [1стр.557].
| Деталь штампа | Марка стали | Твердость НВ |
| Плита (блок) | 40 ХЛ | 352 |
| Вставка осадочная | 5ХГС | 415 |
| Вставка ручьевая | 5ХНМ | 444 |
| Колонки направляющие | 45 | - |
| Втулка направляющая | Бронза Бр06Ц6С3 | |
| Выталкиватели | 5ХГС | 461 |
В передней части штампа выполняется выемка под клещи, которые удерживают заготовку за облой при ее удалении из ручья. Выемка под клещевину изображена на рисунке 8.

рис.9 Конструкция выемки для захвата поковки клещами
4.2 ПРОЕКТИРОВАНИЕ ОБРЕЗНОГО ШТАМПА СОВМЕЩЕННОГО
ДЕЙСТВИЯ
Обрезка облоя и прошивка отверстия осуществляется в горячем состоянии при температуре 900°С в совмещенном штампе.
Зазор между пуансоном и матрицей зависит от формы и размеров сечений поковки в плоскости перпендикулярной к разъему.
Так как данная поковка имеет наружный штамповочный уклон 5°, пуансон следует брать плоским ( берется при углах меньших 15°)
Величина зазора δ (рис.8)определяется по таблице [2.стр.483 табл.1].

рис.10 Зазор между обрезным пуансоном и матрицей
h = 8,5; δ = 0,6; ά = 5°.
Размеры матрицы определяются в зависимости от размеров поковки и толщины срезаемого облоя [табл.2, стр.484,].
При пробивке перемычки зазор между матрицей и пуансоном принимается с помощью [табл.8, стр.484, 1]. В данном случае он составляет 4% от толщины перемычки. Следовательно δп = 0.04 * 16 = 0.6 мм.
Произведем расчет элементов штампа для обрезки – пробивки по высоте по методике приведенной в [1.стр.529]. Эскиз обрезного штампа совмещенного действия представлен на рис.10.
Закрытая высота штампового пространства определяется по формуле
Нпр = Ннаиб Нрег + (15…30), мм (36)
где Ннаиб - наибольшее расстояние между столом пресса и ползуном в его нижнем положении; Нрег - величина регулирования расстояния между столом и ползуном, Нрег = 120 мм. Но наибольшее расстояние между столом пресса и ползуном в его нижнем положении определяется по формуле.
Ннаиб = Нзак + Нрег, мм (37)
где Нзак закрытая высота пресса, Нзак = 480 мм.
Следовательно
Нпр = Нзак + Нрег – Нрег + (15…30) = Нзак + (15…30), (38)
Нпр = 480 + 20 = 500 мм.
Закрытая высота штампа
Ншт = Нпр h1, (39)
где h1 – толщина подкладной плиты пресса.
Ншт = 500 120 = 380 мм.
Величина сдвига поковки
е = 2 * hср. о + hср. п, (40)
где hср. о – толщина срезаемого облоя hср. о = 4 мм; hср. п – толщина удаляемой перемычки hср. п = 16 мм.
е = 2 * 4 + 16 = 24 мм.
Высота пуансона
Нп = Ншт (Нд + Ннп + Нм + hп) + е, (41)
где Нд толщина верхней плиты, Нд = 40 мм;
Ннп толщина нижней плиты, Ннп = 200 мм;
Нм толщина матрицы, Нм = 55 мм;
hп – размер поковки от поверхности прилегания ее к пуансону до линии разъема, hп = 8,5 мм.
Нп = 380 – (40 + 200 + 55 + 8,5) + 24 = 100,5 мм.
Высота стойки с прошивником
Нст = (Ннп + Нм) – [Нб + k - hст + (5…15) мм], (42)
где k – расстояние от линии разъема до линии начала среза удаляемой
перемычки, k = 14,5 мм;
Нб толщина башмака, Нб = 40 мм;
hст – глубина выточки в нижней плите под стойку, 14 мм.
Нст = (200 + 55) – [40 + 14,5 - 14 + 10] = 204,5 мм.
Высота прошивника
Нпрш ≥ е + (10…25) мм, (43)
Нпрш ≥ 24 + 16 = 40 мм.
Ход траверсы
хтр = Ннп (Нб + Нтр + hпл + z1), (44)
где hпл – толщина плиты для матрицы, hпл = 40мм;
Нтр толщина траверсы, Нтр = 50 мм;
z1 – зазор между траверсой и нижней плоскостью плиты матрицы,
z1 ≥ (10…20)мм.
хтр = 200 (40 + 50 + 40 + 10) = 60 мм.
Высота выталкивателя
Нвт = (Ннп + Нм + t) – (Нб + хтр + Нтр + hв – hвт), (45)
где hв – размер поковки от поверхности прилегания ее к выталкивателю
до линии разъема, hв = 8,5 мм;
t – высота подъема поковки при выталкивании над плоскостью
режущей кромки матрицы, t = hвт = 6 мм;
hвт – глубина выточки в траверсе под выталкиватель;
Нвт = (200 + 55 + 6) – (40 + 60 + 50 + 8,5 – 6) = 108,5 мм.
Длина скобы
Нск = Ншт (Нд + z3 + z4), (46)
где z3 ≥ 10 мм – зазор между нижней поверхностью тяги и траверсой;
z4 ≥ (50…80) мм – зазор между верхней плитой и верхней
плоскостью скобы.
Нск = 380 – (40 + 10 + 50) = 280 мм.
Длина свободного хода скобы
хск = Нб (s + z3), (47)
где s – толщина скобы, s = 10 мм.
хск = 40 – (10 + 10) = 20 мм.
Длина свободного хода тяги
хт = S – (хтр – хск), (48)
где S – ход ползуна пресса, S = 160 мм.
хт = 160 – (60 20) = 80 мм.
Длина тяги
Lт = (xт + s + z4) + (Hд – 25 мм), (49)
Lт = (80 + 10 + 50) + (40 – 25) = 155 мм.
Минимальный зазор между головкой тяги и траверсой
z5 = Hшт - (hг + Lт + 25 мм + Hб + Hтр), (50)
где hг – высота головки тяги, hг = 10 мм.
z5 = 380 - (10 + 155 + 25 + 40 + 50) = 100 мм.
Минимальное расстояние между пуансоном и матрицей
z6 = (Hшт + S) - (Ннп + Нм + Hп + Hд), (51)
z6 = (380 + 160) - (200 + 55 + 100,5 +40) = 144,5 мм.
Зазор между поковкой и выталкивателем z2 ≥ 10.
При ходе верхней половины штампа вниз, пуансон давит на поковку и обрезная матрица срезает облой, а прошивень прошивает отверстие. При движении вверх траверса, посредством тяг и скоб, тоже движется верх и установленный на ней выталкиватель выталкивает поковку. После выталкивания рабочий клещами сбрасывает поковку в тару, затем убирает облой и выдру.
Для обрезки и пробивки используется закрытый кривошипный пресс простого действия КВ2532, основные параметры и размеры которого приведены на рисунке 11.
Блок обрезного штампа выбирается по ГОСТ 13124-83 [стр.444, 5].
Материал рабочих частей обрезного штампа выбирается с учетом рекомендаций [1,табл.3,стр.557].
Матрица – 8Х3, твердость НВ 363 – 415, пуансон - 8Х3, твердость НВ 363 – 415; прошивень – 4Х2В8, твердость НВ 417 – 477.
Все детали обрезного штампа делятся на:
1. унифицированные ( винты, болты, гайки, шайбы).
2. нормализованные детали (башмак, матрица, траверса, скоба, стойка).
Пуансон и выталкиватель не унифицируются, а конструируются индивидуально с учетом особенностей поковки.
4.3 ЭКСПЛУАТАЦИЯ ШТАМПОВ
Нагрев штампов проводят с целью обеспечения оптимальных условий формоизменения и повышения стойкости штампов.
Штампы КГШП нагревают до 200 - 400°С. Подогрев проводят с регламентированной скоростью, вставки штампа нагревают в течении 1 – 1,5 ч. Штампы завезенный в цех с улицы в холодное время, выдерживают в цехе 4 - 5 ч и только после этого нагревают перед штамповкой.
Нагревать штамп индукционным методом. Переносной индуктор устанавливать между частями нагреваемого штампа. Длительность 0,5 ч.
Если перерыв в работе штампа составляет более 1 ч, рекомендуется его предварительно разогреть.
Охлажденье штампа проводят с целью уменьшения разогрева поверхности гравюры штампа во время работы. Обеспечивается подачей струи сжатого воздуха на гравюру штампа.
Смазку штампа проводят для уменьшения трения и теплопередачи при деформировании и улучшения извлечения поковки из штампа после штамповки, что способствует повышению стойкости штампов.
Для смазки штампа применять 3 – 5%-ную эмульсию КРПД с добавлением серебристого графита (3 – 5%). Способ нанесения на штамп механическое распыление. Одновременно со смазкой из штампа выдувается окалина. Для удаления используется сжатый воздух давлением не ниже 0,4МПа, подаваемый из сопла обдувки окалины.
Основными видами износа являются:
1. Истирание – отрыв частичек металла штампа. Истирание ускоряется при появлении разгара. При достаточной твердости и чистоте поверхности гравюры износ штампа незначителен.
2. Смятие – деформация отдельных частей штампа, где имеются сильный нагрев штампа в процессе работы и высокие давления. При этом образуются поднутрения в полостях и выступах гравюры штампа. Во избежание его появления необходимо тщательно регулировать тепловой режим штампа (ритм штамповки, смазывания и охлаждения).
3. Разгар – образование сети термических трещин на поверхности гравюры. Это наиболее распространенный вид износа. Для повышения рахгаростойкости необходимо тщательно регулировать режим работы штампа.
Кроме основных видов износа имеют место налипание и свариваемость деформированного металла на с металлом штампа и другие виды износа.
Текущий ремонт штампа
Мелкие дефекты устраняют без демонтажа штампов. Мелкие трещины зачеканивают тупым пневматическим зубилом или бородком. Наплывы, риски и наварившийся металл удаляют зачисткой ручными шлифовальными пневматическими или электрическими машинками с гибким валом.
Изношенные или сломанные части заменяют новыми. При этом штампы демонтируют.
Капитальный ремонт штампов необходим в том случае, когда штамп сломан или полностью изношен и не подлежит возобновлению. В этом случае дефектный слой металла снимается обработкой резаньем. Крепление вставок позволяет компенсировать подкладками снятый слой металла.
Литература.
1. Ковка и штамповка: под ред. Семенова Е. И. том 2. – М, Машиностроение,1986.
2. Ковка и штамповка: под ред. Семенова Е. И. том 1. – М, Машиностроение,1986.
3. ГОСТ 7505 – 89.
4. Справочник по оборудованию для листовой штамповки: Рудман Л. И.- М, Машиностроение,1988.
5. Справочник конструктора штампов: Рудман Л. И. – М, Машиностроение, 1988.
© 2009 База Рефератов