
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Переработка автомобильного лома для получения стали
Курсовая работа: Переработка автомобильного лома для получения стали
Содержание
Введение
Глава 1. Сталь. Виды стали и их термообработка
Закалка
Термомеханическая обработка
Термообработка хромистых сталей
Глава 2. Извлечение стали из автомобильного лома
Глава 3. Извлечение стали из стального лома
Введение
Сталеплавильным заводам требуется высокопроцентный металлический лом с высокой плотностью, который используется для загрузки в сталеплавильные печи. Однако большая часть высокопроцентного лома содержит значительное количество загрязнений, которые оказывают отрицательное воздействие на физические и химические свойства сталей, получаемых с использованием такого лома.
Одним из основных источников низкопроцентного стального лома являются старые автомобили, которые перед использованием подвергают механическому уплотнению.
Глава 1. Сталь. Виды стали и их термообработка
Отжиг.
Отжигом называют термообработку, направленную на получение в металлах равновесной структуры. Любой отжиг включает в себя нагрев до определенной температуры, выдержку при этой температуре и последующее медленное охлаждение. Цель отжига - уменьшить внутренние напряжения в металле, уменьшить прочностные свойства и увеличить пластичность. Отжиг делят на отжиг 1 рода и 2 рода.
Отжиг 1 рода - это такой вид отжига, при котором не происходит структурных изменений, связанных с фазовыми превращениями.
Отжиг 1 рода в свою очередь разделяют на 4 группы:
1. Гомогенизация- отжиг, направленный на уменьшение химической неоднородности металлов, образующейся в результате рекристаллизации. В отличие от чистых металлов, все сплавы после кристаллизации характеризуются неравновесной структурой, т.е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка.
Химическая неоднородность обусловлена различной температурой плавления исходных компонентов. Чем меньше это различие, тем более заметна химическая неоднородность, получающаяся в слитке. Избавится от нее невозможно, можно только уменьшить. Для этого применяют высокотемпературный отжиг с длительными выдержками (от 2 до 48 часов). При высокой температуре подвижность атомов в кристаллической решетке высокая и с течением времени за счет процессов диффузии происходит постепенное выравнивание химического состава. Однако усреднение химического состава происходит в пределах одного зерна, т.е. устраняется в основном дендритная ликвация. Чтобы устранить зональную ликвацию (химическую неоднородность в пределах части слитка), необходимо выдерживать слитки при данной температуре в течение нескольких лет. А это практически невозможно.
В процессе отжига на гомогенизацию происходит постепенное растворение неравновесных интерметаллидных фаз, которые могут образоваться в результате кристаллизации с большой скоростью. При последующем медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
2. Рекристаллизационный отжиг. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, таких как вакансии, дислокации. Образование ячеистой структуры происходит с изменением формы зерен, они сплющиваются, вытягиваются в направлении главной деформации. Все эти процессы ведут к тому, что прочность металла постепенно увеличивается, пластичность падает, т.е. возникает наклеп или нагартовка. Дальнейшая деформация такого металла невозможна, т.к. происходит его разрушение. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т.е. нагрев металла до температур выше начала кристаллизации, выдержку с последующим медленным охлаждением. Температура нагрева зависит от состава сплава. Для чистых металлов температура начала рекристаллизации tp=0,4Тпл, ºК, для обычных сплавов порядка 0,6Тпл, для сложных термопрочных сплавов 0,8Тпл. Продолжительность такого отжига зависит от размеров детали и в среднем составляет от 0,5 до 2 часов. В процессе рекристаллизационного отжига происходит образование зародышей новых зерен и последующий рост этих зародышей. Постепенно старые деформированные зерна исчезают. Количество дефектов в кристаллической решетке уменьшается, наклеп устраняется, и металл возвращается в исходное состояние.
Степень деформации определяет размер зерна после отжига. Если она близка к критической (eкр=5-15%), то в результате после отжига в металле возникают крупные зерна, что обычно нежелательно. Поэтому перед рекристаллизационным отжигом деформацию металлов производят со степенью 30-60%. В результате получается мелкозернистая однофазная структура, обеспечивающая хорошее сочетание прочности и пластичности. Увеличение степени деформации до 80-90% вызывает появление в металле текстуры деформации. После рекристаллизационного отжига текстура деформации меняется на текстуру рекристаллизации. Как правило, это сопровождается резким направленным ростом зерна. Увеличение размеров зерна, т.е. снижение механических свойств, может вызвать также слишком большая температура отжига или большая выдержка. Поэтому при назначении режимов отжига необходимо использовать диаграмму рекристаллизации.
Рекристаллизационный отжиг может применяться как предварительная, промежуточная, так и как окончательная термообработка. Как предварительная термообработка он применяется перед холодной деформацией, если исходное состояние металла неравновесное и имеет какую-то степень упрочнения. Как промежуточная операция рекристаллизационный отжиг применяется между операциями холодной деформации, если суммарная степень деформации слишком велика и запасов пластичности металла не хватает. Как окончательный вид отжига его применяют в том случае, если потребитель требует поставки полуфабрикатов в максимально пластичном состоянии. В некоторых случаях потребителю требуется полуфабрикат, сочетающий определенный уровень прочности с необходимым запасом пластичности. В этом случае вместо рекристаллизационного отжига используют его разновидность - отжиг на полигонизацию. Отжиг на полигонизацию проводят при температуре, которая ниже температуры начала рекристаллизации. Соответственно при такой температуре происходит лишь частичное устранение наклепа за счет процессов возврата второго рода, т.е. происходит уменьшение плотности дефектов кристаллической решетки, образование ячеистой дислокационной структуры без изменения формы зерен. Степень уменьшения наклепа зависит, прежде всего, от температуры. Чем ближе температура к порогу рекристаллизации, тем меньше наклеп, тем больше пластичность и наоборот.
3. Отжиг для снятия внутренних напряжений. Внутренние напряжения в металле могут возникать в результате различных видов обработки. Это могут быть термические напряжения, образовавшиеся в результате неравномерного нагрева, различной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания. Могут быть структурными, т.е. появившиеся в результате структурных превращений, происходящих внутри детали в различных местах с различной скоростью. Внутренние напряжения в металле могут достигать большой величины и, складываясь с рабочими, т.е. возникающими при работе, могут неожиданно превышать предел прочности и приводить к разрушению. Устранение внутренних напряжений производится с помощью специальных видов отжига. Этот отжиг проводится при температурах ниже температуры рекристаллизации: tотж=0,2-0,3Тпл º К. Повышенная температура облегчает скольжение дислокаций и, под действием внутренних напряжений, происходит их перераспределение, т.е. из мест с повышенным уровнем внутренних напряжений дислокации перемещаются в области с пониженным уровнем. Происходит как бы разрядка внутренних напряжений. При нормальной температуре этот процесс будет длиться в течение нескольких лет. Увеличение температуры резко увеличивает скорость разрядки, и продолжительность такого отжига составляет несколько часов.
Отжиг второго рода - термообработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения.
При отжиге второго рода нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная замена в результате двойной перекристаллизации позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства детали. Отжиг второго рода может быть полным и неполным.
Полный отжиг сопровождается полной перекристаллизацией. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
Закалка
Закалка - это термообработка, направленная на получение в сплаве максимально неравновесной структуры и соответственно аномального уровня свойств. Любая закалка включает в себя нагрев до заданной температуры, выдержку и последующее быстрое резкое охлаждение. В зависимости от вида фазовых превращений, происходящих в сплаве при закалке, различают закалку с полиморфным превращением и закалку без полиморфного превращения.
Закалка с полиморфным превращением. Этот вид закалки применяется для сплавов, в которых один из компонентов имеет полиморфные превращения.
При закалке с полиморфным превращением нагрев металла производится до температуры, при которой происходит смена типа кристаллической решетки в основном компоненте. Образование высокотемпературной полиморфной структуры сопровождается увеличением растворимости легирующих элементов. Последующее резкое охлаждение ведет к обратному изменению типа кристаллической решетки, однако из-за быстрого охлаждения в твердом растворе остается избыточное содержание атомов других компонентов, поэтому после такого охлаждения образуется неравновесная структура. В металле сохраняются внутренние напряжения. Они вызывают резкое изменение свойств, увеличивается прочность, уменьшается пластичность. При быстром охлаждении перестройка кристаллической решетки происходит за счет одновременного смещения целы групп атомов. В результате вместо обычных зерен в металле появляется игольчатая структура, которая называется мартенситом. Неравновесное состояние металла после такого типа закалки является термодинамически неустойчивым. Поэтому, чтобы перевести металл в более устойчивое состояние, получить необходимый уровень внутренних напряжений, а соответственно и необходимые механические свойства, применяют дополнительную термообработку, которую называют отжиг.
Закалка без полиморфного превращения.
Применяется для сплавов, не испытывающих полиморфных превращений, но имеющих ограниченную растворимость одного компонента в другом.
Если сплав, содержащий вторичные фазы, нагреть до температуры выше линии солидус, то увеличение растворимости приведет к растворению вторичных фаз. Если теперь такой твердый раствор быстро охладить, то выделение вторичных фаз образоваться не успеет, т.к для этого требуется время на прохождение процесса диффузии, образование другой кристаллической решетки, границ раздела между фазами. В результате, при нормальной температуре пересыщенный метастабильный твердый раствор содержит избыток второго компонента. Такое изменение структуры изменяет свойства сплава, прочность может, как увеличиться, так и уменьшиться, а пластичность, как правило, увеличивается. Состояние металла после такой закалки является термодинамически неустойчивым. Самопроизвольно или под влиянием предварительного нагрева метастабильный твердый раствор начинает распадаться с выделением вторичной фазы, т.е. αм®α+βІІ. Этот процесс называется старением.
Таким образом, старение - это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной структуры и заданного уровня свойств.
Отпуск.
Отпуск - термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда сопровождается резким увеличением внутренних. Соответственно максимально увеличиваются прочность и твердость, до минимума падает пластичность. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз.
После закалки без полиморфного превращения сплав имеет структуру пересыщенного твердого раствора. Такое состояние сплава - нестабильное и с течением времени начинает меняться. Пересыщенный твердый раствор распадается с выделением из него мелких включений вторичной фазы. Этот процесс проходит в несколько стадий:
На первой стадии в кристаллической решетке твердого раствора появляются зоны, обогащенные атомами второго компонента. С течением времени эти зоны увеличиваются.
На второй стадии концентрация атомов второго компонента достигает величины, соответствующей по концентрации выделения вторичной фазы.
Наступает третья стадия, т.е. формирование в этих зонах промежуточной кристаллической решетки, которая отличается то решетки твердого раствора и от решетки вторичной фазы.
На четвертой стадии увеличение концентрации второго компонента приводит к образованию окончательной кристаллической решетки вторичной фазы и образованию границы раздела между твердым раствором и вторичной фазой. Так как процесс распада твердого раствора основан, прежде всего, на диффузионных процессах, то он в значительной степени зависти от температуры. Чем выше температура, тем быстрее идет процесс распада. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то - искусственным старением. В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются.
Химико-термическая обработка (ХТО).
Это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО направлены либо на повышение коррозионной стойкости, либо прочности и твердости, износостойких, антифрикционных свойств. Изменяя состав химической среды, можно в одних и тех же деталях получать различные свойства.
Термомеханическая обработка
Это сочетание пластической деформации, упрочняющей термообработки, причем образующийся в результате деформации наклеп сохраняется и влияет на фазовые превращения, происходящие при термообработке.
Такое комплексное воздействие на металл позволяет получить уровень свойств в металле более высокий, чем можно получить после деформации или после термообработки в отдельности.
Коррозионностойкие стали
Коррозией называют разрушение металла под действием химического или электрохимического воздействия под действием окружаемой среды. Основные факторы воздействия коррозии и ее влияние на экономику:
Экономический фактор - экономические потери промышленности в результате коррозии.
Надежность эксплуатации объектов или машин.
Экологический фактор.
Виды коррозии:
Равномерная (поверхностная).
Местная (точечная).
Межкристаллитная (по границам зерен).
Коррозия под напряжением (ножевая).
Электрохимическая коррозия.
Межкристаллитная коррозия (МКК).
Железо не является коррозионностойким металлом. Чистое железо активно взаимодействует со всеми элементами. Повысить коррозионностойкость можно введением легирующих элементов, которые вызывают его пассивацию. Пассивация - эффект создания на поверхности стальной детали тонкой защитной пленки, подслоем которой является кислород. Результат - электронный потенциал становится положительным и поверхность становится менее склонной к коррозии. Усиливают пассивацию Cr, Ni, Cu, Mo, Pt, Pd. Особенно сильно влияет Cr.
Химический состав: Cr13-30%, Ni4-25%, Moдо 5%, Cuдо 1%. В зависимости от
содержания легирующих элементов структура и свойства сталей могут быть различными. Если сталь содержит в основном Cr, который стабилизирует феррит, то сталь будет ферритной (низкая твердость, низкая прочность, высокая пластичность). Если сталь содержит в себе кроме Cr C, то ее структура будет мартенситной. Зная структуру стали, можно прогнозировать ее свойства и назначать режимы термообработки. Для определения, к какому структурному классу относится сталь, разработана диаграмма Шеффлера.
Экв. Ni=%Ni + 30 (%C) + 0,5 (%Mn).
Экв. Cr=%Cr +%Mo + 1,5 (%Si) + 0,5 (%Nb).
Cr повышает коррозионную стойкость только в том случае, когда его количество в растворе превышает 13%. Если количество Crне слишком высоко и при этом сталь содержит много углерода, то происходит взаимодействие Crи с образованием карбидов. Особенно энергично образование карбидов наблюдается на границах зерен. При этом количество Crв твердом растворе снижается. И если Cr менее 13%, то границы зерен становятся незащищенными. В результате коррозия легко может пересылаться по границам, не затрагивая центров зерен. Если скорость охлаждения велика, то карбиды по границам зерен образовываться не успевают. Количество Cr не снижается меньше 13%. Если скорость охлаждения очень мала, то при этом сначала образуются карбиды по границам зерен. При этом количество Cr снижается, но за счет диффузии из центра зерна происходит увеличение содержания Cr и стойкость восстанавливается. Если охлаждение идет таким образом, что содержание Cr на границах не успевает увеличиться и остается меньше 13%, то такая сталь склонна к межкристаллитной коррозии. Чтобы сделать сталь нечувствительной к межкристаллитной коррозии, нужно:
Понизить содержание углерода и азота.
Вводить в сталь другие карбидообразующие элементы более сильные, чем Cr (Ti, Nb).
Увеличить скорость охлаждения при термообработке.
Делать отжиг.
Хромистые нержавеющие стали.
Хромистые нержавеющие стали являются самыми дешевыми и поэтому самыми распространенными. Минимальное содержание Cr13%. При содержании Cr больше 13% стабилизируется α - фаза (феррит) и никаких полиморфных превращений в таких сталях не происходит. Нагрев вызывает только увеличение зерна. Длительная выдержка при температуре около 600-650º С вызывает появление в сталях интерметаллидной фазы. Образование такой фазы сильно охрупчивает сталь, поэтому является нежелательной. Медленное охлаждение или длительная выдержка при 500º С вызывает образование упорядоченного твердого раствора, что также вызывает хрупкость стали. Такую хрупкость называют 475ºной хрупкостью. Увеличение температуры выше 1000º С вызывает бурный рост зерна и как следствие снижение вязкости, т.е. сталь тоже становится хрупкой. Поэтому при всех вариантах изготовления деталей из этих сталей и их термообработки необходимо избегать температурных интервалов, при которых возможно охрупчивание и потеря вязкости.
Термообработка хромистых сталей
Термообработка сталей в зависимости от необходимости может быть смягчающей, т.е. отжиг или упрочняющей, т.е. закалка + отпуск. Отжиг проводится либо для устранения хрупкости, либо для снятия наклепа, либо для стабилизации химического состава и устранения склонности стали к межкристаллитной коррозии. Для устранения хрупкости, вызванной появлением упорядоченного твердого раствора, применяют отжиг с нагревом 500-550º С. Время выдержки должно быть меньше, чем τmin при появлении хрупкости 475º. Скорость охлаждения 10º С в минуту. Для устранения наклепа, а так же σ-фазы применяют второй вариант отжига с температурой 850-900º С. Скорость охлаждения 10º С в минуту. Третий вариант отжига применяется для массивных деталей, когда требуется стабилизировать содержание Cr по сечению детали, чтобы избежать склонности стали к межкристаллитной коррозии. Выдержка от 2 до 4 часов. Для хромистых сталей мартенситного класса применяют упрочняющую термообработку: закалка + отпуск. Возможно применение одной закалки без отпуска, если деталь небольших размеров или охлаждение идет на воздухе. Для хромистых сталей мартенситного класса охлаждение в любом случае дает мартенситную структуру. Поэтому применение охлаждающих сред (вода, масло) не требуется. Лишь охлаждение печью вызывает ферритно-карбидную структуру. Такой же структуры можно добиться после закалки и отпуска при температуре 650º С.
Наибольшая твердость достигается после закалки. В этом состоянии сталь обладает наивысшей коррозионной стойкостью, т.к Cr находится в твердом растворе. Если требуется сохранить твердость и коррозионную стойкость, то отпуск стали проводят при температуре 250-350º С. А если требуется повышенная вязкость, то проводят высокий отпуск (650º С).
Состав, структура и свойства хромистых сталей.
Основные легирующие элементы:
Cr- 13-28%.
С - 0,05-1%.
Ti, Nb< 1% - вводятся для стабилизации стали.
Ni, Cu, Mo- вводятся для повышения коррозионной стойкости и вязкости.
Хромистые стали делят на:
Cr 13%.
Cr 17%.
Cr 25-27%.
Увеличение содержания углерода вызывает в хромистых сталях мартенситное превращение, так же появление карбидов. Чем больше карбидов и С, тем
По содержанию углерода стали делят на:
Стали ферритного класса (08Х13, 08Х17, 05Х27).
Стали ферритно-мартенситного класса (12Х13).
Стали мартенситного класса (20Х13, 30Х13, 40Х13).
Стали с мартенситом + карбиды (65Х16, 95Х18Ш).
В зависимости от структуры стали изменяются ее свойства и назначение. Стали ферритного класса из всех хромистых отличаются наилучшей пластичностью. Из них изготавливают листы и другие полуфабрикаты для изготовления деталей с применением сварки. Из всех хромистых стали ферритного класса хорошо поддаются сварке. При использовании стали следует помнить, что она может охрупчиваться при медленном охлаждении, а так же при увеличении зерна. Поэтому в эти стали добавляют Tiи Nb, которые образуют карбиды. Такие стали называют стабилизированными. Для сталей ферритного класса применяют отжиг в разных вариантах - 1, 2, иногда 3.
Стали мартенситного класса отличаются высокой твердостью и прочностью, поэтому их используют для изготовления деталей, которые должны сохранять высокую прочность и твердость при работе в агрессивных средах. Для таких сталей проводят закалку + низкий отпуск.
Стали со структурой мартенсит + карбиды имеют большое количество карбидов хрома. Они используются для изготовления деталей, которые работают в агрессивных средах при температуре от -150 до +250º С. Твердость 57 HRC. Термообработка: закалка (1000-1150º С - воздух) + отжиг (250-350º С).
Хромоникелевые стали.
Если сталь кроме Cr содержит еще Ni, Mn, Mo, то ее структура из ферритной может измениться на ферритно-аустенитную или даже на чистую аустенитную. Т.е. после охлаждения на воздухе сталь сохраняет аустенитную структуру, которая не меняется ни при каких вариантах термообработки. При содержании Ni>10% сталь становится аустенитной. Аустенит позволяет получить не только коррозионную стойкость, но так же и высокие технические свойства. Сталь хорошо поддается обработке давлением, сварке, сохраняет свойства до 600-700º С, не охрупчивается, не чувствительна к хладноломкости, но сталь склонна к межкристаллитной коррозии и ее невозможно упрочнять закалкой. Термообработка: закалка + отжиг.
И после закалки и после отжига структура одинаковая, одинаковые и свойства. Закалке подвергают тонкостенные изделия простой формы и небольшого размера. Температура и закалки, и отжига одинакова и зависит от состава стали. Если сталь содержит только Cr, Ni, то температура не должна превышать 950-1000º С. Увеличение температуры вызывает резкий рост зерна и снижение характеристик. Охлаждение при закалке должно быть таким, чтобы не попасть в область выделения карбидов Cr. Уменьшения стоимости хромоникелевых сталей можно добиться, если вместо Ni вводить Mn.
Для того, чтобы стабилизировать структуру, необходимо, чтобы Cr<15%, Mn>15%. Если условие не выполняется, то мы получаем сталь с неустойчивым структурным состоянием. Для получения стабильной аустенитной структуры Ni заменяют частично (10Х14Г14Н4Т, 20Х13Н4Г9). Термообработка принципиально не отличается от термообработки хромоникелевых сталей. Такой недостаток хромоникелевых сталей, как склонность к росту зерна, можно устранить, используя для сварных деталей стали ферритно-аустенитного класса (15Х22Н5М5Т) или аустенитно-мартенситного класса (08Х15Н5Д2Т). Стали аустенитно-мартенситного класса обладают повышенной твердостью. Чисто аустенитные стали склонны к коррозии под напряжением. Даже самые лучшие аустенитные стали оказываются недостаточно стойкими при контакте с кислотами. Поэтому разработаны коррозионно-стойкие сплавы:
Fe - Ni - Cr (04ХН40МДТЮ).
Ni- Cr (ХН45В).
Ni- Mo (Н70МФ).
Cr - Ni - Mo (ХН65МВ).
Глава 2. Извлечение стали из автомобильного лома
Сталеплавильным заводам требуется высокопроцентный металлический лом с высокой плотностью, который используется для загрузки в сталеплавильные печи. Однако большая часть высокопроцентного лома содержит значительное количество загрязнений, которые оказывают отрицательное воздействие на физические и химические свойства сталей, получаемых с использованием такого лома.
Одним из основных источников низкопроцентного стального лома являются старые автомобили, которые перед использованием подвергают механическому уплотнению. Обычно с автомобиля сначала снимают двери, крышку багажника и капот, а оставшийся кузов и (или) раму разрезают с образованием относительно больших панелей или секций, которые в свою очередь обрабатывают в каландрирующем устройстве, получая металлические фрагменты небольших размеров. Иногда полученное таким образом сырье подвергают магнитной сепарации для грубого разделения черных и цветных металлов. Затем материал сжимают прессом или с помощью падающего молота для получения листов, которые затем режут на полосы и пакетируют. Иногда пакетирование проводят сразу после каландрирования, а в некоторых случаях пакетируют и крупные части без предварительного разрезания. В любом случае в результате описанных процессов получают металлический лом с относительно низкой плотностью и высоким содержанием примесей.
Существует значительное число предприятий по переработке корпусов автомобилей в металлический лом или для получения из автомобилей стали. Однако этим предприятиям свойственен ряд недостатков. Так, например, на них часто используется очень доростоящее топливо, а тепло, выделяющееся в плавильных печах, используется неэффективно. Кроме того, в соответствии с требованиями охраны окружающей среды, такие предприятия должны быть оборудованы эффективными средствами для очистки отходящих газов от содержащихся в них загрязняющих веществ.
В некоторых случаях для уменьшения содержания примесей проводят их выжигание из корпусов автомобилей. Однако при этом не удалось достичь удовлетворительных результатов, поскольку горение на открытом воздухе происходит при относительно низких температурах. Кроме того, во многих районах проведение такого процесса выжигания запрещено законодательством по охране окружающей среды. Лом, получаемый из автомобилей описанными выше способами, не находит широкого применения и спрос на старые автомобили для получения металлолома невелик. В результате этого все большее количество брошенных утильных автомобилей скапливается на улицах и дорогах некоторых районов. Ввиду большого количества таких автомобилей удаление их на свалку, после демонтажа деталей, которые могут быть использованы повторно, становится серьезной проблемой.
Процесс, разработанный П.Е. Райнхартом осуществляется на установке по переработке автомобилей, где автомобили по крайней мере частично разбирают, перерабатывают и превращают в продукты. Установка предназначена для переработки корпусов и частей автомобилей с использованием дешевых источников топлива при эффективном использовании остаточного тепла, образующегося в процессе горения. Установка для переработки автомобилей позволяет максимально использовать тепло, выделяющееся при плавлении автомобилей, и не вызывает существенного загрязнения окружающей атмосферы.
Расположение оборудования, используемого для проведения такого процесса, показано на рис.1. Установка состоит из печи 7, в которую через люк 3 подаются использованные автомобильные шины, являющиеся источником топлива. Для загрузки шин в печь может быть использован ленточный транспортер 4. В печи находится несколько горелок 5, которые служат для воспламенения шин в печи, а также для дополнительного нагрева. Горелки могут работать на любом известном топливе.
Нижняя часть печи выполнена в виде наклонной поверхности 6 с отверстиями 7, предназначенными для удаления золы из печи. Таким путем из системы удаляется не только зола, но и стальные шипы, которые накапливаются при сжигании шипованных шин. Стальные шипы удаляют через центральное отверстие 8, расположенное на гребне наклонной поверхности. Желательно расположить в нижней части печи вибратор 6, способствующий удалению золы и стальных шипов из печи.
Под отверстием 8 находится контейнер 9 для сбора стальных шипов. Сталь, извлекаемая из шипованных шин, может быть направлена на дальнейшую переработку и использована для производства других деталей. Непосредственно над печью, под некоторым углом к ней расположена транспортировочная система 10 для подачи утильных автомобилей // в реактор для переработки автомобилей. Транспортер находится в непосредственной близости от печи и благодаря этому тепло, излучаемое печыо, может быть аффективно использовано для выжигания нежелательных материалов и инициирования процесса плавления автомобилей.
Предпочтительно, чтобы транспортировочная система и подаваемые по ней автомобили были расположены в трубе 12 для того, чтобы излучаемое тепло, поступающее к автомобилям, не рассеивалось в окружающую атмосферу. Хотя на схеме транспортер 10 изображен практически параллельным к верхней части печи, он может быть установлен под некоторым наклоном к печи.
Горячий газ выходит из печи через отверстие 13 и контактирует с вагранкой примерно в том месте, где в нее подаются автомобили. Таким образом, подаваемые автомобили сначала подвергаются нагреву во время транспортировки над печью, а затем действию газа с очень высокой температурой, выходящего из печи. В результате этого достигается эффективное плавление поступающих автомобилей.
Поскольку газ, выходящий из печи, сообщается с вагранкой, он является одним из основных источников ее обогрева. Однако для проведения процесса плавления во многих случаях требуется дополнительный нагрев. Для этой цели могут быть использованы угольные электроды 14, выделяющие мощность, например 3200 кВ-А. Электроды установлены таким образом, что их можно погружать в расплавленную сталь для полного переведения ее в жидкое состояние. Применение угольных электродов позволяет повысить температуру в вагранке до 1650 °С и даже выше. Электроды могут автоматически перемещаться в вертикальном - направлении, причем может быть задано любое расстояние между поверхностью расплавленного металла и электродами. После полного перевода стали, помещенной в вагранку, в расплавленное состояние, угольные электроды автоматически удаляются из вагранки. Нижняя часть вагранки 15 имеет наклон, который позволяет легко удалять из нее расплавленную сталь.
После полного перевода стали, находящейся в вагранке, в расплавленное состояние, сталь выводят через отверстие 16, находящееся в нижней части вагранки, и подают в баки-сборники 17, расположенные на ленточном транспортере 18. В баке-сборнике происходит расслаивание расплавленной стали на более тяжелый слой стали 19, находящийся внизу и на более легкий слой шлака, находящийся над сталью. Через некоторое время, после того как происходит достаточное разделение шлака и стали, сталь сливают из бака-сборника через имеющееся в нем отверстие и подают для дальнейшей переработки, например на прокатный стан, для производства легких строительных конструкций, таких как армирующие стержни, стойки оград и т.п. Оставшийся шлак может быть утилизирован любым из известных способов. Баки-сборники могут быть закреплены на транспортере и после удаления содержимого транспортер снова возвращает их к вагранке для повторного использования.
Как уже было сказано, образование расплава в вагранке происходит за счет горячих печных газов и нагрева угольных электродов. Горячие газы, выходящие из печи и из вагранки, непрерывно удаляются из системы через горизонтальный газоход 21, в котором расположен ряд устройств, позволяющих эффективно использовать тепло отходящих газов. Например, в газоходе 21 находятся плавильные аппараты 22, 23 и 24, в которых может проводиться плавка отдельных деталей, которые предварительно были сняты с автомобиля. При этом части, для плавления которых необходима наиболее высокая температура, подают на плавление в аппарат, ближайший к вагранке. Так, например, в аппарате 22 для выплавки меди перерабатывают генераторы переменного тока, радиаторы, стартеры, регуляторы напряжения и т.п. Другой плавильный аппарат, не показанный на схеме, может быть использован для переработки моторного блока автомобилей. После разборки мотора и отделения стальных частей, чугунные части мотора загружают в плавильный аппарат, где получают расплав, который продают литейным заводам.
В аппарате для выплавки цинка 23 можно перерабатывать коробки передач, карбюраторы и т.п., а в аппарате для плавки стекла - плавить все стеклянные детали автомобиля. В газоходе 21 могут быть установлены и другие плавильные аппараты, а также другие устройства для утилизации тепла, например элементы 25, 26 и 27, производящие водяной пар для паровых котлов. После прохождения через все описанные выше устройства газ, выходящий по газоходу, подвергают дальнейшему охлаждению и очистке перед выбросом в атмосферу. Для этой цели газоход 21 выполнен с расширенной частью 28, причем между внутренней стенкой расширенной части и наружной стенкой газохода имеется зазор 29, через который в систему попадает холодный окружающий воздух.
В расширенной части газохода имеются также вентиляционные отверстия 30, расположенные под углом к потоку отходящих газов. Поступающий через них воздух эффективно смешивается с проходящим горячим газом, в результате чего происходит равномерное охлаждение отходящих газов. После вентиляционных отверстий в расширенной части газохода находятся распыляющие форсунки 31, служащие для удаления из газов оставшихся примесей. С помощью насоса 32, который расположен в конце горизонтального газохода и создает разрежение, газ выводят в атмосферу при значительно пониженной температуре, причем он практически не содержит примесей.
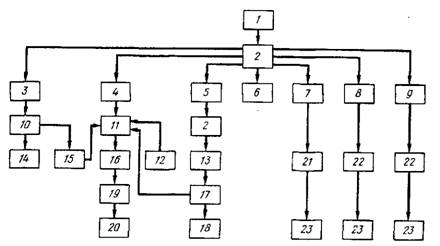
Рис.1. Схема процесса выделения стали и Других компонентов из автомобильного лома: - автомобильный лом; 2 - разборка; 3 - резина (шины); 4 - сталь (кузов и рама); 5 - литье (моторный блок); 6 - запасные части иа продажу; 7 - оконное стекло; 8 - цинк (трансмиссии, карбюраторы); 9 - медь (генераторы, стартер); 10 - сжигание шин; 11 - электрическая печь (плавление); 12 - сталь; 13 - литье; 14 - зола; 15 - стальные накладки иа колеса; 16 - электрическая печь (выдержка); 17 - печь; 18 - литье на продажу; 19 - прокатный стан; 20 - конструкционные материалы - армирующие стержни, стойки оград; 21 - печь для удаления слоистого покрытия; 22 - плавильная печь; 23 - товарный продукт
Описанная выше установка для переработки автомобилей позволяет достичь максимального использования производимого тепла и эффективно перерабатывать практически все части автомобиля, в частности такие как изношенные шины, используемые в качестве дешевого топлива. Преимуществом такого топлива является возможность создания в печи очень высоких температур, поскольку в материале шин содержится сера.
Глава 3. Извлечение стали из стального лома
В металлургии, в частности в литейном производстве, при получении чугуна и стали, в плавильные печи загружают металлический лом. На литейных заводах металлолом является главным источником сырья, используемого для получения металлических отливок. При производстве стали и чугуна в печь загружают большие количества лома в смеси с железной рудой. Применение находят различные типы металлолома, в частности листовые обрезки, остатки от штамповки, стружки, заслонки, стояки и лом отливок. Все более широкое использование находит лом автомобильных частей, таких как разбитые моторные блоки, коробки передач и дифференциалы.
Одной из серьезных проблем при использовании металлического лома является то, что он содержит различные загрязнения, такие как масла и смазки, в особенности в случае автомобильного лома. При хранении лома на открытом воздухе он захватывает влагу. Загрузка такого загрязненного металлолома в печь нежелательна, поскольку влага и другие легко летучие материалы, в частности смазки, быстро переходят в объем печи и могут привести к взрыву. Кроме того, масла и смазки, которые не улетучились при нагревании, будут загрязнять расплавленный металл.
При загрузке в печь холодного металлолома время достижения температуры плавления сырья и нагрузка на печь будут выше чем при использовании предварительно нагретого лома. Поэтому на многих литейных заводах для увеличения производительности печи и эффективности процесса лом подвергают предварительному нагреву. Для нагрева металлолома и для удаления из него влаги смазок или масел разработаны различные типы оборудования. В частности для предварительного нагрева используют транспортер, по которому металлолом перемещается под кожухом. В кожухе размещены горелки, пламя которых направлено на металлолом, находящийся на транспортере; таким образом выжигаются смазки и влага и происходит подогрев лома.
Использование систем данного типа для подогрева металла связано с загрязнением окружающей среды выделяющимся дымом и несгоревшими углеводородами. Одним из путей уменьшения количества несгоревших углеводородов является подача в кожух избыточного количества воздуха для полного сжигания смазок и масел, содержащихся в ломе. Избыток воздуха может подаваться в горелки, либо окружающий воздух может быть впущен под кожух. Однако при наличии избыточного количества воздуха происходит нежелательное окисление металла. Для того, чтобы избежать окисления, описываемые системы подогрева обычно работают в восстановительной атмосфере. Образующийся газ с высокой концентрацией несгоревших углеводородов в некоторых случаях выбрасывают в атмосферу. В других процессах газы, выходящие из печи, перед выбросом в атмосферу подают для очистки в дожигатели.
Еще одним недостатком системы подогрева в кожухе является неравномерный подогрев металлолома. Толщина слоя лома может изменяться по длине транспортера. Кроме того, поскольку горелки расположены на некотором расстоянии друг от друга, лом, расположенный непосредственно под горелками, будет нагреваться сильнее, чем сырье, находящееся в промежутках между ними. Горелки наиболее сильно нагревают верхнюю поверхность лома. Боковые и нижняя часть сырья получают меньше энергии и в результате неравномерности нагрева находящиеся на этих частях загрязнения удаляются в меньшей степени.
В боковых стенках кожуха имеется удлиненная камера сгорания и каналы, расположенные между камерой сгорания и внутренней частью кожуха. С помощью вентилятора несгоревшие углеводороды из внутренней части кожуха по каналам засасываются в камеру сгорания. В пространство между транспортером и боковыми стенками кожуха подается воздух, который по боковым каналам также поступает в камеру сгорания, где происходит полное сгорание углеводородов, позволяющее уменьшить загрязнение окружающей атмосферы. Длина кожуха с расположенными на нем горелками превышает протяженность металлолома, расположенного на транспортере.
В процессе работы транспортер периодически передвигается на небольшое расстояние, в результате чего происходит перемещение и перемешивание сырья. В процессе перемещения работают только те горелки, которые расположены над металлоломом. Сначала горелки дают окисляющее пламя, а после выгорания углеводородов, присутствующих в ломе, создается восстанавливающее пламя для того, чтобы предотвратить сильное окисление металла.
Электротермическая выплавка стали из металлолома обычно проводятся с помощью электродуговых печей. Однако в определенных случаях может быть применено и другое плавильное оборудование, например индукционные печи. Преимуществами электродуговой печи является возможность концентрации больших количеств энергии и, следовательно, высокая производительность, независимость от физических свойств подаваемого сырья (хотя эти свойства будут существенно влиять на расход энергии), а также возможность контроля за шлакообразованием. Однако эти печи имеют и ряд недостатков, в частности создают значительный шум в процессе плавки и сильные флуктуации в потребляемом напряжении, что приводит к необходимости большого числа линий электропередачи. Кроме того, наблюдаются значительные потери металла, обусловленные непосредственным действием электрической дуги на металлолом на стадии плавления и на расплавленную сталь на стадии рафинирования. Потери железа также связаны с образованием относительно большого количества шлака, имеющего значительное содержание железа. Электродуговая печь имеет также недостаточно высокий тепловой к. п. д. В качестве других недостатков можно отметить ионизацию в дуге и абсорбцию азота, присутствующего в газовой фазе, необходимость использования дорогостоящих графитовых электродов и ограниченную емкость печн, связанную с ограниченными размерами графитовых электродов. Помимо этого в процессе работы печи происходит сильный износ огнеупорной футеровки, обусловленный как сильными температурными воздействиями, так и механическими и химическими факторами.
Метод предназначен для устранения указанных выше недостатков при сохранении всех преимуществ, характерных для электродуговых печей. Целью процесса является улучшение расходных коэффициентов н технологических параметров, а также достижение наибольшей термической и металлургической эффективности используемой аппаратуры. Для устранения недостатков проводят непрерывное плавление металлолома в ванне, постоянно покрытой слоем шлака, причем нагрев производится с помощью электродов, погруженных в слой шлака.
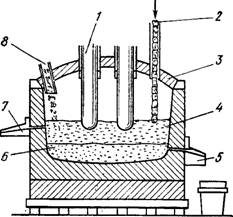
Схема аппарата для проведения такого процесса представлена на рис.3. Стационарная электродуговая печь нагревается с помощью электродов1, предпочтительно отожженных угольных электродов, например электродов Сёдерберга. В крышке печи 3 имеется устройство 8 для непрерывной подачи измельченного металлолома. Через устройство 2 в печь подаются крупные порции лома, в которых отдельные части соединены, например сваркой.
Внутри печи толстый слой шлака 4 постоянно покрывает расплав металла 6, причем электроды погружены в слой шлака 4. Отвод шлака производится через сливную трубу 7. Ниже расположена труба 5 для слива металла; место ее расположения зависит от минимальной толщины слоя шлака.
Применяемый метод предусматривает получение в печи непрерывного слоя шлака, имеющего определенную толщину и температуру, погружение электродов печи в шлаковый слой, предварительный подогрев подаваемого сырья до требуемой температуры и регулирование скорости подачи лома в соответствии со скоростью процесса.
Поскольку электроды погружены в слой шлака и не контактируют с подаваемым сырьем, то теплопередача от шлакового слоя к сырью осуществляется непрерывно, при прохождении металлолома через слой шлака. В результате этого удается избежать протекания химических реакций на поверхности раздела сырье - шлак и потерь тепла за счет излучения, а также обеспечить постоянное протекание процессов декарбонизации, десульфурацин и дефосфорации подаваемого сырья.
© 2009 База Рефератов