
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Разработка технологического процесса получения горячекатаного листа
Курсовая работа: Разработка технологического процесса получения горячекатаного листа
Федеральное агентство по науке и образованию
Пояснительная записка
к курсовому проекту
по дисциплине: «Технология процессов прокатки и волочения»
на тему:
«Разработка технологического процесса получения горячекатаного листа h=8-30 мм, b=1000-2000 из сталей 18Х12Н10Т, 09Г2С, 45, 3сп с использованием клети кварто- 2800»
Содержание
Введение
1. Анализ технологического процесса и оборудования стана трио-Лаута 2850
2. Анализ технологических схем производства толстого листа
3. Предлагаемая технологическая схема прокатки
4. Выбор оборудования прокатного стана
4.1 Рабочая клеть
4.2 Правильная машина
4.3 Ножници торцевой резки
5. Разработка технологии прокатки
6. Расчет режимов обжатий
7. Расчет энергосиловых параметров прокатки
8. Расчет элементов конструкции клети кварто «2800»
8.1 Расчет рабочего валка на прочность
8.2 Профилировка рабочих валков
8.3 Расчет на прочность станины клети кварто2800
9. Расчет производительности и технико-экономических показателей работы прокатного стана
10. Определение расхода энергоносителей, валков и вспомогательных материалов
11. Методы контроля и управления качеством продукции
Список использованной литературы
Введение
Целью данного проекта является реконструкции стана «2850» АМЗ с целью расширения сортамента, замена устаревшей ролико-правильной машины и торцевых гильотиновых ножниц на более современные и мощные.
Прокатка является основным видом обработки металлов давлением. Около 3/4 стали, выплавляемой на металлургических заводах, обрабатывается на прокатных станах и выпускается в виде готового проката: листов, сортовых профилей, труб. В отличие от других видов обработки металлов давлением (ковки, штамповки, прессования), деформация металла при прокатке осуществляется непрерывно-вращающимися валками, поэтому процесс прокатки является наиболее высокопроизводительным. Прокатные изделия - листы и полосы, различные сортовые профили и трубы - стали основными исходными продуктами в машиностроении, строительстве и других отраслях экономики.
1. Анализ технологического процесса и оборудования на стане трио- 2850
Стан «2850» был пущен в эксплуатацию в 1950 году. По составу оборудования и технологическому процессу он морально и физически устарел по отношению к числу лучших современных толстолистовых станов.
Все оборудование стана расположено в двух пролетах - на двух линиях прокатки. Схема расположения основного оборудования представлена на рис. 1.1
В состав стана входят три нагревательные методические печи, правильная роликовая машина, гильотинные ножницы для обрезки торцовых частей, двое ножниц для обрезки боковых кромок и карман для готовой продукции со сбрасывающим устройством [3].
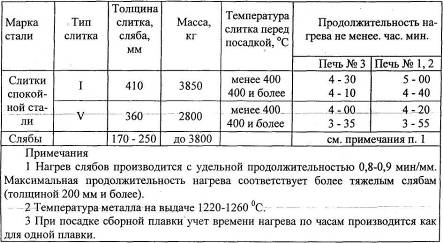
Исходной заготовкой для прокатки листов являются слитки и слябы. Основные размеры слитка I и V типа представлены на рис. 1.2 а, б.
На стане «2850» прокатываются листы толщиной от 8 до 50мм, шириной до 2000мм, длиной не более 15м в необразном виде и не более 8м в обрезном виде:
из углеродистой стали обыкновенного качества по ГОСТ 14637-89;
из конструкционной качественной стали по ГОСТ 1577-93;
из углеродистой стали для котлов и сосудов, работающих под давлением по ГОСТ 5520-79;
из низколегированной марки стали 09Г2С по ГОСТ 19281-89 толщиной от 12 до 100мм;
прокат стальной для судостроения, ГОСТ 5521-93 толщиной от 10 до30мм;
из других марок стали и сплавов по разовым заказам потребителей.
Анализ существующей технологии прокатки горячего листа на стане трио «2850» показывает, что оборудование морально и физически устарело и не отвечает современным требованиям производительности. Улучшения качества получаемой продукции и расширения марочного сортамента можно достигнуть за счет более современного оборудования.
Стан 2850 имеет ряд существенных недостатков, которые не должны допускаться при проектировании нового толстолистового стана.
К нагревательным печам слитки и слябы подают краном, который должен непрерывно обслуживать только печи. Печи не имеют достаточных посадочных стеллажей и удлиненного рольганга в сторону склада заготовки и не соединены между собой посадочным рольгангом. Таким образом, посадочная площадка у торцовой части каждой печи по существу представляет собой рольганг длиной лишь немного больше ширины печи. Это вынуждает постоянно обслуживать печи краном. Кран не может произвести запас слябов у посадочного стола, так как отсутствуют для этого площадки. Рассоединение посадочного рольганга обеих печей не позволяет осуществлять передачу металла от одной печи к другой; кран вынужден постоянно перемещаться над каждой печью, поскольку укладка слябов производится непрерывно. Такое положение противоречит и условиям безопасности труда: машинист крана работает в загазованной атмосфере и при высокой температуре, а обслуживающий персонал должен постоянно отходить от рабочего места как во время транспортировки краном металла, так и при последующем перемещении его к складу.
Не учтены габариты рабочих мест у торцевых частей печи, неудовлетворительно осуществлена вентиляция на этом участке. Все это снижает производительность труда.
Нагревательные печи имеют боковую выдачу нагретых слитков и слябов. Выдача производится специальными выталкивателями типа приводной тележки. Таким образом, процессы подачи и выдачи слитков и слябов из печи должны быть строго синхронизированы, в противном случае можно вывести из строя выталкиватель и даже разрушить стенку нагревательной печи.
Установленный на печах механизм для поворота слитков и способ транспортировки их по наклонному рольгангу в виде желоба не являются лучшим решением вопросов.
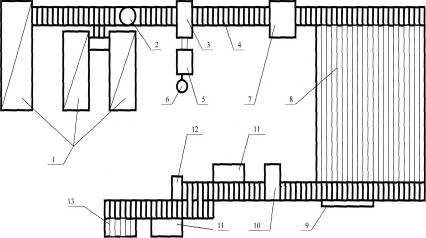
Рис. 1.1 Схема расположения основного оборудования на стане трио «2850»:
1-методические печи №1,2,3; 2-поворотный механизм; 3-прокатная клеть с подьемно-качающими столами; 4-рольганг; 5-шестеренная клеть; 6-электродвигатели; 7-правильная машина; 7-инспекторские столы №1,2; 9-разметочная машина; 10-гильотинные ножницы; 11-боковые ножницы; 12-клеймовочная машина; 13-листоукладчик.
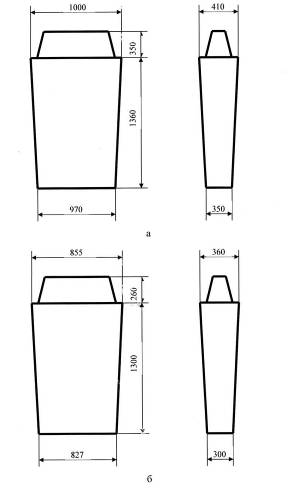
рис. 1.2 Основные размеры слитков: а- слиток 1-го типа, б- слиток 5-го типа.
Рабочая клеть стана "2850". Подъемно-качающиеся столы (далее ПКС) имеют большую массу, что приводит к использованию мощного и сложного оборудования. Затруднена настройка ПКС. ПКС имеют явно недостаточную длину, вследствие чего получается очень большой угол наклона относительно линии прокатки, особенно при прокатке по нижнему горизонту. Значительный уклон ПКС при подаче раската в клеть по нижнему горизонту часто приводит в первых проходах к произвольному скатыванию металла к валкам и захвату его до того, как раскат установлен в необходимое положение относительно валков.
Валки стана установлены на подшипниках скольжения. Материал подшипников- текстолит. Основным недостатком подшипников скольжения является их значительная упругая деформация и низкое допустимое удельное давление. Поэтому применение данного вида подшипников не может обеспечить необходимую точность прокатываемых профилей.
Стан «2850» не имеет систем автоматического регулирования толщины прокатываемых листов
Также рабочая клеть имеет малую жёсткость, а это сказывается на точности прокатки и на геометрии листа.
Листоправильная машина. Используемая листоправильная машина имеет 7 горизонтально расположенных роликов, диаметр ролика 360 мм. Данная листоправильная машина имеет низкую жесткость, что в свою очередь снижает качество и точность правки.
Ножницы торцевой резки. Для порезки торцевых кромок листа применяются ножницы гильотинного типа. Данный тип ножниц является крайне неудачным так как при порезке задней кромки, происходит изгиб заднего торца листа верхним ножом, по сечению лист получается "серповидным". Это приводит к затруднению при соединении торцов листов, а приводит к уменьшению стоимости продукции.
Участок по порезке сутунки находится во II пролете цеха, где сосредоточен основной комплекс оборудования и механизмов по разметке, порезке, клеймовке и складирования толстого листа. Также здесь находится участок по порезке толстого листа.
Вследствие этого на участке листоотделки постоянно загромождены проходы прокатанными листами и пакетами сутунки, что снижает в свою очередь темп порезки сутунки и толстого листа, а также ухудшает условие труда и технику безопасности рабочего и ремонтного персонала.
2. Анализ технологических схем производства толстого листа
Толстолистовые станы развиваются по пути изменения числа клетей от одно клетьевых к многоклетьевым- уменьшения толщины прокатываемых листов. Толстолистовые станы по числу клетей подразделяются на одно-, двух-, трех-, и четырехклетьевые.
Наибольшее распространение для прокатки толстолистовой стали получили двухклетьевые станы с расположением рабочих клетей друг за другом. Первая клеть является черновой, а вторая- чистовой.
Производительность таких станов больше производительности одноклетьевых. Листы получаются лучшего качества, так как чистовая клеть работает на подкате, очищенном от окалины в черновой клети. Кроме того, при прокатке листовой стали в черновой и чистовой клетях увеличивается продолжительность службы валков и, следовательно, уменьшается число их перевалок [2].
Рассмотрим существующие технологические схемы производства толстого листа из стали марки 18Х12Н10Т.
Одноклетьевой стан дуо «3500» (рис.2.1) предназначен для прокатки листов толщиной 12...120 мм, шириной 1200...3000 мм и длинной до 12000 мм из слитков массой 4,7...7,4 т. Валки диаметром 1200мм приводятся во вращение от двух электродвигателей мощностью 2680 кВт каждый через шестеренную клеть и редуктор.
Для нагрева слитков или подкатов установлены семь печей камерного типа с выдвижным подом, перед клетью расположен механический окалиноломатель. Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина.
Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями. Клещами крана горячий слиток подвозят к окалиносбивателю, который цепями снизу сбивает поверхностный слой окалины на нем. Затем слиток подают к клети и прокатывают при одновременном удалении окалины с его верхней поверхности.
Прокатку производят за несколько проходов по длине слитка для снятия конусности, затем в поперечном направлении до получения необходимой ширины. После этого прокатывают лист до конечной толщины только по длине раската. В первых двух-четырех проходах процесс прокатки для снятия конусности осуществляют при обжатиях по 20 мм. За один проход, при прокатке в поперечном направлении (10-16 проходов) за один проход обжимают лист на 13-15 мм, в остальных 20-25 проходах при продольной прокатке обжатия за один проход принимают в пределах 5-9 мм; последние два прохода стремятся осуществить при обжатиях не более 2-З мм, чтобы уменьшить разнотолщиность готового листа.
Полученный раскат поступает к гильотинным ножницам, которые осуществляют рез головной и донной частей листа. Далее в потоке раскат (толщиной до 60 мм) подвергают правке. После этого раскат поступает к дисковым ножницам, которые осуществляют рез кромок.
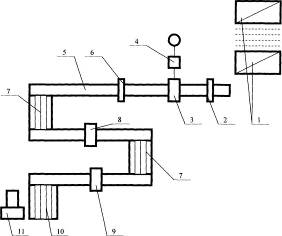
Рис.2.1. Схема расположения оборудования толстолистового стана «3500»: 1-нагревательные печи; 2- механический окалиноломатель; 3- прокатная клеть; 4- шестереная клеть; 5- рольганг; 6- ножницы поперечной резки; 7- шлепперы; 8-правильная машина; 9- дисковые ножницы; 10- карманы готовой продукции; 11- ножницы для порезки бракованных листов.
Наличие поверхностных и внутренних дефектов листа контролируют на складе готовой продукции при помощи ультразвукового дефектоскопа [4].
Основные недостатки стана «3500»: отсутствие рольганга между печами и окалиносбивателем; для порезки головной и донной части листа применяются гильотинные ножницы.
Трехклетьевой стан 2800 (рис.2.2) предназначен для прокатки листовой стали толщиной 8-100 мм, шириной 2500 мм и длиной до 20 м. исходным материалом являются слябы толщиной 125-250 мм, шириной 700-1600 мм, длинной 2500-6000 мм и массой до 12 т. Слябы нагреваются в трех трехзонных методических печах с торцевой посадкой и выдачей.
Стан имеет клеть с вертикальными валками диаметром 1000 мм, длинной бочки 700 мм, с нижним приводом от электродвигателя мощностью 850 кВт с числом оборотов 0-70-120 в минуту.
В качестве черновой клети применена дуо-реверсивная клеть с валками диаметром 1150 мм и длиной бочки 2800 мм. Каждый валок этой клети приводится во вращение от отдельного электродвигателя постоянного тока мощностью 2950 кВт с числом оборотов в минуту 0-30-60 со стороны входа и выхода клети установлены манипуляторы для правильной задачи раската в валки. Клеть также оборудована устройством для удаления окалины с поверхности прокатываемой полосы водой под давлением (гидросбив).
Чистовая клеть стана «2800» является универсальной клетью кварто. С передней стороны клети имеются два вертикальных валка для обработки боковых кромок, что снижает отходы при обрезке боковых кромок прокатных листов. Размеры горизонтальных валков: диаметр рабочих 800 мм, опорных 1400 мм, длина бочки 2800 мм. Рабочие валки приводятся во вращение от электродвигателя постоянного тока мощностью 7360 кВт, числом оборотов в минуту 0-80-160 через зубчатую муфту удлиненного типа, шестеренную клеть и универсальные шпиндели.
Валки вращаются в роликовых конических подшипниках. Верхний рабочий и верхний опорный валки уравновешиваются гидравлическими плунжерами, расположенными в подушках валков. Размеры вертикальных валков: диаметр 700мм, длина бочки 1500 мм. Они приводятся во вращение от двух вертикальных электродвигателей мощностью 200 кВт каждый через цилиндрический редуктор. Валки смонтированы в роликовых подшипниках, расположенных в каретках, которые передвигаются при помощи нажимных механизмов.
Технологический процесс прокатки стали 18Х12Н10Т на трех клетьевом стане 2800 следующий. Слитки или слябы, поступающие на склад, осматривают и подвергают огневой зачистке для удаления поверхностных дефектов. Затем они поступают в нагревательные печи, в которых их укладывают в определенном порядке в соответствии с размерами печи. Нагретые слябы подают к первой клети, где осуществляют их обжатие в поперечном направлении. Величину обжатия принимают из расчета нарушения сплошности окалины, которую здесь же удаляют с помощью гидросбива. Кроме разрушения и удаления окалины, в первой клети задают ширину сляба с таким расчетом, чтобы при прокатке его во второй клети в поперечном направлении ширина готового листа была бы обеспечена без больших отклонений от нужного размера. Периодическая прокатка раската с обжатием в вертикальных валках обеспечивает получение хорошей кромки. Во второй клети первоначально осуществляют поперечную прокатку сляба (3-5 проходов) до получения номинальной ширины листа плюс припуск (120-160) на обрезку кромок. Затем раскат поворачивают в горизонтальной плоскости на 90° с помощью поворотного рольганга, центрируют манипуляторами линейками и задают в валки этой клети для прокатки листа только в поперечном направлении.
После чистовой универсальной клети готовые листы поступают к машине горячей правки. Отсюда с помощью шлепперов и двух секционных стеллажей, оборудованных транспортерными цепями роликового типа, листы передают на другую линию потока металла. В начале второй линии установлены инспекторские столы, где происходит процесс охлаждения и контроля качества прокатанного листа. Инспекторский стол оборудован кантователем листов, осуществляющим его поворот на 180° в вертикальной плоскости. На линии рольганга установлены разметочный стол и гильотинные ножницы с манипуляторами для поперечной резки листа. Затем толстолистовую сталь на дисковых ножницах продольной резки режут на окончательные размеры и передают на склад готовой продукции для последующей термообработки [2].
Основной недостаток рассмотренной схемы прокатки листа заключаются в том, что для порезки листа применяются ножницы гильотинного типа.
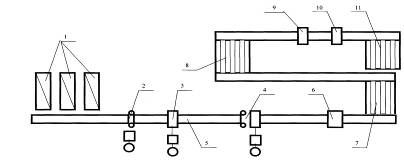
Рис.2.2 План расположения оборудования трехклетьевого толстолистового стана «2800»:
1- нагревательные печи; 2- клеть с вертикальными валками; 3- черновая двухвалковая реверсивная клеть; 4- чистовая универсальная четырехвалковая клеть; 5- рольганг; 6- правильная машина; 7- шлеппер; 8- кантователь; 9- ножницы с наклонными ножами; 10- дисковые ножницы; 11- листоукладчик.
3. Предлагаемая технологическая схема прокатки
Предлагаемая технологическая схема прокатки листа 17x2100 мм из стали 18Х12Н10Т в условиях ЛПЦ-1 ОАО «АМЗ», аналогична схеме прокатки, описанной в пункте 1 (рис. 1.1). Выбранная схема прокатки отличается тем, что вместо нереверсивного трехвалкового стана «2850» будет установлен четырехвалковыи реверсивный стан «2800», на котором можно осуществлять прокатку более широкого числа марок сталей и профилеразмеров.
Операция нагрева остается без изменения, а процессы правки и порезки листов после прокатки на стане 2800 будут производить на более современных и производительных агрегатах, в отличие от существующих на стане 2850.
Для увеличения производительности по выпуску сутунки, а также для повышения безопасности труда на участке листоотделки, необходимо перенести участок по порезке сутунки в IV пролет цеха.
4. Выбор оборудования прокатного стана
4.1 Рабочая клеть
Для реконструкции стана «2850» выбираем оборудование с учетом расширения марочного сортамента и повышения качества готового проката.
Предлагается заменить стан трио «2850» горячей прокатки станом кварто «2800», который включает в себя энджерную и рабочую клети. Предлагаемый стан «2800» обладает характеристиками, приведенными в табл. 4.1.
Основные характеристики стана «2800» Таблица 4.1
| Наименование | Условное | Значение |
| обозначение | ||
| Длина бочки | мм | 2800 |
| Диаметр опорных валков | мм | 1800 |
| Диаметр шейки опорного валка | мм | 1200 |
| Длина шейки опорного валка | мм | 1620 |
| Диаметр рабочих валков | мм | 1000 |
| Диаметр шейки рабочего валка | мм | 670 |
| Длина шейки рабочего валка | мм | 900 |
| Максимальное давление | ||
| металла на валки | мн | 154 |
Прокатные валки приводятся во вращение со скоростью 0-40-80 об/мин через шестеренную клеть с передаточным числом 5 от электродвигателя мощностью 7360 кВт и числом оборотов 0-200-400 об/мин.
Рабочие валки двухслойные чугунные с отбеленным слоем, с твердостью по Шору 70 единиц. Опорные валки из стали 9ХФ с твердостью по Шору 45 единиц. Материал и технические характеристики валков должны соответствовать ОСТ 24.0П.04-90Е и ТУ 14-120-28-93.
Валки стана установлены на четырехрядных ролико-подшипниках. Смазка шеек валков производится густой смазкой П-28 от автоматической станции.
Уравновешивание валков гидравлическое при помощи восьми цилиндров, расположенных в подушках нижних валков и работающих на распор подушек. Рабочей жидкостью является масло-водяная эмульсия.
Рабочая клеть оборудована нажимным механизмом комбинированного гидромеханического типа [5].
4.2 Правильная машина
Используемая листоправильная машина имеет 7 горизонтально расположенных роликов, диаметр ролика 360 мм. Данная листоправильная машина имеет низкую жесткость, что в свою очередь снижает качество и точность правки.
Предлагается заменить существующую листоправильную машину на 7-роликовую листоправильную машину конструкции УЗТМ(рис.4.1)
Машина предназначена для горячей правки толстых листов ширина до 2600 мм и толщиной в до 50 мм.
В машине предусмотрено пять приводных рабочих роликов 2 диаметром 400 мм(два средний вверху и три внизу): верхние крайние ролики 4 диаметром 450 мм неприводные и предназначены для правильного направления металла и устранения общей кривизны выходного листа; эти ролики перемещаются независимо в вертикальном направлении при помощи нажимных винтов. Для уменьшения прогиба рабочих роликов к ним предварительно прижимают опорные ролики 3 диаметром 650 мм. Верхние ролики смонтированы в верхней подвижной траверсе 1; нижние - в нижней траверсе 5, опирающейся на фундамент. В нижней траверсе по углам смонтированы четыре жесткие колонны 6 диаметром 320мм.
Для установки необходимого раствора между рабочими роликами верхняя траверса с роликами перемещается параллельно по вертикали при помощи червячных передач 7, установленных на концах колонн и приводимых от электродвигателя 8 мощностью 220 кВт, скорость перемещения 20мм/сек.
Рабочие ролики приводятся в движение пятью универсальными шпинделями, соединенными с комбинированным редуктором-шестеренной клетью. Скорость правки составляет 0,4...0,8 м/с[6].
Определение усилий на ролики при правке листа [7].
Контактное напряжение на роликах:
![]() (4.1)
(4.1)
где b - ширина листа, мм;
R - радиус ролика, мм;
Е - модуль упругости материала валка;
![]() - предел текучести материала
листа, подвергаемого правке, МПа;
- предел текучести материала
листа, подвергаемого правке, МПа;
Р - максимальное давление на ролик, кН.
![]() (4.2)
(4.2)
Р =2,478МН.
Мощность и крутящий момент на всех роликах (кроме первого и последнего, которые не изгибают полосу) при правке полосы со скоростью v можно определять по формулам:
![]() (4.3)
(4.3)
![]()
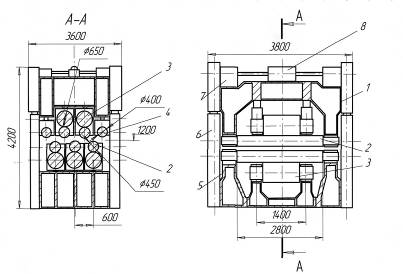
Рис.4.1 Листоправильная 7-роликовая машина 50х2600мм для горячей правки толстых листов:
1- верхняя траверса; 2- рабочий ролик; 3- опорный ролик; 5- нижняя траверса; 4- крайний не приводной ролик; 6- жесткая
колонна; 7- червячный редуктор; 8- электродвигатель.
![]() (4.4)
(4.4)
где ![]() - результирующий (суммарный) коэффициент
пластической деформации при правке полосы
- результирующий (суммарный) коэффициент
пластической деформации при правке полосы
![]() , (4.5)
, (4.5)
здесь ![]() - коэффициент проникновения
пластической деформации под вторым роликом.
- коэффициент проникновения
пластической деформации под вторым роликом.
![]()
При определении электродвигателя для привода правильной машины,
кроме мощности деформации пластического изгиба (формула 4.4), необходимо учесть
потери мощности на трение в подшипниках ![]() и мощность трения качения роликов
по полосе
и мощность трения качения роликов
по полосе ![]() для
п роликов, а также
для
п роликов, а также ![]() к.п.д. редуктора шестеренной клети,
имеющихся в линии привода машины:
к.п.д. редуктора шестеренной клети,
имеющихся в линии привода машины:
![]() . (4.6)
. (4.6)
Потерь мощности на трение в подшипниках всех n рабочих роликов:
![]() (4.7)
(4.7)
![]() =87,3 кВт;
=87,3 кВт;
где ![]() - коэффициент трения в
подшипниковых опорах роликов; для роликовых подшипников
- коэффициент трения в
подшипниковых опорах роликов; для роликовых подшипников ![]() =0,005;
=0,005;
d — диаметр трения в подшипниковых опорах;
![]() - угловая скорость вращения
роликов.
- угловая скорость вращения
роликов.
Мощность трения качения роликов по полосе:
![]() , (4.8)
, (4.8)
![]()
где ![]() - коэффициент трения качения; с учетом
возможного
- коэффициент трения качения; с учетом
возможного
проскальзывания между роликами и полосой следует принимать ![]() =0,8... 1 мм
для стальной полосы.
=0,8... 1 мм
для стальной полосы.
![]()
Вывод: тип данной правильной машины для правки листа толщиной от 8 до 50 мм и шириной до 2600 мм полностью подходит для проектируемого стана.
4.3Ножницы торцевой резки
Рекомендуется заменить гильотинные ножницы на ножницы с катящимся резом для поперечной резки листового проката конструкции ОАО "КО ВНИИМЕТМАШ" (Россия, Санкт-Петербург) (рис.4.2).
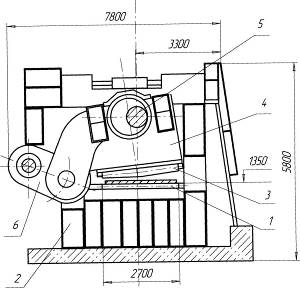
Рис.4.2. Ножницы бесшатунные однокривошипные с катящимся резом 1 - нижний нож; 2- станина; 3- верхний нож; 4- суппорт; 5- ксцентриковый вал; 6- коромысло.
Высокое качество резки без деформации кромок листа обеспечивается незначительным изменением малого угла резания и минимальным (постоянным) перекрытием ножей на всей длине реза.
Привод верхнего ножа осуществляется одним кривошипным валом на подшипниках качения. Привод кривошипного вала выполнен реверсивным. В процессе работы ножниц каждый рез происходит в направлении, противоположном предыдущему, это позволяет уменьшить величину холостого хода и тем самым, снизить устанавливаемую мощность привода на 15-29% и повысить экономию электроэнергии.
Основные характеристики ножниц приведены в табл. 4.2
Основные характеристики ножниц Таблица 4.2
| Наименование | Условное | Значение |
| обозначение | ||
| Разрезаемый лист: | ||
| толщина | мм | 4...50 |
| ширина | мм | до2500 |
| Усилие резания | кН | 9000 |
| Число ходов в минуту | 15 | |
| Угол резания | град | 2,67...3,0 |
| Мощность привода | кВт | 2x400 |
| Температура резки | °С | <700 |
Для измерения длины отрезаемых листов и их точной остановки, ножницы оснащены системой безупорного останова.
5. Разработка технологии прокатки
Основной заготовкой для производства листа марки 18Х12Н10Т размером 17x2020 являются слябы и слитки (рис. 1.2 а, б.).
Слитки поставляются открытыми вагонами МПС в сопровождении отвесной, где указывается номер плавки, марка стали по ГОСТ 380-94, количество и тип слитков, химический анализ стали, количество неполноценных слитков (недоливки, слитки с поясами и т. д.).
Слитки маркируются светлой краской, маркировка содержит номер плавки, марку стали.
Слябы поставляются открытыми вагонами МПС в сопровождении железнодорожной накладной с других заводов.
Порезка слябов на заготовки производится в соответствии с наряд -заданием. Каждая заготовка маркируется номером плавки и маркой стали.
Нагрев металла перед прокаткой
Посадка слитков или слябов в нагревательные печи производится поплавочно в соответствии с нарядом. Контролёр ОТК следит за правильностью учёта всада слитков, времени посадки. За время посадки принимается время захода металла под заслонку печи. Перед посадкой в нагревательные печи все слитки очищаются от грязи и мусора метлой или воздухом. Разделение плавок при посадке производится наложением металлической переложки на первый слиток плавки в каждом ряду. Проталкивание слитков производится после правильной укладки их на посадочной площадке.
Нагревательные печи № 1и 2 - методические, двухрядные, трехзонные, с нижним подогревом, с торцевой загрузкой и боковой выдачей;
полезная площадь пода, кв. м. -97,4;
длина активного пода, м. -28,0;
количество горелок, шт.-11.
Нагревательная печь № 3 - методическая, двухрядная, пятизонная, с торцевой загрузкой и боковой выдачей;
полезная площадь пода печи, кв. м. -120;
длина активного пода, м. -34,5;
количество горелок, шт -13.
Режим нагрева:
Топливо: смесь воздуха и природного газа.
Температурный режим печей и время нагрева представлены в табл. 5.1, 5.2, 5.3.
Таблица 5.1
Температурный режим по зонам при работе на природном газе
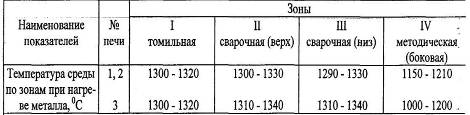
Таблица 5.2
Температурный режим по зонам при работе на мазуте
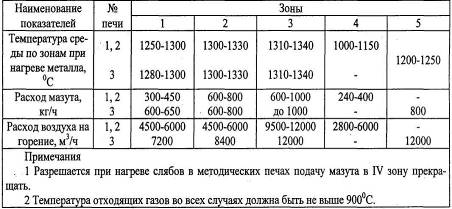
Таблица5.3
Продолжительность нагрева слитков и слябов
Продвижение металла в печи производится однорядными реечными толкателями с усилием 200 тонн. Выдача слитков осуществляется выталкивателем с усилием 12 тонн.
Контроль теплового режима печей осуществляется радиационными пирометрами ТЕРА-50 и электронными потенциометрами КСПЭ-П, предел измерения от 700С до 1500 С, цена деления 20 С. Давление в печи контролируется тягонапорометром ТММП-12, предел измерения от 0-0,6 кПа (0 до 60 кгс/м), цена деления 10 Па -1,0 кгс/м) и напорометром НБП-52, предел измерения от 0 до 1 кПа, цена деления 0,1 кПа [3].
Прокатка листов
После нагрева слитки или слябы выдают на поворотный стол, расположенный между печами, а далее транспортируют на приводной рольганг, подающий металл непосредственно к прокатной клети. Поступившие слитки после снятия конусности раскатывают до получения необходимой ширины, а затем в длину.
Температура начала прокатки определяется после удаления окалины, т. е. после второго - шестого пропуска и должна быть не менее 1150 °С. Непрогретые, а также остывшие слитки к прокатке не допускаются. Температурой конца прокатки считается температура в последнем пропуске перед проглаживанием [2]. Для предупреждения образования царапин на нижней стороне листов проводки рабочих валков должны быть подобраны по высоте. Все неровности проводок обязательно зачищаются наждачным камнем.
В процессе прокатки валки непрерывно охлаждаются водой. Количество подаваемой воды должно регулироваться старшим вальцовщиком в зависимости от темпа прокатки и длины листов. Очистка поверхности раската от окалины производится в процессе прокатки гидросбивом с задней стороны рабочей клети.
Прокатка листов ведется по следующей схеме: первые 2-4 прохода предназначены для снятия конусности и уплотнения литой структуры, затем раскат задается в валки под углом 90 градусов и прокатывается таким образом до получения необходимой ширины будущего листа. После получения нужной ширины прокатка ведется вдоль прокатной оси. При этом положение раската периодически фиксируется линейками. Поворот раската в горизонтальной плоскости на столах производится при помощи конических роликов [4].
Отделка листов
Настройка правильной машины на каждую толщину листа производится по циферблату. Загнутые концы листов перед задачей в машину должны выправляться. Во избежание образования вмятин при правке, не допускается задача в машину листов с загрязнённой поверхностью.
После правки листы охлаждаются на инспекторских столах поштучно. Охлаждение листов осуществляется вентиляторным воздухом. Ширина первой секции инспекторских столов 12м. Ширина второй секции инспекторских столов 18м. После охлаждения контролёр ОТК производит осмотр листов с обеих сторон, замеряет толщину листов с учётом температурной усадки и отмечает дефектные места.
Разметка листов производится на разметочной машине согласно заказу с учётом температурной усадки металла. При разметке листов правая кромка размечается, а величина обрези с левой кромки определяется периодически проверкой ширины необрезного листа:
![]() ход тележки разметочной машины- 16
м;
ход тележки разметочной машины- 16
м;
![]() ход линейки - 1800 мм;
ход линейки - 1800 мм;
![]() скорость тележки -0,5м/с.
скорость тележки -0,5м/с.
Торцевая обрезь листов, прокатанных из слябов, определяется из условия полного удаления заката. Определение механических свойств металлопроката производится неразрушающим методом контроля на листах по ТИ 123-1 П. ГЛ-5-95 или испытанием образцов в условиях ЦЗЛ. Не допускается отбор проб от листов с наличием дефектов поверхности: пузыри, плен, рисок, вмятин, вкатов посторонних предметов [3].
Каждый лист клеймится на клеймовочной машине. Маркировка наносится на расстоянии не более 200мм от конца листа. Знак маркировки включает:
товарный знак изготовителя;
![]() номер бригады;
номер бригады;
![]() марку стали;
марку стали;
![]() номер плавки;
номер плавки;
![]() номер партии;
номер партии;
![]() толщину листа;
толщину листа;
![]() знак ТМ (поставка по
теоретической массе).
знак ТМ (поставка по
теоретической массе).
Порезка сутунки
После листоотделки листы транспортируются на передаточной тележке на участок порезки сутунки расположенный в IV пролете цеха.
На гидравлических ножницах листы режутся на карточки заданного размера и складываются в пакеты (в нашем случае 17x260x1010мм). Масса пакета не должна превышать 3т.
Мерная сутунка поступает в пакетирующее устройство где происходит обвязка и маркировка сутунки.
Готовый пакет поступает при помощи электромагнитного крана на склад готовой продукции, где происходит взвешивание пакетов. После приемки продукции ОТК и оформления сопроводительных документов пакеты отгружаются в листопрокатный цех №2.
Требования к заготовке и готовому прокату
Химический состав стали 18Х12Н10Т,% (ГОСТ5632-72) приведен в табл. 5.4
Таблица 5.4
Химический состав стали 18Х12Н10Т
| Элемент | С | Si | Мп | Сг | Ni | Си | Р | S | N | As |
| % | 0,10- | 0,6- | 1,9- | 17,0- | 0,9- | не более | ||||
| 0,12 | 0,8 | 2,0 | 19,0 | 1,0 | 0,3 | 0,08 | 0,04 | 0,008 | 0,08 | |
Сталь 18Х12Н10Т относится к аустенитной нержавеющей стали, обладает низким пределом текучести (205 Н\мм2), умеренной прочностью, высокой пластичностью и хорошей коррозионной стойкостью в кислых средах [8].
Качество готового проката принимается по ГОСТ 19903-74 (геометрическое соответствие листов), ГОСТ 26877-91 (планшетность листов, их волнистость и коробоватость), ГОСТ 65007-90 (замеры по толщине с допусками), ГОСТ 166-89 (замеры трещин и волосовин щупом их глубины). При приемке слитков и готового проката должны отсутствовать следующие дефекты, которые приведены в табл. 5.5.
Таблица 5.5
Основные дефекты исходной заготовки и готовой продукции
| Дефекты заготовки | Дефекты готовой продукции |
| 11.трещины (продольные и | 1.пережег (дефект нагрева) |
| поперечные); | 2.вкат; |
| 2.плены (образуются при отливке | З.карабоватость листа; |
| слитка); | 4.риска; |
| 3.песочины; | 5.волосовина; |
| 4.пузыри - вздутия; | 6.отпечаток; |
| 5.рванины (по кромкам); | 7.заусенец (не более 2 мм); |
| 6. шамот; | 8.зуб (не более 2 мм); |
| 7.расслой; | 9.гармошка. |
| 8.пояс; | |
| 9.увеличенной прибыли; | |
| 10.путец. |
После прокатки готовый лист режется на карточки имеющие размеры 17x260x1010 мм.
6. Расчет режимов обжатий
В ряде случаев при расчете обжатий на станах всех типов, прокатывающих слитки или слябы, в качестве отправного критерия приходится принимать прочность валков. Это особенно относится к станам прокатывающим толстолистовую сталь и снабженным электродвигателями, как правило с достаточно высокой мощностью, что определяет большие возможности для осуществления высоких обжатий. Однако прочность прокатных валков ограничивает эти возможности.
Для четырех валковых клетей для расчета обжатий принимают условие прочности бочки опорных валков [9].
Если принять общий допускаемый износ валков равным 10%, то расчетный диаметр опорного валка составит:
![]() (6.1)
(6.1)
![]()
Взяв за основу диаметр валков, примем условие равнопрочности бочки и шейки валков. Величина абсолютного обжатия будет равна:
 (6.2)
(6.2)
где ![]() - допускаемое напряжение на изгиб;
- допускаемое напряжение на изгиб;
![]() - диаметр рабочих валков;
- диаметр рабочих валков;
![]() - ширина раската;
- ширина раската;
![]() - длина бочки валка;
- длина бочки валка;
![]() -
длина шейки валка;
-
длина шейки валка;
![]() - удельное давление.
- удельное давление.
Опорные валки изготовлены из чугуна и имеют отбеленный слой глубиной 15—25 мм Химический состав чугуна: 2,9—3,2% С, 0,4—0,55% Si; 0,25—0,45 Мп, 0,55% Р, по 0,1 % S и Сг, 0,7%. Твердость по Шору составляет 70 единиц.
В качестве отправных данных примем размеры готового профиля 17х2020 мм; исходной заготовкой является слиток толщиной 410 мм, шириной 1000 мм, длина 1700 мм и массой 3850 кг.
Для чугунных валков принимаем допускаемое напряжение на изгиб ![]() =80 МПа.
=80 МПа.![]()
Определение максимального обжатия по приведенному уравнению затруднено, так как в знаменатель входит величина удельного давления, которое в свою очередь зависит от обжатия.
Поэтому определение максимального обжатия, основанного на прочности валков, может сводится к двум вариантам: или предварительно задаются средней величиной удельного давления, согласно практическим данным, или задаются условной величиной обжатия, а по ней находят удельное давление, которое затем корректируют. Последний вариант несколько сложнее и требует двойных расчетов, но он дает более точные результаты.
Принимаем среднее значение удельного давления отдельно для прокатки поперек и вдоль с учетом толщины раската. Практическое значение средних удельных давлений для толстолистовых станов при нормальной температуре прокатки и толщине прокатываемой полосы 60... 150 мм можно принять в пределах 55...80 МПа, для меньших толщин 80... 120 МПа.[7]
Для получения заданной ширины готового листа необходимо осуществить прокатку слитка в поперечном направлении.
При этом общий коэффициент высотной деформации слитка:
![]() (6.3)
(6.3)
![]()
где ![]() - начальная толщина заготовки;
- начальная толщина заготовки;
![]() - конечная толщина в поперечном
направлении.
- конечная толщина в поперечном
направлении.
Тогда конечная толщина раската в поперечном направлении до получения необходимой ширины равна:
![]() (6.4)
(6.4)
![]()
Общее обжатие при этом составит
![]() , (6.5)
, (6.5)
![]() =410-186=224 мм.
=410-186=224 мм.
После этого раскат поворачивается на 90 ° в горизонтальной плоскости, и дальнейшая прокатка производится в продольном направлении до h=17 мм. и общее обжатие при этом составит:
![]() 224-17=207 мм.
224-17=207 мм.
Определим предельную величину обжатия за один проход в продольном направлении при снятии конусности слитка. Для расчетов принимаем удельное давление p=60 МПа [11]:

Рассчитаем максимальную величину обжатия после разворота слитка на 90°,для разбивки ширины. Удельное давление при прокатке в поперечном направлении р=60 МПа [11]:

Теперь определим возможные обжатия при прокатке раската в продольном направлении, когда толщина раската будет изменятся от 186 мм до 17мм. В продольном направлении, при р= 120 МПа [11]:

По приведенному методу расчета обжатий, следует сделать дополнительные замечания. Если режимы обжатий на листовом стане определять, исходя из минимальных диаметров валков, и эти схемы считать постоянными во всех случаях, то такой подход к работе стана и эксплуатации его оборудования будет не верен, на практике приходится иметь несколько таблиц, отвечающих разным величинам переточек. Для определенных диаметров валков и рассчитывают величины обжатий, составляют таблицы и схемы обжатий. Вместо таблиц можно пользоваться графиками, на которых каждому диапазону диаметров валков отвечает определенная кривая изменения величин обжатий по проходам.
![]()
где ![]() ,
,![]() -толщина раската до и после
обжатия.
-толщина раската до и после
обжатия.
Если принять общий допускаемый износ валков равным 10%, то расчетный диаметр рабочих валков составит
![]() (7.1)
(7.1)
![]() =900мм.
=900мм.
Найдем окружную скорость валков по формуле [10]
![]() (7.2)
(7.2) ![]()
Найдем длину дуги захвата металла валками по формуле [10]
![]() (7.3)
(7.3)
![]()
где ![]() абсолютное обжатие.
абсолютное обжатие.
![]()
Определим угол захвата полосы [10]
![]()
![]()
Определим уширение по формуле А.П. Чекмарева [10]
 (7.5)
(7.5)
где![]() -уширение полосы;
-уширение полосы;
при ![]()
при ![]()
![]()
Определим ширину полосу на выходе: [10]
![]()
![]()
Для определения длины полосы найдем коэффициент вытяжки. Так как при прокатки уширение полосы незначительно, то можно воспользоваться формулой [10]
![]() (7.7)
(7.7)
![]()
![]()
![]()
Для определение коэффициента трения при прокатке воспользуемся формулой С. Экелундра с поправками Б.М. Бахтинова.
Определим f при прокатке в чугунных валках
![]() (7.9)
(7.9)
где: ![]() -значение коэффициента зависит от
материала валков (Кр=0,8 для чугунных валков) [9]
-значение коэффициента зависит от
материала валков (Кр=0,8 для чугунных валков) [9]
![]() =0,95.
=0,95.
Значение ![]() - коэффициента, учитывающий
влияние скорости валков (скорости прокатки) на коэффициент трения, принимаем
согласно табл.24 [10]
- коэффициента, учитывающий
влияние скорости валков (скорости прокатки) на коэффициент трения, принимаем
согласно табл.24 [10]
![]()
![]()
Падение температуры металла при прокатке происходит из-за потерь тепла в результате излучения, отдачи тепла конвекцией воздуху, омывающему полосу, потерь с охлаждающей водой, теплоотдачи валкам.
При прокатке выделяется тепло, пропорциональное работе, затрачиваемой на деформацию.
Находим температуру раската в каждом проходе по формуле В. А. Тягунова
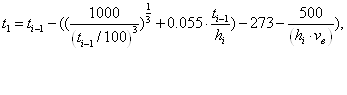 (7.10)
(7.10)
![]()
где t — температура в анализируемом проходе, °С;
to - температура в предыдущем проходе, °С;
h - толщина прокатываемой полосы в предыдущем проходе, мм;
z - время прохода с последующей паузой, сек.
Находим степень деформации
![]() (7.11)
(7.11)
![]()
Логарифмическая степень деформации
![]() (7.12)
(7.12)
![]()
Определим количество проходов:

Где n – число проходов;
![]() суммарная вытяжка;
суммарная вытяжка;
![]() средняя вытяжка.
средняя вытяжка.
![]()
Так как стан реверсивный число проходов должно быть нечетным, принимаем число проходов n=25.
7. Расчет энергосиловых параметров
Произведем расчет энергосиловых параметров (ЭСП) для 3-го прохода, так как в первых двух проходах происходит снятие конусности слитка.
Среднюю скорость деформации рассчитываем по формуле А. И. Целикова
 (7.13)
(7.13)
![]()
Находим сопротивление деформации по методике кафедры прокатки ЮУрГУ:
![]()
![]()
где kj - термомеханические коэффициенты, определяемые для каждой
марки стали экспериментальны, для стали 18Х12Н10Т ![]() =189,2 МПа.[12].
=189,2 МПа.[12].
Коэффициент напряженного состояния ![]() определяется по методике Бровмана
М. Я. [1]
определяется по методике Бровмана
М. Я. [1]
 (7.15)
(7.15)
где ![]() - фактор формы;
- фактор формы;
m=0,37,
![]()
![]() - средняя высота в
очаге деформации, мм
- средняя высота в
очаге деформации, мм
![]() (7.16)
(7.16)
![]()
Расчет среднего удельного давления металла на валки выполняем по выражению
![]() (7.17)
(7.17)
![]()
Находим горизонтальную проекцию площади контакта металла с валками:
![]() (7.18)
(7.18)
![]()
где ![]() - средняя ширина металла в очаге
деформации,
- средняя ширина металла в очаге
деформации,
![]() (7.19)
(7.19)
![]()
Определяем усилие прокатки:
![]() (7.20)
(7.20)
![]()
Находим момент на валках:
![]() (7.21)
(7.21)
![]()
![]()
 (7.22)
(7.22)
![]()
Максимальный крутящий момент на валу электродвигателя:
![]() (7.23)
(7.23)
Где ![]() - статический момент;
- статический момент;
![]() - динамический момент;
- динамический момент;
![]() момент холостого хода.
момент холостого хода.
Момент трения в подшипниках валков
![]() (7.24)
(7.24)
где ![]() - коэффициент трения в подшипниках
валков, принимаемый для подшипников с коническими роликами равным 0,004,
жидкостного трения -0,003, скольжения с бронзовыми вкладышами - 0,07...0,1 то
же с текстолитовыми вкладышами - 0,01...0,02;
- коэффициент трения в подшипниках
валков, принимаемый для подшипников с коническими роликами равным 0,004,
жидкостного трения -0,003, скольжения с бронзовыми вкладышами - 0,07...0,1 то
же с текстолитовыми вкладышами - 0,01...0,02;
![]() - диаметр шейки валков.
- диаметр шейки валков.
![]()
![]()
КПД главной линии стана определяется потерями в шпинделях с
муфтами и можно принять ![]() =0,9
=0,9
![]() (7.25)
(7.25)
![]()
Момент холостого хода необходимый для привода главной линии прокатного стана во время паузы принимаем равным:
![]() (7.26)
(7.26)
![]() (7.27)
(7.27)
![]()
![]()
Мощность на валу двигателя
![]() (7.28)
(7.28)
![]()
Расчёт ЭСП с использованием ЭВМ Расчет энергосиловых параметров прокатки в последующих проходах был выполнен по представленному выше алгоритму на ЭВМ с использованием программы электронные таблицы (Excel).
Результаты расчетов приведены в табл. 7.1. Диаграммы распределения относительного обжатия по проходам, изменения температуры, давления металла на валки, момента прокатки представлены в приложениях 1,2,3 и 4 соответственно.
Анализируя полученные данные, можно сделать вывод, что при прокатке стали 12Х18Н10Т с назначенными обжатиями, энергосиловые параметры не превышают критических значений.
Таблица 7.1
Энергосиловые параметры прокатки слитка ![]() мм из стали
18Х12Н10Т
мм из стали
18Х12Н10Т
| № прохода |
P, MH. |
MB, kHм. |
Nдв. kBт. |
| 1 | 2 | 3 | 4 |
| 1 | 9,51 | 113,9 | 2673,4 |
| 2 | 9,87 | 118,1 | 2765,1 |
| 3 | 10,28 | 122,8 | 2867,5 |
| 4 | 11,24 | 133,9 | 3110,8 |
| 5 | 11,02 | 119,9 | 2854,4 |
| 6 | 12,53 | 136,0 | 3213,3 |
| 7 | 14,45 | 156,4 | 3665,9 |
| 8 | 15,72 | 162,9 | 3843,0 |
| 9 | 17,79 | 179,7 | 4242,4 |
| 10 | 19,48 | 187,1 | 4457,7 |
| 11 | 19,89 | 180,8 | 4367,5 |
| 12 | 20,90 | 188,8 | 4558,1 |
| 13 | 22,12 | 198,3 | 4786,1 |
| 14 | 21,45 | 180,0 | 4432,2 |
| 15 | 20,80 | 162,0 | 4085,0 |
| 16 | 20,20 | 144,4 | 3746,2 |
| 17 | 19,45 | 12507 | 3381,4 |
| 18 | 18,19 | 104,3 | 2943,0 |
| 19 | 15,91 | 78,6 | 2378,7 |
| 20 | 12,09 | 49,0 | 1666,6 |
| 21 | 10,15 | 35,6 | 1335,7 |
| 22 | 7,45 | 21,6 | 953,5 |
| 23 | 8,17 | 23,4 | 1022,5 |
| 24 | 4,53 | 9,4 | 593,0 |
| 25 | 4,80 | 9,9 | 615,9 |
8. Расчет элементов конструкции клети прокатного стана кварто - 2800
8.1 Расчет рабочего валка на прочность
При расчете валок рассматривается как балка, лежащая на двух опорах, с расстоянием между ними равным расстоянию между осями нажимных винтов (серединами шеек).
На прочность проверяют следующие элементы валков клетей кварто: бочку на изгиб; приводную шейку на совместное действие изгиба и кручение. При расчете рабочего валка на прочность опорный валок с рабочим рассматриваются как единая система.
Расчет бочки рабочего валка на изгиб
![]() (8.1)
(8.1)
![]()
где ![]() -максимальное напряжение изгиба
посередине бочки;
-максимальное напряжение изгиба
посередине бочки;
P - давление металла на валки;
L - длинна бочки валка;
L - длинна шейки валка;
В - ширина раската;
D – диаметр валка.
Допустимое давление на валки:
![]() (8.2)
(8.2)
![]() - принимаем для стальных валков
- принимаем для стальных валков![]() .
.
![]()
Расчет шейки на совместное действие изгиба и кручение.
![]() (8.3)
(8.3)
![]()
где ![]() - максимальное напряжение изгиба шейки
валка, кг/мм2,
- максимальное напряжение изгиба шейки
валка, кг/мм2,
dш - диаметр шейки валка, мм.
![]() (8.4)
(8.4)
![]()
здесь ![]() - напряжение кручение в шейке;
- напряжение кручение в шейке;
Мкр - крутящий момент валка;
Суммарное напряжение в шейке рабочего валка
![]() (8.5)
(8.5)
![]()
![]() (8.6)
(8.6)
![]() 16МН - допускаемое напряжение на
кручение.
16МН - допускаемое напряжение на
кручение.
Рассчитанный на прочность рабочий валок отвечает всем требованиям прочности, предъявляемых для этого типа стана, которые предъявлены к данному рабочему валку для прокатки на стане «2800» кварто из марки стали 12Х18Н10Т размером 17x2020 мм.
8.2 Профилировка рабочих валков
Под профилировкой листовых валков понимается придание их бочке определённой формы, чтобы в идеальном случае щель между валками при прокатке была с параллельными сторонами. При этом профиль бочки должен компенсировать прогиб и тепловую выпуклость валка. Кроме того, профиль бочки должен компенсировать износ и обеспечить устойчивость раската при прокатке [1].
![]() (8.7)
(8.7)
где у - суммарная выпуклость (или вогнутость) валков при шлифовке;
![]() - суммарный прогиб опорных
и рабочих валков;
- суммарный прогиб опорных
и рабочих валков;
![]() - сплющивание рабочих
валков в очаге деформации;
- сплющивание рабочих
валков в очаге деформации;
![]() - износ валков;
- износ валков;
![]() - суммарная тепловая выпуклость
валков;
- суммарная тепловая выпуклость
валков;
Прогиб валков
Прогиб валка можно компенсировать выпуклой профилировкой. Величина прогиба зависит от давления металла на валки, размеров валка и его материала. При расчете прогиба валок рассматривается как балка, лежащая на двух опорах и нагруженная равномерно распределенной нагрузкой на ширине листа. Прогиб валка можно компенсировать только выпуклой профилировкой.
![]() (8.8)
(8.8)
где ![]() - максимальный прогиб валка, см.
- максимальный прогиб валка, см.
Р - полное давление металла на валки, кг.
D - диаметр валка, см.
L - длина бочки валка, см.
l - длина шейки валка, см.
Е - модуль упругости (Юнга) материала валка, ![]()
N -коэффициент зависящий от ширины листа (раската) b, от отношения
b/L+l. N=6,8.
![]()
Вычисленный прогиб - это прогиб рабочего валка между опорами.
Упругое сплющивание валков
Упругое сплющивание валков можно определить, воспользовавшись схемой А.И.Целикова и пренебрегая упругой деформацией полосы (рис.8.2).
![]() (8.9)
(8.9)
![]() (8.10)
(8.10)
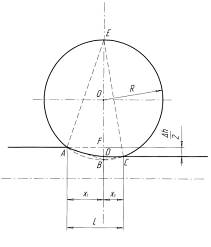
Рис. 8.2. Упругое сплющивание валков
здесь v - коэффициент Пуассона материала валков (модуль упругости второго рода для чугуна v=0,4);
Е - модуль упругости первого рода;
г - радиус валка;
р - удельное давление металла на валки.
После подстановки в уравнение (8.10) значений Е имеем:
![]() (8.11)
(8.11)
![]()
![]()
Тепловая выпуклость
Тепловая выпуклость, в противоположность прогибу, должна компенсироваться вогнутой профилировкой или прогибом. Величина тепловой выпуклости валка по длине бочки зависит от его диаметра и разности температур между краями и серединой, которая, в свою очередь, зависит от ширины листа и охлаждения бочки и шеек.
Увеличение диаметра валка за счёт разности температур определяется по формуле:
![]() (8.12)
(8.12)
где а - коэффициент линейного расширения материала валка при
нагревании, ![]() ;
;
d- диаметр валка, мм;
![]() - температура середины бочки, 70
°С;
- температура середины бочки, 70
°С;
![]() - температура краёв
бочки, 30 °С
- температура краёв
бочки, 30 °С
![]()
Износ валков
Количественно рассчитать износ весьма затруднительно, так как он определяется очень многими факторами, поэтому его определяют практически путём замеров на прокатанном листе или самого валка.
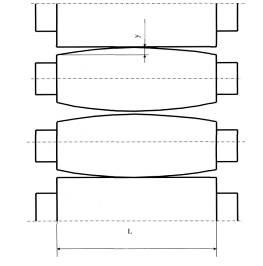
Рис.8.3. Профилировка рабочих валков.
Устойчивое положение раската в валках при прокатке возможно только в том случае, если щель между валками будет иметь выпуклую форму. При этом раскат самоцентрируется, очевидно, вследствие вынужденной утяжки металла, происходящей из-за неравномерности деформаций по ширине полосы.
После подстановки полученных данных в уравнение (8.7) получим, что профилировка рабочих валков будет иметь выпуклую форму (рис.8.3).
у= +0,3 мм.
8.3 Прочность станины прокатного стана кварто 2800
Станина рабочей клети является самой ответственной деталью прокатного стана. В ней расположены валки стана, производящие непосредственную деформацию металла при прокатке. Все давление металла на валки, возникающее при прокатке, воспринимается станиной. Поэтому при конструировании и изготовлению станин особое внимание уделяют ее прочности и жесткости.
В клети листопрокатного стана 2800 применяется станина закрытого типа. Она представляет собой литую массивную жесткую раму. В середине станины имеются окна для установки подушек валков. В низу станины имеются приливы (лапы), при помощи которых ее устанавливают на плитовину и крепят болтами.
Расчёт станины на прочность производится по методике, разработанной А. А. Королёвым. Станины рассчитывают на максимальное вертикальное усилие, действующее при прокатке на шейку валка. Горизонтальными усилиями, действующими на валки и станину в момент захвата, обычно пренебрегают, так как по сравнению с вертикальным усилием их величина незначительна [11].
Для упрощения расчёта станину представляют в виде жесткой прямоугольной рамы, состоящей из двух одинаковых стоек и двух одинаковых поперечин (рис. 8.4).
Со стороны нижней подушки на нижнюю поперечину и со стороны нажимного винта на верхнюю поперечину станины действуют вертикальные силы Y, равные максимальному усилию, воспринимаемому шейкой валка при прокатке. В листовых станах это усилие равно половине максимального давления металла на валки
Y = P/2; (8.13)
где Р- максимальное давление металла на валки.
Y =7,7 МН.
Под действием силы Y в углах жесткой рамы возникнут статически неопределимые моменты M0. Эти моменты будут изгибать стойки внутрь окна станины, а поперечины - против действия сил Y. На рисунке показаны нейтральные линии сечений поперечин и стоек станины, проведённые через центры тяжести сечений, и их и вменение при деформации станины.
Каждая стойка станины растягивается под действием силы Y/2 и изгибается постоянным по всей высоте стойки моментом М0. Напряжение растяжения в любом сечении по высоте стойки определиться:
![]() (8.14)
(8.14)
где F2— площадь сечения стойки станины;
F2=(l...l,2)d2, (8.15)
здесь d- диаметр шейки валка.
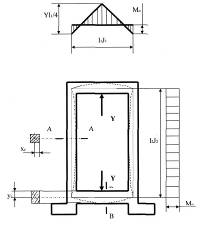
Рис. 8.4. Схема к расчёту станины закрытого типа F2= 0,869 м2,
![]() =73,2 МПа.
=73,2 МПа.
Под действием изгибающего момента М0 наружная сторона стойки будет испытывать напряжение сжатия, а внутренняя - напряжение растяжения.
Определим растягивающее напряжение от изгиба:
![]() =M0/W2, (8.16)
=M0/W2, (8.16)
где W2 - момент сопротивления сечения стойки.
Определим момент инерции сечения стойки:
J2=(B*H)3/12, (8.17)
J2=0,025 м4.
Хc=0,45 м.
W2=J2/x2 (8.18)
W2=0,055 м3.
Определим момент инерции сечения поперечины:
J1=0,07 м4;
yc=0,65 м.
Определим момент сопротивления сечения поперечины:
W1=0,l 07 м3.
Определим статически неопределимый момент в углах рамы:
M0 = (Y*l1/4) *[l/(2 *(1 +l2/l1 *J1/J2))], (8.19)
М0=111,8 кНм.
Подставим значение М0 W2 в формулу (6.3), получим
![]() =81,5 МПа
=81,5 МПа
Определим изгибающий момент в поперечине:
Mn=(Y*l1/4)-M0, (8.20)
Мn=1614,7 кНм.
Определим напряжение изгиба в середине поперечины:
![]() (8.21)
(8.21)
![]() =15,08 МПа.
=15,08 МПа.
Определим напряжение растяжения в стойке станины:
![]() =(Y/2 *F2) + (M0/W2),
(8.22)
=(Y/2 *F2) + (M0/W2),
(8.22)
![]() =5,914 МПа.
=5,914 МПа.
Станина изготовлена стального углеродистого литья, содержащего
0,3% углерода и имеет предел прочности ![]() =50 Н/мм2 [12].
=50 Н/мм2 [12].
Определим запас прочности станины
![]() , (8.23)
, (8.23)
n=33,15.
![]()
где ![]() - допустимый запас прочности
станины.
- допустимый запас прочности
станины.
Расчет на прочность станины выполняется.
9. Расчет производительности и технико-экономических показателей работы прокатного стана
Производительность определим по массе годного металла, полученного после его отделки. Расчете производительности определим по всаду, т.е. по массе поступивших на стан слитков.
Основным показателем использования прокатного стана является его производительность в фактический час работы;
![]() (9.1)
(9.1)
где G — масса слитка, т; Т — ритм прокатки, с.
Как видно из формулы, часовая производительность прокатного стана прямо пропорциональна массе прокатываемого металла и обратно пропорциональна ритму прокатки. Ритм прокатки определяется временем необходимым на осуществление процесса прокатки металла с учетом основных и вспомогательных операций. Чем меньше ритм прокатки, тем выше производительность.
Ритм прокатки стана равен:
![]() , (9.2)
, (9.2)
где ![]() - суммарное машинное время всех
проходов, с;
- суммарное машинное время всех
проходов, с; ![]() - суммарное время пауз, с;
- суммарное время пауз, с; ![]() - интервал
между раскатами, с.
- интервал
между раскатами, с.
Машинное время для 25 проходов рано:
![]()
![]() (9.3)
(9.3)
где ![]() - длина полосы в i проходе
- длина полосы в i проходе
![]() - скорость прокатки в
- скорость прокатки в ![]() проходе, м/с.,
тогда
проходе, м/с.,
тогда
Скорость и длина раската приведены в таблице 9.1
Таблица 9.1
Скорость и длина раската
| № прохода |
L, мм. |
V, м/с. |
| 1 | 1829 | 0,5 |
| 2 | 1967 | 0,5 |
| 3 | 2130 | 0,7 |
| 4 | 1135 | 0,5 |
| 5 | 1242 | 0,5 |
| 6 | 1372 | 0,5 |
| 7 | 1531 | 0,5 |
| 8 | 1715 | 0,5 |
| 9 | 1937 | 0,7 |
| 10 | 2125 | 1,0 |
| 11 | 2420 | 1,0 |
| 12 | 2802 | 1,2 |
| 13 | 3328 | 1,5 |
| 14 | 3993 | 2,0 |
| 15 | 4840 | 2,2 |
| 16 | 5916 | 2,5 |
| 17 | 7260 | 2,7 |
| 18 | 8873 | 2,9 |
| 19 | 10648 | 3,0 |
| 20 | 12286 | 3,2 |
| 21 | 13889 | 3,4 |
| 22 | 15211 | 3,5 |
| 23 | 16813 | 4,0 |
| 24 | 17744 | 4,0 |
| 25 | 18791 | 4,0 |
Определим суммарное машинное время ![]()
![]() 189 с.
189 с.
Определим суммарное время пауз:
![]()
![]()
где n – число проходов, n=25.
![]()
Определим ритм прокатки:
![]()
Практически часовая производительность прокатного стана будет ниже
технически возможной, так как при работе прокатного стана неизбежны потери
времени, связанные с нарушением технологии, нечеткостью и неорганизованностью
работы стана. Эти потери времени учитываются коэффициентом использования стана ![]() , который
определяется отношением чистого времени прокатки к фактическому времени работы
стана. Обычно коэффициент использования стана лежит в пределах 0,85-0,95.
, который
определяется отношением чистого времени прокатки к фактическому времени работы
стана. Обычно коэффициент использования стана лежит в пределах 0,85-0,95.
В общем случае часовая производительность определяется по формуле
A=(3600/T)G![]() . (6.3)
. (6.3)
Где ![]() - вес слитка, т.;
- вес слитка, т.;
T – ритм прокатки, с.
![]()
![]()
Где ![]() часов в году;
часов в году;
![]() время на перевалку и обслуживание
стана, ч.;
время на перевалку и обслуживание
стана, ч.;
![]() время на капитальные и
планово-предупредительные ремонты, ч.
время на капитальные и
планово-предупредительные ремонты, ч.
Тогда:
![]()
10. Определение расхода энергоносителей, валков и вспомогательных материалов
При производстве проката важное значение имеет знание затрат на производство того или иного вида проката. Эти издержки производства называются себестоимостью. В себестоимость 1 т готового проката входят расходы металла, топлива, электроэнергии, воды, валков, смазочных материалов, огнеупоров и прочие расходы. Расход металла зависит от марок прокатываемых сталей, сортамента конечной продукции, типа прокатного стана и складывается из потерь металла на угар в нагревательных печах и во время прокатки, а также потерь на обрезь, отбор на контрольные пробы, брак, недокаты.
Расход металла на стане определяется расходным коэффициентом, который представляет отношение количества металла, необходимого для производства 1 т готового проката к 1т готового проката.
При прокатке толстых листов расходный коэффициент равен для кипящей углеродистой стали - 1,18-1,23; для спокойной углеродистой стали - 1,20-1,25; для низколегированной стали — 1,20-1,27. [4]
При определении расхода топлива учитывается тип нагревательных
устройств, их конструкция, форма и размеры нагреваемого исходного металла,
температура посадки и его выдачи. Для методической трёхзонной печи расход
топлива равен ![]() на 1 тонну нагреваемого металла.
на 1 тонну нагреваемого металла.
При прокатке на расход электроэнергии с учётом типа прокатного
стана, схемы прокатки, энергоемкости прокатываемого профиля и других факторов
равен ![]()
Вода в прокатных цехах расходуется на различные технологические
операции, такие как охлаждение нагревательных устройств, удаление окалины с
поверхности металла, смыв окалины, охлаждение валков и подшипников скольжения,
приготовление травильных растворов, смазочноохлаждающих жидкостей, электролитов
и др. Расход воды равен ![]()
В процессе производства проката валки прокатных станов изнашиваются. Их износ зависит от ряда факторов: сортамента прокатной продукции, качества изготовления валков, числа переточек валков, применяемой, системы калибровки или профилирования, температурного режима работы валков и др. Расход валков относят к одной тонне годного проката. Существенное изменение расхода валков возможно в результате восстановления изношенных валков различными способами. Данные о расходе валков, приведены в табл.
Таблица 10.1
Расходе валков
| Стан |
Количество прокатанного металла между переточками, т |
Число переточек одного валка, ед |
Число валков, шт/г. |
Расход валков, кг/т |
| Кварто -2800 | 3000-10000 | 10-50 | 25 | 1,25 |
Расход смазочных материалов зависит от типа прокатного стана, конструкции отдельных его узлов и механизмов. Расход смазочных материалов, равен 0,04 кг/т.
Огнеупорные изделия в прокатных цехах используют для ремонта различных нагревательных печей. Величина расхода огнеупоров, количества огнеупоров в кг на тонну проката, для нагревательных методических печей 0,6 кг/т.
11. Методы контроля и управления качеством продукции
Основные виды и причины брака из-за нарушения технологии нагрева, а также меры по устранению и предупреждению их приведены в таблице 11.1.
Таблица 11.1
Основные виды и причины брака металла и меры по их устранению и предупреждению
| Вид дефекта, брака | Причины брака | Меры по устранению и предупреждению дефекта. |
| Недогрев слитков, слябов (визуально). | а) низкая температура по зонам печи б) недостаточное время пребывания металла в печи. | а) повышение температуры печи по зонам, увеличением расхода топлива б) снижение темпа выдачи слитков. |
| Неравномерный нагрев металла по толщине или длине (визуально). | а) непрогретая монолитная подина после длительной остановки печи б) недостаточная выдержка металла в томильной зоне в) чрезмерный подсос наружного воздуха через боковые окна | а) дополнительный подогрев томильной зоны; б) изменение темпа выдачи металла из печи в) повышение давления газов в печи. |
| Пережог металла в печи (визуально). | а) высокие температуры по зонам печи б) нагрев в чрезмерно окислительной атмосфере печи. | а) устранение превышения температур в зонах печи; б) проверить состояние форсунок и режим сжигания топлива. |
Контроль нагрева металла
При остановках стана необходимо снизить температуру по зонам печи, чтобы не допустить перегрева и обезуглероживания металла. При остановке стана от 40 до 60 мин. температура по зонам снижается на 50-100 °С; при остановке стана от 1 до 4 часов температура по зонам снижается на 20 -300 °С. Рабочая температура печи должна быть восстановлена за 30 - 60 мин. до начала прокатки в зависимости от массы слитка и продолжительности простоя стана (слитки V типа греть не менее 40 мин., слитки I типа не менее 50 мин.).
За работой горелок должно быть установлено постоянное наблюдение обслуживающего персонала, горелки должны работать равномерно, давая ровный факел. Факел должен быть светло- желтым, слегка коптящим. При засорении горелочных отверстий или закоксовании носика горелки, горелку следует прочистить или заменить.
Прокатка листов
Прокатка слитков и слябов производится на стане кварто "2800".
Замер температуры конца прокатки слитков и слябов производится при помощи переносного ручного и стационарного автоматического пирометра ОППИР-017 ГОСТ 8335.
Температура начала прокатки определяется после удаления окалины, т.е. после второго -четвёртого пропуска для углеродистых марок стали и после второго - шестого пропуска для конструкционных марок стали. Температура начала прокатки должна быть не менее 1180 °С и 1150 °С соответственно для слитков и слябов, которая обеспечивается температурой нагрева металла в печи и выборочно контролируется при помощи переносного автоматического пирометра ОППИР-017. Непрогретые, а также остывшие слитки и слябы к прокатке не допускаются.
Температура конца прокатки слитков и слябов, должна быть не выше 1000°С но не ниже 900°С. Температура конца прокатки не ниже 850°С. Температура в последнем пропуске перед проглаживанием.
Температура конца прокатки замеряется выборочно на листах каждой плавки. Если плавка прокатывается на несколько профилей, замер температуры конца прокатки производится на каждом профиле листов.
В процессе прокатки валки непрерывно охлаждаются водой. Количество подаваемой воды должно регулироваться старшим вальцовщиком в зависимости от темпа прокатки и длины лис
тов. В случае перерывов в прокатке, в зависимости от их продолжительности, количество подаваемой воды для охлаждения валков сокращается или подача ее совсем прекращается. Температура оборотной воды должна быть не более 30 °С, содержание в ней масел не более 50 мг/л. Взвешенные вещества крупностью до 40 мкм должны составлять 50-100 мг/л. Контроль за состоянием оборотной воды производится работниками экологической лаборатории. В случае превышения допустимых норм, необходимо остановить стан до устранения повышенной загрязненности.
Очистка поверхности раската от окалины производится в процессе прокатки гидросбивом с задней стороны рабочей клети. Во избежание образования холодных концов, что может привести к порче валков, при прокатке листов толщиной от 8 до 12 мм включительно, включение гидросбива производится кратковременно. Для предупреждения образования царапин на нижней стороне листов проводки среднего и нижнего валков должны быть подобраны по высоте. Все неровности проводок обязательно зачищаются наждачным камнем.
Замер толщины производится периодически ручным толщиномером с ценой деления 0,1 мм.
Прокатка листов производится на минусовых допусках по толщине при этом необходимо учитывать: - выработку валков (таблица 11.2).
На протяжении смены производится периодическая проверка:
- выработки валков;
- ширины листов.
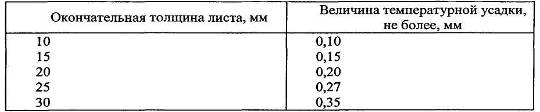
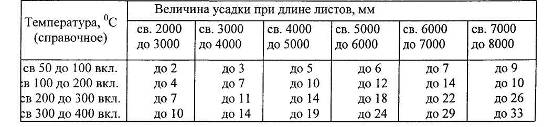
По мере необходимости производится проверка температурной усадки металла (таблица 11.3).
Таблица 11.2
Допускаемые отклонения по толщине листов и допускаемая выработка, мм
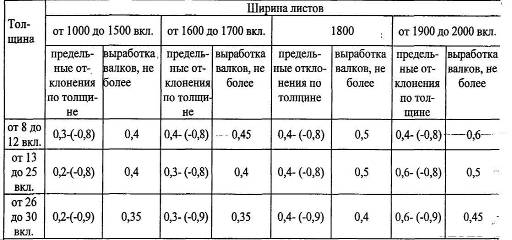
Таблица 11.3
Припуски на температурную усадку по толщине листа при прокатке
Отделка листов
Все листы после прокатки проходят горячую правку на роликовой машине. Листы свыше 30 мм не правятся. Загнутые концы листов перед задачей в машину должны выправляться.
Во избежание образования вмятин при правке, не допускается задача в машину листов с загрязненной поверхностью.
Листы с дефектами: местные утолщения, складки, загнутые кромки,- править только после удаления последних.
После охлаждения контролер ОТК производит осмотр листов с обоих сторон, замеряет толщину листов с учетом температурной усадки согласно таблице 11.4 и отмечает дефектные места.
Таблица 11.4
Величина температурной усадки листов по толщине, мм
РАЗМЕТКА, ПОРЕЗКА, КЛЕЙМЕНИЕ И ЗАЧИСТКА ЛИСТОВ
Разметка листов под порезку производится на разметочной машине согласно заказу с учетом температурной усадки металла (см. таблицы 11.5, 11.6). При разметке листов правая кромка размечается, а величина обрези с левой кромки определяется периодически проверкой ширины не обрезного листа.
Таблица 11.5
Величина температурной усадки листов по ширине

Таблица 11.6
Величина температурной усадки листов по длине
Разметка листов из слитков спокойной стали производится в следующем порядке:
- при нормальной толщине раската в донной части разметка начинается с донной части;
- донная обрезь должна быть минимально необходимой при условии отсутствия закатов, расслоения и выхода листов по заказу;
- в случае выхода толщины донного конца раската за пределы минусового допуска разметка начинается с головной части раската;
- обрезка головной части раската производится по заплечикам;
- боковая обрезь для листов, прокатанных из слитков всех типов и слябов, должна быть минимальной, обеспечивать полное удаление кромочного заката, не менее 35 мм на сторону;
- длина боковой обрези должна быть не более 1700 - 1900 мм.
Отходы листов, образующиеся от вырезки дефектов длиной менее 2-х метров называются дополнительной обрезью и относятся на расходный коэффициент по производству толстого листа.
Торцевая обрезь листов, прокатанных из слябов, определяется из условия полного удаления заката. ,
Определение механических свойств металлопроката производится неразрушающим методом контроля на листах испытанием образцов в условиях ЦЗЛ.
Разметка образцов для механических испытаний в условиях ЦЗЛ, производится контролером ОТК согласно ГОСТ 7564 и таблицам 13 и 14, причем образец на растяжение берется на расстоянии 1/4 ширины раската от центра его. Образец на испытание ударной вязкости берется рядом с образцом на расстояние, но в пределах зоны средней трети полуширины листа. Образцы для испытания на изгиб, макро и на величину зерна берутся рядом с разрывным и ударным образцами согласно рисунка 11.1. Для спектрального анализа отбирают 3 образца, у края, середины и 1/2 полуширины листа. Количество листов, отбираемых от партии для проверки качества металла, определяется стандартами на виды продукции. От каждого контрольного листа берется только по одному комплекту образцов для механических испытаний.
При необходимости уточнения химического состава стали производится контроль в готовом листе. Метод отбора проб для определения химического состава стали по ГОСТ 7565. Отбирают одну пробу от листа. Для характеристики химического состава плавки количество контрольных листов - 3. В случае поступления плавки с отметкой в отвесной "аварийная" контроль химического состава в готовом листе обязателен.
Порядок, количество и размеры проб, отбираемых от каждой партии плавки и листа, в зависимости от марки стали и назначения приводится в таблицах 11., предназначенном для сварных конструкций, массовая доля углерода не должна превышать 0,22 % согласно ГОСТ 14637. Для судостроительной стали отбирается на механические испытания один лист наибольшей толщины, входящий в партию. Вырезка проб производится от листов при температуре не выше 100 °С. Замер температуры производится визуально. Пробы от листов, прокатанные толщиной до 16 мм вырезаются в потоке (сырые). В случае, когда отбор проб производится огневой резкой, пробы отбираются с до пуском + 50 мм к размеру проб. На всей поверхности проб не должно быть "наплывов," образовавшихся в результате огневой резки.
После вырезки один комплект проб для механических испытаний направляется в механическую лабораторию. При получении неудовлетворительных результатов по какому-либо
показателю, по нему проводят повторные испытания на удвоенном количестве листов. При получении неудовлетворительных результатов повторных испытаний допускается проводить сплошной контроль по показателям, по которым эти испытания не выдержаны. Допускаются применение неразрушающих, в том числе статистических методов контроля проката.
Каждый лист клеймится на клеймовочной машине в соответствии с ГОСТ 7566. Маркировка наносится на расстоянии не более 200 мм от конца листа. Знак маркировки включает:
- товарный знак изготовителя, номер бригады;
- марку стали;
- номер плавки;
- номер партии;
- толщину листа;
- знак ТМ (поставка по теоретической массе);
- листы котельных марок стали, дополнительно маркируются присвоенным номером листа.
- Листы с необрезной кромкой клеймятся вручную:
При изготовлении листов из стали для судостроения под надзором Регистра на каждом листе клеймо должно содержать следующие сведения:
-наименование или товарный знак завода;
-Р С (клеймо Регистра) и марку стали (например, Р С А);
-номер плавки, партии;
Дефекты на поверхности листов: плены, трещины, вкаты, неметаллические включения подлежат зачистке, если глубина их залегания не выводит лист за пределы допускаемых отклонений по толщине.
Проверка глубины зачистки производится контролером ОТК глубиномером с точностью 0,01 мм ГОСТ 7470. Если глубина зачистки выводит лист за пределы допусков по толщине, лист назначается на последующую порезку, или переводится во второй сорт, или бракуется. Заварка дефектов на листах толщиной свыше 30 мм допускается.
Контроль качества отделки
На лобовых и кромочных ножницах обрезка листов должна производиться по линии разметки. Геометрические размеры листов (толщина, ширина, длина), периодически контролируются при осмотре. Предельные отклонения листов по толщине, ширине и длине должны соответствовать требованиям ГОСТ 19903.
Толщина листов замеряется листовым микрометром с точностью 0,01 мм ГОСТ 6507 и штангенциркулем ШЦ-11-160-0,1 ГОСТ 166. Длина и ширина листов - рулеткой с ценой деления 1 мм ГОСТ 7502.
На первом листе новой плавки контролируется правильность набора клейма и четкость клеймения. На остальных листах контроль производится периодически.
После порезки осматриваются кромки листа. На кромках не допускаются следующие дефекты: расслоение, трещины-расщепления, рваная или затянутая кромка. Для конструкционных марок сталей поставляемых по ГОСТ 1577, требования по макроструктуре гарантируется без проведения лабораторного контроля. После порезки на ножницах гильотинного типа с многократным резом допускаются зазубрины высотой не более 3 мм. Допускаются отдельные волосовины и трещины напряжения на кромках листов глубиной не более 2 мм и длиной не более 25 мм. Величина их измеряется при помощи приспособления с индикатором часового типа и штангенциркуля с ценой деления 0,1 мм ГОСТ 166 или шаблона. При обнаружении волосовин и трещин напряжения на кромках глубиной
более 2 мм и длиной более 25 мм производится порезка листа для удаления дефектов на меньший размер.
Отклонение от плоскостности листов контролируется с помощью специальной метровой линейки по методике ГОСТ 26877. Линейка при замерах прикладывается к листу в разных направлениях по всей площади. Величина отклонения от плоскостности определяется с помощью ступенчатого калибра по наибольшему расстоянию между поверхностью металлоконструкции и плоскостью линейки. В случае отклонений от плоского состояния, превышающих опустимые, лист направляется на повторную правку или переводится во второй сорт.
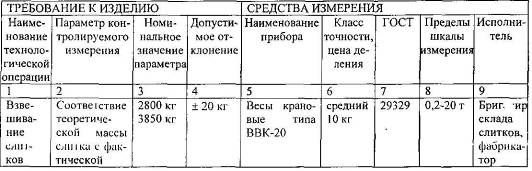
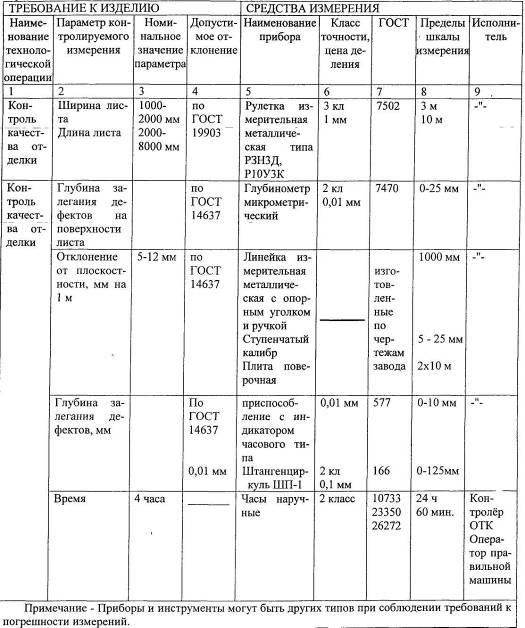
Метрологическое обеспечение
Метрологическое обеспечение процесса производства толстолистового проката представлено в таблице 11.7
Таблица 11.7
Метрологическое обеспечение
Продолжение таблицы 11.7
Список использованной литературы
1. Ефименко С.П. Вальцовщик листопрокатных станов. - М.: Металлургия, 1970. - 349 с, ил.
2. Полухин П.И. Технология процессов обработки металлов давлением. - М.: Металлургия, 1988. -407 с, ил.
3. Производство толстолистового проката на стане «2850». Технологическая инструкция ТИ 123-1П, ГЛ 1-2000(Ю.И. Ловягин, З.Х Шакиров) - Аша; Ашинская типография Челябоблуприздата,2000-120с.
4. Бахтинов В.Б. Технология прокатного производства. - М.: Металлургия, 1978. - 488 с, ил.
5. Краузе Г.Н. Оборудование прокатных станов. - Ленинград: Государственное научно-техническое издательство машиностроительной литературы, 1963. - 267 с, ил.
6. Королев А.А., Механическое оборудование прокатных цехов. - Изд. 3-е. М.: Металлургия, 1965. - 584 с, ил.
7. Соколов Л.Д., Пряхин В.А. Расчеты деталей металлургического оборудования. - М.: Металлургия, 1983. - 175 с, ил.
8. Лахтин Ю.М. Металловедение и термическая обработка металлов. - М.: Металлургия, 1977. - 406 с, ил.
9. Целиков А.И. Теория расчета усилий в прокатных станах. - М.: Металлургия, 1962. - 493 с, ил.
10. Дубинский Ф.С., Крайнов В.И. Расчет энергосиловых параметров процесса прокатки с применением ЭВМ: Учебное пособие по курсовому и дипломному проектированию. - Челябинск: ЮУрГУ, 1994. - 57с.
11. Королёв А.А. Конструкция и расчёт машин и механизмов прокатных станов. - М.: Металлургия, 1969. - 464 с, ил.
12. Королёв В.В. Управление процессами прокатного производства. — М.: Металлургия, 1986. - 232 с, ил.
13. Чистякова М.Ф. Методические указания по курсовому и дипломному проектированию. - Челябинск: ЧПИ, 1988. - 33 с.
14. Глухов В.В., Метc А.Ф. Экономика прокатного производства. - Ленинград: Издательство ленинградского университета, 1979. - 131 с, ил.
© 2009 База Рефератов