
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Разработка технологического процесса сборки редуктора
Курсовая работа: Разработка технологического процесса сборки редуктора
Расчетно-пояснительная записка
к курсовому проекту по технологии
Дисциплина: «Технология сборки машин»
Тема Курсового проекта
Разработка технологический процесс сборки
«Редуктора»
Содержание:
Введение
1. Описание конструкции изделия и условий работы, технико-экономические характеристики; необходимые методы технологических испытаний
2. Анализ технологичности изделия
3. Описание схемы сборки, обоснование технологического маршрута
4. Подбор оборудования, оснастки
5. Расчет технологических параметров сборки
6. Расчет сборочных размерных цепей
7. Нормирование операций
8. Описание приспособления для запрессовки
9. Описание структурной схемы испытательного стенда
Список использованной литературы
Введение
Выполнение курсового проекта по курсам «Технология сборки ВРД», «Технология сборки машин», является одним из основных этапов практической подготовки инженеров. Практические навыки, приобретенные студентами в период самостоятельной работы над проектом, способствуют закреплению теоретических знаний, полученных в лекционных курсах.
В данном курсовом проекте разрабатывается технологический процесс сборки двухступенчатого цилиндрического редуктора, предназначенного для передачи исполнительному механизму крутящего момента. Выполняется расчет технологических параметров сборки:
· Расчет усилий запрессовки
· Расчет усилий затяжки резьбовых соединений
· Выявление и расчет сборочных размерных цепей
Так же производится подбор оборудования и оснастки, нормирование сборочных операций. Для контроля работоспособности редуктора разрабатывается структурная схема испытательного стенда. Приводится описание приспособления для запрессовки оправки.
Курсовой проект выполнен в современных программных пакетах, таких как «AutoCAD», «Unigraphics».
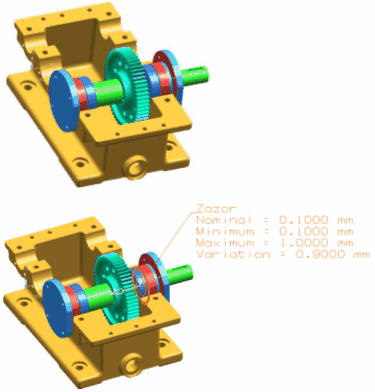
Приводится методика расчета сборочных размерных цепей в системе «Unigraphics». Параллельно приводится расчет размерных цепей аналитическим методом. Спроектирована объемная модель редуктора, с последующей визуализацией процесса сборки.
1 .Описание конструкции изделия и условий работы, технико-экономические характеристики
Редуктор предназначен для передачи исполнительному элементу вращения с частотой 30,5 мин-1 .
Редуктор состоит из 2-х ступеней прямозубых цилиндрических передач
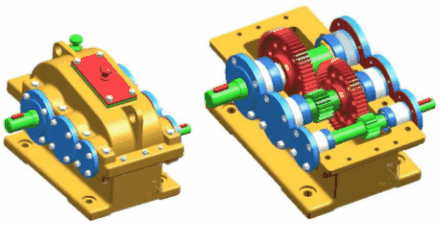
Корпус поз.1 с крышкой поз.2 образует замкнутый объём редуктора, они отливаются из чугуна, в них позиционируются все составные элементы. В нижней части имеются лаповые плоскости в которых позиционируются цекованные отверстия с помощью которых редуктор крепится на раму. В крышке корпуса сверху в приливах расположены смотровое отверстие, закрываемое крышкой поз.35. В крышке поз.35 располагается пробковая отдушина для нормализации давления в редукторе с атмосферным давлением, и предотвращения разрушения манжет.
Слив масла осуществляется через отверстие пробки поз.39 с цилиндрической резьбой при её отвинчивании.
Она позиционируется под зубчатым колесом в приливе на корпусе. Заливка и контроль уровня масла производится визуально по рискам щупа поз.14.
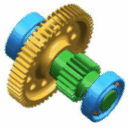
Вал-шестерня поз.3 фиксируется с помощью двух подшипников поз.36. Позиционирование зубчатого колеса поз.7 на промежуточном валу поз.4 осуществляется втулкой поз.18, фиксация его от поворота осуществляется призматической шпонкой поз.40. Так же колесо фиксируется прижатием её с одной стороны к буртику вала . Вал позиционируется на корпусе с помощью двух шариковых подшипников поз.37. Фиксируется прижатием внешнего кольца подшипника крышками поз.10 через втулки поз.17.
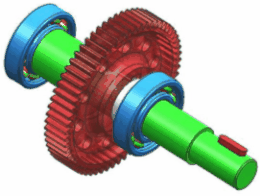
Вал поз.5 позиционируется так же по внешнему кольцу подшипника поз.38 и фиксируется прижатием внешнего кольца подшипника крышкой поз.11 и фланцем поз.12 с помощью распорных втулок поз.20. На валу расположено зубчатое колесо поз.6. Оно фиксируется прижатием с одной стороны к буртику вала, а с другой стороны распорной втулкой поз.22. Фиксация от поворота осуществляется призматической шпонкой поз.41.
На входе быстроходного вала и на выходе тихоходного расположены призматические шпонки. Все подшипники запрессованы на валы по посадке с натягом L0/к6. Зубчатые колеса запрессованы по посадке Н7/к6.
Технические характеристики:
1. Общее передаточное число U= 16,5
2. Число оборотов быстроходного вала nвх= 500 мин-1
3. Число оборотов тихоходного вала nвых= 30,5 мин-1
4. Мощность редуктора N=0,482 кВт
5. Коэффицент полезного
действия ![]()
6. Масса редуктора m= 35 кг.
7. Габаритные размеры, мм 316×273×214
8. Диаметр выходного вала, мм 25
2. Анализ технологичности редуктора
Под технологичностью конструкции изделия понимают совокупность свойств конструкции, позволяющих вести технологическую подготовку производства, изготавливать, эксплуатировать и ремонтировать изделие при наименьших затратах труда, средств, времени и материалов по сравнению с однотипными конструкциями изделий того же назначения при обеспечении установленных показателей качества (ГОСТ 18831-73). Технологичность конструкции сборочной единицы, являющейся составной частью изделия, должна иметь те же свойства и обеспечивать технологичность изделия, в состав которого она входит.
По области проявления технологичности различают производственную технологичность конструкции и эксплуатационную. Производственная технологичность проявляется в сокращении затрат средств и времени на конструкторскую подготовку производства (КПП), технологическую подготовку производства (ТПП), процессы изготовления деталей, сборку и испытание; эксплуатационная— в сокращении затрат средств и времени на техническое обслуживание и ремонт изделия.
Технологичность конструкции оценивается качественно и количественно.
К качественным характеристикам технологичности конструкции относятся:
взаимозаменяемость — свойство конструкции составной части изделия, обеспечивающее возможность ее применения вместо другой без дополнительной обработки (подбора или компенсации) с сохранением заданных качеств изделия;
регулируемость — свойство, обеспечивающее возможность регулирования конструкции при сборке, техническом обслуживании и ремонте для достижения и поддержания работоспособности;
контролепригодность — свойство, обеспечивающее возможность и надежность контроля конструкции при изготовлении, испытании, техническом обслуживании и ремонте;
инструментальная доступность свойство, обеспечивающее доступ инструмента к элементам конструкции при изготовлении, испытании, обслуживании и ремонте.
Для количественной оценки технологичности служат следующие основные показатели:
трудоемкость изготовления суммарная трудоемкость технологических процессов изготовления изделия без учета составных частей, являющихся покупными изделиями;
технологическая себестоимость себестоимость, выражаемая суммой затрат на осуществление технологических процессов изготовления изделия без учета покупных изделий;
уровень технологичности конструкции по трудоемкости изготовления— отношение достигнутой трудоемкости к базовому показателю;
уровень технологичности по себестоимости изготовления — отношение достигнутой технологической себестоимости к базовому показателю.
Базовыми показателями при сравнительной оценке технологичности конструкции могут служить показатели передовых образцов однотипных изделий (отечественных или зарубежных), достигнутые в некотором предыдущем периоде времени или найденные теоретическим или практическим путем и утвержденные как отраслевые стандарты.
Кроме указанных имеется ряд количественных технико-экономических и технических показателей, которые характеризуют технологичность в связи с процессом сборки.
1. Коэффициент сборности Ксб— отношение числа сборочных единиц Ne изделия, включая покупные, к общему числу составных частей NЧ с учетом деталей NД, не вошедших в состав сборочных единиц, но без стандартных крепежных NД.К:
![]()
2. Коэффициент эффективности взаимозаменяемости Квз — отношение трудоемкости сборки изделия, осуществляемой по принципу полной взаимозаменяемости (без пригонки, подбора или регулирования) Твз к общей трудоемкости сборки изделия Ти:
![]()
3. Коэффициент унификации изделия Ку — отношение числа унифицированных сборочных единиц Ne.у изделия и его унифицированных
деталей Nд.у, не вошедших в состав сборочных единиц, к общему числу составных частей изделия без учета стандартных крепежных деталей (к унифицированным составным частям относятся заимствованные, покупные и стандартные непокупные сборочные единицы и детали):
![]()
4. Коэффициент стандартизации изделия Кст — отношение числа стандартных сборочных единиц Nе.ст изделия и его стандартных деталей Nд.ст, не вошедших в состав сборочных единиц, к общему числу составных частей изделия без учета стандартных крепежных деталей:
![]()
Указанные коэффициенты могут быть использованы для сравнительной оценки технологичности конструкции сборочных единиц, в состав которых в общем случае входят помимо деталей покупные изделия и более мелкие сборочные единицы конструктивно-технологические узлы
Редуктор имеет четко выраженные базовые детали (корпус и крышка корпуса), которые служат основой для процесса сборки.
При сборке имеется свободный подход простых стандартных инструментов к местам крепления сопрягаемых деталей, представляется полная возможность исключения операций механической подгонки деталей при сборке.
Количество деталей в сборочном узле доведено до минимума, а стандартных и нормализованных использовано достаточно.
В процессе выполнения сборочных операций и при окончательной сборке узла осуществляются методы контроля сборочных параметров и консервации.
Следует также отметить, что все посадки, осуществляемые в процессе
сборки, производятся по методам полной взаимозаменяемости.
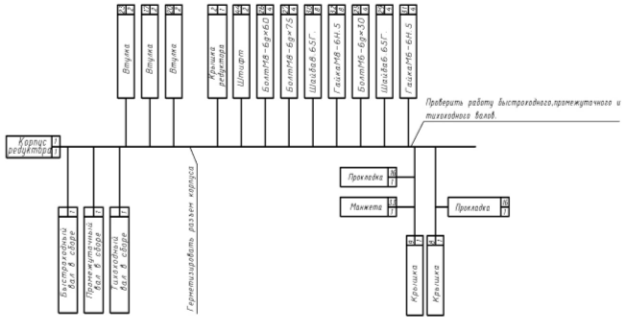
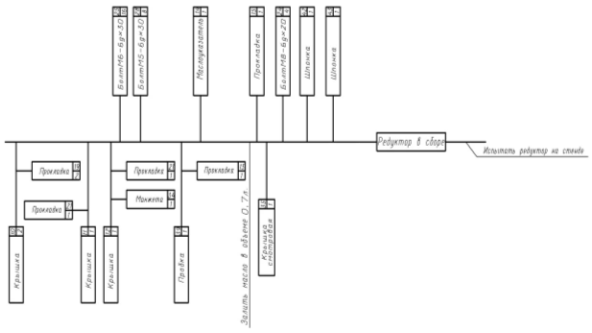
3.Описание схемы сборки.
Для данного редуктора предлагается следующая схема сборки.
1. Общая схема сборки:
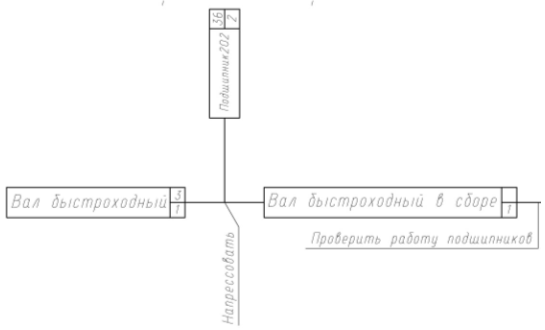
2. Схема сборки вала быстроходного.
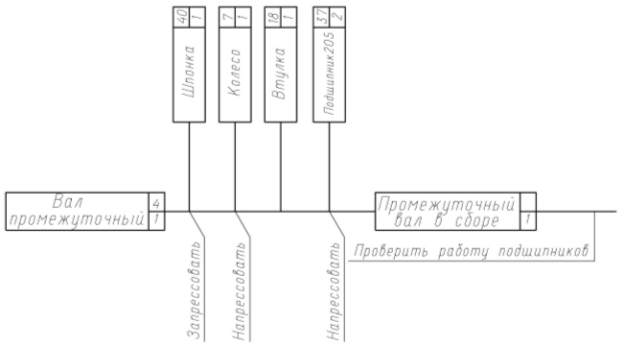
3. Схема сборки вала промежуточного.
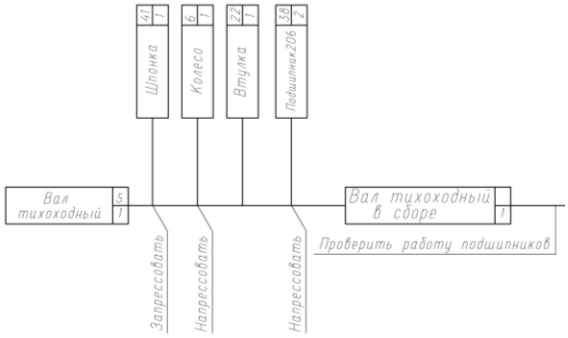
4. Схема сборки вала тихоходного.
Все валы редуктора собираются отдельно, а затем устанавливаются в корпус. После сборки редуктор подвергают механическим испытаниям.
Технологические требования.
· Перед началом сборочных работ необходимо проверить состояния приспособлений. Приспособления должны быть чистыми.
· Перед монтажом манжет и подшипников их уплотнительные и посадочные поверхности смазать маслом МК-8 ГОСТ 6457-66 и проверить отсутствие острых кромок на заходных фасках.
· Расконсервацию подшипников проводить в горячем масле при t = 80…90 С с последующей промывкой в чистом нефрасе. Перед окончательным монтажом поверхности их тел вращения и сепараторы смазать смазкой ЦИАТИМ – 210 ГОСТ 6267-74.
· При сборке редуктора разрешается использование нормального инструмента без шифра, если они удовлетворяют техники безопасности и обеспечивают качественную сборку.
4. Подбор оборудования, оснастки
Выбор оборудования, инструмента и приспособлений обусловлен конструкцией редуктора, характером сопряжения деталей входящих в редуктор, используемым в конструкции крепежными изделиями, рекомендациями нормативно технических документов на стандартные комплектующие, техническими требованиями сборочного чертежа.
Для расконсервации подшипников выбираю электромасляную ванну СПЗ-179, производительностью 80 кг/ч.
При сборке данного редуктора используется следующий инструмент:
Операция 010. Слесарно-сборочная.
Подшипник 202 поз. 36
напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью двух оправок (оправка 1,
оправка 2). В качестве оборудования выбран пресс реечный.
H, с помощью двух оправок (оправка 1,
оправка 2). В качестве оборудования выбран пресс реечный.
Операция 015. Слесарно-сборочная.
Подшипник 205 поз. 37
напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 5. В качестве
оборудования выбран пресс реечный.
H, с помощью оправки 5. В качестве
оборудования выбран пресс реечный.
Шпонка поз.40 устанавливается в оправку 3 и запрессовывается при помощи молотка 7850-0117 ГОСТ 2310-77.
Колесо поз. 7
напрессовывается на вал по посадке Н7/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 4. В качестве
оборудования выбран пресс реечный.
H, с помощью оправки 4. В качестве
оборудования выбран пресс реечный.
Операция 020. Слесарно-сборочная.
Подшипник 206 поз. 38
напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью двух оправок (оправка 8,
оправка 9). В качестве оборудования выбран пресс реечный.
H, с помощью двух оправок (оправка 8,
оправка 9). В качестве оборудования выбран пресс реечный.
Шпонка поз.41 устанавливается в оправку 6 и запрессовывается при помощи молотка 7850-0117 ГОСТ 2310-77. Для запрессовки шпонок и штифтов выбираю молоток 7850-0107 Ц15хр ГОСТ 2310-77, с рукояткой исполнения 2, нормальной массой головки 0,2 кг, цинковым покрытием толщиной 15 мкм хроматированием. Длинна с рукоятки 250 мм, высота головки 80 мм.
Для пригонки шпонок выбираю напильник 2820-0027 ГОСТ 1465-80 с насечкой №2 длиной l =300мм шириной в=30мм.
Колесо поз.6
напрессовывается на вал по посадке Н7/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 7. В качестве
оборудования выбран пресс реечный.
H, с помощью оправки 7. В качестве
оборудования выбран пресс реечный.
Операция 025. Слесарно-сборочная.
Для нанесения герметика на разъем корпуса выбираю шпатель по ГОСТ10778-83;
Для обеспечения затяжки резьбовых соединений расчетным моментом выбираю ключ с регулируемым крутящим моментом тип А.
Динамометрический ключ РВДФ-120 ТУ 2,035,1053-86
Длинна рукоятки – 300мм.
Размер квадрата под сменную головку, а=10мм.
Сменная головка 7812-0478 1 Х9 ГОСТ25604-83.
Болты поз.26 у подшипников затягиваются динамометрическим ключом РВДФ-120 ТУ 2,035,1053-86. Болты поз.25,28 затягиваются ключами 7811-0252, 7811-0253 ГОСТ 2839-80 соответственно.
Для транспортирования редуктора на участок испытания и окраски выбираю тележку 7878-6564.
Для транспортирования партии редукторов на слад, выбираю автопогрузчик АП-1:
- грузоподъемностью 1т,
- наибольшей высотой подъема 4,5м,
-наибольшей скоростью передвижения с грузом 20,6 км/ч,
-дорожным просветом 100мм.
5. Расчет технологических параметров сборки
Расчет натягов внутренних колец подшипников и колёс на валах.
1) Подшипник 202 поз.36. Посадка Ø15L0/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø15L0:
ES=0,000
ЕI=-0,009
Ø15k6:
es=+0,012
ei=+0,001
Nmin=ei-ES=0,001-0,000=0,001
Nmax=es-EI=0,012-(-0,009)=0,021
TΔ=Nmax-Nmin=0,021-0,001=0,020
2) Подшипник 205 поз.37. Посадка Ø25L0/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø25L0:
ES=0,000
EI=-0,012
Ø25k6:
es=+0,015
ei=+0,002
Nmin= ei-ES =0,002-0,000=0,002
Nmax=es-EI=0,015-(-0,012)=0,27
TΔ=Nmax-Nmin=0,027-0,002=0,025
3) Подшипник 206 поз.38. Посадка Ø30L0/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø30L0:
ES=0,000
EI=-0,012
Ø30k6:
es=+0,015
ei=+0,002
Nmin= ei-ES =0,002-0,000=0,002
Nmax=es-EI=0,015-(-0,012)=0,027
TΔ=Nmax-Nmin=0,027-0,002=0,025
4) Зубчатое колесо поз.6. Посадка Ø34Н7/к6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø34Н7:
ES=0,025
IS=-0,000
Ø34k6:
es=+0,018
is=+0,002
Smax=ES-ei=0,025-0,002=0,023
Nmax=es-EI=0,018-0,000=0,018
TΔ= TD+Td = Nmax+ Smax=0,018+0,023=0,041
5) Зубчатое колесо поз.7. Посадка Ø26Н7/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу в мм.
Ø26Н7:
ES=0,021
IS=-0,000
Ø26k6:
es=+0,015
is=+0,002
Smax=ES-ei=0,021-0,002=0,019
Nmax=es-EI=0,015-0,000=0,015
TΔ= TD+Td = Nmax+ Smax=0,015+0,019=0,034
Расчет зазоров наружных колец подшипников.
1) Подшипник 202 поз.36. Посадка Ø35H7/l0.
Рассчитаем зазор кольца подшипника в корпусе, в мм.
Ø35H7:
ES=+0,025
EI=0,000
Ø35l0:
es=0,000
ei=-0,012
Smin=EI-es=0,000-0,000=0,000
Smax=ES-ei=0,025-(-0,012)=0,037
TΔ=Smax-Smin=0,037-0,000=0,037
2) Подшипник 205 поз.37. Посадка Ø52H7/l0.
Рассчитаем зазор кольца подшипника в корпусе, в мм.
Ø52H7:
ES=+0,03
EI=0,000
Ø52l0:
es=+0,000
ei=-0,015
Smin=EI-es=0,000-0,000=0,000
Smax=ES-ei=0,03-(-0,015)=0,045
TΔ= Smax-Smin=0,045-0,000=0,045
3) Подшипник 207 поз.38. Посадка Ø62H7/l0.
Рассчитаем зазор кольца подшипника в корпусе, в мм.
Ø62H7:
ES=+0,03
EI=0,000
Ø62l0:
es=+0,000
ei=-0,015
Smin=EI-es=0,000-0,000=0,000
Smax=ES-ei=0,03-(-0,015)=0,045
TΔ=Smax-Smin=0,045-0,000=0,045
Расчет усилия запрессовки.
Посадка подшипников осуществляется с натягами Fz.
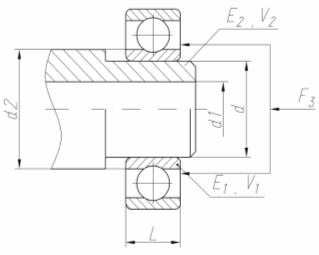
Усилие запрессовки рассчитывается по формуле:
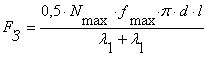
где Nmax максимальная величина натяга в посадке, конструктивно заданная, [м];
fmax – максимальный коэффициент трения в посадке, определяемый материалами деталей соединения, шероховатостями поверхностей, наличием смазки;
λ1,λ2 - коэффициенты радиальной податливости вала и втулки соответственно;
l длина посадочного размера [м].
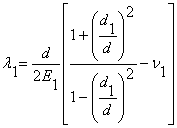
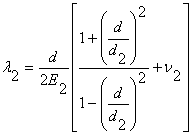
Коэффициенты радиальной податливости определяют по формуле:
 ;
;  .
.
где: d –диаметр посадки [м];
Е1, Е1 – Модули упругости материалов вала и втулки [Н/м²];
ν1, ν2- Коэффициенты Пуассона материалов вала и втулки соответственно;
λ1, λ2- Коэффициент радиальной податливости вала и втулки соответственно;
Расчеты производим в систем MathCAD. Результаты расчетов представлены в таблицах 1,2.
Табл.1
| Характеристика | Подшипники | |||
| тип | Ед.изм. | 202 | 205 | 206 |
| d | м | 0,015 | 0,025 | 0,03 |
| d1 | м | 0 | 0 | 0 |
| d2 | м | 0,0195 | 0,031 | 0,037 |
| E1 | Н/м |
|
|
|
| E2 | Н/м |
|
|
|
|
|
0,3 | 0,3 | 0,3 | |
|
|
0,3 | 0,3 | 0,3 | |
|
|
|
|
|
|
|
|
|
|
|
|
| L | м | 0,011 | 0,015 | 0,016 |
| fmax | 0,13 | 0,13 | 0,13 | |
| Nmax | м |
|
|
|
|
F3 |
Н |
|
|
|
Аналогично рассчитаем усилия запрессовки для зубчатых колёс.
Табл.2
| Характеристика | Зубчатые колеса | ||
| тип | Ед.изм. | Позиция 6 | Позиция 7 |
| d | м | 0,026 | 0,034 |
| d1 | м | 0 | 0 |
| d2 | м | 0,042 | 0,054 |
| E1 | Н/м |
|
|
| E2 | Н/м |
|
|
|
|
0,3 | 0,3 | |
|
|
0,3 | 0,3 | |
|
|
|
|
|
|
|
|
|
|
| L | м | 0,024 | 0,029 |
| fmax | 0,13 | 0,13 | |
| Nmax | м |
|
|
|
F3 |
Н |
|
|
Расчет усилия затяжки.
При сборке резьбового соединения необходимо обеспечить заданное усилие затяжки, величина которого определена расчетным путем, исходя из условий работы соединения. Это усилие направлено вдоль оси болта (шпильки). Непосредственно контролировать его величину не представляется возможным. Поэтому прибегают к косвенному контролю.
Затяжка с контролем крутящего момента на ключе определяется по формуле:
![]() ,
,
где Мтг и Мтр моменты трения соответственно на торце гайки и на резьбе.
На основе этой формулы установлена зависимость между моментом на ключе и усилием затяжки:
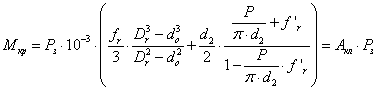 ,
,
где Мкл - момент на ключе, Н×м;
Рз - осевое усилие затяжки, Н;
Dr - наибольший диаметр опорной поверхности гайки, мм;
d2 - средний диаметр резьбы, мм;
Р - шаг резьбы, мм;
d0 - диаметр отверстия под болт или наименьший опорный диаметр гайки, мм;
r - коэффициент трения по торцу гайки;
f’p - приведенный коэффициент трения в резьбе, учитывает угол профиля a (для метрической резьбы a=60° );
fp - коэффициент трения в резьбе; f ’p=f p /cos(a/2)
Для расчета усилия затяжки воспользуемся
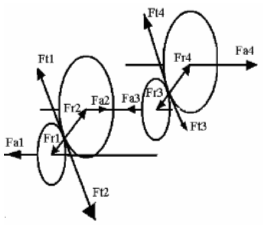
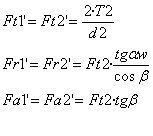
где Ft1, Ft2 – окружная составляющая соответственно для шестерни и колеса, мм;
где Fr1, Fr2 – радиальная составляющая соответственно для шестерни и колеса, мм;
где Fа1, Fаt2 – осевая составляющая соответственно для шестерни и колеса, мм;
T2=150 – крутящий момент на выходном валу, Н×м;
d2=0,11 – диаметр среднего делительного окружности колеса, м.
Ft1= Ft2=2×150/0,11=2727.27Н=2.72кН.
Ft3= Ft4=2×34.7/0,13=533Н=0.5кН.
![]() H
H
![]() H
H
Быстроходный вал
1) Горизонтальная плоскость
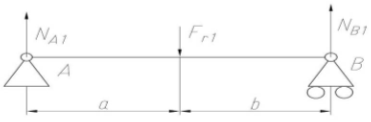
a=0,03; b=0,07
SmA=NB(a+b)-Fr1×a=0ÞNB=Fr1×a/(a+b)=992×0.03/ 0,1=297.6Н
SmB=-NA×(a+b)+ Fr1× b=0 Þ NA= Fr1× b/(a+b)=992×0,07/0,1=694Н
2) Вертикальная плоскость
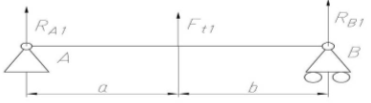
SmA=RB×(a+b)+Ft1×a=0ÞRB=-Ft1×a/(a+b)= -2720×0.03/0.1=-816Н
SmB=-RA×(a+b)- Ft1× b=0 Þ RA=- Ft1× b/(a+b)=-2720×0,07/0.1=-1904Н
Б) Промежуточный вал
1)Горизонтальная плоскость
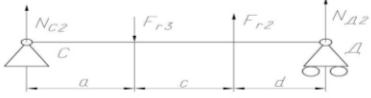
a=0,03;c=0,037; d=0,034
SmC=ND×(a+c+d)+Fr2×(c+a)-Fr3×a=0
ND= (Fr3×a –Fr2×(a+c))/(c+d)=198×0.03-992×0,067/0.1=-605H
SmD=-NC×(c+a+d)+Fr3×(c+d)-Fr2×d=0
NC= Fr3×(c+d)-Ft2×d/(c+a+d)=198×0.071-992×0.034/0.1=-197H
2) Вертикальная плоскость.
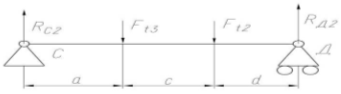
SmC=RD×(a+c+d)-Ft2×(a+c) -Ft3×a=0
RD=(Ft2×(a+c)+ Ft3×a) /(a+c+d)=2720×0,067+500×0.03/0.1=1974 H
SmD=-RC×(a+c+d)+Ft2×d+ Ft3×(d+c)=0
RC= Ft2×d+ Ft3×(d+c)/(a+c+d)=2720×0,034+500×0.071/0.1=1280 H
Тихоходный вал
1)Горизонтальная плоскость

e=0,073; d=0,034
SmE=NF(e+d)+Fr4×e=0ÞNF=-Fr4×e/(e+d)=-198×0.073/ 0,12=-120 Н
SmF=-NE×(e+d)- Fr4× d=0 Þ NE= -Fr4× d/(e+d)=-198×0,034/0,12=-56.1Н
2) Вертикальная плоскость.
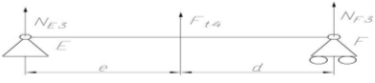
SmE=RF(e+d)+Ft4×e=0ÞRF=-Ft4×e/(e+d)=-500×0.073/ 0,12=-304 Н
SmF=-RE×(e+d)- Ft4× d=0 Þ RE= -Ft4× d/(e+d)=-500×0,034/0,12=-141.6Н
![]()
где К=1.5 коэффициент неравномерности затяжки
Рз.А=1.5(1904+694/0,1)/2=6663 Н
Рз.В=1.5(816+297/0,1)/2=2839 Н
Рз.С=1.5(1280+197/0,1)/2=2437 Н
Рз.Д=1.5(1974+605/0,1)/2=6018 Н
Рз.Е=1.5(141+120/0,1)/2=1005 Н
Рз.А=1.5(304+56,1/0,1)/2=648 Н
За осевое усилие затяжки Рз, Н принимаем значение равное Рз= 6663Н.
Определим усилием затяжки на ключе:
Расчеты производим в системе «MathCAD».
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Усилие затяжки на ключе должно быть равным М=18.458 Нм
6. Расчет сборочных размерных цепей
Расчет размерных цепей производим в программе «Unigraphics NX3».
Перечислим последовательность действий расчета размерных цепей.
●Нормируем составляющие элементы размерной цепи. Для этого заходим в модуль «Моделирование» →Инструменты→Ассоциативные модели→Геометрические допуски. Далее производится нормирование элементов.
●В новом файле создают сборку из элементов входящих в состав размерной цепи.
●Заходим в модуль «Анализ размерных цепей»: «Анализ» → «Анализ размерных цепей».
● Импортируем допуски составляющих элементов размерной цепи в сборку.
● Проверяем наличие сопряжений между элементами сборки. В месте, где необходимо произвести измерение (например, расстояние между распорной втулкой и кольцом подшипника ), удаляем сопряжение.
● Производим измерение и рассчитывают расстояние между двумя элементами сборки.
● Сверяем полученные результаты с конструкторскими.
● Если собираемость конструкции не может быть достигнута по схеме полной взаимозаменяемости, то либо назначаются более жесткие допуски на размеры составляющих звеньев, либо вводится компенсирующее регулировочное звено.
Расчет размерной цепи для быстроходного вала
Искомый зазор между втулкой и подшипником в этом случае определяется по формуле:
![]() , где
, где
![]()
![]()
![]()
![]() , где
, где
Нормируем элементы, входящие в состав размерной цепи. Создаем сборку, и по вышеприведенной методике рассчитываем искомый зазор между втулкой и торцом подшипника.
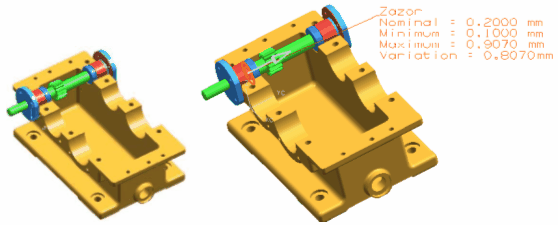
Результаты расчета в системе «Unigraphics NX3».
Measurement: Zazor
Units: mm
Direction: XC 0.0000, YC 1.0000, ZC 0.0000
Nominal: 0.2000
Minimum: 0.1000
Maximum: 0.9070
Variation: 0.8070
Contributor 1: 25% Pod202: Feature 1: DIM +0.0 -0.200
Contributor 2: 25% Pod202: Feature 1: DIM +0.0 -0.200
Contributor 3: 12% Krishka koprysa nij: Feature 1: DIM +0.0 -0.100
Contributor 4: 11% Val tixoxod.: Feature 1:DIM +0.0 -0.087
Contributor 5: 7% Krishka tixoxod.: Feature 1:DIM 0.03 -0.03
Contributor 6: 7% Flanec tixoxod.: Feature 1:DIM 0.03 -0.03
Contributor 7: 4% Prokladka1: Feature 1:DIM +0.0 -0.03
Contributor 8: 4% Prokladka1: Feature 1:DIM +0.0 -0.03
Contributor 9: 2% Vtylka tixoxod111: Feature 1:DIM -0.060 -0.080
Contributor 10: 2% Vtylka tixoxod111: Feature 1:DIM -0.060 -0.080
Заложенные в конструкцию нормы точности не обеспечивали сборку по методу полной взаимозаменяемости. осле перенормирования размера втулки, участвующего в размерной цепи, с размера 21мм до размера 20.9мм, выполненного по 7 квалитету, что вполне достижимо, собираемость обеспечилась по методу полной взаимозаменяемости.
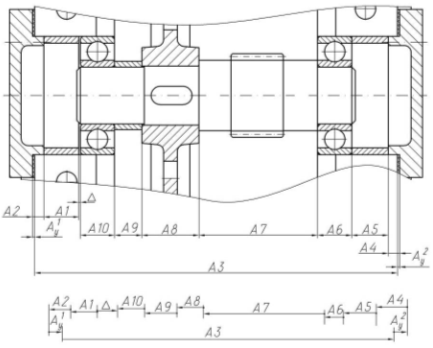
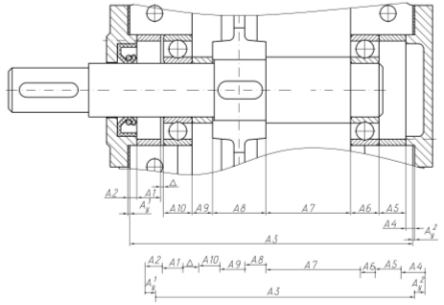
Рассчитаем размерную цепь аналитическим способом.
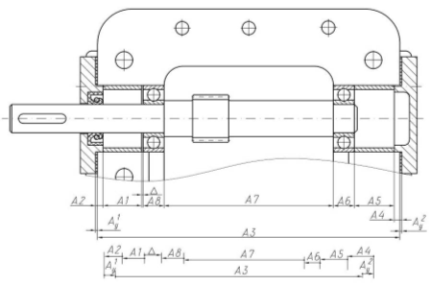
A![]() , A
, A![]() , A3- увеличивающие звенья;
, A3- увеличивающие звенья;
A1, A2, A4, A5, A6, A7, A8 – уменьшающие звенья.
A1=
A5=20,9![]() мм,
мм,
A2=
A4=4![]() мм,
мм,
A3= 159-0,1 мм,
A![]() = A
= A![]() =1-0,03 мм,
=1-0,03 мм,
A6= A8=11-0,2 мм,
A7= 89-0,087 мм.
![]() = A3max+A
= A3max+A![]() max+A
max+A![]() max-A1min-A2min-A4min-A5min-A6min-A7min-A8min
max-A1min-A2min-A4min-A5min-A6min-A7min-A8min
![]() = A3min+A
= A3min+A![]() min+A
min+A![]() min-A1max-A2max-A4max-A5max-A6max-A7max-A8max
min-A1max-A2max-A4max-A5max-A6max-A7max-A8max
![]() =
159+2-20.82-20.82-3.97-3.97-88.913-10.8-10.8=0.907
=
159+2-20.82-20.82-3.97-3.97-88.913-10.8-10.8=0.907
![]() =159.8+0.97+0.97-20.84-20.84-4.03-4.03-89-11-11=0.1
=159.8+0.97+0.97-20.84-20.84-4.03-4.03-89-11-11=0.1
Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату.
Расчет размерной цепи для промежуточного вала
Искомый зазор между втулкой и подшипником в этом случае определяется по формуле:
![]() , где
, где
![]()
![]()
![]()
![]() , где
, где
Нормируем элементы, входящие в состав размерной цепи. Создаем сборку, и по вышеприведенной методике рассчитываем искомый зазор между втулкой и торцом подшипника.
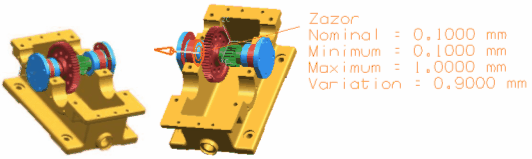
Результаты расчета в системе «Unigraphics NX3».
Measurement: Zazor
Units: mm
Direction: XC 0.0000, YC -1.0000, ZC 0.0000
Nominal: 0.1000
Minimum: 0.1000
Maximum: 1.0000
Variation: 0.9000
Contributor 1: 22% Pod.205:Feature 1:DIM +0.0 -0.200
Contributor 2: 22% Pod.205:Feature 1:DIM +0.0 -0.200
Contributor 3: 11% Krishka koprysa nij.:Feature 1:DIM +0.0 -0.100
Contributor 4: 7% Krishka promejyt.:Feature 1:DIM 0.03 -0.03
Contributor 5: 7% Val tixoxod1.:Feature 1:DIM +0.0 -0.060
Contributor 6: 7% Krishka promejyt.:Feature 1:DIM 0.03 -0.03
Contributor 7: 6% Vtylka tixoxod:Feature 1:DIM -0.110 -0.160
Contributor 8: 6% Vtylka tixoxod:Feature 1:DIM -0.110 -0.160
Contributor 9: 3% Prokladka2:Feature 1:DIM +0.0 -0.03
Contributor 10: 3% Vtylka1:Feature 1:DIM +0.0 -0.030
Contributor 11: 3% Koleso 1:Feature 1:DIM +0.0 -0.03
Contributor 12: 3% Prokladka2:Feature 1:DIM +0.0 -0.03
Заложенные в конструкцию нормы точности не обеспечивали сборку по методу полной взаимозаменяемости. После перенормирования размера втулки, участвующего в размерной цепи, с размера 16 мм до размера 15.95 мм, выполненного по 7 квалитету, что вполне достижимо, собираемость обеспечилась по методу полной взаимозаменяемости.
Рассчитаем размерную цепь аналитическим способом.
A![]() , A
, A![]() , A3- увеличивающие звенья;
, A3- увеличивающие звенья;
A1, A2, A4, A5, A6, A7, A8, A9, A10,– уменьшающие звенья.
A1=
A5=15,95![]() мм,
мм,
A![]() = A
= A![]() =1-0,03 мм,
=1-0,03 мм,
A2=
A4=5![]() мм,
мм,
A3= 159-0,1 мм,
A6= A10=15-0,2 мм,
A7= 52-0,06 мм,
A8= 25-0,03 мм,
A9= 11-0,03 мм.
![]() = A3max+A
= A3max+A![]() max+A
max+A![]() max-A1min-A2min-A4min-A5min-A6min-A7min-A8min-A9min-A10min
max-A1min-A2min-A4min-A5min-A6min-A7min-A8min-A9min-A10min
![]() = A3min+A
= A3min+A![]() min+A
min+A![]() min-A1max-A2max-A4max-A5max-A6max-A7max-A8max
-A9max -A10max
min-A1max-A2max-A4max-A5max-A6max-A7max-A8max
-A9max -A10max
![]() =
159+2-15,79-15,79-4,97-4,97-14,8-14,8-51,94-24,97-11,97=1
=
159+2-15,79-15,79-4,97-4,97-14,8-14,8-51,94-24,97-11,97=1
![]() =159.8+0.97+0.97-15,84-15,84-5,03-5,03-15-15-52-25-12=0.1
=159.8+0.97+0.97-15,84-15,84-5,03-5,03-15-15-52-25-12=0.1
Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату.
Расчет размерной цепи для тихоходного вала
Искомый зазор между втулкой и подшипником в этом случае определяется по формуле:
![]() , где
, где
![]()
![]()
![]()
![]() , где
, где
Нормируем элементы, входящие в состав размерной цепи. Создаем сборку, и по вышеприведенной методике рассчитываем искомый зазор между втулкой и торцом подшипника.
Результаты расчета в системе «Unigraphics NX3».
Measurement: Zazor
Units: mm
Direction: XC 0.0000, YC -1.0000, ZC 0.0000
Nominal: 0.1000
Minimum: 0.1000
Maximum: 1.0000
Variation: 0.9000
Contributor 1: 33% Pod206:Feature 1:DIM +0.0 -0.200
Contributor 2: 33% Pod206:Feature 1:DIM +0.0 -0.200
Contributor 3: 11% Krishka koprysa nij.:Feature 1:DIM +0.0 -0.100
Contributor 4: 7% Prokladka3:Feature 1:DIM +0.0 -0.03
Contributor 5: 7% Vtylka vixod:Feature 1:DIM -0.110 -0.160
Contributor 6: 7% Vtylka vixod:Feature 1:DIM -0.110 -0.160
Contributor 7: 2% Flanec vixodnogo:Feature 1:DIM 0.030 -0.030
Contributor 8: 2% Vtylka vixod1:Feature 1:DIM +0.0 -0.030
Contributor 9: 2% Vtylka vixod1:Feature 1:DIM +0.0 -0.030
Contributor 10: 2% Krishka vixoxdnogo:Feature 1:DIM 0.030 -0.030
Contributor 11: 2% Prokladka3:Feature 1:DIM +0.0 -0.03
Contributor 12: 2% Val vixodnoi.:Feature 1:DIM +0.0 -0.06
Заложенные в конструкцию нормы точности не обеспечивали сборку по методу полной взаимозаменяемости. После перенормирования размера втулки, участвующего в размерной цепи, с размера 15 мм до размера 14.95 мм, выполненного по 7 квалитету, что вполне достижимо, собираемость обеспечилась по методу полной взаимозаменяемости.
Рассчитаем размерную цепь аналитическим способом.
A![]() , A
, A![]() , A3- увеличивающие звенья;
, A3- увеличивающие звенья;
A1, A2, A4, A5, A6, A7, A8, A9, A10,– уменьшающие звенья.
A![]() , A
, A![]() , A3- увеличивающие звенья;
, A3- увеличивающие звенья;
A1, A2, A4, A5, A6, A7, A8, A9, A10,– уменьшающие звенья.
A1=
A5=14,95![]() мм,
мм,
A![]() = A
= A![]() =1-0,03 мм,
=1-0,03 мм,
A2= A4=5![]() мм,
мм,
A3= 159-0,1 мм,
A6= A10=16-0,2 мм,
A7= 47,5-0,06 мм.
A8= 30-0,03 мм.
A9= 11,5-0,03
мм.![]() = A3max+A
= A3max+A![]() max+A
max+A![]() max-A1min-A2min-A4min-A5min-A6min-A7min-A8min-A9min-A10min
max-A1min-A2min-A4min-A5min-A6min-A7min-A8min-A9min-A10min
![]() = A3min+A
= A3min+A![]() min+A
min+A![]() min-A1max-A2max-A4max-A5max-A6max-A7max-A8max
-A9max -A10max
min-A1max-A2max-A4max-A5max-A6max-A7max-A8max
-A9max -A10max
![]() =
159+2-14,79-14,79-4,97-4,97-15,8-15,8-47,44-29,97-11,47=1
=
159+2-14,79-14,79-4,97-4,97-15,8-15,8-47,44-29,97-11,47=1
![]() =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1
=159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1
Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату.
7. Нормирование операций
Технологический процесс сборки редуктора включает следующие переходы:
Выполняемые переходы при запрессовки шпонок:
1. Взять шпонку, примерить по пазу вала.
2. Взять инструмент и установить шпонку в паз вала.
3. Отложить инструмент.
При запрессовки шпонки поз.40 , τ =1,19 мин.
При запрессовки шпонки поз.41 , τ =2,56 мин.
При запрессовки шпонки поз.42 , τ =2,02 мин.
При запрессовки шпонки поз.43 , τ =2,37 мин.
Выполняемые переходы при напрессовки колес:
1. Взять вал, установить на стол пресса.
2. Установить колесо на вал.
3. Запрессовать колесо.
4. Снять узел и отложить.
При напрессовки колес поз.6 , поз.7 , τ =0,43 мин.
Выполняемые переходы при напрессовки подшипников:
1. Взять вал, установить на стол пресса.
2. Взять подшипник, установить на вал.
3. Взять оправку и установить её на подшипник.
4. Напрессовать подшипник.
5. Отложить оправку, проверить легкость вращения подшипников.
6. Снять узел и отложить.
При напрессовки подшипника поз.36 , τ =0,38 мин.
При напрессовки подшипника поз.37 , τ =0,42 мин.
При напрессовки подшипника поз.38 , τ =0,45 мин.
Выполняемые переходы при сборки крышек подшипников:
1. Взять прокладку.
2. Установить прокладку на крышку с совмещением по отверстиям.
3. Осмотреть правильность установки.
При сборке крышек подшипника поз. 8,10,11, τ =0,26 мин соответственно.
Выполняемые переходы при сборки фланцев:
1. Взять прокладку, манжету.
2. Установить прокладку на крышку с совмещением по отверстиям.
3. Установить манжету.
4. Осмотреть правильность установки.
При сборке фланцев поз. 9,12, τ =0,52 мин соответственно.
Другие выполняемые переходы:
При установки валов в корпус редуктора, τ =0,4 мин.
При установки крышек и фланцев в корпус редуктора, τ =0,32 мин.
При запрессовки штифтов поз.44, τ =0,62 мин.
При затяжки гаек поз. 32, τ =0,34 мин.
При затяжки болтов поз. 28,25, τ =0,39 мин.
При затяжки гаек поз. 29, τ =0,34 мин.
Время транспортирования редуктора на испытательный стенд составляет
τ =1,15 мин.
Время транспортирования редуктора на склад составляет τ =1,88 мин.
Операция 010. Слесарно-сборочная. τ =1,12 мин.
Операция 015. Слесарно-сборочная. – τ =2,64 мин.
Операция 020. Слесарно-сборочная. – τ =4,39 мин.
Операция 025. Слесарно-сборочная. – τ =8,67 мин.
Операция 030. Слесарно-сборочная. – τ =12,44 мин.
Операция 035. Слесарно-сборочная. τ =7,44 мин.
Операция 040. Транспортная. – τ =1,5 мин.
Операция 045. Испытания механические. – τ =40,5 мин.
Операция 015. Транспортная. τ =1,88 мин.
8. Описание сборочного приспособления – оправки
При посадке подшипников на валы усилие следует прикладывать к тому кольцу подшипника, которое устанавливается с натягом. Во избежание перекосов прикладываемое усилие должно быть равномерно распределено по всему торцу кольца. Для этого используют специальные оправки.
Рассмотрим оправку 1 для запрессовки Подшипника 206 на хвостовик тихоходного вала.
Оправка представляет из себя цилиндрическую деталь, состоящую из двух частей: хвостовика и корпуса. Хвостовик Ø36 предназначен для закрепления оправки в цанговом патроне реечного пресса, поэтому его цилиндрическая поверхность выполнена с малой шероховатостью. Торец также выполнен с малой шероховатостью. Хвостовик с торцом позиционируют оправку в реечном прессе и являются базовыми поверхностями. За счёт применения цангового патрона происходит самоцентрирование оправки.
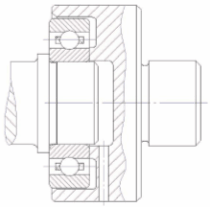
В корпусе оправки торец запрессовки выполнен с высокой степенью параллельности относительно установочного торца, его поверхность имеет шероховатость Ra1,25. Внешний диаметр торца запрессовки перекрывает наружный диаметр внутреннего кольца подшипника. Центральная расточка Ø31 предназначена для входа вылета свободного конца хвостовика вала.
Радиальное отверстие Ø4 предназначено для отвода избыточного давления из внутреннего объёма оправки при запрессовки.
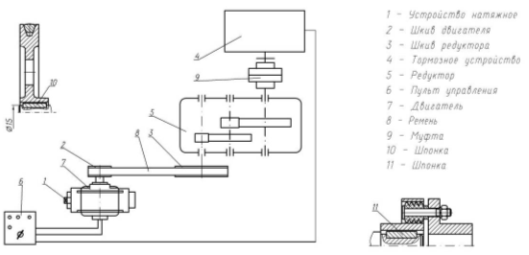
9. Описание испытательного стенда
Стенд предназначен для испытания и обкатки редуктора, контроля его работы без нагрузки и при рабочей нагрузке; контроля правильности сборки и настройки подшипниковых узлов.
Стенд состоит из рамы на которой закреплены:
двигатель с устройством регулировки натяжения ремней;
площадка со шпильками для установки редуктора.
Отдельно располагаются пульт управления и реле с нагрузочным сопротивлением.
Порядок испытания:
Постановка изделия на испытательный стенд, осуществляется с помощью электротельфера.
1. Установить редуктор на стенде по шпилькам, наживить гайками и затянуть ключом.
2. Установить на входной вал редуктора поз.5 шкив поз.3.
3. Установить ремни поз.8 на шкив редуктора поз.3 и шкив двигателя поз.2.
Проверить натяжение ремня нажатием от руки усилием 15-20кг, допустимый прогиб 5-10мм. При необходимости регулировать натяжение ремня поворотом регулировочного винта натяжного устройства поз.1.
4. Включить двигатель поз.7, посредством пульта управления поз.6.Контролировать работу редуктора без нагрузки в течении 5 минут. Шум, вибрации, стуки не допускаются.
5. Выключить двигатель, посредством пульта управления .
6. Контролировать температуру подшипниковых узлов на ощупь, температура не должна превышать 40°С.
7. Установить муфту тормозного устройства на выходной вал.
8. Включить двигатель. Осуществить первичную приработку под нагрузкой N=0,482кВт в течении 20 минут.
Контролировать отсутствие стука, ударов, отсутствие подтеков масла через манжеты, уплотнения и стыки.
9. Остановить редуктор, наощупь контролировать температуру редуктора и подшипниковых узлов.
10. Демонтировать редуктор со стенда.
Список литературы.
1. «Проектирование технологических процессов сборки машин», Учебник /Под общей ред.проф. А.А. Жолобова. Мн.: Новое знание, 2005. – 410 с.
2. А.Н. Никитин «Технология сборки двигателей летательных аппаратов» Учебник. Москва: Машиностроение. 1982. – 269 с.
3. Ю.Н. Соломенцев. Проектирование технологий” Москва. Машиностроение. 1990. – 416 с.
4. Иванов М.Н. и Иванов В.Н. «Детали машин. Курсовое проектирование» Учеб. Пособие для машиностроит. вузов. М.: Высшая школа, 1975. – 551 с.
5. «Расчёты деталей машин» /И.М. Чернин, А.В. Кузьмин, Г. М. Ицкович. 2-е изд., перераб. и доп. М.: Высшая школа, 1978. – 472 с.
6. «Курсовое проектирование деталей машин» Учеб. Пособие для техникумов /С.А. Чернавский, Г.М. Ицкович, К.Н. Боков и др. М.: Машиностроение, 1980. – 351 с.
© 2009 База Рефератов