
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Разработка технологии изготовления валов
Курсовая работа: Разработка технологии изготовления валов
Факультет экономики и управления в машиностроении
Кафедра управления качеством и машиноведения
Курсовая работа по дисциплине «Технология машиностроения»
Тема: Разработка технологии изготовления валов
Санкт - Петербург
2007
Содержание
I. Анализ формы, размеров, материала, условий работы детали
II. Технологический маршрут обработки каждой поверхности
III. Определение типа производства
IV. Выбор способа получения заготовки
V. Экономическое сравнение вариантов заготовки
VI. Чертеж поковки
VII. Экономическое сравнение двух вариантов обработки одной поверхности по приведенным затратам
VIII. Оформление операционных и маршрутных карт
IX. Выбор системы технологической оснастки
X. Определение операционных припусков
XI. Схемы обработки
XII. Список литературы
I. Анализ формы, размеров, материала, условий работы детали
Материал детали – легированная конструкционная сталь 20Х. Это сталь, обработанная давлением, она дороже, чем литая, но обладает лучшими свойствами, особенно вязкостью (позволяющая материалу хорошо сопротивляться динамическим нагрузкам) и плотностью (позволяющей сопротивляться переменным нагрузкам длительное время). Эти свойства очень важны для вращающегося червячного вала. Кроме того, у материала, полученного обработкой давлением, отсутствуют пористость и раковины.
Химический состав стали 20Х.
| С | Mn | Si | Cr | S | P | Ni |
| Не более | ||||||
| 0,17-0,23 | 0,50-0,80 | 0,17-0,37 | 0,70-1 | 0,025 | 0,035 | 0,30 |
Механические свойства стали 20Х при t = 20°.
|
σт кгс\мм2 |
σв кгс\мм2 |
σ5 % |
ψ % |
ак кгм\см2 |
| ≥ 65 | ≥ 80 | ≥ 11 | ≥ 40 | ≥ 6 |
II. Технологический маршрут обработки каждой поверхности
Технологический маршрут обработки каждой поверхности вала в зависимости от точности размеров и шероховатости поверхностей.
1. Цилиндрические поверхности диаметром 25к6 с шероховатостью Ra 0,8 мкм (пов. 3,10)требует точение предварительное, точение чистое, шлифование однократное.
2. Цилиндрические поверхности диаметром 20n6 с шероховатостью Ra 0,8 мкм (пов. 12) требует точение предварительное, точение чистое, шлифование однократное.
3. Торцевые плоскости, связанные размером 14 квалитета с шероховатостью Ra 1,6 мкм (пов. 22,9) требуют однократного точения и шлифование.
4. Шпоночный паз (пов. 13) получается фрезерованием.
5. Остальные поверхности связанные размером 14 квалитета с шероховатостью Ra 6,3 мкм будут получены однократным обтачиванием.
III. Определение типа производства
Расчет коэффициента закрепления операций К30 и определение типа производства (потрем операциям обработки).
1. Токарная операция. Обтачивание цилиндра D = 30 мм, l = 46 мм.
![]()
2. Нарезание витков.
![]()
3. Шлифование.
![]()
Штучно калькуляционное время на операции.
![]() ; φк по таблице №3
; φк по таблице №3
Мелкосерийное производство: Крупносерийное производство:
1. Токарная операция
![]()
![]()
2. Нарезание витков
![]()
![]()
3. Шлифование
![]()
![]()
Время штучно калькуляционное время
![]() для
мелкосерийного производства
для
мелкосерийного производства
 для
крупносерийного произв.
для
крупносерийного произв.
Такт выпуска детали
 ;
;
Фд = действительный фонд времени.
При двухсменной работе Фд = 4015 часовой.
К30кг > 20 => производство мелкосерийное.
Размер партии запуска.

a Периодичность запуска деталей в производство.
N годовой объем выпуска деталей.
F = 240 – количество рабочих дней в году.
![]()
IV. Выбор способа получения заготовки
Ковка в крупносерийном производстве не эффективна. Заготовки валов часто выгодно получать ротационной ковкой, поперечно-клиновой прокаткой, горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу.
Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). При большой разнице поперечных сечений требуется применение протяжного или подкатного ручьев, при штамповке на прессах они обычно не применяется. Вместо них применяется предварительная подготовка заготовки на ГКМ, электровысадочных машинах и др., дающих заготовку с большой разницей сечений, после чего заготовка штампуется на прессах. Чтобы не усложнять студентам жизнь применение ГКМ и др., штамповку заготовок рекомендуется производить на паровоздушных штамповочных молотах (ПШМ), штампы которых могут иметь протяжные и подкатные ручьи.
Поэтому, условно считая, что на «нашем» заводе из штамповочного оборудования имеется только ПШМ, применим их для получения заготовки данного вала. В качестве вариантов заготовки рассмотрим I вариант – паковка на ПШМ класса точности Т4; II вариант – паковка на ПШМ класса точности Т5. Окончательно будет выбран тот вариант заготовки, при котором деталь будет дешевле. Точнее, будет выбран тот вариант, при котором приведенные затраты на производство детали будут меньше.
Таким образом, штамповка будет производиться на ПШМ поперек оси заготовки, т.к. большинство валов имеют длину, в несколько раз превышающую диаметр, что не позволяет производить штамповку вдоль оси, т.к. не соблюдается условие устойчивости.
Затем необходимо по ГОСТ 7505 – 89 (далее - просто ГОСТ) определить размеры и массу заготовок по двум отобранным вариантам: штамповая поковка четвертого класса точности (I вариант) и то же пятого класса точности (II вариант).
Для входа в таблицы ГОСТ необходимо предварительно оценить массу поковки:
Мп (масса поковки) = 1,25 ∙ Мд (масса детали)
Мп = 1,25 ∙ 1,25 = 1,5625 кг

где Мф – масса описанной фигуры.
Lц (длина цилиндра) = Lд (длина)+ 5мм
Дц (диаметр цилиндра) = Дд (диаметр)+ 5мм
Lц = 218 + 5 = 223мм
Дц = 45мм
Мф = 0,25π ∙ 4,52 ∙ 22,3 ∙ 7,86 = 2,786 кг
Т.К. 0,63 > 0,56 > 0,32, степень сложности С2
По пункту 4 табл.1 ГОСТ разъем плоский П – по плоскости, проходящей через ось вращения поковки.
Индексы для вариантов поковки:
Для Т4 – 11
Для Т5 – 13
Таблицы размеров поковки
Для Т4.
| Размер детали | Припуски | Размер поковки с идеальными отклонениями | ||
| ОСН | Смещение |
Не пр. Не плоск. |
||
| Ǿ40 | 1,6 | 0,2 | 0,3 |
|
| Ǿ30 | 1,6 | 0,2 | 0,3 |
|
| Ǿ25к6 | 1,5 | 0,2 | 0,3 |
|
| Ǿ20n6 | 1,5 | 0,2 | 0,3 |
|
| 0 | 1,5 | 0,2 | 0,3 | (2,0) |
| 52 | 1,6 | 0,2 | 0,3 |
|
| 92 | 1,6 | 0,2 | 0,3 |
|
| 108 | 1,7 | 0,2 | 0,4 |
|
| 80 | 1,6 | 0,2 | 0,3 |
|
| 110 | 1,7 | 0,2 | 0,4 |
|
Для Т5.
| Размер детали | Припуски | Размер поковки с идеальными отклонениями | ||
| ОСН | Смещение |
Не пр. Не плоск. |
||
| Ǿ40 | 1,8 | 0,4 | 0,4 |
|
| Ǿ30 | 1,8 | 0,4 | 0,4 |
|
| Ǿ25к6 | 1,7 | 0,4 | 0,4 |
|
| Ǿ20n6 | 1,7 | 0,4 | 0,4 |
|
| 0 | 1,7 | 0,4 | 0,4 | (2,5) |
| 52 | 1,8 | 0,4 | 0,4 |
|
| 92 | 1,8 | 0,4 | 0,4 |
|
| 108 | 2,0 | 0,4 | 0,5 |
|
| 80 | 1,8 | 0,4 | 0,4 |
|
| 110 | 2,0 | 0,4 | 0,5 |
|
V. Экономическое сравнение вариантов заготовки
Для Т4
Общий V, см2 = 240,4 см2
Плотность Ме = 7,2 г/см2
Масса, г = 1730,8 г
Для Т5
Общий V, см2 = 245,6 см2
Плотность Ме = 7,2 г/см2
Масса, г = 1768 г
| Класс точности |
Т4 |
Т5 |
| Степень сложности |
1 |
1 |
| Масса поковки |
1,730кг |
1,768кг |
| Оптовая цена 1 тонны поковки |
6200р |
6000р |
| Оптовая цена дополнительной механической обработки 1 тонны поковки |
0р |
6700р |
| Удельное капитальное вложение на производство годовой программы поковок |
1800р |
1800р |
| Полная себестоимость изготовленных поковок на годовую программу |
96534р |
94824р |
| Полная себестоимость дополнительной механической обработки поковок |
0р |
13300р |
| Приведенные годовые затраты |
120000р |
160000р |
Теперь можно начать разработку технических требований (для выбранного варианта Т4), помещаемых на чертеже поковки справа вверху под обозначением шероховатости поверхности (без пояснений, т.е. выделенное жирно). Некоторые требования уже нами определены:
1. Класс точности Т4
2. Группа стали – М2
3. Степень сложности - С2
4. Разъем плоский П
5. Штамповочные уклоны, наружные 7°±1°45΄
6. Исходный индекс – 15
7. Допускаемая величина остаточного облоя 11 мм.
8. Допускаемая величина высоты заусенца по контуру обрезки облоя 5. мм.
9. Радиусы закруглений:
а) внешних углов 3+1 мм
б) внутренних углов 6+2 мм.
10. Допускаемая величина смещения по поверхности разъема штампа 0,8 мм.
11. Допускаемые отклонения от прямолинейности 0,6 мм.
12. Остальные технические требования по ГОСТ 8479-70.
VI. Чертеж поковки
Чертеж выполнен на стандартном формате, со стандартной основной надписью (штампом), в масштабе 1:1.
VII. Экономическое сравнение двух вариантов обработки одной поверхности по приведенным затратам
А) I вариант – фрезерование концевой фрезой.
Режимы резания
Диаметр фрезы D = 8 мм, равен ширине паза (см. чертеж детали).
Число зубьев фрезы Z = 5.
Глубина резания t = 3 мм (см. чертеж детали).
Подача на зуб фрезы Sz = 0,02 мм/зуб
Скорость резания n = 28 м/мин
Число
оборотов двигателя в минуту  об/мин. Принимаем по станку 1000 об/мин.
об/мин. Принимаем по станку 1000 об/мин.
Минутная
подача фрезы Sм = ![]() мм/мин
мм/мин
Длина рабочего хода фрезы (lпаза + lвп) складывается из рабочей длины паза, равной 30 мм (см. чертеж детали) и закругления радиусом 5 мм.
Основное
время  мин.
мин.
Нормы времени.
При установке детали в самоцентрирующих тисках (для обеспечения точности глубины паза) вспомогательное время на установку и снятие детали tву = 0,15 мин.
Время вспомогательное на проход tвп = 0,14 мин. Это время затрачивается на подведения детали к фрезе, включение подачи, отведение детали от фрезы.
В данном случае приемов, связанных с переходом и не вошедших в комплекс tвп нет. Если на детали имеется две шпоночные канавки, расположенные на противоположных сторонах вала, то к tвп нужно добавить время по поз. 17 стр. 109.
Оперативное время Топ = То + Stв = 0,35 + 0,15 + 0,14 = 0,64 мин.
Время на обслуживание рабочего места аобс = 3% от Топ(стр.110).
Время на отдых и личные надобности аолн = 5% от Топ
Штучное время:
 мин.
мин.
Компоненты подготовительно-заключительного времени на партию деталей:
А = 10 мин – на наладку станка, инструмента и приспособлений.
Б = 0 на дополнительные приемы, которые в данном случае не нужны.
В = 7 мин – на получение инструмента и приспособлений до начала и сдачу их после окончания обработки партии деталей.
Подготовительно-заключительное время на партию деталей
Тпз = А + Б + В = 10 + 0 + 7 = 17 мин.
Штучно-калькуляционное время
Тшк
= Тшт +  = 0,83 мин.
= 0,83 мин.
Б) II вариант – фрезерование дисковой фрезой.
Режимы резания
Предел прочности можно определить по справочнику или приближенно sв » 0,36×НВ = 0,36×230 = 83 кг/мм2.
При средней жесткости станка и его мощности от 5 до 10 кВт Sz = 0,08 мм – подача на зуб фрезы.
В = 10 мм, t = 3 мм
Выбираем фрезу диаметром Dф = 110 мм, имеющая число зубьев Z = 8.
Определяем режимы резания при Sz до 0,08 мм.
Скорость резания V = 417 м/мин.
Скорость вращения фрезы 1205 об/мин.
Подача минутная Sм = 710 мм/мин.
Величина врезания и перебега (стр. 377) lвп = 22 мм.
Основное
время  мин.
мин.
Нормы времени.
При установке детали в самоцентрирующих тисках (для обеспечения точности глубины паза) вспомогательное время на установку и снятие детали tву = 0,15 мин.
Время вспомогательное на проход tвп = 0,14 мин. Это время затрачивается на подведения детали к фрезе, включение подачи, отведение детали от фрезы.
В данном случае приемов, связанных с переходом и не вошедших в комплекс tвп нет. Если на детали имеется две шпоночные канавки, расположенные на противоположных сторонах вала, то к tвп нужно добавить время по поз. 17 стр. 109.
Оперативное время Топ = То + Stв = 0,07 + 0,15 + 0,14 = 0,36 мин.
Время на обслуживание рабочего места аобс = 3% от Топ
Время на отдых и личные надобности аолн = 5% от Топ
Штучное время:
 мин.
мин.
Компоненты подготовительно-заключительного времени на партию деталей:
А = 10 мин – на наладку станка, инструмента и приспособлений.
Б = 0 на дополнительные приемы, которые в данном случае не нужны.
В = 7 мин – на получение инструмента и приспособлений до начала и сдачу их после окончания обработки партии деталей.
Подготовительно-заключительное время на партию деталей
Тпз = А + Б + В = 10 + 0 + 7 = 17 мин.
Штучно-калькуляционное время
Тшк
= Тшт +  = 0,49 мин.
= 0,49 мин.
В) Определение приведенных затрат по вариантам.
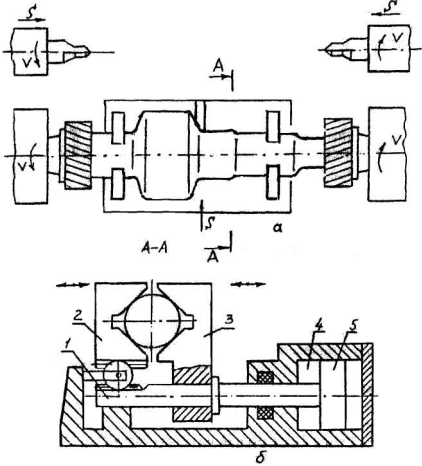
Обработка шпоночной канавки вала производится на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102 или на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
а) Расчет потребности оборудования Qp по вариантам
техпроцесса:  – расчетное
число станков.
– расчетное
число станков.
Часовая
производительность  шт/ч
шт/ч
Фд = 4015 ч/год – действительный фонд времени при двухсменной работе
Кв = 1,1 – коэффициент, учитывающий выполнение норм
Кр – коэффициент, учитывающий затраты времени на ремонт оборудования
Кр = 1 – 0,01 × ГР, где ГР – группа рементной сложности оборудования
ГР = ГРм + 0,25ГРэ, ГРм – механической части, ГРэ - электрической [5, табл.8.1]
Кз – коэффициент загрузки каждого типа станка
Кз = Qp/Qп, где Qп – принятое целое значение числа станков, ближайшее большее к расчетному Qp.
1) При обработка шпоночной канавки вала на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102
ГР = ГРм + 0,25ГРэ = 6,5 + 0,25∙3 = 7,25
Кр = 1 – 0,01 × ГР = 1 – 0,01∙7,25 = 0,9275

Кз = Qp/Qп = 0,03/1 = 0,03
2) При обработка шпоночной канавки вала на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
ГР = ГРм + 0,25ГРэ = 7 + 0,25∙3 = 7,75
Кр = 1 – 0,01 × ГР = 1 – 0,01∙7,75 = 0,9225

Кз = Qp/Qп = 0,02/1 = 0,02
б) Расчет себестоимости вариантов технологических операций
1) При обработка шпоночной канавки вала на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102
Цеховая себестоимость изготовления одной детали:
![]() , руб/дет, где
, руб/дет, где
Сцч цеховая себестоимость часа работы станка, коп/ч.
Цеховая себестоимость изготовления всех N = 9000 деталей за год:
Сц
= ![]() × N = 0,06×9000 = 540 , руб.
× N = 0,06×9000 = 540 , руб.
2) При обработка шпоночной канавки вала на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
Цеховая себестоимость изготовления одной детали:
![]() , руб/дет, где
, руб/дет, где
Сцч цеховая себестоимость часа работы станка, коп/ч.
Цеховая себестоимость изготовления всех N = 9000 деталей за год:
Сц
= ![]() × N = 0,04×9000 = 360 , руб.
× N = 0,04×9000 = 360 , руб.
в) Расчет капитальных вложений
Капитальные вложения в технологическое оборудование:
Кот = Цот × Qn × Mо, руб,
где Цот – балансовая стоимость оборудования, руб.
Мо коэффициент занятости технологического оборудования.
 ,
,
где Траб – годовой объем работ по данной детали
 , ч
, ч
Тро общее время работы оборудования за год. Тро = Фд × Кр, ч
Капитальные вложения в здания:
Кзд = S × Ks × Qn × Ms × h × Ц, руб.
где S – площадь оборудования в плане, м2
S = L × B, L – длина, В – ширина;
Кs – коэффициент дополнительной
площади:  ;
;
Мs – коэффициент занятости площади, принимаемый равным Мo;
h высота здания в метрах (для деталей малой менее 30 кг – 5 м, более 50 кг – 10 м);
Ц цена 1 м3 здания (10 руб/м3).
Полные капитальные вложения складываются из вложений в технологическое оборудование в здание и в технологическую оснастку К = Кот + Кзл + Кос.
Если приспособление и инструмент в обоих вариантах одинаковы, то капитальные вложения в оснастку не учитываются.
Тогда суммарная величина капиталовложений
K = Кот + Кзд
1) При обработка шпоночной канавки вала на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102
Кот = Цот × Qn × Mо = 1170×1×0,033 = 38,61 руб

Тро = Фд × Кр = 4015×0,9275 = 3724
S = L × B = 0,94×0,80 = 0,75
 ;
;
Кзд = S × Ks × Qn × Ms × h × Ц = 0,75×14,3×1×0,033×5×10 = 17,7 руб
K = Кот + Кзд = 38,61 + 17,7 = 56,3 руб
2) При обработке шпоночной канавки вала на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
Кот = Цот × Qn × Mо = 2210×1×0,02 = 44,2 руб
![]()
Тро = Фд × Кр = 4015×0,9225 = 3704
S = L × B = 1,17×1,16 = 1,36
 ;
;
Кзд = S × Ks × Qn × Ms × h × Ц = 1,36×8,35×1×0,02×5×10 = 11,36 руб
K = Кот + Кзд = 44,2 + 11,36 = 55,56 руб
г) Расчет приведенных затрат.
Сп = Сц + å × К
руб, где S = 0,15 – норма эффективности дополнительных капитальных вложений.
1) При обработке шпоночной канавки вала на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102.
Сп1 = Сц + å × К = 540 + 0,15×56,3 =548,45
2) При обработке шпоночной канавки вала на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
Сп2 = Сц + å × К = 360 + 0,15×55,56 =368,33
д) Экономия по приведенным затратам:
DСп = Сп1 – Сп2 = 548,45 – 368,33 = 180,12
При выборе оборудования для выполнения определенной технологической операции должны выполняться два принципа:
· технический – изготовленная деталь должная отвечать требованиям по точности выполняемых размеров и шероховатости поверхностей, указанным в операционном эскизе;
· экономический затраты на изготовление детали на данной операции должны быть минимальны.
Предварительный выбор модели металлорежущего станка производится в следующей последовательности:
ü Группа станка определяется по методам обработки поверхностей на операции, выбранным ранее из маршрута обработки поверхности на основании формы, точности и шероховатости поверхности.
Если деталь имеет форму тела вращения, то точение поверхностей детали будет производиться на станках токарной (первой) группы. Фрезерование шпоночного паза на фрезерном станке (группа 6). Зубофрезерная операция – на зубофрезерном станке (группа 5). Шлифовальные операции – на круглошлифовальных станках (группа 3).
ü Тип станка определяется с учетом типа производства, соотношением размеров детали, вида и расположения обрабатываемых поверхностей, и далее уточняется на основе экономического расчета.
ü Размер станка (3я или 3я и 4я цифры модели) выбирают на основании габаритных размеров заготовки (длины, диаметра, ширины, высоты) и размеров обрабатываемой поверхности (модуля зубчатого венца и пр.)
ü Модель станка должна быть выбрана с учетом необходимой точности обработки для выполнения технического принципа. Точность станка оговаривается буквой в конце цифровой части модели: Н – нормальная, П – повышенная, В – высокая, С – особо высокая, А особая. Для черновой, получистовой и однократной обработки можно применять станки нормальной точности, для чистовой обработки для достижения точности до IT7 – повышенной и высокой точности.
ü Выбранный станок должен обладать необходимой мощностью, развивать необходимый крутящий момент, усилие подачи
ü Себестоимость 1 часа работа станка должна быть минимальной из возможных вариантов моделей станков.
Экономичнее использовать горизонтально-фрезерный консольный станок (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г., т.к. приведенные затраты меньше.
VIII. Оформление операционных и маршрутных карт
IX. Выбор системы технологической оснастки
При обработке деталей машин на металлорежущих станках широко применяется разнообразная технологическая оснастка. Под этим термином понимается совокупность различных технологических средств, включающих приспособления и инструменты – вспомогательные, режущие и измерительные.
В соответствии с ГОСТом 14.305-73 выбору подлежит одна из следующих систем технологической оснастки:
– Универсально - безналадочной оснастки (УБО);
– Универсально - наладочной оснастки (УНО);
– специализированной наладочной оснастки (СНО);
– универсально - сборной оснастки (УСО);
– сборно - разборной оснастки (СРО);
– неразборной специальной оснастки (НСО).
Системы технологической оснастки рекомендуется определять в соответствии со справочным приложением I к ГОСТ 14305-73. В этом приложении определены зоны рентабельности применения систем на основе сопоставления величин затрат при оснащении операций станочными приспособлениями, в зависимости от коэффициента загрузки приспособления одной операцией Кз за планируемый период производства изделия (детали) Ти = 18 месяцев.
N = 9000 шт/год
n = 125 шт
g = N/n = 9000/125 = 72,
где g – количество запусков партий в течении года.
По этим данным выбирается система УНО (универсально – наладочная оснастка).
X. Определение операционных припусков
Если поверхность обрабатывается однократно, то припуск, указанный на чертеже заготовки по возможности снимается за один проход. Если поверхность обрабатывается многократно для достижения высокой точности и низкой шероховатости, то сначала по справочнику определяется припуск на завершающую отделочную обработку, затем по справочнику определяется припуск на чистовую обработку. Припуск на черновую обработку равен разности между полным припуском (с чертежа заготовки) и суммой припусков на чистовую и отделочную обработку.
Цилиндрические поверхности 3 и 10 диаметра 26к6 обрабатываются черновым и чистовым точением и шлифованием: Припуск на шлифование по табл. 28 стр. 66 [5] на сторону 0,45:2 »0,23 мм. Припуски на чистовое точение по табл. 26 стр. 65 [5] на сторону 1:2 = 0,5 мм. Полный припуск с чертежа заготовки равен 2,1 мм. Тогда при черновом обтачивании нужно снять припуск 2,1 – 0,23 – 0,5 = 1,37 мм.
Цилиндрическая поверхность 12 диаметра 20n6 обрабатываются черновым и чистовым точением и шлифованием: Припуск на шлифование по табл. 28 стр. 66 [5] на сторону 0,45:2 » 0,23 мм. Припуски на чистовое точение по табл. 26 стр. 65 [5] на сторону 1:2 = 0,5 мм. Полный припуск с чертежа заготовки равен 2,1 мм. Тогда при черновом обтачивании нужно снять припуск 2,1 – 0,23 – 0,5 = 1,37 мм.
При обработке торцевых поверхностей 22 и 9 припуски на шлифование и чистовое обтачивание такие же. Полный припуск равен мм. При черновом обтачивании снимается припуск 2,2 – 0,23 – 0,5 = 1,47 мм.
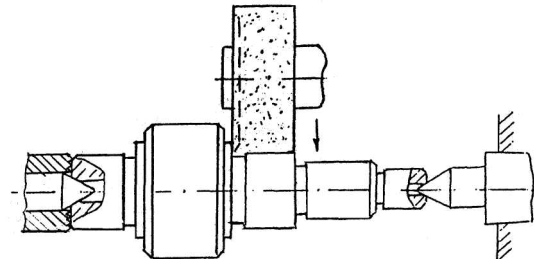
Операция 005 Фрезерно-центровальная
Операция 010 Токарная-автоматная.
Операция 025 Горизонтально-фрезерная
Операция 045 Круглошлифовальная
XII. Список литературы
1. Общемашиностроительные нормативы режимов резания для технического нормирования.
2. Общемашиностроительные нормативы времени.
3. Общемашиностроительные нормативы режимов резания ч. 2.
4. Справочник технолога-машиностроителя. Под ред. А.Г. Косиловой и Р.К. Мещерякова, – М. 1986.
5. Технология, машины и оборудование машиностроительного производства. Методические указания к курсовому проекту. СПбГИЭУ, 1996.
6. Г.Н. Зайцев, В.А. Салтыков. Выбор типового технологического процесса. СПбГИЭУ, 1999.
7. Г.Н. Зайцев. Правила оформления технологической документации. СПбГИЭУ, СПб, 2002.
8. Расчет экономической эффективности новой техники. Л, 1989.
9. ГОСТ 7505 89.
© 2009 База Рефератов