
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Технология изготовления рычага
Курсовая работа: Технология изготовления рычага
Расчетно-пояснительная записка к курсовой работе
«Технология изготовления рычага»
Содержание
1. Назначение и конструкция детали
2. Выбор материала детали
3. Выбор способа формообразования заготовки
4. Технологический процесс механической обработки «Рычага»
Использованная литература
1. Назначение и конструкция детали
Деталь «Рычаг» относится к деталям гидромашиностроения и входит в состав конструкции поворотно-лопастной гидротурбины типа турбины Каплана. Деталь «Рычаг» является составной частью механизма поворота лопастей рабочего колеса.
«Рычаг» представляет собой деталь, состоящую из плоской ступицы диаметром 980 с центральным отверстием диаметром 485 и отходящего от нее пальца с цилиндрическим галтельным основанием диаметром 250. Рычаг механизма поворота насаживается на цапфу лопасти (рис. 1 поз.3) посредством внутреннего отверстия диаметром 485 и скрепляется с цапфой лопасти 7 болтами М120х4. В конструкции предусматриваются также два цилиндрических штифта диаметром 130 для передачи крутящего момента от рычага к лопасти. Рычаг посредством пальца соединяется с серьгой (рис.1 поз.6), которая заменяет шатун, и шарнирно соединяется вторым своим концом с крестовиной. Крестовина через проушину и соединительные планки воздействует на рычаг, который, поворачиваясь, разворачивает лопасть рабочего колеса. Также «Рычаг» удерживает своей боковой поверхностью лопасть от осевого перемещения.
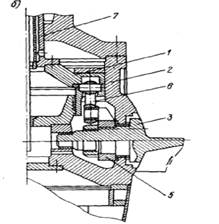
Рис. 1 Разрез рабочего колеса с дифференциальным поршнем: 1-дифференциальный поршень; 2-корпус р.к.; 3-лопасть; 4-цапфа; 5-РЫЧАГ; 6-серьга; 7- контршток сервомотора.
Для транспортировки и кантовки детали на его поверхности предусмотрено 3 отверстия под рым-болты М30.
2. Выбор материала детали
При работе турбины «Рычаг» подвержен большим нагрузкам: подвергается одновременному действию усилия, приложенному к его пальцу от сервомотора, и центробежной силы лопасти, цапфы и самого рычага, поэтому к его прочности предъявляются высокие требования. Для обеспечения необходимой прочности рычаг изготавливают из высокопрочных сталей путем ковки с последующей нормализацией 870-890oC или закалкой 920-950 oC с отпуском 570-600oC .
Исходя из вышесказанного, в качестве материала рычага принимаем конструкционную легированную сталь Сталь 30ГСЛ ГОСТ 977-88. Сталь применяется для деталей типа лопасти гидротурбин, рычаги, фланцы, сектора, венцы зубчатые, ролики обоймы, колеса ходовые и др., а также фасонные отливки, отливаемые методом точного литья, зубчатые колеса, бандажи, отливки небольших сечений и другие детали общего машиностроения к которым предъявляются требования повышенной твердости, сварно-литых конструкций с большим объемом сварки и др. Химический состав и механические свойства стали 30ГСЛ необходимо знать для выбора способа получения заготовки, режимов резания и технического нормирования.
Таблица 1. Химический состав стали 30ГСЛ ГОСТ 977-88
| Химический элемент | % |
| Кремний (Si) | 0.60-0.80 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 1.10-1.40 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.040 |
| Хром (Cr), не более | 0.30 |
| Сера (S), не более | 0.040 |
Таблица 2. Механические свойства
| Термообработка, состояние поставки | 0,2, МПа | B, МПа | 5, % | , % | KCU, Дж/м2 |
| Нормализация 870-890 °С. Отпуск 570-600 °С. | 350 | 600 | 14 | 25 | 29 |
| Закалка 920-950 °С. Отпуск 570-650 °С. | 400 | 650 | 14 | 30 | 49 |
Таблица 3. Технологические свойства
| Свариваемость | |
| Способы сварки: РДС, АДС под газовой защитой, ЭШС. Необходимы подогрев и последующая термообработка. | |
| Обрабатываемость резанием | |
| при НВ 156 Ku тв.спл. = 1,0, Ku б.ст. = 0,8. | |
| Склонность к отпускной способности | не склонна |
| Флокеночувствительность | не чувствительна |
Таблица 4. Общие сведения
| Заменитель |
| стали: 20ГСЛ, 25ГСЛ, 40ХЛ. |
| Вид поставки |
| отливки ГОСТ 977-75. |
Таблица 5. Литейные свойства
| Линейная усадка, % | 1487 |
| Показатель трещиноустойчивости, Кт.у. | 2.2-2.3 |
| Жидкотекучесть, Кж.т. | 1.0 |
| Склонность к образованию усадочной раковины, Ку.р. | 0.9 |
| Склонность к образованию усадочной пористости, Ку.п. | 1.2 |
Материал детали обладает литейными свойствами и в то же время хорошо обрабатывается давлением, следовательно выбор процесса и метода изготовления заготовки связан с обеспечением данного качества детали, т.е. с техническими условиями на изготовление.
3. Выбор способа формообразования заготовки
Правильно выбрать заготовку - значит определить ее пригодность для изготовления детали с позиций прочностных и стойкостных характеристик, установить рациональный способ ее получения, определить оптимальные припуски на обработку ее поверхностей, рассчитать размеры заготовки и установить допуски на точность их выполнения, сконструировать заготовку и разработать оптимальные технические условия на изготовление.
Основными факторами, учитываемыми при выборе заготовки, являются:
масштаб и серийность выпуска (тип производства);
тип и конструкция детали (форма и размеры);
назначение детали в машине, материал и технические условия на изготовление;
планируемые сроки на технологическую подготовку производства;
конкретные условия производства (вооруженность завода и кадры);
экономичность заготовки, выбранной с учетом предыдущих факторов.
Все способы получения заготовок определяются:
1. Технологической характеристикой материала, т.е. его литейными свойствами или способностью претерпевать пластические деформации при обработке давлением, а такие структурными изменениями материала, получаемыми в результате применения того или иного метода выполнения заготовки (расположение волокон в прокате, поковках и штамповках, величина зерна в отливках и т.д.).
2. Конструктивными формами и размерами заготовки (например, чем крупнее деталь, тем дороже обходится изготовление штампа, модели или металлической формы).
3. Требуемой точностью выполнения заготовки и качеством поверхности.
4. Величиной программного задания (при больших партиях выгодны те способы изготовления заготовок, которые обеспечивают наибольшее приближение формы и размеров заготовки к форме и размерам готовой детали).
5. Производственными возможностями заготовительных цехов предприятия (наличием соответствующего оборудования).
6. Временем, затрачиваемым на технологическую подготовку производства заготовок (на изготовление штампов, моделей, прессформ, нестандартного оборудования и т.п.).
Выбор рациональной заготовки имеет важное экономическое значение для получения высоких технико-экономических характеристик заготовительных цехов и в целом для производства машин.
Рассмотрим несколько возможных способов формообразования заготовки детали «Рычаг» и примем наиболее рациональный из них.
Опытно-технологические разработки по изготовлению рычагов способами точного литья или сварки предварительно сформированных ковкой ступицы и пальца не позволили получить необходимую прочность рычагов для крупных гидротурбин. Поэтому примем к рассмотрению следующие способы:
-ковка с использованием подкладных штампов;
-отливка.
Способ изготовления рычага путем ковки с использованием подкладных штампов.
Рычаг представляет собой одну из самых ответственных и сложных по своей конфигурации деталей гидротурбины. Воспринимая усилие, необходимое для разворота лопасти и определяемое гидродинамическим моментом, рычаг одновременно подвержен воздействию знакопеременной нагрузки из-за пульсации потока. Для изготовления рычага выбирают материалы, обеспечивающие предел текучести 55—60 кгс/мм2 в сечениях 200—400 мм. Способ формообразования заготовок рычага должен обеспечивать высокую плотность и однородность материала, свободного от внутренних дефектов. При изготовлении поковок необходимо, чтобы ось заготовки приблизительно совпадала с осью слитка, а внешние очертания заготовки соответствовали наружным очертаниям рычага с учетом напусков и припусков на механическую обработку.
Эксцентричность выступа (пальца) по отношению к диску, имеющему расположенное в центре отверстие, создает ряд существенных трудностей при ковке рычагов. Технологический процесс изготовления поковок рычагов осуществляется за три нагрева под прессом с усилием 3000 тс (ковка заготовки) и прессом с усилием 10 000 тс (штамповка рычага). Для максимального приближения контура заготовки к контуру готовой детали заключительные операции формообразования выполняют на специальном штампе. После нагрева слитка до 1230° С проводятся закатка и обрубка излишка цапфы и биллетировка слитка, после второго нагрева — осадка слитка, требуемая для обеспечения необходимой плотности металла, протяжка и обжатие конца на конус. После обрубки заготовки в меру она загружается в печь. После третьего нагрева заготовку устанавливают выступом в отверстие штампа. Для лучшего заполнения штампа оттянутому конусному концу придается необходимый изгиб. Заготовку полностью осаживают верхней плитой, а разгонкой металла бойком добиваются сплошности заполнения полости штампа. После прошивки отверстия специальным прошивнем поковку выбивают из штампа и отправляют на термообработку.
Таблица 6. Схема изготовления поковки рычага
| Операции и переходы | Эскизы переходов |
| Первый нагрев (1230˚С) Закатка цапфы и обрубка ее излишка биллетировка слитка |
|
| Второй нагрев (1230˚С) | |
| осадка слитка |
|
| подсечка |
|
| обжатие донного конца обрубка |
|
| Третий нагрев (1230˚С) | |
| Оттяжка пальца |
|
| Осадка заготовки в штампе прошивка отверстия |
|
| Готовая поковка |
|
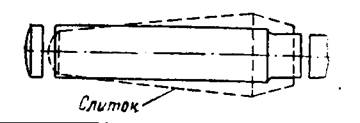
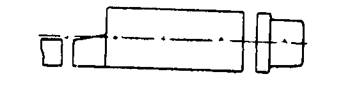
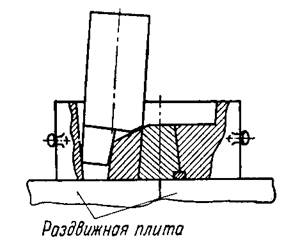
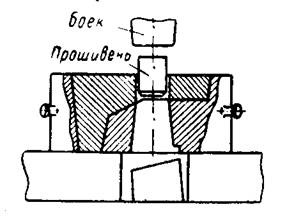
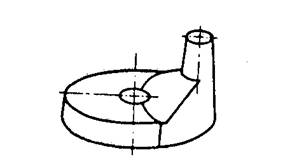
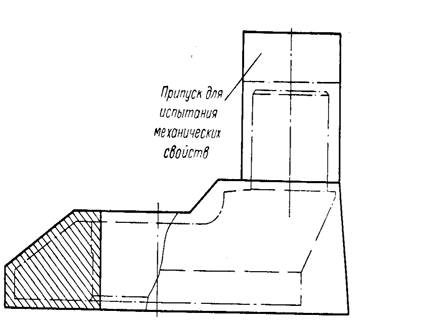
Рис. 2 Эскиз кованой заготовки рычага
При описанном технологическом процессе коэффициент использования материала (по отношению к чистой массе) составляет: а) по черной массе — 0,5—0,65; 6) по слитку — 0,35—0,4. Для получения требуемого уровня механических свойств поковку подвергают термической обработке, режим которой устанавливается предприятием-поставщиком заготовки.
При этом изготовление сложных штампов под крупные заготовки также требует значительного расхода высокосортной стали, что также является существенным недостатком данного способа, учитывая низкую степень унификации рабочих колес гидротурбин.
В связи с высокой ответственностью рычагов их кованые за готовки относят к пятой группе испытаний, предполагающей индивидуальную приемку каждой поковки.
Изготовление рычагов свободной ковкой без использования подкладных штампов еще более затратно, т.к. в этом случае коэффициент использования металла не превышает 0,3.
Отливки получили широкое распространение во всех сферах и отраслях промышленности благодаря возможности получения деталей практически любой сложной геометрической формы из любых сплавов с внутренними полостями, что практически невозможно получить другими способами, как ковка, сварка. Отливки имеют большую степень конфигуративной точности и максимально приближены к деталям. Суммарная энергоемкость при изготовлении деталей из литых заготовок минимум в 2 раза меньше, чем при использовании других технологий.
Способ изготовления рычага литьем в песчаные формы
Распространенным способом производства литья является способ литья в песчаные формы (песчано-глинистые, жидкие самотвердеющие смеси (ЖСС), холоднотвердеющие смеси (ХТС) и др.). При этом способе в разовую подготовленную форму производится заливка жидкого металла. После затвердевания и охлаждения отливки форма разрушается. В зависимости от вида применяемых формовочных смесей и противопригарных красок обеспечивается различное качество отливок (по поверхности, внутренним дефектам, по отклонениям габаритных размеров и пр.). Несмотря на значительный расход формовочных материалов - до 3 т на 1 т отливок - данный способ наиболее распространен в литейном производстве, так как обеспечивает наибольшую универсальность и простоту формообразования. Наиболее всего данный процесс применим для индивидуального и мелкосерийного производства. Применяемые ЖСС и песчано-глинистые смеси обеспечивают хорошее качество отливок, получаемых из чугуна и стали.
Так как минимальный диаметр d отверстия, получаемого с помощью стержня, равен 6…10 мм при длине несквозного отверстия до 5d и сквозного отверстия до 10d, следовательно в отливке можно получить 2 отверстия расположенных на плоской ступице, что позволит повысить коэффициент использования металла и снизить количество механической обработки. Исходя из вышесказанного, отливка необходимой конфигурации получается с использованием 3 стержней.
Разработку технологического процесса изготовления отливки начинают с анализа технологичности конструкции детали.
Технологичной называют такую конструкцию изделия или составных ее элементов (деталей, узлов, механизмов), которая обеспечивает заданные эксплуатационные свойства продукции и позволяет при данной серийности изготовлять ее с наименьшими затратами. Технологичная конструкция характеризуется простой компоновки, совершенством форм. Конструкция отливки должна обеспечить удобство извлечения модели из формы, что достигается наименьшем количеством разъемов модели, отъемных частей и стержней.
Деталь «Рычаг» имеет конфигурацию средней сложности (2 группа сложности) и обладает достаточно хорошей технологичностью для изготовления ее способом литья. Минимальное и максимальное значение толщины стенок отливки равны соответственно 200 и 247,5 мм. Конфигурация и расположение поверхностей, подвергаемых обработке, полостей удовлетворяют основным требованиям литейной технологии. При изготовлении отливки целесообразно использовать прибыли, т.к. имеются тепловые узлы. Для выполнения полостей необходимо использовать стержни.
Определение размеров опок и выбор их из стандартного ряда.
Для отливки «Рычаг», габаритные размеры которой 1105х980х555 мм, экономичнее и целесообразнее взять опоку с габаритными размерами из стандартного ряда опок в соответствии с ГОСТ 2133-75:
Верхняя полуформа: 1400х1100х400 мм
Нижняя полуформа: 1400х1100х350 мм
Определение размерной точности отливки и величину припусков на механическую обработку производим в соответствии с требованиями ГОСТ 26645-85. Припуски на механическую обработку устанавливают в зависимости от допусков размеров отливок дифферецированно для каждого элемента. Для верхних частей отливки предусматривают больший припуск на механическую обработку так как там образуется неметалические включения.
1. Класс размерной точности отливки: Наибольший габаритный размер отливки 1105 мм. Тип сплава термообрабатываемая сталь. Технологический процесс- литьё в песчано-глинистые сырые формы из смесей с влажностью от 2,8 до 3,5% и прочностью от 120 до 160 кПа со средним уровнем уплотнения до твёрдости не ниже 80 единиц. Класс точности отливки 10
2.Допуски размеров отливки:
Таблица 7
| Номинальный размер, мм | Допуск размера, мм |
| Æ 250 | 3,6 |
| Æ 980 | 5,0 |
| Æ 485 | 4,4 |
| 555 | 4,4 |
| 200 | 3,6 |
| Æ 115 | 3,2 |
3. Степень точности поверхности отливки:
Степень точности поверхности отливки 14
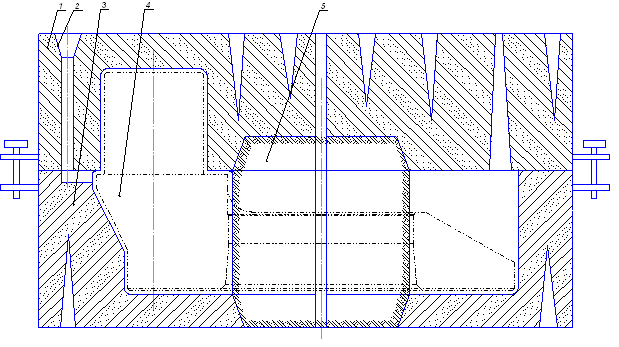
Рис. 3 Песчаная разовая форма в сборе: 1-верхняя полуформа, 2-литниковая система (литниковая чаша и стояк), 3- нижняя полуформа, 4-отливка, 5- стержень.
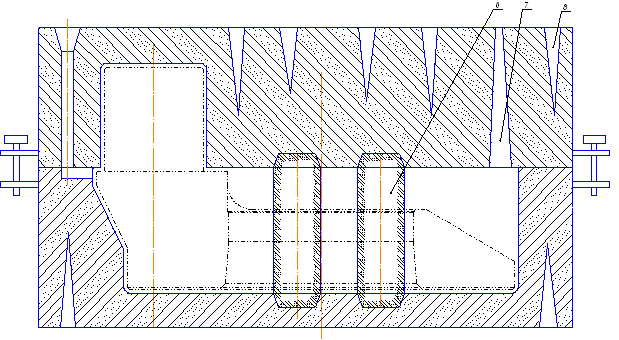
Рис. 4 Песчаная разовая форма в сборе (центральный стержень условно не показан): 6-стержни (образующие два отверстия по сечению Г-Г), 7- выпор, 8- вентиляционные отверстия.
Полуформы верхняя (поз. 1) и нижняя (поз.3) изготовлены из песчано-глинистой смеси в металлических рамках (опоках). В полуформах с помощью модели образована рабочая полость для получения отливки. Отверстия в отливке образуют песчаные стержни (поз. 5,6), которые прочно скреплены с формой с помощью стержневых знаков.
Полуформы перед заливкой скрепляют штырями. Для удаления газов, выделяющихся из песчано-глинистой смеси и расплава, при заливке в форме и стержне выполняют вентиляционные каналы (поз. 8). Расплав в рабочую полость формы заливают через литниковую систему (поз. 2) — совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании.
Назначение режимов термической обработки
Термическая обработка является обязательной операцией в технологическом процессе производства стального литья.
Цель термообработки заключается в том, чтобы путем нагрева до определенной температуры, некоторой выдержке при этой температуре и последующего охлаждения изменить структуру стальных отливок, и получить необходимые свойства прочности , пластичности, износоустойчивости, обрабатывающие или особые прочностные свойства.
ТО отливки детали «Рычаг»:
нормализация 870-890oC с отпуском 570-600oC .
При нормализации происходит полная фаза перекристаллизации, обеспечивая измельчение зерна, смягчение стали и снятие литейных напряжений: образуются структуры более тонкого перлита, чем при отжиге.
Отпуск заключается в нагреве ниже интервала превращений, выдержке при этой температуре и последующем охлаждении. При отпуске применяют превращение неустойчивых структур закалки в более устойчивые по схеме мартенсит-тростит-сорбит, и как следствие, с изменением структуры изменяются механические свойства, а также одновременно снимаются внутренние напряжения.
4. Технологический процесс механической обработки рычага
Особенность конструкции рычага обусловлена не только кинематикой механизма поворота, но и ограниченностью пространства в полости втулки рабочего колеса, что приводит к необходимости конструирования его в виде фасонной детали со скосами. При анализе ответственных сопряжений было установлено, насколько существенны перпендикулярность оси пальца к плоскости М и соблюдение (с точностью 0,2 - 0,3 мм) заданного расстояния между осями ступицы и пальца. Указанные требования обуславливают необходимость обеспечения технологического процесса специальной оснасткой. Ниже рассмотрены основные этапы технологического процесса механической обработки заготовки рычага, поставляемой в неободранном состоянии.
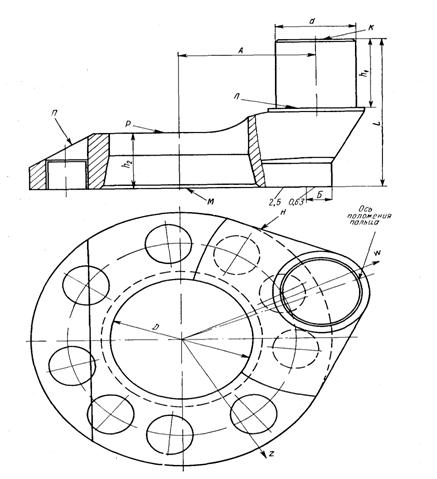
Рис. 5 Рычаг рабочего колеса
1. На разметочной плите производится расцентровка заготовки, разметка осей пальца и центрального отверстия. Размечаются поверхности К, Л, Р, М по высотным размерам h1, h2, L.
2. Деталь устанавливается на карусельном станке пальцем кверху и выверяется по его оси. Отрезается припуск для пробы, из которой изготавливаются образцы для испытания механических свойств. После испытания образцов выдается заключение о годности детали и возможности ее обработки.
3. Выполняется карусельная обработка рычага, для чего деталь устанавливают на подставки плоскостью М, совмещая ось пальца с осью вращения планшайбы карусельного станка. Базой для установки служат высотные и окружные риски разметки. Для исключения боя планшайбы из-за неуравновешенности массы рычага на планшайбе, в месте, противоположном ступице, укрепляют противовес. С припуском 5 мм подрезают торец пальца, точат поверхности d, Р и конусную поверхность, соосную с пальцем рычага. Деталь кантуют, устанавливают на проточенные кубари поверхностью Р и расцентровывают по риске разметки поверхности В. Растачивают центральное отверстие и подрезают плоскость М с припуском 5 мм.
4. Поверхность Н, необрабатываемая точением, фрезеруется на поворотном столе.
5. Рычаг вновь устанавливают на мерные подставки план шайбы карусельного станка пальцем вниз и выставляют по поверхностям М и В. Растачивают окончательно центровое отверстие по 2-му классу точности и подрезают торец. Для обеспечения необходимой шероховатости на участке Б поверхности М, контактирующем с торцом бронзовой втулки корпуса рабочего колеса, указанный участок обрабатывают шлифованием. После этого производят окончательную обработку пальца рычага.
Требуемая точность межосевого расстояния А обеспечивается технологически с помощью специального приспособления (рис. 6), на основании которого имеется центрирующая втулка 2 и съемный установочный штырь 3. Расстояние между осью штыря и втулки выдержано с точностью 0,1 мм. Приспособление устанавливают на планшайбу 4 карусельного станка и расцентровывают по цилиндрической поверхности штыря с помощью индикатора с точностью 0,02 мм. После закрепления приспособления на планшайбе штырь удаляют и рычаг устанавливают поверхностью В на центрирующую втулку и, разворачивая его относительно вертикальной оси, добиваются равномерного припуска по цилиндрической поверхности пальца.
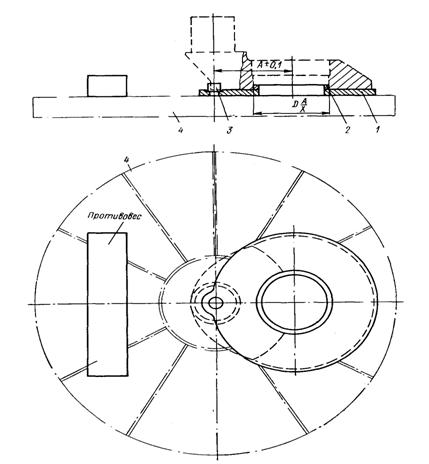
Рис. 6 Приспособление для обработки пальца рычага
В этом случае погрешность размера А будет находиться в пре делах, определяемых соотношением
DА = Dпр + Dш + Dвт
где Dпр погрешность межосевого расстояния А приспособления; Dш — несоосность установочного штыря с осью вращения планшайбы; Dвт - половина зазора в сопряжении центрирующей втулки с отверстием D рычага.
6. Рычаг устанавливают на разметочной плите вертикально, выверяя поверхность М (см. рис. 5.23) по угольнику таким образом, чтобы центры О и 0 находились в одной горизонтальной плоскости. Наносят базовую риску — ось положения пальца, перенося ее на поверхность М. С помощью зеркального кондуктора (того же, что использовался при разметке отверстий во фланцах лопасти и цапфы) размечают на поверхности М с выносом на образующую оси z и w. Размечают положение осей отверстий под болты и шпонки и дают риски обработки скосов по плоскости П.
7. На строгальном станке обрабатывают скосы одновременно для всего комплекта рычагов. детали выставляют по ходу стола и выверяют по рискам разметки.
8. На станке КУ-11 растачивают и нарезают отверстия под болты. Отверстия под шпонки растачивают с припуском 5 мм для совместной обработки с лопастью и цапфой.
9. Для увеличения прочности наиболее нагруженного сечения в месте перехода пальца рычага к диску производят наклеп галтели с помощью приспособления (рис. 5), надеваемого на палец рычага. Технология наклепа и оснастка разработаны ЦНИИТмашем. На корпусе 1 крепится пневматический молоток 2, устанавливаемый под углом 55˚ к оси пальца рычага. Ударный импульс передается ролику 3, радиус торовой поверхности которого равен 5 мм. В процессе наклепа приспособление проворачивается вокруг оси пальца, подвергая поверхностному пластическому деформированию галтель по всей окружности. Наклеп производится за два прохода при скорости вращения приспособления 1,5—2 об/мин. Частота импульсного воздействия ролика примерно 2000 ударов в минуту.
Оценка достигнутого уровня упрочнения осуществляется путем измерения деформации зоны галтельного перехода. Измерение проводится в направлении деформирующего усилия с по мощью индикатора, устанавливаемого в приспособление, конструкция которого аналогична описанному выше.
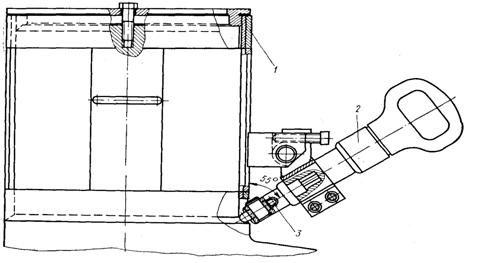
Рис. 7 Приспособление для наклепа галтели рычага
Использованная литература
1. Броновский Г.А, Гольдфарб А.И., Фасулати Р.К. Технология гидротурбиностроения Л:«Машиностроение», 1978 г.
2. ГОСТ 26645–85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
3. Грановский С.А., Орго В.М. Конструкция и расчет гидротурбин
4. «Машиностроение», 1974г.
5. Ковалев Н. Н. Проектирование гидротурбин «Машиностроение», 1974г.
6. Михайлов А. М. и др. Литейное производство: Учебник для металлургических специальностей вузов. – М.: Машиностроение, 1987.
7. Орго В.М. Гидротурбины «Издательство Ленинградского университета, 1975 г.
8. Рихтер Р. Конструирование технологичных отливок. – М.: Машиностроение, 1968. – 254 с.
9. Шварцбурд Б.И. Технология производства гидравлических машин. - М: «Машиностроение»,1978 г.
© 2009 База Рефератов