
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Устранение слабых сторон заводского технологического процесса
Курсовая работа: Устранение слабых сторон заводского технологического процесса
Федеральное агентство по образованию РФ
Министерство образования и науки РФ
Технологический институт
Кафедра «Химическая технология»
Курсовая работа
На тему
«Устранение слабых сторон заводского технологического процесса, а также снижения трудоемкости и себестоимости технологического процесса механической обработки путем перевода технологического процесса с устаревших моделей оборудования на более современные»
2007
Оглавление
Введение
1.Общая часть
1.1. Анализ технологичности конструкции детали
1.2. Определение типа производства и расчет
Количества деталей в партии
2.Технологическая часть
2.1. Расчет трудоёмкости и себестоимости вариантов
Технологических процессов
6. Расчет припусков на механическую обработку
7. Расчет нормирования операций
8. Расчет и выбор оптимальных режимов резания
Заключение
Список используемой литературы
Приложения
Реферат
Объем работы – 108 листов, имеются иллюстрации и таблицы.
Графическая часть содержит 10 листов формата А1, в качестве приложений приведены спецификации на разработанные нами приспособления и инструменты.
Ключевые слова: технологический процесс, режимы резания, металлорежущие станки, техническое нормирование.
Объектом разработки является технологический процесс механической обработки детали «Держатель 682 2110 644» на машиностроительном предприятии.
Целью проекта является устранение слабых сторон заводского технологического процесса, а также снижения трудоемкости и себестоимости технологического процесса механической обработки путем перевода технологического процесса с устаревших моделей оборудования на более современные.
Введение
Машиностроение является одной из важнейших отраслей промышленности нашей страны.
Эффективность данного производства, его технический прогресс, качество выпускаемой продукции во многом зависят от опережающего развития производства нового оборудования, машин, станков, аппаратов и материалов. Вновь разрабатываемые технологии должны учитывать последние достижения науки и техники. Поэтому в высших учебных заведениях как итог обучения предусмотрен дипломный проект. При выполнении дипломного проекта и учитываются все те факторы и новшества, разработанные за последнее время.
1. Общая часть
1.1. Анализ технологичности конструкции детали
Деталь «Держатель 682 2110644» изготовляется на энгельсском машиностроительном предприятии «Троллейбусный завод».
Заготовка детали получена литьем, поэтому получение наружного контура детали не вызывает значительных трудностей.
Для изготовления детали «Держатель» используется только универсальное оборудование, увеличивающее трудоемкость производства и себестоимость детали.
Также недостатком данного технологического процесса является большое количество переустановок детали. Это надо учесть при разработке технологических процессов.
При разработке альтернативных вариантов технологических процессов необходимо учесть возможность применения более современного и производительного оборудования, чтобы снизить трудоемкость и себестоимость детали.
Деталь «Держатель 682 2110644» изготовлена из стали 25л заготовка получена литьем.
Химический состав сталь 25л приведен в таблице 1.1.
Рабочий чертеж обрабатываемой детали содержит все необходимые сведения, дающие полное представление о детали, то есть все проекции, разрезы и сечения, совершенно четко и однозначно объясняющие её конфигурацию и возможные способы получения заготовки. На чертеже указаны все размеры с необходимыми отклонениями, требуемая шероховатость обрабатываемых поверхностей, допускаемые отклонения от правильных геометрических форм. Чертеж содержит все необходимые сведения о материале детали, массе детали и т.д.
Таблица 1.1.
Химический состав стали 25 л
| Элемент | % |
| C | 0.22 – 0.30 |
| Mn | 0,35– 0,9 |
| Железо | 0,3. |
| Si | 0,20 – 0,52 |
HB=160
В процессе анализа чертежей детали и заводского тех. Процесса значения старых допусков были переведены согласно стандарту СЭВ на новые.
В основном деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, использование многоцелевого оборудования, имеет хорошие базовые поверхности для первоначальных операции и довольно проста.
1.2. Определение типа производства и расчет количества деталей в партии
Тип производства характеризуется коэффициентом закрепления операций Кз.о., который показывает отношение всех различных технологических операций, выполняемых или подлежащим выполнению к числу рабочих мест
![]()
Где Кз.о. - коэффициент закрепления операций
О-число различных операций
Р - число рабочих мест выполняющих различные операции при Р=1
Располагая штучным или штучно калькуляционным временем, затраченным на каждую операцию, определяют количество станков:
![]()
Где N – годовая программа, шт.;
![]() - штучно-калькуляционное время, мин;
- штучно-калькуляционное время, мин;
![]() - действительный фонд рабочего
времени, ч. (
- действительный фонд рабочего
времени, ч. (![]() = 4029 ч);
= 4029 ч);
![]() - нормативный коэффициент загрузки
оборудования (0,75 – 0,85)
- нормативный коэффициент загрузки
оборудования (0,75 – 0,85)
![]()
Где - такт выпуска изделий, мин.
![]()
Тогда ![]()
Где Фдо.=4029;действительный годовой фонд времени работы металлорежущих станков в часах.
![]() - годовой выпуск деталей (шт.)
- годовой выпуск деталей (шт.)
Тшт.ср. - среднее штучное время по основным операциям Т.П.
Годовая программа N=4000шт.
Среднее штучное время ![]() Тшт.ср.=8,77/5=1,755мин.
Тшт.ср.=8,77/5=1,755мин.
Тогда:
![]()
Так как 20≤34,43≤40 то производство мелкосерийное.
Определение количества деталей в партии.
Количество деталей в партии определяется по формуле:
![]()
Где а – периодичность запуска деталей в днях. (Рекомендуется следующая периодичность запуска изделий: 3, 6, 12, 24 дней)
Принимаем а = 6 дней.
Тогда:
![]() шт.
шт.
Принимаем n=95 шт.
Корректировка размера партии состоит в определении расчетного числа смен на обработку всей партии деталей на основных рабочих местах:
![]()
Где 476 – действительный фонд времени работы оборудования в смену, мин;
0,85 – нормативный коэффициент загрузки станков при серийном производстве.
![]()
Принимаем ![]() = 1смену.
= 1смену.
Теперь определим число деталей в партии необходимых для загрузки оборудования на основных операциях в течение целого числа смен:
![]() шт.
шт.
2. Технологическая часть
2.1. Выбор метода получения заготовок
Метод получения заготовки определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления.
Заготовку для детали «держатель» 8ТД100.107, учитывая ее конфигурацию можно получить только литьем.
Рассмотрим, учитывая требования к необрабатываемым поверхностям, два вида литья:
1. Литье в земляные формы:
Себестоимость заготовки получаемой литьем рассчитывается по формуле:
![]()
Где: Ci-базовая стоимость одной тонны заготовок.
Кт; Кс; Кв.; Км; Кп коэффициент зависящие от класса точности, группы сложности, массы, марки материала, объема производства.
Q-масса заготовки;
Q-масса детали;
Sотх-стоимость одной тонны отходов.
Сi=16600руб/т.
Q=7,2кг
Q=5,8кг.
Кт=1
Км=1,22
Кс=0.95
Кв=0,9
Кп=0,8
Sотх=1000руб/т
Тогда:![]()
2) литье по выплавляемым моделям:
Стоимость одной тонны заготовок получаемых литьем по выплавляемым моделям
Составляет Ci=26600руб/т
Тогда:![]()
Вывод: проводя анализ способов получения заготовки детали «Держатель» и учитывая чистоту необрабатываемых поверхностей, принимаем литье в земляные формы.
2.2. Граф-структура вариантов технологического процесса
Заводской техпроцесс
|
Заготовка - отливка |
|
||
|
||||
|
Фрезерная 6622 |
|
|||
|
||||
|
Фрезерная 6н82г |
|
|||
|
||||
|
Сверлильная 2Н55 |
|
|||
|
||||
|
Сверлильная 2Н55 |
|
|||
|
Сверлильная 2Н55 |
|
|||
|
||||
|
Сверлильная 2Н55 |
|
|||
|
Расточная 2А78 |
|
|||
|
||||
|
Сверлильная 2Н55 |
|
|||
|
Резьбонарезная 5А05 |
|||
|
||||
|
Фрезерная 6н82г |
|||
|
||||
|
Слесарная |
|||
|
||||
|
Мойка |
|||
|
||||
|
Контроль |
|||
|
ДЕТАЛЬ |
|||
Первый вариант технологического процесса обработки детали “Держатель 682 2110644”
|
Заготовка-отливка |
|
Многоцелевая 2204ВМФ4 |
|
Сверлильная 2Н55 |
|
Слесарная |
|
Мойка |
|
Контроль |
|
ДЕТАЛЬ |
Второй вариант технологического процесса обработки детали “Держатель 682 2110644”
|
Заготовка отливка |
|
Сверлильная2М55 |
|
Сверлильная с ЧПУ 2Р135Ф2-1 |
|
Многоцелевая 2254ВМФ4 |
|
Сверлильная 2М55 |
|
Слесарная |
|
Мойка |
|
Контроль |
|
ДЕТАЛЬ |
2.3. Расчет трудоёмкости и себестоимости вариантов технологических процессов
Стоимость механической обработки рассматриваемых операций подсчитывается по следующей формуле:
С= (Сп.з.·Тшт.к) ./ (60·1,3)
Где : Сп.з. – годовые приведенные затраты (руб./час);
Тшт.к. штучно-калькуляционное время операции (мин).
Сп.з.=Сз.+Сэкс.+Ен.· (Кст.+Кзд.)
Где : Сз. – основная и дополнительная зарплата (руб.);
Сэкс. – годовые затраты на эксплуатацию рабочего места (руб.);
Ен. – нормативный коэффициент экономической эффективности капитальных вложений Ен.=0,15
Кст., Кзд. – удельные часовые капитальные вложения в станок и здание (руб./час).
Сз.=F·Стф.·К
Где: F – коэффициент, учитывающий дополнительную зарплату, начисления на социальное страхование F=1.53;
Стф. – часовая тарифная ставка станочника-сдельщика соответствующего разряда (руб./час);
К – коэффициент, учитывающий зарплату наладчика:
К=1 – если наладка производится самим рабочим;
К=1,1-1,5 – если наладка производится специальным тех. Персоналом.
Сэкс.=Сэк.·Км.
Где: Сэк. – часовые затраты на базовом станке;
Км. – коэффициент, показывающий во сколько раз затраты связанные с работой данного станка больше, чем аналогичные расходы у базового станка
Кст.=Ц100/Fд.·m
Где: Ц – балансовая стоимость станка (руб.);
Fд. – действительный годовой фонд времени станка (час);
M – коэффициент загрузки станка.
Кзд.=F 78.4/Fд m
Где: F – производственная площадь занимаемая станком с учетом проходов (м²)
F=f Kf
Где: F – площадь станка в плане (м²);
Kf – коэффициент, учитывающий дополнительную производственную площадь проходов, проездов и т.д.
Заводской процесс:
1) Фрезерная. Прод. Фрез. 6622:
Ц =9200 руб.;
F = 16.5 м²
Сз = 115.36 коп. /ч.
Сч.з. = 54.45 коп. / ч.
Кст = 285.4 коп. /ч.
Кз = 0.39 коп. /ч.
Сп.з = 212.9 коп. /ч.
Тшт =1.95 мин.
Со = 5.33 коп. /ч.
2) Фрезерная. Гориз. Фрез.6Н82Г :
Ц =9800 руб.;
F = 13.4 м²
Сз = 115.36 коп. /ч.
Сч.з. = 54.45 коп. / ч.
Кст = 304.05 коп. /ч.
Кз = 0.33 коп. /ч.
Сп.з = 215.5 коп. /ч.
Тшт = 1.92 мин.
Со = 5.3 коп. /ч
3) Сверлильная. Рад. Сверл. 2Н55:
Ц =6300 руб.;
F = 9.2 м²
Сз = 115.4 коп. /ч.
Сч.з. = 58.08 коп. / ч.
Кст = 195.5 коп. /ч.
Кз = 0.22 коп. /ч.
Сп.з = 202.8 коп. /ч.
Тшт = 4.025 мин.
Со = 10.5 коп. /ч
4) Сверлильная. Рад. Сверл. 2Н55 :
Тшт = 0,99 мин
Со = 2.6 коп. /ч
5) Сверлильная. Рад. Сверл. 2Н55 :
Тшт = 0.72 мин
Со = 1.9 коп. /ч
6) Сверлильная. Рад. Сверл. 2Н55 :
Тшт = 2.5 мин
Со =6.5 коп. /ч
7) Расточная. Вертик. Раст. 2А78:
Ц =23000 руб.;
F = 6.3 м²
Сз = 115.4 коп. /ч.
Сч.з. = 112.5 коп. / ч.
Кст = 713.6 коп. /ч.
Кз = 0.15 коп. /ч.
Сп.з = 335 коп. /ч.
Тшт = 4.095 мин.
Со = 17.6 коп. /ч
8) Сверлильная. Рад. Сверл. 2Н55 :
Тшт = 1.08 мин
Со = 2.9 коп. /ч
9) Сверлильная. Вертик. Сверл. 5А05 :
Ц =19000 руб.;
F = 9.6 м²
Сз = 115.4 коп. /ч.
Сч.з. = 58.08 коп. / ч.
Кст = 589.5 коп. /ч.
Кз = 0.24 коп. /ч.
Сп.з = 262 коп. /ч.
Тшт = 0.98 мин.
Со = 3.3 коп. /ч
10) Фрезерная. Гориз. Фрез.6Н82Г :
Тшт = 2.44 мин.
Со = 6.7 коп. /ч
Первый вариант технологического процесса обработки детали “Держатель 682 2110644”
1) Многоцелевая. Сверл. Фрез. Раст. 2204ВМФ4 :
Ц=103000 руб.;
F = 19.1 м²
Сз = 92.2 коп. /ч.
Сч.з. = 67.7 коп. / ч.
Кст = 3196 коп. /ч.
Кз = 0.46 коп. /ч.
Сп.з = 639.4 коп. /ч.
Тшт = 10.04 мин.
Со = 82.3 коп. /ч
2) Сверлильная. Рад. Сверл. 2Н55:
Ц =6300 руб.;
F = 9.2 м²
Сз = 115.4 коп. /ч.
Сч.з. = 58.08 коп. / ч.
Кст = 195.5 коп. /ч.
Кз = 0.22 коп. /ч.
Сп.з = 202.8 коп. /ч.
Тшт = 0.703 мин.
Со = 1.8 коп. /ч
Второй вариант технологического процесса обработки детали “Держатель 682 2110644”
1) Сверлильная. Рад. Сверл. 2М55:
Ц =6800 руб.;
F = 9.5 м²
Сз = 115.4 коп. /ч.
Сч.з. = 58.08 коп. / ч.
Кст = 211 коп. /ч.
Кз = 0.23 коп. /ч.
Сп.з = 205.2 коп. /ч.
Тшт = 4.025 мин.
Со = 10.6 коп. /ч
2) Сверлильная. Вертик. Сверл. 2Р135Ф2-1:
Ц = 31000 руб.;
F = 13.7 м²
Сз = 92.2 коп. /ч.
Сч.з. = 43.56 коп. / ч.
Кст = 961.8 коп. /ч.
Кз = 0.33 коп. /ч.
Сп.з = 280.1 коп. /ч.
Тшт = 0.99 мин.
Со = 3.6 коп. /ч
3) Многоцелевая. Сверл. Фрез. Раст. 2254ВМФ4 :
Ц=140000 руб.;
F = 23 м²
Сз = 92.2 коп. /ч.
Сч.з. = 67.7 коп. / ч.
Кст = 4343 коп. /ч.
Кз = 0.56 коп. /ч.
Сп.з = 811.4 коп. /ч.
Тшт = 6.49 мин.
Со = 67.5 коп. /ч
4) Сверлильная. Рад. Сверл. 2М55:
Тшт = 1.86 мин.
Со = 4.9 руб. /ч
2.3.1. Основные экономические параметры вариантов технологического процесса
Основные экономические параметры вариантов рассмотренных тех. Процессов приведены в таблице 2.1.
Таблица 2.1.
Основные экономические параметры вариантов технологического процесса
Варианты технологического процесса |
СебестоимостьРуб. |
Тшт.к. Мин. |
Заводской технологический процесс |
72.6 | 20.7 |
Технологический процесс №2 |
84.1 | 10,74 |
Технологический процесс №3 |
86.6 | 13.37 |
Проведя анализ по себестоимости и Тшт.к. Выбираем оптимальный технологический процесс. Таковым является технологический процесс №2.
2.4. Расчет припусков на механическую обработку
При выполнении проекта расчет припусков на механическую обработку производится расчетно-аналитическим методом и по таблицам.
Рассчитаем припуск и промежуточные размеры для обработки отверстия диаметром 11Н12 мм.
В ходе расчетов получаемые данные заносим в таблицу 2.2.
Таблица 2.2.
|
Тех. Переходы обработки пов-ти Æ10Н7 + 0,015 |
Элементы припуска, мкм |
Расчетный Припуск |
Расчетный размер | Допуск |
Пред Размер, мм |
Пред. Знач. Припусков, мкм | |||||
| Rz | T | R | E | D min | D max | 2Z min | 2Z max | ||||
| Заготовка |
150 |
150 |
151 |
---- | ---- |
9,013 |
320 |
9,693 |
10,013 |
---- |
---- |
| Черновое сверление |
50 |
50 |
7,5 |
220 |
2· 320 |
9,653 |
160 |
9,493 |
10,653 |
640 |
800 |
Расчет припусков и предельных размеров по технологическим переходам на обработку р – ра 80 - 0,17 мм.
Технологический маршрут обработки р – ра 80 ± 0,17 мм. Rz=80 состоит из чернового фрезерования.
Данные расчета припусков на обработку поверхности 80 - 0,17 мм. R z = 80 занесены в таблицу 2.3.
Таблица 2.3.
|
Тех. Переходы обработки пов-ти 80 ±0.17 мм. R z=80 |
Элементы припуска, мкм |
Расчетный Припуск |
Расчетный размер | Допуск |
Пред Размер, мм |
Пред. Знач. Припусков, мкм | ||||
| Rz | T | R | L min | L max | 2Z min | 2Z max | ||||
| Заготовка | 150 | 150 | 32 | ---- | 80,36 | 320 | 80,36 | 80,68 | ---- | ---- |
| Черновое фрезерование | 50 | 50 | 1.6 |
2· 181,6 |
80 | 160 | 80 | 80,16 | 360 | 720 |
2.5. Расчет нормирования операций
Тш-к =∑Тмаш+Твсп+Тобсл+Тотд+Тп. З/n
Где ∑Тмаш - сумма основного или машинного времени по переходам;
![]()
Где L – длина перемещения инструмента;
N, s – элементы режима резания (выбираются по таблицам или определяются по эмпирическим формулам теории резания);
I – число проходов инструмента.
Твсп. - вспомогательное время, определяется в условиях серийного производства по 3-м типовым комплексам: время на установку и снятие детали; время, связанное с переходами (подвод инструмента вкл. Выкл. Подачи станка.) Время на контрольные замеры.
Тобсл - время обслуживания рабочего места, затрачивается исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ними и рабочим местом
Тобсл. Определяется в % от оперативного, Тобсл.=4.%То
Тотд. - время отдыха и перерывов в работе определяется в % от оперативного Тобсл.=8.%То
Тп.з.- подготовительно-заключительное время, затрачивается на подготовку исполнителя и средств технологического оснащения к выполнению технологической операции, Тп.з. Устанавливается на партию деталей, оно включает себя:
-получение материалов инструментов приспособлений;
-технологической документации и наряда на работу;
-установку инструментов, приспособлений, наладку оборудования на соответствующие режимы работы;
-снятие приспособлений и инструментов после окончания работы;
-сдачу готовой продукции, остатков материала, приспособлений, инструмента, технологической документации и наряда на работу.
2.5.1. Расчет нормы штучного времени для многоцелевой операции
005. Многоцелевая. Ст. Сверлильно фрезерно – расточной 2204ВМФ4
Тмаш = 6.801
Твсп=Т1+Т2+Т3+Т4
Время на установку и снятие детали Т1=0,2мин;
Включить и выключить станок кнопкой Т2=0,01мин;
Время на приемы управления станком (время, связанное с переходами) для одного инструмента Т3=0,06×20=1,2мин;
Время на контрольные измерения Т4=0,12мин;
Тогда Твсп=0,2+0,01+1,2+0,12=1,62мин;
Время на операцию Топ=То+Твсп=6.801+1,62=8.421мин.
Тобсл=8.421×0,04=0,34мин;
Тотд=8.421×0,08=0,68мин;
Тп.з.=70мин;
Тшт-к=8.421+0.34+0.68+70/230=9.75ми
010 Сверлильная. Ст. Радиально сверлильный 2Н55
Тмаш = 0,013
Твсп=Т1+Т2+Т3+Т4
Время на установку и снятие детали Т1=0,2мин;
Включить и выключить станок кнопкой Т2=0,01мин;
Время на приемы управления станком (время, связанное с переходами) для одного инструмента Т3=0,06мин;
Время на контрольные измерения Т4=0,12мин;
Тогда Твсп=0,2+0,01+0,06+0,12=0,39мин;
Время на операцию Топ=То+Твсп=0,013+0,39=0,403мин.
Тобсл=0,403×0,04=0,016мин;
Тотд=0,511×0,08=0,032мин;
Тп.з.=30мин;
Тшт-к=0,403+0,016+0,032+30/230=0,46мин.
2.6. Расчет и выбор оптимальных режимов резания
Расчет режимов резания одновременно ведется с заполнением операционных или маршрутных карт технологического процесса. Совмещение этих работ исключает необходимость дублирования одних и тех же сведений в различных документах, т.к. В операционных картах должны быть записаны данные по оборудованию, способу обработки, характеристики обрабатываемой детали и другие, которые используются для расчетов режимов резания и не должны вторично записываться как исходные данные для выполнения расчета.
Элементом, в значительной мере поясняющим ряд исходных данных для расчета режимов резания, является операционный эскиз.
010 Многоцелевая. Ст. Сверлильно фрезерно – расточной 2204ВМФ4
1 переход зенкеровать отв. D51 выдерживая размер 177+1
S=0.5мм/об; t=5мм; V=25.6м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
2 переход зенковать отв. D51 выдерживая размер 1.5×45º
S=0.5мм/об; t=5мм; V=25.6м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
3 переход сверлить отв. D22 на проход.
S=0.45мм/об; V=21.1м/мин
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
4 переход сверлить 2 отв. На проход D11H12 выдерживая размеры 52±0,5 и 100±0,5мм.
S=0.34мм/об; V=23.4м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
5 переход фрезеровать внутреннюю поверхность бобышки с одной стороны выдерживая размеры 102+0,23 при этом обеспечивая дальнейшую возможность выполнения размеров 188-0,3 и 43-0,34
T=3мм; Sz=0.16мм; V=180м/мин; D=250мм; z=18
![]()
По паспорту станка принимаем n=200об/мин
Находим основное машинное время То
![]()
Где L=70мм длина обрабатываемой поверхности.
Sм – минутная подача которая определяется по формуле
![]()
6 переход фрезеровать наружную поверхность бобышек с одной стороны выдерживая размер 43-0,34мм.
T=3мм. – глубина фрезерования; Sz=0.16мм. – подача на зуб;V=180м/мин окружная скорость фрезы или скорость резания; D=125мм – диаметр фрезы. Z=10 – число ножей
![]()
По паспорту станка принимаем n=400об/мин
Находим основное машинное время То
![]()
Где L=70мм длина обрабатываемой поверхности.
Sм – минутная подача которая определяется по формуле
![]()
7 переход зенкеровать отв. D60.5 выдерживая размер 4,5-0,2
S=0.5мм/об; V=28,9м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
8 переход зенкеровать отв. На проход D52H12
S=0.5мм/об; t=5мм; V=25.6м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
9 переход зенковать отв. D60.5 выдерживая размер 2.25×45º
S=0.5мм/об; V=28,9м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
10 переход расточить отв. D62+0.3 выдерживая размер 4,5-0,2
S=0.12мм/об; V=185м/мин; t=0.75мм.
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
11 переход сверлить 3 отв. D5 под углом 120º выдерживая глубину 14+1
S=0.17мм/об; V=20.9м/мин;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
12 переход нарезать резьбу в 3 отв. М6 – 7Н выдерживая глубину 11+1
S=1мм/об; V=4.6;
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
13 переход фрезеровать внутреннюю поверхность бобышки с другой стороны выдерживая размеры 102+0,23 при этом обеспечивая дальнейшую возможность выполнения размеров 188-0,3 и 43-0,34
T=3мм; Sz=0.16мм; V=180м/мин; D=250мм; z=18
![]()
По паспорту станка принимаем n=200об/мин
Находим основное машинное время То
![]()
Где L=70мм длина обрабатываемой поверхности.
Sм – минутная подача которая определяется по формуле
![]()
14 переход фрезеровать наружную поверхность бобышки с другой стороны выдерживая размеры 188-0,3мм. 43-0,34мм.
T=3мм. – глубина фрезерования; Sz=0.16мм. – подача на зуб;V=180м/мин окружная скорость фрезы или скорость резания; D=125мм – диаметр фрезы. Z=10 – число ножей
То=0,125мин
15 переход зенкеровать отв. D60.5 выдерживая размер 4,5-0,2
N=152 об/мин, s=0.5мм/об; V=28.9м/мин; To=0.506мин.
16 переход зенкеровать отв. На проход D52H12
N=159 об/мин, s=0.5мм/об; V=25.6м/мин; To=0.069мин.
17 переход зенковать отв. D60.5 2.25×45º
N=152 об/мин, s=0.5мм/об; V=28.9м/мин; To=0.026мин.
18 переход расточить отв. D62+0.3 выдерживая размер 4,5-0,2
N=950 об/мин, s=0.12мм/об; V=185м/мин; To=0.337мин.
19 переход сверлить 3 отв. D5 под углом 120º выдерживая глубину 14+1
N=1331 об/мин, s=0.17мм/об; V=20.9м/мин; To=0.212мин.
20 переход нарезать резьбу в 3 отв. М6 – 7Н выдерживая глубину 11+1
N=244 об/мин, s=1мм/об; V=4.6м/мин; To=0.27мин.
21 переход фрезеровать прорезь на проход шириной 5+0,3
D=150мм; z=20; Sz=0.12; V=44.5м/мин; n=100об/мин.
Находим основное машинное время То
![]()
Где L=70мм длина обрабатываемой поверхности.
Sм – минутная подача которая определяется по формуле
010 Сверлильная. Ст. Вертикально сверлильный 2Н55
Зенковать отв. D22 выдерживая размер 2×45º
S=0.45мм/об; V=21.1м/мин
Находим необходимую частоту вращения шпинделя:
![]()
Основное машинное время:
![]()
2.6.1. Расчет режимов резания методом математического моделирования
Рассчитаем режимы резания для сверления отверстия диаметром 11 мм, используя метод математического моделирования.
Ограничение №1 по стойкости инструмента:
V=
V=пдn/1000; V=пдn/1000<
N(100S)0.3<
N(100S)0.3< =41.56
=41.56
Ln n+0.3ln(100S)<1.62
X1+X2<1.62![]()
![]()
Ограничение № 2 по прочности механической подачи:
Px=2d1.4S0.8![]() 0.75
0.75![]() Рдоп
Рдоп
(100S)0.8<![]() =36.64
=36.64
0.8ln(100S)<1.56
0.8X2<1.56
Ограничение № 3 по мощности главного привода:
![]() ; MK=3d2s
; MK=3d2s![]() 0.7
0.7
![]()
N(100S)<![]()
Ln n+ln(100s)<4.8
X1+X2<4.8
Ограничение № 4 по прочности сверла:
[S]=4.46*d0.81/![]() 0.9; [S]
0.9; [S]![]() S
S
(100S)=4.46*110.81/600.91=69
X2=1.84
Ограничение № 5 по подаче:
Smin![]() 0.1мм/об ; Smax
0.1мм/об ; Smax ![]() 2.5мм/об
2.5мм/об
S![]() Smin S<Smax
Smin S<Smax
100Smin![]() 0.1 100Smax
0.1 100Smax ![]() 2.5
2.5
X2![]() 1 X2
1 X2![]() 2.4
2.4
Ограничение № 6 по числу оборотов станка:
Nmin![]() 20 об/мин; nmax
20 об/мин; nmax ![]() 2000 об/мин
2000 об/мин
N![]() nmax n
nmax n![]() nmin
nmin
Ln20=1.3 ln2000=3.3
X1=1.3 X1=3.3
Ограничение № 7 по устойчивости инструмента:
Ркр=2,467eimin/l2<Px;
Imin=bh3/12; b=d/2; n=d
2*104*10.279=2d1.4S0.8![]() 0.75
0.75
(100S)0.8>1000.8*205580/2d1.4![]() 0.75
0.75
(100S)0.8>7556.4
X2>3.9
На основании полученных данных составляем симплекс таблицу.
| Х1 | Х2 | Х3 | Х4 | Х5 | Х6 | Х7 | Х8 | Х9 | Х10 | Х11 | В |
| 1 | 0,3 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1,62 |
| 0 | 0,8 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1,56 |
| 1 | 1 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 4,8 |
| 0 | 1 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1,65 |
| 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 |
| 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 2,4 |
| 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 1,3 |
| 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 3,3 |
| 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 3,9 |
3. Конструкторская часть
3.1. Конструирование приспособления
3.1.1. Установочное зажимное приспособление
Спец. Приспособления предназначены для налаженных операций, закрепленных за станками. Приспособления разрабатывают согласно тех. Процессу на конкретные операции , и поэтому они рассчитаны на установку и закрепление однотипных заготовок. Такие приспособления обеспечивают высокую точность установки и быстрое закрепление. Для удешевления изготовления спец. Приспособлений в их составе предусмотрено широкое использование стандартных узлов и деталей.
Срок службы спец. Приспособлений при постоянной загрузке 3 – 5 лет. После выполнения заданной программы приспособления снимают с производства за ненадобностью, т.к. Они необратимы.
В дипломном проекте разработано спец. Приспособление с механизированным приводом.
Механизированные приводы приспособлений устройства служащие для приведения в действие рабочих органов (силовых) приспособлений , без приложения физической силы оператора. Роль оператора сводится к общему управлению приспособлением. Механизированный привод позволяет автоматизировать процесс обрабатываемых заготовок , чаще всего используют сжатый воздух или масло (находящееся под давлением).
Механизированный привод допускает блокированное управление несколькими зажимающими устройствами, обеспечивая надежное закрепление заготовок и тем самым сокращает затраты времени на установку и снятие деталей.
Продолжительность процесса закрепления 0,5 – 1,2 секунд.
Пневматические приводы.
Непременным условием применения пневматического привода является обеспеченность механических цехов сжатым воздухом с давлением у рабочего места не ниже 4 кгс/см², поступающий в пневматический привод приспособления воздух, должен быть очищен от посторонних примесей и осушен.
3.1.2. Монтаж приспособления на стол станка
Приспособление фиксируется на столе станка прижимными болтами через пазы нижней плиты, так чтобы распределительный кран находился справа относительно шпинделя станка.
Производится подключение к воздушной магистрали цеха, с рабочим давлением Р = 1 мпа. Произвести проверку надежности фиксации приспособления на станке, проверку соединения с воздушной магистралью.
Произвести пробную фиксацию заготовки в приспособлении, и обработку заготовки в приспособлении.
При положительных результатах контроля детали приступить к работе.
3.1.3. Расчет требуемой силы зажима и выбор силового механизма
Деталь установлена на призмах и зажимается прихватом с силой W.
При сверлении и зенкеровании радиальных отверстий в заготовке крутящий момент поворачивает заготовку вокруг оси инструмента и приподнимает ее в призме. Сила W приложена к прихвату.
Крутящему моменту противодействует два момента трения, возникающие в местах касания детали с зажимными (прихватом) и установочными (призмой) элементами приспособления.
Сила зажима штока передается непосредственно через промежуточные звенья на зажимаемую деталь. Для обеспечения надежности зажима заготовки определяется коэффициент запаса:
Кз=Ко*К1*К2*К3*К4*К5*К6=1,5*1*1,2*1*1*1*1=1.8
На систему действует крутящий момент Мкр и осевая сила Р0, которые требует силу зажима, определяемую по формуле:
W1=kmkp /
R(f+f2/sin![]() ); W2=kpo/f1+f2/ sin
); W2=kpo/f1+f2/ sin![]()
W1=1,8*124,7/80(0,15+0,25/0,61)=958,3 Н
W2=1.8*1785.8/(0,15+0,25/0,61)=5740.1 H
За требующуюся силу зажима принимается большее значение W. Значит W=5740.1 H
Из условия равновесия заготовки уравнение моментов будет иметь вид:
Ql1-Wl2=0
Введя коэффициент надежности закрепления и решив это равенство относительно Q, получим:
Q=Wl2/l1=5740,1*110/100=4157 Н
Время срабатывания пневмоцилиндра:
![]()
Где lk-длина поршня по конструкции приспособления, lk=20 мм;
Do -диаметр воздухопровода, принимается по рекомендациям в зависимости от диаметра пневмоцилиндра, do=6 мм;
Vc-скорость перемещения сжатого воздуха =180 м/с.
![]()
Расчет приспособления на точность.
Цель расчета на точность заключается в определении требуемой точности изготовления приспособления по выбранному параметру и допусков деталей и элементов приспособлений.
Погрешность изготовления приспособления εпр по выбранному параметру будет составлять часть допуска выполняемого размера за вычетом всех других составляющих общей погрешности обработки, т.е.
![]()
Где Т=0,7 εб =0,505
Кт=1,1 εз =0,12
Кт1=0,83 εу =0,015
Кт2=0,6 εи =0,005
![]() /43мм
/43мм
Таким образом, погрешность приспособления в собранном виде по выбранному параметру будет εпр =0,258мм на длине 43мм.
Расчет на прочность слабого звена конструкции.
После расчета точности изготовления приспособления и силового расчета необходимо выбрать конструкционные материалы для деталей приспособления. Материалы для деталей приспособлений выбирают исходя из условий работы и эксплуатационных требований прочности, жесткости и надежности.
Проверочный расчет соединения (работа на срез):
Расчет на изгиб оси:
![]()
Принимаем d=12 мм, что обеспечит более надежную работу оси в приспособлении.
3.2. Автоматизированное рабочее место
Для улучшения условий труда и увеличения производительности необходима автоматизация технологии листовой штамповки, при которой труд человека становится более эффективным, используется его интеллект, способность к суждению и нахождению прямого решения поставленных задач производства, а главное, автоматизация облегчает труд человека, создавая комфортные условия для работы.
Современное состояние и перспективы автоматизации штамповочного производства связаны с переходом от создания отдельных машин к автоматизированному комплексу.
Особенность штамповки мелких деталей, по сравнению с другими методами обработки, - незначительное машинное время, затрачиваемое на обработку одной заготовки.
У современных штамповочных прессов число ходов в минуту доходит до 1500 и более. Вспомогательными операциями являются: операции транспортировки, загрузки и выгрузки штучных заготовок в зону штампа. Именно они и определяют в основном производительность технологических процессов производства деталей методами штамповки, поэтому вопрос автоматизации процессов загрузки штучных заготовок в штамповочном производстве приобретают особо важное значение. Принципиальные идеи автоматизации загрузки, практические и конструктивные пути их воплощения зависят от характера производства, а также от характеристик обрабатываемых заготовок и связанных с ними параметрами средств автоматической загрузки. Общие тенденции развития средств автоматической загрузки имеют в каждом конкретном производстве свои специфические особенности.
В массовом производстве тенденции развития направлены на создание высокопроизводительных загрузочно-разгрузочных производств, преимущественно непрерывного действия, работающих по жесткой программе с высокой степенью надежности и стабильности работы.
В крупносерийном производстве тенденции развития направлены на создание загрузочных устройств, работающих по жесткой программе.
В серийном производстве детали, изготовленные листовой штамповкой, отличаются друг от друга габаритами, формой и выпускаются мелкими и крупными партиями. Это определяет необходимость применения различных конструкций, транспортирующих устройств с различными линейными и угловыми перемещениями, что достигается выбором или переналадкой механизмов, осуществляющих эти движения.
В серийном штамповочном производстве на одном прессе выполняется обычно несколько деталей (операции). В среднем за одним прессом закрепляется обычно до 20, что вызывает необходимость применение быстро переналаживаемых устройств.
3.2.1. Работа автоматизированного рабочего места
Состав автоматизированного рабочего места:
- пресс;
- револьверный стол;
- полосоподаватель.
Полосу загружают в полосоподаватель, который подает ее на револьверный стол. Далее из полосы прессом вырубаются штучные заготовки, которые размещаются в позициях револьверного стола. Револьверный стол перемещает заготовку непосредственно в зону штампа. На поворот револьверного стола уходит 0,11 с. В это время фиксатор фиксирует за 0,02 с положение стола в момент удара пресса, который длится 0,0375 с. При помощи пресса (выбранного из каталога кузнечно-прессового оборудования по усилию) осуществляется гибка. Готовое изделие сбрасывается в бункер.
3.2.2. Выбор пресса
Рассчитаем усилие для вырубки, используя следующие формулы:
![]() ,
,
Где к=1,1-1,15,
S- толщина листа,мм,
L-периметр заготовки
![]() кгс
кгс
Рассчитаем усилие для гибки
Без калибровки: ![]() ,
,
Где В- ширина полосы,
Кz=0,20-коэффициент для двухугловой гибки,
![]() кгс/мм2
кгс/мм2
Без калибровки: Р=2,5*30*3*30*0,20=1350
кгс![]()
С калибровкой: Рк=(2-4)ВS![]() Kz
Kz
Рк=4*30*3*30*0,2=2160 кгс
Общее: Р=464,1 кн
Р=46,410 тс
Из каталога кузнечно-прессовых машин выбираем пресс с номинальным усилием больше Р=464,1 кн
Выбираем пресс однокривошипный, открытый, простого действия, ненаклоняемый. Модель КД2128Е с номинальным усилием 630 кн.
3.2.3. Кинематический расчет револьверного стола
Угол ![]() клина принимаем
клина принимаем ![]() =15, тогда
=15, тогда
Н1=4tg![]() =4tg15=1,0718
=4tg15=1,0718
![]() = Н1/2
= Н1/2![]() =1,0718/2*3,14=0,171 рад=9,78
=1,0718/2*3,14=0,171 рад=9,78
ДН=600 мм
А=(0,55-0,6) ДН=(0,55-0,6)*600=330-360 мм
ДВН=600-0,2*30=584 мм
R0=0.25*( ДН+ ДВН)=0.25(600+584)=298,5 мм
Sn=(0.03-0.05)*S![]()
Где Sn – перебег
S![]() - ход ползушки
- ход ползушки
S![]() =2 R0*sin
=2 R0*sin![]() /2=2*298.5*sin9.78/2=50.89
мм
/2=2*298.5*sin9.78/2=50.89
мм
Sn=(0,03-0,05)
S![]() =(0,03-0,05)50,89=2,54
=(0,03-0,05)50,89=2,54
Н1= S![]() + Sn=50,89+2,54=53,43 мм
+ Sn=50,89+2,54=53,43 мм
Выписываем из паспортных данных пресса значения:
Н1 – ход ползуна,
Н1 табл=100 мм,
Н1 табл![]() Н1 расч,
Н1 расч,
100![]() 53,43
53,43
3.2.4. Расчет диска (стола)
Д0=dr+l1/ sin![]() /2 ,
/2 ,
Где l1 – расстояние между центрами заготовок,
Dr=d 3 (1.01-1.05),
Д0=(31+50)/sin4.89=398 мм,
Dr=30(1,01-1,05)=31 мм.
Расчет скорости вращения диска:
V=6![]() *Д0*n/z=6*3.14*398*45/16*60=353.25 мм/с,
*Д0*n/z=6*3.14*398*45/16*60=353.25 мм/с,
ДН/ d 3= 600/30=20,
Следовательно (из таблицы) число гнезд z=16
3.2.5. Силовой расчет
Р=Рст+Мст*а+Ркар+Мкар*а
1. Рассчитаем силу стола
Sст=ПR2=3.14*3002=2826 см2=0,2826 м2
Мст=Sст*hст*![]() =0,2826*0,005*7,85=11,09
кг
=0,2826*0,005*7,85=11,09
кг
Gст=m*g=11,09*9,8=108,7 Н
Рст=G![]() =108.7*0.15=16.3 Н
=108.7*0.15=16.3 Н
2. Рассчитаем силу каретки
Sкар=а*в=0,19*1,1=0,209 м2
Мкар= Sкар*hкар*![]() =0,209*0,12*7850=196,9
кг
=0,209*0,12*7850=196,9
кг
Gкар=m*g=196,9*9,8=1929 Н
Ркар= G![]() =1929*0,15=289,4 Н
=1929*0,15=289,4 Н
3. Найдем ускорение для:
А) каретки акар=V2/t=353,252/0,3=0,416 м/с
Б) стол ![]() ст=ак/R2=0.416/900=4.6 м/с
ст=ак/R2=0.416/900=4.6 м/с
Тогда: Р=16,3+108,7*0,46+289,4+819,1+196,9*4,16=1261,5 Н
Общее потребное усилие Рпресса+1261,5 Н
Расчет циклограммы
Тц=45/2*60=0,375 с
Время удара 10% от Тц, следовательно tуд=0,0375 с
Время поворота револьверного стола 0,11 с
Время действия фиксатора 0,02 с
Работа револьверного стола
На чертеже показаны штампы с механизмом подачи штучной заготовки – револьверный стол. Заготовка с помощью пресса вырубается из полосы и подеется на одну из позиций револьверного стола. Стол вращается и при его периодическом повороте заготовка попадает в рабочую зону штампа, где подвергается формообразованию. Клин перемещает ползушку справа на лево. При ходе ползуна пресса собачка, установленная на ползушке, поворачивает диск револьверного стола на одно деление. Диск после поворота фиксируется защелкой, заходящей в специально предусмотренные для этой цели вырезы на боковой поверхности. При дальнейшем ходе верхней части штампа вниз пуансон производит требуемое формообразование заготовки. При ходе ползуна пресса с верхней частью штампа вверх плоскость клина выходит из контакта с роликом ползушки, и последнее возвращается в исходное положение, в котором собачка заскакивает во впадину храпового зуба револьверного стола (диска), после чего цикл повторяется.
3.3. Проектирование гибочного штампа
Гибка – одна из наиболее распространенных формоизменяющих операций холодной штамповки для получения разнообразных деталей из листового материала, профильного проката, труб и проволоки.
Гибка характеризуется относительным поворотом части заготовки вокруг лини гиба.
Гибка представляет собой процесс упругопластической деформации, протекающей различно с обеих сторон изгибаемой заготовки. Слои металла, расположенные ближе к внутренне й поверхности изгибаемого участка, испытывают сжатие, а слои, расположенные у внешней поверхности, - растяжение.
1. Анализ технологичности детали:
1) Rmin=ks
K=0.8 (гибка заусенцами внутрь, линия гиба параллельна направлению проката)
Rmin=0,8*0,5=0,4 мм
2) Угол пружинения (![]() 35кг/мм2; R/S=2, S до
0,8 мм)
35кг/мм2; R/S=2, S до
0,8 мм)
![]() =2
=2
3) в=Sh=(0,1-0,3)S=0,2*0,5=0,1 мм
2. Усилие гибки ( П- образная гибка с прижимом без правки)
Р=0,7 4904 кг
4904 кг
3. Конструктивные размеры штампа:
1) Радиусы скругления пуансона берм по изделию;
2) Глубина матрицы H = 15 мм;
3) Радиус скругления матрицы R2 = 3 мм;
4) Зазор между матрицей и пуансоном на сторону:
Z = S+S+f = 0.5+0.07+0.1 = 0.67 мм.
3.4. Проектирование режущего инструмента
Зенкеры – осевой режущий инструмент, предназначенный для повышения точности формы отверстия, полученных после сверления, отливки, ковки, штамповки, а также для обработки торцевых поверхностей бобышек, выступов и др. Зенкеры для обработки цилиндрических отверстий применяют для окончательной обработки отверстий с допуском по 11, 12-му квалитетам и обеспечивают параметры шероховатости поверхности Rz = 20…40 мкм или для обработки отверстий под последующее развертывание..
Расчет на прочность слабого сечения:
![]() ;
;
![]()
![]()
![]()
![]()
Расчет на продольный изгиб:
[Px]![]() 2.467EI/l2;
2.467EI/l2;
I=Пd4/64![]() 0.05d4
0.05d4
[Px]![]() 2.467*E0.05d4/ l2=2.467*2*104*0.05*304/1452=3287
Н
2.467*E0.05d4/ l2=2.467*2*104*0.05*304/1452=3287
Н
4. Проектирование механического цеха и разработка участка
4.1. Расчет количества основного производственного оборудования
На основании данных о трудоемкости годовой программы выпуска деталей по участку составляется таблица для расчета количества станков каждого типоразмера (Приложение 1).
Расчетное количество станков данного типа определятся по формуле:
 ,
,
Где Ср расчетное количество станков данного типоразмера,
Тшт-кS – трудоемкость годового количества всех деталей на станках данного типоразмера в станко-часах,
Фд.об действительный годовой фонд времени работы оборудования при 2-х сменной работе в часах.
Принятое число станков каждого типоразмера получаем округлением расчетного числа до ближайшего большего целого.
Станок 2204ВМФ4: 
Станок 2Н150: 
Станок 16А20Ф3: 
Станок 2Н55: 
Станок 1В340Ф30: 
Станок 6Р13Ф3: 
Станок 3А151: 
Станок 775: 
Станок 5Е32: 
Станок К94: 
Максимальную трудоемкость годового выпуска имеет деталь "держатель", следовательно, для данного участка она является ведущей, т. Е. Расстановку оборудования по участку будем выполнять с учетом последовательности ее обработки.
Для определения степени загруженности по времени станков данного типоразмера пользуются коэффициентом загрузки оборудования, который определяется отношением расчетного числа станков к принятому:

Станок 2204ВМФ4: 
Станок 2Н150: 
Станок 16А20Ф3: 
Станок 2Н55:
Станок 1В340Ф30:
Станок 6Р13Ф3:
Станок 3А151:
Станок 775:
Станок 5Е32:
Станок К94:
Средний коэффициент загрузки оборудования по участку, отделению или цеху:
Рассчитанное значение среднего коэффициента загрузки станков по участку находится в пределах нормы для серийного производства. Построенный на основании расчета график загрузки оборудования приведен на рисунке 1.
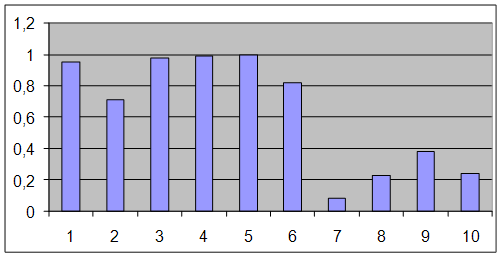
Рисунок 1. График загрузки станков на участке
Где 1 – станок 2204ВМФ4,
2 – 2Н150,
3 – 16А20Ф3,
4 – 2Н55,
5 – 1В340Ф30,
6 – 6Р13,
7 – 3А151,
8 – 775,
9 – 5Е32,
10 – К94.
4.2. Расчет количества работающих
К производственным рабочим механических цехов относятся станочники, операторы и наладчики автоматических линий, разметчики, слесари по промежуточным слесарно-сборочным работам, мойщики деталей. Так как в задании производственная программа участка выполняется на универсальных станках, то для проектируемого участка определяем только количество станочников по группам станков (профессиям - токарей, сверловщиков и т.д.). Число станочников можно определить по числу станков Сп цеха или участка:
Для универсальных станков (токарных, фрезерных, шлифовальных, сверлильных и др.) Коэффициент многостаночного обслуживания Км = 1. Кз, Ки - коэффициенты загрузки и использования оборудования; для единичного, мелкосерийного и среднесерийного производства принимаются = 0,85 (коэффициент загрузки оборудования для проектируемого участка Кз = 0,82 примем на основании расчетов).
Количество токарей (станки 16А20Ф3 и 1В340Ф30):

Количество сверловщиков (станки 2Н150 и 2Н55):

Количество фрезеровщиков (станки 2204ВМФ4 и 6Р13Ф3):

Количество шлифовщиков (станок 3А151):

Количество зубообкатчиков (станок 5Е32):

Количество протягивальщиков (станок 775):

Количество кузнецов (станок К94):

Общее количество станочников на участке - 40 чел. Общее количество производственных рабочих в цехе (4 участка) - 160 чел. Прочий цеховой персонал (в соответствии с нормами для серийного производства):
- Вспомогательные рабочие (18 - 20% производственных) - 32 чел.
- ИТР (9,5 - 11% вспом. + произв. Рабочих) - 19 чел.
- Служащие (1,4 - 2% вспом. + произв. Рабочих) - 3 чел.
- Работники ОТК (4 - 6% вспом. + произв. Рабочих) - 9 чел.
Количество младшего обслуживающего персонала (уборщиков стружки, помещений и т.д.) Уточняется после разработки компоновки цеха.
4.3. Планировка расположения оборудования на участке
Основным принципом при составлении плана расположения оборудования на участке и в цехе является обеспечение прямоточности движения деталей в процессе их обработки в соответствии с технологическим процессом. Для цехов серийного производства применяется расположение станков по порядку технологических операций. Станки располагаются в соответствии с технологическими операциями для обработки одноименных или нескольких разноименных деталей, имеющих схожий порядок операций. В мелкосерийном и среднесерийном производстве каждая группа станков выполняет обработку нескольких деталей, имеющих аналогичный порядок операций, т.к. Загрузить полностью все станки одной деталью не всегда возможно.
При разработке планировки обязательно должны быть учтены нормативы для расстояний станков между собой, между станками и элементами зданий, предусмотрены проезды и проходы для обеспечения транспортировки
Деталей по участку и соблюдены нормы техники безопасности при расположении рабочих мест у станков. Пример организации рабочего места фрезеровщика приведен на рисунке 2.
5. Проектирование механического цеха
5.1. Определение площади цеха
Общее количество оборудования в цехе (4 участка) - 25 ´ 4 = 100 шт.
Производственная площадь участка определяется на основании разработанного чертежа планировки расположения оборудования на участке и составляет Sп уч = 648 м2.
Производственная площадь
цеха: ![]() м2
м2
В соответствии с отраслевыми нормативами металлорежущее оборудование в цехе по типам распределяется следующим образом (таблица 5.1.).
Таблица 5.1.
Типы металлорежущего оборудования
| Тип станка | % от общего кол-ва | Кол-во станков в цехе |
| Токарные | 26 | 26 |
| Сверлильные | 17 | 17 |
| Фрезерные | 9,7 | 10 |
| Зубообрабатывающие | 6,6 | 7 |
| Протяжные | 2 | 2 |
| Шлифовальные | 16,2 | 17 |
| Прочие | 20 | 20 |
| ИТОГО: | 99 | |
Удельная производственная площадь:
 м2/станок
м2/станок
Рассчитанное значение площади находится в пределах норм для цехов со станками средних размеров.
5.2. Проектирование вспомогательных отделений механосборочного цеха
5.2.1. Заточное отделение
Заточное отделение организуется централизованным для всего цеха с целью улучшения качества заточки режущего инструмента. Основное оборудование – заточные и доводочные (для окончательной доводки твердосплавного режущего инструмента) станки.
Количество станков в отделении (5% от числа станков в цехе) - 5 шт.
Площадь отделения (из расчета Sуд = 10 м2 на станок) - 50 м2
Кол-во рабочих (из расчета 1,5 - 2 чел/станок для 2-х сменной работы) - 8 чел.
5.2.2. Ремонтная база цеха
Предназначается для поведения межремонтного обслуживания производственного оборудования, а также для проведения ремонтных работ (мелкий и средний ремонт).
Количество станков в ремонтной базе (для цеха с 100 станками) - 4 шт.
Число рабочих станочников:

Количество слесарей (60% от числа станочников) - 4 чел.
Количество ИТР - (10% от числа рабочих) - 1 чел.
Площадь отделения (уд. Общая площадь 31 м2/станок): 124 м2;
В т.ч. Склад зап. Частей - 16 м2.
5.2.3. Кладовые инструмента и оснастки
Предназначены для хранения режущего, вспомогательного и измерительного инструмента, а также приспособлений для установки деталей на станке. Расчет выполняется на основании норм удельной площади на 1 производственный станок.
· Кладовая приспособлений(0,15 м2/станок) - 15 м2
· Инструментально-раздаточная кладовая
(0,2 м2/станок) 20 м2
5.2.4. Контрольное отделение
В проектируемом цехе выполняется входной контроль поступающего в цех материала и заготовок (выполняется в заготовительном отделении и на складе заготовок), промежуточный (на рабочих местах после обработки партии деталей) летучий (периодические проверки на рабочих местах), окончательный (в контрольном отделении цеха, перед передачей деталей на сборку).
Площадь контрольного отделения:
![]() м2
м2
5.2.5. Отделение для приготовления и раздачи СОЖ
Для проектруемого цеха предусмотрен централизованный групповой способ снабжения СОЖ. Площадь отделения:
SСОЖ = 60 м2
Площадь склада масел - 15 м2
5.2.6. Отделение для переработки стружки
Отделение предназначено для переработки стружки в брикеты. Стружку доставляют в отделение из сборных коробов, установленных на участках на электрокарах. Площадь отделения (в соответствии с нормативами) - 80 м2.
5.3. Проектирование складских помещений
5.3.1. Склад материалов и заготовок
Предназначается для хранения запасов пруткового и другого материала и заготовок (отливок, поковок, штамповок и др.) Прутковый материал хранится горизонтально в штабелях стойках, клеточных и крючковых стеллажах или вертикально в пирамидальных стеллажах. Крупные и средние поковки и отливки хранятся на полу отдельными штуками или в штабелях; мелкие – на полочных складах с гнездами.
Расчетная формула для определения площади склада:
 м2
м2
Где Q0 – общий черновой вес материалов или заготовок, подлежащих механической сборке в течение года, т.(приблизительно на 20% больше массы готовых деталей приведенных в задании с учетом количества участков на которых обрабатываются детали - 5 участков).
Аср = 6 среднее количество дней, на которое принимается запас материала;
Ф = 253 – количество рабочих дней в году;
Gср = 3– среднедопустимая нагрузка на площадь цеха, т/м2;
Ки = 0,5 коэффициент использования площади склада – отношение полезной площади склада к его общей площади, включая проходы, проезды.
В зависимости от результатов компоновки цеха площадь склада заготовок может быть принята больше, в пределах 10 - 15% площади станочного. Полученное расчетное значение укладывается в данный норматив.
5.3.2. Склад готовых деталей и межоперационный склад
Площадь складов готовых деталей и межоперационного склада может быть принята на 10 (для межоперационного) и 20% меньше чем площадь склада заготовок.
Соответственно:
Склад готовых деталей - 240 м2
Промежуточный склад - 270 м2
5.3.3. Проектирование транспортной системы цеха
В качестве внутрицехового транспорта для цеха использованы крановый (кран-балки с нижним управлением) и электротележки (грузоподъемность - 1,5 т). Кран-балки используются также в качестве технологических подъемников для установки крупногабаритных деталей на станки.
Количество электротележек определяется по формуле:
 шт.
шт.
Где Q = 15825 т годовой грузооборот, т;
Qэ = 1,5– грузоподъемность электротележки,т;
Тэ – общее время пробега (оборот) электротележки, мин;
К1 = 1,5 коэффициент неравномерности;
К2 = 0,8 коэффициент использования грузоподъемности;
M×Фдо = 4029 час действительный годовой фонд времени работы оборудования при соответствующем числе смен (m = 1 или 2).
6. Экономическая часть
При разработке и проектировании нового техпроцесса было применено
Более производительное и прогрессивное оборудование, станки с ЧПУ. Это дает возможность повысить качество обработки, снизить время на обработку.
Применение новых станков и технологий должно позволить решить ряд социально-экономических задач: улучшение условий труда, значительно уменьшить долю тяжелого труда, малоквалифицированного ручного труда, изменить состав работников механообрабатывающих цехов, повысить культурный уровень рабочих.
Данная работа представляет собой разработку основных вопросов организации и планирования производства на участке. В основу расчетов организации производства заложен технологический процесс на изготовление детали "Держатель".
6.1. Технико-экономическое обоснование целесообразности предлагаемой технологии организации производства
Определение объема выпуска деталей, производственной программы участка.
Производственная программа участка Nу (Таблица 6.1.) Складывается из количества деталей, необходимых для обеспечения программы сборочного цеха Nсб, плана поставок этих деталей другим предприятиям Nк, количества деталей, используемых в качестве запасных частей к выпускаемым изделиям Nзп (Nу=Nсб+Nк+Nзп).
Таблица 6.1.
Производственная программа
| Наименование |
Годовая Программа |
Nk |
Nзп |
Трудоемкость | |
| 1 дет., мин | Выпуск, п/ч | ||||
| Держатель 682- 2110-644 | 4000 | 500 | 150 | 50,3 | 3898 |
| Наконечник 682-3414062 | 3000 | 400 | 300 | 44,69 | 2756 |
| Диск 682В-3104017 | 9000 | 1000 | 250 | 98,22 | 16779 |
| Наконечник 682Д-3414067-10 | 9000 | 1500 | 500 | 21,84 | 4004 |
| Рычаг 682-3414086-10 | 8000 | 1200 | 600 | 26,41 | 4314 |
| Шестерня 682В-3501144 | 15000 | 2200 | 750 | 24,72 | 7395 |
| Ступица 5К-0103-01-А | 7000 | 650 | 200 | 142,96 | 18704 |
| Корпус 682Б-2110033 | 8000 | 1200 | 250 | 74,72 | 11768 |
| Опора 682Г-2110632 | 7500 | 900 | 300 | 20,38 | 2955 |
| Корпус 682-3501138-01/139-01 | 6000 | 500 | 200 | 57,83 | 6458 |
| Кронштейн 682-3414092 | 8000 | 1200 | 400 | 104,18 | 16669 |
| Кронштейн 682-3409016 | 11000 | 1800 | 450 | 20,398 | 4505 |
Итого: 95500 13050 4350 686,65 100205
6.2. Характеристика технического процесса механической обработки детали «Держатель»
| Элементы анализа | Заводской ТП | ТП1 | ТП2 |
| Количество видов оборудования | 10 | 2 | 4 |
| Трудоемкость | 20,7 | 10,74 | 13,37 |
| Себестоимость | 72,6 | 84,1 | 86,6 |
По представленным данным выбираем I вариант с использованием многоцелевого станка , так как этот вариант наиболее оптимальный. Тип производства по ГОСТ31108-74 характеризуется коэффициентом закрепления операций Кзо
Кзо=Fд*60/Q*Tшт.ср=4029*60/4000*1,755=34,44
Fд – действительный годовой фонд работы оборудования
Q – годовая программа выпуска деталей
Т шт ср средняя норма времени по основным операциям технологического процесса
Так как 20< Кзо< 40, то производство мелкосерийное.
6.3. Определение стоимости основных производственных фондов участка
Определим стоимость здания под участок.
Кзд=F*Cзд
F-площадь участка, м2
Сзд-стоимость производственной площади (1000 руб./м2)
F=386,552 м2
Определяем стоимость здания под участок.
Кзд=386,552*1000=386552 руб.
6.3.1. Расчет стоимости оборудования и транспортных средств
Стоимость производственного и хозяйственного инвентаря 1-5 % от суммарной стоимости участка и оборудования, то есть она составляет -127366 руб. Стоимость оборудования и транспортных средств представлена в таблице 6.2.
Таблица 6.2.
Стоимость оборудования и транспортных средств
| Наименование оборудования | Цена, тыс. Руб | Олово | Затраты на | Всего | Амортизация | |
| Транспорт | Монтаж | |||||
|
Многоцелевой 2204ВМФ4 |
2700 | 1 | 34 | 34 | 2768 | 276,8 |
|
Сверлильный 2Н150 |
168 | 1 | 6 | 6 | 180 | 18 |
| Электрокар | 100 | 1 | 2 | 2 | 104 | 10,4 |
| Мостовой кран | 150 | 1 | 3 | 3 | 156 | 15,6 |
6.4. Расчет стоимости материалов
Стоимость одной заготовки равна – 297,67 руб., отсюда стоимость 4000 заготовок равна – 1190680 руб.
Стоимость отходов на одну деталь – 94,554 руб.
Стоимость отходов на 4000 деталей 378216 руб.
Стоимость материалов на годовую программу выпуска :
1190680-378216=812464 руб.
Затраты на вспомогательные материалы (2% от стоимости основных материалов) – 16249,3руб.
6.5. Расчет энергии всех типов
Расчет электроэнергии производится по формуле:
Э=Муст*Фдо*Кз*Коб/Кп*Км,
Где Муст установочная мощность оборудования = 35 квт
Кз коэффициент загрузки оборудования = 0,628
Коб - коэффициент работы оборудования = 1,12
Кп - коэффициент, учитывающий потери в электроцепях = 0,9
Км коэффициент КПД потери мотора = 0,85
Э=35*4029*0,628*1,12/0,9*0,85=129652,7 квт/ч
Стоимость 1 квт/ч=1,3 руб, тогда стоимость электроэнергии равна
Сэл=129652,7*1,3=168548,56 руб/год.
Расчет сжатого воздуха производится по формуле:
Ссж=Q*Hсж*Ст,
Где Q – объем сжатого воздуха на единицу оборудования в год
Нсж – кол-во оборудования, потребляющего сжатый воздух
Ст – стоимость 1 м3 сжатого воздуха
Расход сжатого воздуха на 1 зажимное приспособление – 0,012 м3/час на 1 станок
Q=(0,012+1)*4029=4077 м3
Нсж=2
Ссж=4077*2*0,15=1223,1 руб.
Вода на производственные цели.
Годовой расход воды определяется по формуле:
Qв=Qст*n*d*Hохл/1000
Qст – расход воды на 1 станок в смену
N – число смен
D – число рабочих дней в году
Hохл – число станков, работающих с охлаждением
Qв = 4*2*253*2/1000=4,048 м3
Стоимость 1 м3 воды 0,8 руб.
Qв=0,8*4,048=3,24 руб.
Итоговая стоимость энергии: SЭ= 169774,9 руб.
6.6. Расчет по труду и заработной плате
Фонд заработной платы вспомогательных рабочих считается из разряда и месячной ставки (Таблица 6.3.).
Фонд заработной платы специалистов и МОП (Таблица 6.4.).
Таблица 6.4.
| Категории и должности | Число рабочих | Месячный оклад | Годовой фонд |
| Начальник цеха | 1 | 7900 | 94800 |
| Старший мастер | 1 | 6000 | 72000 |
| Мастер | 1 | 5900 | 70800 |
| Наладчик участка | 1 | 5900 | 70800 |
Рассчитаем фонд заработной платы основных рабочих.
Сводная ведомость основных рабочих, работающих на участке:
Фрезеровщик – 1 чел.
Сверловщик – 2 чел.
По данным таблицы определяем средний тарифный разряд и средний тарифный коэффициент.
Р=S(Рi*p)/Pi
Kт=S(Рi*kri)/Po
Р – средний тарифный разряд
Кт – средний тарифный коэффициент
Рi – число рабочих по i-му разряду
Р – разряд рабочих
Ро – общее число рабочих
Kri – число рабочих смен i-ого тарифного коэффициента
Кт=2*3+1*4/3=3,33
Фонд заработной платы основных рабочих определяется по формуле:
Фзп=Jст*Nу*Kт*Kпр
Jст – часовая тарифная ставка рабочего 1-го разряда
Nу – производственная программа
Кт – средний тарифный коэффициент
Кпр коэффициент премий
Фзп=14,5*100205*3,33*1,6=7741437,5 руб.
Рассчитаем общий фонд заработной платы основных производственных рабочих на участке.
Определение затрат на производство и себестоимость деталей. Затраты на производство определяются с помощью сметы.
Таблица 6.5.
Смета затрат на производство
| № | Элементы затрат | Сумма, рублей |
| 1 | Основные материалы за вычетом отходов | 812464 |
| 2 | Основная зарплата производственных рабочих | 7741437,5 |
| 3 | Дополнительная зарплата (10% от основной) | 774143,75 |
| 4 | Отчисления на социальное страхование (35,6%) | 2755951,8 |
| 5 | Расходы на содержание и эксплуатацию оборудования | 3882900 |
| 6 | Цеховые расходы | 6653318 |
ИТОГО |
22620215,5 | |
Таблица 6.6.
Смета расходов на содержание и обслуживание оборудования
| № | Статьи расходов | Сумма, рублей |
| 1 | Материалы для технологических и производств. Целей | 764195 |
| 2 | Топливо и энергия всех видов | 169775 |
| 3 | Зарплата вспомогательных рабочих, включая отчисления на соц.страх. | 670448 |
| 4 | Текущий ремонт оборудования и средств (7% от первоначальной стоимости). | 180740 |
| 5 | Возмещение малоценного и быстроизнашивающегося оборудования (4,5% от стоимости оборудования). | 116190 |
| 6 | Амортизация оборудования. | 2169400 |
ИТОГО |
4070748 | |
Таблица 6.7.
Статьи цеховых расходов
| № | Статьи расходов | Сумма, рублей |
| 1 | Содержание цехового персонала | 233280 |
| 2 | Содержание зданий и сооружений | 155520 |
| 3 | Текущий ремонт зданий и сооружений | 324430 |
| 4 | Прочие цеховые расходы | 249000 |
ИТОГО |
962230 | |
Таблица 6.8.
Калькуляция деталей «Держатель»
| № | Статьи расходов | Сумма, рублей |
| 1 | Основные материалы за вычетом отходов | 812464 |
| 2 | Зарплата основных производственных рабочих | 860160 |
| 3 | Отчисления в соц.страх (35,6%) | 306217 |
| 4 | Расходы на содержание и эксплуатацию оборудования(50%) | 430080 |
| 5 | Цеховые расходы (250% от з/п основных рабочих) | 2150400 |
ИТОГО |
4559321 | |
Таблица 6.9.
Технико-экономические показатели работы участка
| № | Показатели | Ед.изм. | Значения показателей |
| 1 | Трудоемкость производственной программы | П/час. | 100205 |
| 2 | Годовой выпуск деталей | Шт | 4000 |
| 3 | Цеховая себестоимость товарной продукции | Руб. | 22620216 |
| 4 | Списочное число рабочих | Чел. | 9 |
| 5 | Выработка на одного работающего | Руб. | 2513357 |
| 6 | Себестоимость одной детали | Руб. | 1139 |
7. Охрана окружающей среды. Техника безопасности
7.1. Анализ опасных и вредных факторов технологического процесса
При механической обработке металлов на металлорежущих станках (токарных, фрезерных, сверлильных и др.) Возникает ряд физических химических, психофизиологических и биологически опасных и вредных производственных факторов. К категории физически опасных факторов относятся – стружка, высокая температура нагрева инструмента, осколки инструмента, движущиеся объекты производственного оборудования, повышенное напряжение в сети или статического электричества. При выполнении различных работ на станке рабочий может получить травму. Металлическая стружка представляет серьезную опасность не только для работающего на станке, но и для лиц находящихся вблизи станка. Наиболее распространенными являются травмы глаз. Физическими вредными факторами на производстве характерными для процесса резания являются: 1) повышенная загазованность воздуха рабочей зоны; 2) высокий уровень шума и вибрации; 3) недостаточная освещенность рабочей зоны; 4) повышенная пульсация светового потока. При отсутствии средств защиты запыленность воздушной среды в зоне дыхания станочников (Таблица 7.1., 7.2.) Может превышать предельно допустимые концентрации. Размер пылевых частиц в зоне дыхания колеблется в широком диапазоне – от 2 до 60 мкм.
Таблица 7.1.
Значения выделения пыли при механической обработке
| Тип станка | Выделение пыли, г/ч | Тип станка | Выделение пыли, г/ч |
Обработка чугуна |
Обработка цветных металлов |
||
| Токарный | 20-40 | Токарный | 8-10 |
| Фрезерный | 15-25 | Фрезерный | 6-8 |
| Сверлильный | 3-5 | Сверлильный | 12-16 |
| Расточной | 6-10 | Расточной | 2-2,8 |
Таблица 7.2.
Запыленность воздуха рабочей зоны при точении, фрезеровании хрупких металлов
| Обрабатываемый материал и вид обработки | Режущий инструмент |
Режимы резания: скорость v м/мин, подача s мм/об, глубина t мм |
Концентрация пыли, мг/м3 |
| Латунь ЛЦ40С (точение) | Упорный проходной резец | V=200-250, s=0,2-0,3, t=2-3 | 14,5-15,5 |
| Бр ОЦС 6-6-3 (точение) | Проходной резец с двумя режущими кромками | V=208, s=0,4, t=3 | 20 |
| Медь (точение) | Специальный многолезвийный резец | V=200-300,s=0,1-0,2, t=0,1-2 | 113-193 |
| Серый чугун СЧ32 (точение) |
Резцы: проходной и рас-точной, проходной с двумя режущими кромками, канавочный. Резцы: расточной, подрезной сдвумя режущи-ми кромками |
V=80-120,s=0,4-0,6, t=2-6 V=70-120,s=0,25-0,35 t=5-7,5 |
14,5-160 39-127 |
| Серый чугун СЧ32 (фрезер-е) | Многозубая торцовая фреза | V=56,2, t=2, s=1000мм/мин | 120-123 |
| Серый чугун СЧ32 (сверление) | Спиральные сверла | V=20,8, s=0,15 | 10-12 |
Концентрация вредных веществ в воздухе рабочей зоны, образующихся при обработке резанием, не должны превышать ПДК. В таблице 7.3. Приведены ПДК некоторых веществ.
Таблица 7.3.
Предельно допустимые концентрации вредных веществ В воздухе рабочей зоны по ГОСТ 12.1.005-85
| Наименование вещества |
ПДК, мг/м3 |
Пдкм р, мг/м3 (максимально разовое) |
Пдкс с, мг/м3 (среднесуточ-ное) |
Преимущественное агрегатное состояние в условиях проиводст-ва | Класс опасности | |
| Ацетон | 200 | 0,35 | 0,35 | П | 4 | |
| Железа окись | 6 | - | - | А | 4 | |
| Медь | 1/0,5 | - | - | А | 2 | |
| Сажа | 4 | 0,15 | 0,05 | А | 3 | |
| Свинец | 0,01/0,007 | - | 0,0003 | A | 1 | |
| Чугун | 6 | - | - | А | 4 |
Аэрозоль нефтяных масел входящих в состав СОЖ, может вызвать раздражение слизистых оболочек верхних дыхательных путей, способствовать снижению иммунобиологической реактивности.
К психофизиологическим факторам процессов обработки материалов резанием можно отнести физические перегрузки при установке, закреплении и съеме крупногабаритных деталей, перенапряжение зрения, монотонность труда. К биологическим факторам относятся болезнетворные микроорганизмы и бактерии, проявляющиеся при работе с СОЖ.
7.1.1. Шум
Источником шума на производстве являются: производственное оборудование, энергетическое оборудование, компрессорные и насосные станции, вентиляторные установки, трансформаторные подстанции, испытания продукции предприятия. В зависимости от металлорежущего оборудования, мощности его приводов, интенсивности и стабильности процесса резания уровни шума, создаваемые на расстоянии 1 м. От огражденных поверхностей, составляет 60-110дб. Шум на производстве наносит большой ущерб, вредно действуя на организм человека и снижая производительность труда. Шумом для человека также является всякий нежелательный звук. В таблице 7.4. Приведены допустимые уровни шума.
Таблица 7.4.
Допустимые уровни шума
| Рабочие места | Уровни звукового давления в дб в октавных полосах со среднегеометрическими частотами, Гц | Уровни звука и эквивалентные уровни звука, дба | |||||||
| 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 | ||
| 1.Помещения и участки точной сборки, машипис-ние бюро | 83 | 74 | 68 | 63 | 60 | 57 | 55 | 54 | 65 |
| 2.Помещения ла-бораторий, для проведения экс-периментальных работ, помещения для размещения шумных агрегатов | 94 | 87 | 82 | 78 | 75 | 73 | 71 | 70 | 80 |
| 3.Постоянные рабочие места и рабочие зоны в производственных помещениях и на тер-ях предприятий | 99 | 92 | 86 | 83 | 80 | 78 | 76 | 74 | 85 |
7.1.2.Вибрации
Воздействие вибраций не только ухудшает самочувствие работающего и снижает производительность труда. Возникновение вибраций на человека чаще всего связано с колебаниями. Приведенные ниже нормы одинаковы для горизонтальных так и вертикальных вибраций. В таблице 7.5. Приведены допустимые величины вибрации. Непрерывность их воздействия не должна превышать10-15% рабочего времени. Амплитуда колебаний, скорость и ускорение колебательных движений могут быть увеличены не более чем в 3 раза.
7.1.3. Микроклимат
Человек находится в процессе теплового взаимодействия с окружающей средой.
Таблица 7.5.
Допустимые величины вибрации в производственных помещениях
| Амплитуда колебаний виюрации, мм | Частота вибрации, Гц | Скорсть колеб. Движений, см/с |
Ускорение колеб. Движений, см/м2 |
| 0,6-0,4 | До 3 | 1.12-0,76 | 22-14 |
| 0,4-0,15 | 3-5 | 0,76-0,46 | 14-15 |
| 0,15-0,05 | 5-8 | 0,46-0,25 | 15-13 |
| 0,05-0,03 | 8-15 | 0,25-0,28 | 13-27 |
| 0,03-0,009 | 15-30 | 0,28-0,17 | 27-32 |
| 0,009-0,007 | 30-50 | 0,17-0,22 | 32-70 |
| 0,007-0,005 | 50-75 | 0,22-0,23 | 70-112 |
| 0,005-0,003 | 75-100 | 0,23-0,19 | 112-120 |
| 1,5-2 | 45-55 | 1,5-2,5 | 25-40 |
На производстве его окружают печи, ванны с подогревом, нагретый металл, электрооборудование – источники тепла; сквозняки, повышенная влажность или пониженная температура, которые влияют на организм. Для того, чтобы физиологические процессы в его организме протекали нормально, выделяемая организмом теплота должна отводится в окружающую человека среду. В условиях комфорта у человека не возникает беспокоящих его температурных ощущений холода или перегрева. Влажность воздуха оказывает большое влияние на терморегуляцию организма. Оптимальные величины относительной влажности составляют 40-60%. При воздействии высокой температуры воздуха, интенсивного теплового излучения возникает перегрев организма, который характеризуется повышением температуры тела, обильным потовыделением, учащением пульса и дыхания, резкой слабостью. Нормы микроклимата производственных помещений приведены в таблице 7.6.
Таблица 7.6.
Оптимальные и допустимые нормы параметров микроклимата в рабочей зоне производственных помещений. (ГОСТ 12.1.005-88)
| Период года | Кате-гория рабо-ты | Температура воздуха | Относитель-ная влажность воздуха,% | Скорость движения воздуха,% | ||||||
| Оптимальная | Допустимая | Оптимальная | Допустимая, не более (на пост. И непост. Р.м.) | Оптималная, не более | Допу-сти-мая (на пост. И непост. Р. М.) | |||||
| Верхняя граница | Нижняя граница | |||||||||
| На рабочих местах | ||||||||||
| Постоянных | Непостоян-ных | Постоянных | Непостоян-ных | |||||||
| Холодный | Легкая 1а | 22..24 | 25 | 26 | 21 | 18 | 40...60 | 75 |
0,1 0,1 0,2 0,2 0,3 |
<0,1 0,2 0,3 0,4 0,5 |
| 1б | 21..23 | 24 | 25 | 20 | 17 | |||||
| Средней2а | 18..19 | 23 | 24 | 17 | 15 | |||||
| Тяжести2б | 17..19 | 21 | 23 | 15 | 13 | |||||
| Тяжелая 3 | 16..18 | 19 | 20 | 13 | 12 | |||||
| Теп-лый | Легкая 1а | 25..25 | 28 | 30 | 22 | 20 | 40…60 | 55(при 28 С) |
0,1 0,2 0,3 0,3 0,4 |
0,1-0,2 0,1-0,3 0,2-0,4 0,2-0,5 0,2-0,6 |
| 1б | 22..24 | 28 | 30 | 21 | 19 | 60(при 27 С) | ||||
| Средней2а | 21..23 | 27 | 29 | 18 | 17 | 65(при 26 С) | ||||
| Тяжести2б | 20..22 | 27 | 29 | 16 | 15 | 70(при 25 С) | ||||
| Тяжелая 3 | 18..20 | 26 | 28 | 15 | 13 | 70(при 24 С) | ||||
При проведении технологического процесса в литейных цехах на всех стадиях обработки материалов возможно появление опасных и вредных производственных факторов. Основными из них являются: пыль дезинтеграции и конденсации; выделение паров и газов; избыточное выделение теплоты; тепловой поток; повышенный уровень шума, вибрации, электромагнитных излучений.
Пыль литейных цехов по
дисперсному составу относится к мелкой и мельчайшей фракциям, которые длительно
находятся во взвешенном состоянии в воздухе рабочей зоны. Особую опасность
представляет пыль с размерами частиц 1-10 мкм. Количество пылинок размером до 2
мкм при различных процессах в литейных цехах составляет 62-87 % общего числа
пылинок, находящихся в воздухе. Наряду с пылью воздух рабочей зоны в литейных
цехах загрязняется газами и парами. Окись углерода является основным вредным
производственным фактором в чугуно- и сталелитейных цехах. Источники выделения
вагранки и другие плавильные агрегаты, залитые формы в процессе их остывания,
сушильные печи, агрегаты поверхностной подсушки форм и др. Например,
концентрация окиси углерода в колошниковых газах вагранок достигает 15 %. Интенсивность
теплового потока на ряде рабочих мест достигает высоких значений. Известно, что
интенсивность менее 0.7 квт/м2 не вызывает неприятного ощущения,
если действует в течении нескольких минут, а свыше 3,5 квт/м2 уже
через 2 с вызывает жжение.![]() Содержание
вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых
концентраций, что должно обеспечивается применением соответствующих защитных
мер.
Содержание
вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых
концентраций, что должно обеспечивается применением соответствующих защитных
мер.
7.2. Требования безопасности к производственным помещениям и организации рабочих мест
Производственные помещения, в которых осуществляются процессы обработки резанием, должны соответствовать требованиям. В соответствии с требованиями стандартов по обеспечению специальными санитарно-бытовыми помещениями и устройствами механические цеха относятся к 3а, 3б группам производственных помещений, кузнечно-прессовые цеха – 2а. С учетом сказанного необходимо предусмотреть:1) в механических цехах: химчиска, гардеробы с раздельным хранением спецодежды и искусственной вентиляцией. 2) в литейных цехах: гардероб, комнаты отдыха, помещения для охлаждения.
7.2.1. Требования к вентиляции
Для обеспечения чистоты воздуха и нормализации параметров микроклимата в производственных помещениях помимо местных отсасывающих устройств, обеспечивающих удаление вредных веществ из зоны резания (пыли, мелкой стружки и аэрозолей СОЖ), должна быть предусмотрена приточно-вытяжная общеобменная система вентиляции. Помещения, в которых готовятся и хранятся растворы бактерицидов для СОЖ, должны быть оборудованы местной вытяжной вентиляцией. Помещения в цехах и на участках обработки резанием, пребывание в которых связано с опасностью для работающих, должны быть отделены от других помещений изолирующими перегородками, иметь местную вытяжную вентиляцию. В соответствии с требованиями ворота, двери и технологические проемы должны быть оборудованы воздушными завесами. В цехах и на участках проведения литейных работ применяют общеобменную приточно-вытяжную и местную вентиляцию, а также систему кондиционирования воздуха. Работы, осуществляемые в кузнечных цехах, относятся к категории работ 3 и к работам средней тяжести 2б.
7.2.2. Требования к освещению
Естественное и искусственное освещение производственных помещений должно соответствовать требованиям снип 23-05-95. Для зданий, расположенных в 3 и 4 климатических районах, должны быть предусмотрены солнцезащитные устройства. В помещениях с недостаточным естественным светом и без естественного света должны применяться установки искусственного ультрафиолетового облучения. Для освещения станков предусматривают комбинированное освещение. Общее освещение создается люминесцентными лампами, а для местного освещения следует применять светильники, установленные с непросвечиваемыми отражателями с защитным углом не менее 30о. В дневное время используется совмещенное освещение. Работы, выполняемые в механических и литейных цехах, относятся к следующим разрядам зрительной работы:
· Механический:
Заготовительные VI
Ремонтно-механические II в
Мет.-реж. Станки II в
Общая освещенность IV а
· Литейный:
Загрузка вагранок, заливка металла в ковши,
Пути перемещения форм с
Залитым металлом VII
Производственное освещение обеспечивает возможность нормальной производственной деятельности. Сохранность зрения человека, состояние его центральной нервной системы и безопасность на производстве в значительной мере зависит от условий освещения. От освещения также зависят производительность труда и качество выпускаемой продукции. Нормы освещенности для данных разрядов приведены в таблице 7.7.
Таблица 7.7.
Освещенность и показатели качества освещения для производственных помещений
| Разряд зри-тельной работы |
Искусственное освещение |
При сов-мещен-ном бо-ковом ос-вещении | ||||
Освещенность, лк |
Сочетание нормируемых величин показателя ослепленности и коэффициента пульсации | |||||
| При системе комбинированного освещения | При системе общего освеще-ния | |||||
| Всего | В том числе от общего | Р | Кn, % | КЕО, % | ||
| II в | 2000 | 200 | 500 | 20 | 10 | 1,5 |
| IV а | 750 | 200 | 300 | 40 | 20 | 0,9 |
| VI | - | - | 200 | 40 | 20 | 0,6 |
| VII | - | - | 200 | 40 | 20 | 0,6 |
7.2.3. Требования к организации рабочих мест
Для работающих, участвующих в технологическом процессе обработки резанием, должны быть обеспечены удобные рабочие места, не стесняющие их действий во время выполнения работы. На рабочих местах должна быть предусмотрена площадь, на которой размещаются стеллажи, тара, столы и другие устройства для размещения оснастки, материалов, заготовок, готовых деталей и отходов производства. Для работы сидя рабочее место оператора должно иметь кресло (стул, сиденье) с регулируемыми наклоном спинки и высотой сиденья. На каждом рабочем месте около станка на полу должны быть деревянные решетки на всю длину рабочей зоны, а по ширине не менее 0,6 м от выступающих частей станка. При разработке технологических процессов необходимо предусматривать рациональную организацию рабочих мест. Удобное расположение инструмента и приспособлений в тумбочках и на стеллажах, заготовок в специальной таре, применение планшетов для чертежей позволяет снизить утомление и производственный травматизм рабочего. Материалы, детали, готовые изделия у рабочих мест должны укладываться на стеллажи и в ящики способом, обеспечивающим их устойчивость и удобство захвата при использовании грузоподъемных механизмов. Высоту штабелей заготовок на рабочем месте следует выбирать исходя из условий их устойчивости и удобства снятия с них деталей, но не выше 1 м; ширина между штабелями должна быть не менее 0,8 м. Освобождающаяся тара и упаковочные материалы необходимо своевременно удалять с рабочих мест в специально отведенные места.
7.3. Требования безопасности к производственному оборудованию, технологическому процессу
Ширина цеховых проходов и проездов, расстояние между металлорежущими станками и элементами зданий должны устанавливаться в зависимости от применяемого оборудования, транспортных средств, обрабатываемых заготовок и материалов. Нормы ширины проездов в механосборочных цехах приведены в разделе проектирование цехов. Проходы и проезды в цехах и на участках должны обозначаться разграничительными линиями белого цвета шириной не менее 100 м. Проходы, проезды, люки колодцев, расположенные на территории цеха или участка, должны быть свободными, не загромождаться материалами, заготовками, деталями, отходами производства и тарой.
Разработка технологической документации, организация и выполнение технологических процессов обработки резанием должны соответствовать требованиям системы стандартов безопасности труда. Для обеспечения безопасности работы режимы резания должны соответствовать требованиям стандартов и техническим условиям для соответствующего инструмента. Установка обрабатываемых заготовок и снятие готовых деталей во время работы оборудования допускается вне зоны обработки, при применении специальных позиционных приспособлений (поворотных столов), обеспечивающих безопасность труда работающих. При обработке резанием заготовок, выходящих за переделы оборудования, должны быть установлены переносные ограждения и знаки безопасности. Для исключения соприкосновения рук станочников с движущимися приспособлениями и инструментом при установке заготовок и снятии деталей должны применятся автоматические устройства (механические руки, револьверные приспособления, бункеры и др.). Контроль на станках размеров обрабатываемых заготовок и снятие деталей для контроля должны проводиться лишь при отключенных механизмах вращения или перемещения заготовок, инструмента и приспособлений. Для охлаждения зоны резания допускается применять масло с температурой вспышки не ниже 150 градусов, свободное от кислот и влаги. СОЖ должны подаваться в зону резания методом распыления, и при циркуляции в зоне охлаждения подвергаться очистке. Для снижения количества аэрозолей СОЖ в воздухе рабочей зоны следует применять разнообразные конструкции сопел для подачи и распыления жидкости. Шлифовальный инструмент и элементы его крепления (болты, гайки, фланцы) должны быть ограждены кожухами, прочно закрепленными на станке. При работе съемная крышка защитного кожуха должна быть надежно закреплена. Стружку (отходы производства) от металлорежущих станков и с рабочих мест следует убирать механизированными способами. Уборка рабочих мест от стружки и пыли должна производиться способом, исключающим пылеобразование. При обработке резанием пылящих материалов наиболее эффективным и универсальным средством решения проблемы безопасности является удаление стружки непосредственно от режущих инструментов с помощью пневматических пылестружкоотсасывающих установок. При проектировании пневматических и пылестужкоотсасывающих установок следует учитывать модель станка, процесс обработки, обрабатывающий материал, количество отделяющейся стружки в единицу времени, насыпную плотность стружки и другие факторы, исходя из которых определяются транспортные скорости, сопротивление в трубопроводах, а также объемный расход удаляемого воздуха.
7.3.1. Требования к хранению, транспортировке материалов, заготовок, готовых изделий и отходов
Периодичность замены СОЖ должна устанавливаться по результатам контроля ее содержания, но не реже одного раза в 6 месяцев при лезвийной обработке, одного раза в месяц – при абразивной обработке для масляных СОЖ и одного раза в 3 месяца для водных СОЖ. Хранить и транспортировать СОЖ необходимо в чистых стальных резервуарах, бочках, банках, а также в емкостях, изготовленных из белой жести, оцинкованного листа или пластмасс. СОЖ должны храниться в помещениях в соответствии с требованиями. Температура хранения и транспортирования СОЖ от -10о до + 40ос. При транспортировании, заливке и регенерации СОЖ с хлоросодержащими присадками должны быть приняты меры, предотвращающие попадание воды. При транспортировании и хранении деталей, заготовок и отходов производства используют тару, изготовленную в соответствии с ГОСТ. Тара должна быть рассчитана на наибольшую грузоподъемность, иметь надписи о максимально допустимой нагрузке и периодически подвергаться проверкам. При установке заготовок и съеме деталей должны применятся средства механизации и автоматизации. Погрузку и разгрузку, а также перемещение грузов осуществлять в соответствии с ГОСТ. Обдирочный материал (концы, ветошь) хранят в специальной, плотно закрывающейся металлической таре, в специально отведенных местах. По мере накопления использованных обтирочных материалов тару следует очищать.
7.3.2. Средства защиты рабочих
Рабочие и служащие цехов и участков обработки резанием для защиты от воздействия опасных и вредных факторов должны быть обеспечены спецодеждой, спецобувью и предохранительными приспособлениями в соответствии с действующими типовыми отраслевыми нормами, утвержденными в установленном порядке. Спецодежду работающих в цехах и на участках следует периодически сдавать в стирку (химчистку) и хранить отдельно от верхней одежды. Химчистка и стирка спецодежды должна проводиться по мере загрязнения. Для защиты кожного покрова от воздействия СОЖ и пыли металлов применяются дерматологические защитные средства (профилактические пасты, мази, кремы). Для защиты глаз применяют защитные очки, светофильтры от вредных излучений. Для защиты органов слуха применяют наушники, вкладыши и противошумные маски. Для защиты рук применяют специальные рукавицы, средства индивидуальной защиты от вибраций. При изготовлении растворов порошкообразных и гранулированных моющих средств для промывки систем охлаждения, работающие должны использовать маски и респираторы. Все применяющиеся в машиностроении средства коллективной защиты работающих по принципу действия можно разделить на оградительные, предохранительные, блокирующие, сигнализирующие, а также системы дистанционного управления машинами и специальные. Общими требованиями к средствам защиты являются: создание наиболее благоприятных для организма человека соотношений с окружающей внешней средой и обеспечение оптимальных условий для трудовой деятельности; высокая степень защитной эффективности; учет индивидуальных особенностей оборудования, инструмента, приспособлений или технологических процессов; надежность, прочность, удобство обслуживания машин и механизмов, учет рекомендаций технической эстетики. Оградительные средства защиты препятствуют появлению человека в опасной зоне. Они применяются для изоляции систем привода и агрегатов, зон обработки заготовок, для ограждения токоведущих частей, зон выделения вредных веществ, загрязняющих воздушную среду, и т. Д. Оградительные устройства делятся на три основные группы: стационарные (несъемные), подвижные (съемные) и переносные. Стационарные ограждения периодически демонтируются для осуществления вспомогательных операций (смены рабочего инструмента, смазывания и т.д.). Их изготавливают таким образом, чтобы они пропускали обрабатываемую деталь, но не пропускали руки рабочего. Сигнализирующие устройства дают информацию о работе технологического оборудования, а также об опасности и вредных производственных факторах, которые при этом возникают. Для визуальной сигнализации используют источники света, световые табло, подсветку шкал измерительных приборов, цветовую окраску, ручную сигнализацию. Для звуковой сигнализации применяют сирены или звонки. Системы дистанционного управления характеризуются тем, что контроль и регулирование работы оборудования осуществляют с участков, достаточно удаленных от опасной зоны. Наблюдения производят либо визуально, либо с помощью систем телеметрии и телевидения. Параметры режимов работы оборудования определяют с помощью датчиков контроля, сигналы которых поступают на пульт управления, где расположены средства информации и органы управления. Специальные средства защиты используют при проектировании различных видов оборудования. К ним относятся: системы вентиляции, глушители шума, теплоизоляция, источники света, защитное заземление оборудования, и т.д.
7.4. Пожарная безопасность
Пожаровзрывобезопасность производственных помещений и технологического оборудования во многом определяется наличием горючих газов (ГГ), паров легковоспламеняющихся жидкостей (ЛВЖ), паров горючих жидкостей (ГЖ) и горючих пылей (ГП). К основным показателям пожаровзрывоопасности веществ и материалов относятся: нижний и верхний концентрационные пределы воспламенения газов (НКВП, ВКПВ), паров и горючих пылей; температура вспышки, самовоспламенения горючих жидкостей; минимальная энергия зажигания смесей горючих газов и паров с воздухом и аэровзвесей горючих пылей. В таблицах 7.8., 7.9. Приведены показатели пожароопасных свойств веществ, используемых в производстве. Пожарная безопасность объекта обеспечивается системой противопожарной защиты и организационно-техническими мероприятиями. Требования к указанным системам и комплекс организационно-технических мероприятий определены соответствующими стандартами.
Таблица 7.8.
Показатели пожаровзрывоопасности смесей и технических продуктов
| Продукт, состав смеси, мас. % | Характеристика пожаровзрыво-опасности | Tвсп | Tвс | НКВП | ВКПВ |
С0 |
Об, % |
||||
| Ацетон (20%) | ЛВЖ | -22 | 419 | - | - |
| Бензин А-70 | ЛВЖ | -34 | 300 | 0,79 | 5,16 |
| Бензин А-66 | ЛВЖ | -39 | 255 | 0,76 | 5,0 |
| Бензин 91/115 | ЛВЖ | -38 | 435 | - | - |
| Бензин БР-1 | ЛВЖ | -17 | 350 | 1,1 | 5,4 |
| Дизельное топливо «Л» | ГЖ | 65 | 210 | 0,5 | - |
| Керосин КО-20 | ЛВЖ | 55 | 227 | 0,6 | - |
| Керосин КО-25 | ЛВЖ | 40 | 236 | 0,9 | - |
Таблица 7.9.
Показатели некоторых пожаровзрывоопасных пылей
| Горючее вещество | НКПВ |
Tвс, С0 |
Рмах, кпа |
| Титан | 60 | 510 | 371 |
| Железо карбонильное | 105 | 310 | 300 |
| Железо восстановленное | 66 | 475 | 250 |
| Марганец | 90 | 240 | 340 |
| Олово | 190 | 430 | 260 |
| Цинк | 480 | 460 | 350 |
В соответствии с НПБ-105-95, с учетом приведенных свойств определим категории помещений по взрывопожарной и пожарной опасности (Таблица 7.10.). Основной причиной пожаров на машиностроительных предприятиях является нарушение технологического режима. Это связано с большим разнообразием и сложностью технологических процессов. Они, как правило, помимо операции механической обработки материалов и изделий включают процессы сушки и окраски, связанные с использованием веществ, обладающих высокой пожарной опасностью. Сложность противопожарной защиты современных машиностроительных предприятий усугубляется их большими размерами, большой плотностью застройки, увеличением вместимости товарноматериальных складов, применением в строительстве облегченных конструкций из металла и полимерных материалов, обладающих низкой огнестойкостью.
Таблица 7.10.
Категории помещений и зданий по взрывопожарной и пожарной опасности
| Структурное подразделение | Выполняемые ра-боты и основные применяемые материалы | Взрыво- и пожаро-опасные среды и материалы, опре-деляющие катего-рию помещений и зданий |
Категория |
| Отделение основ-ных технологиче-ских операций литейного цеха | Плавка и заливка металла в формы; заварка | Выделение лучистой теплоты, пары масел, газы | В |
| Склад заготовок, штампов | Хранение в несго-раемой таре | - | Д |
| Кладовая смазо-чных материалов | Хранение | Пары масел, керосина | А |
| Отделение меха-нической обрабо-тки деталей | Холодная обрабо-тка металлов реза-нием, слесарная обработка | Стальная и чугу-нная стружка | Д |
| Участок общей сборки | Сборочные работы |
Без применения масел С применением масел |
Д В |
Пожарная защита обеспечивается целым рядом мероприятий, среди которых наибольшее значение имеют ограничения распространения огня по конструкциям и коммуникациям, обвальные, факельные установки, надежная пожарная связь и сигнализация, повышение огнестойкости строительных конструкций и снижение возгораемости строительных материалов, а также эффективные методы и вещества тушения пожаров. К ним относятся: флюсы, песок, стационарные и передвижные пенные установки высокократной воздушно-механической пены, установки газового пожаротушения, системы электрической пожарной сигнализации. В соответствии с нормативно технической документацией литейные цеха по пожарной опасности относятся к категории В и имеют 2 степень огнестойкости зданий. Во избежании самовозгорания использованного обтирочного материала (ветоши, тряпок) его следует хранить вдали от нагретых предметов, отопительных устройств в плотно закрывающихся ящиках. Цеховую газопроводную сеть оборудуют перекрывающими и отключающими устройствами, регуляторами давления и продувными свечами. В мастерской по изготовлению технологических смазочных материалов, чтобы не допустить образования в воздухе взрывоопасных концентраций устанавливают приточно-вытяжную вентиляцию.
Экологическая экспертиза технического решения проекта
Экологическая экспертиза - система комплексной оценки всех возможных экологических и социально-экономических последствий осуществления проектов и реконструкции, направленная на предотвращение отрицательного влияния на окружающую среду и на решение намеченных задач с наименьшими затратами ресурсов
Сточные воды
На территории промышленных предприятий образуются сточные воды трех видов: бытовые, поверхностные и производственные. Производственные сточные воды образуются в результате использования воды в технологических процессах. Типовой состав сточных вод представлен в таблице 7.11. Очистка сточных вод от загрязнителей - важнейший элемент защиты окружающей среды. Известен метод напорной флотации, который является весьма привлекательным для создания систем очистки сточных вод, так как при использовании этого метода не требуется мембран фильтров. Фильтрующими элементом являются микроскопические пузырьки воздуха.
Таблица 7.11.
Типовой состав сточных вод
| Тип цехов и участков | Виды сточных вод | Основные примеси |
Концентрация примесей, кг/м3 |
Температура, 0С |
| Литейные | От охлаждения поковок и оборудования |
Взвешенные вещества ми-нерального происхожде-ния Окалина Масла |
0,1…0,2 5…8 10…15 |
30…40 |
| Механические | Отработанные смазочно-охлаждающие жидкости |
Взвешенные вещества Сода Масла |
0,2…1 5…10 0,5…2 |
15…20 |
| Из гидрокамер окрасочных отделений |
Органические растворители Масла, краска |
0,1…0,2 0,1…0,3 |
15…25 | |
| Из отделений гидравлических испытаний |
Взвешенные вещества Масла |
0,1…0,2 0,03…0,05 |
15…20 |
Известные флотационные установки весьма несовершенны с гидродинамической точки зрения, так как: используются большие флотационные ванны, возникают застойные зоны, и в результате чего показатели очистки обычно не высоки. Авторы статьи поставили цель создать компактную, полностью автоматическую установку. Данная схема позволила уменьшить размер флотатора и исключить застойные зоны. Использование совмещенных реагентных составов позволяет в ряде случаев достигать нормативов качества воды, достаточных для ее сброса в водоем. Флотационная система для очистки цинкосодержащих гальванических стоков производительностью 1 м3/ч эксплуатируется на Арзамасском приборостроительном заводе. Степень очистки от ионов цинка достигает 99,7%. Сегодня озонированию сточных вод, содержащих нефтепродукты, уделяется мало внимания. Содержание нефтепродуктов в сточных водах часто достигает 200-300 мг/л при ПДК 0,3 мг/л. Имеющиеся на многих заводах локальные очистные сооружения, действующие по принципу нефтеловушек и отстойников, не обеспечивают требуемой полноты очистки сточных вод. При озонировании исключается концентрирование очищаемой примеси, в воду не вводили посторонних веществ, а не прореагировавшая часть озона химически инвертировалась в кислород, и поэтому не было необходимости тщательно регулировать дозу озона. Очистка сточных вод осуществлялась по 2-м схемам: 1) СВ ---- озонирование ---- очищенная вода. 2) СВ ----- коагуляция ----- озонирование ---- очищенная вода. Использование таких схем объясняется тем, что эффективность метода озонирования зависит от физического состояния содержащихся в сточных водах загрязнителей, их качественной характеристики. При проведении процесса озонирования происходило осветление сточных вод, полностью исчезал специфический запах, а снижение химического потребления О2 достигало 80-85%.
Промышленным, опытно-промышленным и лабораторным испытаниями доказана экологическая целесообразность применения природных цеолитов в промышленности. Многочисленные при-меры эффективного использования природных цеолитов в промышленности удобно разделить на 3 группы: очитка жидкостей и газов, их сушка и нетрадиционные технологии с использованием природных цеолитов. В промышленности установлена возможность применения цеолитовых пород для осушки и очистки от Н2S, CO2, сероорганических и других соединений природного газа, углеводородов, других газов и жидкостей, для очистки природных вод для питьевого и промышленного снабжения, и т.д.
Био- и фитосорбенты c точки зрения экономичности и практической значимости являются наиболее перспективными. Целесообразней всего их использовать следующим образом: для очистки техногенных растворов и промышленных стоков от нежелательных компонентов; концентрации особо опасных отходов для их захоронения; для очистки воды до кондиции питьевой; в медицине; в табачной промышленности. По сравнению с сорбентами других типов они обладают рядом преимуществ: высокие сорбционные характеристики; при сжигании образуется менее 5% золы, что резко снижает объем отходов и затраты на захоронение; возможность получения из отходов микробиоологической промышленности, что спобствует улучшению экологической ситуации.
7.5.2. Твердые отходы
Твердые отходы машиностроительного производства содержат амортизационный лом, стружку и опилки и металлов, шламы, осадки и пыли. Твердые отходы предприятия составляют:
Отходы предприятия % по массе
Шлак, окалина, зола 67
Горелая формовочная смесь 6
Шламы, флюсы 3
Абразивы 0,1
Древесные отходы 2
Бумага, картон 0,5
Мусор 19,4
В металлообрабатывающих производствах основным видом твердых отходов является металлическая стружка. Одно из направлений использования стружки – переработка в порошки с последующим изготовлением из них металлополимерных композиционных материалов или деталей машин. В качестве размольного оборудования чаще всего используют барабанные шаровые или вибрационные мельницы. Их недостаток – низкая производительность. Разработана новая эффективная технология переработки стружечных отходов металлообработки в порошковый материал. В основе лежит новый вибровращательный способ измельчения металлической стружки. Результаты экспериментальных исследований показывают, что производительность по фракциям от 0 до 800 мкм вибровращательного способа больше вибрационного в 1,9 раз, а вращательного в 2,4 раза. Такая эффективность нового способа объясняется тем, что при дополнительном вращении в барабане ликвидируются: 1) застойные зоны; 2) возрастает интенсивность измельчения; 3) измельчаемый материал более равномерно распределяется по объему барабана. Таким образом, предложен новый вибровращательный способ переработки металлической стружки, экспериментально доказано повышение прочностных характеристик металлополимеров, полученных совместной переработкой металлического порошка и полимерного материала.
Проблема переработки и утилизации отходов – один из самых главных вопросов для промышленных предприятий. В лакокрасочном проиводстве машиностроительных предприятий после обезжиривания поверхностей деталей, промывки инструмента и др., образуются отработанные растворители. Загрязненность может составлять до 50%. Предлагается использование установки регенерации растворителей. Растворители регенерируются методом охлаждения, кроме электропитания ничего не требуется, однако установки малоэнергоемки. Высота самой мощной установки модели AV-100 производительностью до 145 т/год всего 1,5 м. Модели отличаются, в основном, степенью взрывозащищенности, производительностью, наличием вакуумирования. Использование термостойких пакетов намного облегчает эксплуатацию установок, так как большой проблемой является очищение поверхности от пригоревшего кубового остатка. Оборудование может эксплуатироваться непосредственно в цехе, где производится окраска. Срок окупаемости установок от 3 до 7 месяцев.
Постоянно растущий масштаб загрязнения окружающей среды солями тяжелых металлов, в том числе отходами гальванических производств, представляет серьезную экологическую проблему. Поэтому любое рациональное и экологически приемлемое решение по переработке гальванических отходов будет иметь двойной эффект: экономический и экологический. Особый интерес представляет техническое решение, исключающее захоронения каких-либо производственных гальванических отходов и позволяющих получать из них малотоксичную товарную продукцию. Представлены некоторые результаты работ по использованию гальванических отходов для получения пигментных паст и антикоррозионных пигментов, применяемых в водно-дисперсных красках. Объектом исследования стали 2 типа отходов: шламы гидратов оксидов железа и никеля, и кислые растворы отходов электролитов. Для использования отходов первого типа – водных шламов гидратов оксидов железа и никеля были разработаны композиции и технологии производства пигментных паст для водно-дисперсионных красок. В качестве объектов второго направления в использовании гальванических отходов были выбраны кислые растворы (отходы хромирования и меднения). Процесс переработки отходов хромирования являются наиболее сложным. После выделения осадка (шлама) его использовали для получения пигментной пасты. Важнейшим преимуществом разработанных технологий является пастообразная форма конечных продуктов, исключающая попадание в воздух частиц солей тяжелых металлов и высокая степень очистки водных растворов от катионов тяжелых металлов.
Ежегодно на водопроводных станциях, химическо-металлургических и машиностроительных предприятиях России образуются 18-19 млн. М3, а в прудах-накопителях, на иловых площадках и шламовых полях уже накоплено свыше 150 млн. М3 тонкодисперсных осадков с влажностью от 59- 60 до 98-99%, удельной поверхностью от 40 до 150 м2/г. В промышленных центрах насчитываются сотни полигонов захоронения отходов, по сравнению с проектной, водопроницаемость грунтов. Для снижения водопроницаемости грунтов гидротехнических сооружений чаще всего применяют противофильтрационные экраны и завесы. Предлагается использовать в качестве добавки противофильтрационные материалы (высокодисперсные кальматанты). Под действием фильтрационного потока жидкости сверхтонкие частицы осадков проникают в тончайшие фильтрационные каналы грунта, даже глины, на глубину не менее 1 см, и закупоривают (кольматируют) эти каналы, в то время как, например, бентонитовая глина в слой осадка не проникает. По заключению Центра Госсанэпидемнадзора РФ, ВК являются экологически чистыми противофильтрационными материалами. Реализация разработанной технологии утилизации тонкодисперсных осадков не требует специального оборудования, дополнительных материалов (химических реагентов). Применение высокодисперсных кольматантов позволяет: повысить надежность гидроизоляции вследствие самозаростания возможных отверстий в противофильтрационных экранах; снизить в 2,5-3 раза концентрацию вредных примесей в подземных водах вследствие высокой адсорбционной способности ВК. Одними из часто встречающихся твердыми отходами на производстве встречаются: лампы люминесцентные, стружка черных металлов, стружка латуни, ветошь обдирочная, макулатура, отходы спецодежды и спецобуви, отходы шлифовальных кругов, ТБО, смет с территории, опилки промасленные, и т.д. Они просто собираются в специально оборудованные емкости на промплощадке и сортируются. На прессе пакетируются и осбождаются от масла.
7.5.3. Воздух
Современное машиностроение развивается на базе крупных производственных соединений, включающих заготовительные и кузнечно-прессовые, литейные цеха, цеха механической обработки металлов.
Примеси |
Основные источники |
Среднегодовая концентрация в воздухе, мг/м3 |
|
| Естественные | Антропогенные | ||
Твердые частицы |
Пылевые бури, лесные пожары | Сжигание топлива в промышленных установках | В городах 0,04-0,4 |
|
SO2 |
Окисление серы и сульфатов | То же | В городах до 1,0 |
|
Noх |
Лесные пожары | Автотранспорт, ТЭЦ | В районах с разви-той промышлен-ностью до 0,2 |
| CO | Лесные пожары, выделения океанов | Автотранспорт, промышленные энергоустановки, черная металлургия | В городах от 1 до 50 |
| Летучие углеводороды | Природный метан, природные терпены | Дожигание отхо-дов, испарение нефтепродуктов | В районах с разви-той промышлен-ностью до 3,0 |
| Полициклические, ароматические углеводороды | - | Нефтеперерабатывающие заводы | В районах с разви-той промышлен-ностью до 0,01 |
В процессе производства машин и оборудования широко используют сварочные работы, механическую обработку металлов и т. П. Аппараты очистки вентиляционных и технологических выбросов в атмосферу делятся на: пылеуловители (сухие, электрические, фильтры, мокрые); туманоуловители (низкоскоростные и высокоскоростные); аппараты для улавливания паров и газов (абсорбционные, хемосорбционные, адсорбционные и нейтрализаторы); аппараты многоступенчатой очистки (уловители пыли и газов, уловители туманов и твердых примесей, многоступенчатые пылеуловители).
8. Патентные исследования
Задачи патентных исследований: поиск лучших отечественных аналогов.
Поиск проведен по следующим материалам:
| Предмет поиска | Цель поиска информации | Страны поиска | Классифи-кационные индексы: МКИ, МПК | Наименование источников информации, по которым проводится поиск |
| Патентная документация | ||||
| Зенкер | Повышение точности обработки отверстий, расширение технологических возможностей зенкера |
РФ |
В23В51/10 В23В29/034 В25D1/04 |
Интернет www.rupto.ru Www.fips.ru |
Патентная документация, отобранная для последующего анализа.
1) Патент на изобретение
|
Номер публикации | 2131332 | |
|
Вид документа | C1 | |
|
Дата публикации | 1999.06.10 | |
|
Страна публикации | RU | |
|
Регистрационный номер | 98102423/02 | |
|
Дата подачи заявки |
1998.02.13 | |
|
Дата публикации заявки | 1999.06.10 | |
|
Номер редакции МПК | 6 | |
|
Основной индекс МПК | В23В51/10 | |
|
Название | Зенкер | |
|
Имя заявителя | Алтайский государственный технический университет им.И.И.Ползунова | |
|
Имя изобретателя | Балашов А.В., Черепанов А.А., Татаркин Е.Ю., Попович В.С. | |
|
№2131332. Реферат |
|
||
Изобретение относится к металлообработке и предназначено для использования при обработке отверстий. Зенкер содержит корпус 1 с отверстием, выполненным вдоль его продольной оси, размещенные в нем державки 3 с закрепленными на них ревущими пластинами 2, а также клинья 6, упругий элемент 10, охватывающий наружные поверхности державок 3, запорный элемент 8, конический клин 5 и вставку 4, выполненную из материала с высоким коэффициентом линейного расширения. При этом вставка 4 одним своим концом контактирует с корпусом 1, а другим - с торцом конического клина 5, установленного с возможностью осевого перемещения и подпружиненного относительно запорного элемента 8. В результате использования такой конструкции инструмента повышается производительность обработки при сохранении шероховатости отверстия.
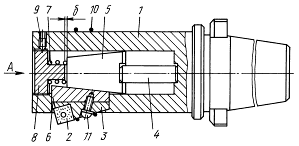
2) Патент на изобретение
| Номер публикации | 2130362 | ||
| Вид документа | С1 | ||
| Дата публикации | 1999.05.20 | ||
| Страна публикации | RU | ||
| Регистрационный номер | 98101226/02 | ||
Дата подачи заявки |
1998.01.19 | ||
Дата публикации заявки |
1999.05.20 | ||
| Номер редакции МПК | 6 | ||
| Основной индекс МПК | B23B51/10 | ||
| Название | Зенкер | ||
| Имя заявителя | Алтайский государственный технический университет им.И.И.Ползунова | ||
| Имя изобретателя | Балашов А.В., Черепанов А.А., Татаркин Е.Ю., Попович В.С. | ||
|
№2130362. Реферат |
|
|
Использование: металлообработка и обработка отверстий инструментом, оснащенным многогранными пластинами. Зенкер содержит корпус с эксцентричным резьбовым отверстием и эксцентрично установленную в нем головку с режущими пластинами, расположенными асимметрично в угловом и радиальном направлениях, снабжен размещенными в эксцентричном резьбовом отверстии плунжером, закрепленным на головке, и втулкой, закрепленной в корпусе и имеющей отверстия. При этом плунжер и втулка образуют полость, заполненную вязкой жидкостью и сообщающуюся с полостью, ограниченной наружной боковой поверхностью втулки и внутренней поверхностью корпуса. Технический результат: повышение точности обработки отверстий и расширение технологических возможностей зенкера.
|
|
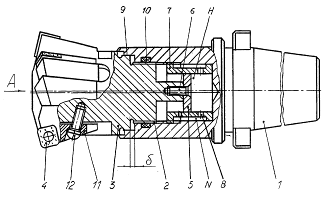
3) Патент на изобретение.
| Номер публикации | 2056224 | ||
| Вид документа | Cl | ||
| Дата публикации | 1996.03.20 | ||
| Страна публикации | RU | ||
| Регистрационный номер | 93010059/08 | ||
Дата подачи заявки |
1993.02.26 | ||
| Дата публикации формулы изобретения | 1996.03.20 | ||
| Номер редакции МПК | 6 | ||
| Основной индекс МПК | B23B51/10 | ||
| Название | Сборный зенкер с вставными ножами | ||
| Имя заявителя | Ульяновский государственный технический университет | ||
| Имя изобретателя | Демидов В.В., Киреев Г.И. | ||
|
№2056224. Реферат |
|
|
Использование: в области обработки металлов резанием. Сущность изобретения: зенкер содержит корпус 1 с клиновидными пазами, на одной из боковых поверхностей которого выполнены продольные рифления. На клине 2 выполнены рифления на обеих сторонах, отличающиеся между собой шагами t1 и t2 на величину, равную половине разности между необходимым диаметром вылета ножей и диаметром вылета изношенных ножей. На ноже 3 рифления выполнены со стороны, прилегающей к клину.
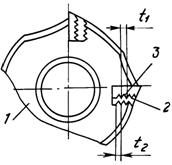
4) Патент на изобретение.
| Номер публикации | 2043879 | ||
| Вид документа | С1 | ||
| Дата публикации | 1995.09.20 | ||
| Страна публикации | RU | ||
| Регистрационный номер | 5015358/08 | ||
Дата подачи заявки |
1991.10.17 | ||
| Дата публикации формулы изобретения | 1999,02,10 | ||
| Номер редакции МПК | 6 | ||
| Основной индекс МПК | В23В51/10 | ||
| Название | Зенкер А.В. Пожидаева | ||
| Имя заявителя | Пожидаев Александр Валентинович | ||
| Имя изобретателя | Пожидаев Александр Валентинович | ||
|
№2043879. Реферат |
|
|
Использование: в области металлообработки, в частности при обработке отверстий инструментом, оснащенным многогранными пластинами. Сущность изобретения: зенкер включает режущие пластины 9. При их затуплении повышается тепловыделение из зоны резания и температура инструмента, а максимальный износ получает режущая пластина, которая за счет эксцентриситета наиболее удалена от оси вращения. При нагревании шайбы 5, контактирующей с кольцевым выступом 6 стержня 7, до температуры проявления эффекта памяти формы ее внутренний диаметр увеличивается, становится больше диаметра кольцевого выступа и шайба проходит за кольцевой выступ, при этом головка зенкера получает возможность осевого перемещения до соприкосновения кольцевого выступа с очередной шайбой. Поскольку головка зенкера поворачивается в эксцентричном резьбовом отверстии 3, то при повороте головки менее затупленные режущие пластины 9 выдвигаются в зону, где раньше находилась изношенная режущая пластина, т.е. Происходит самонастройка. Аналогично осуществляется поворот головки зенкера при проявлении эффекта памяти формы у других шайб, имеющих более высокие температурные интервалы проявления эффекта памяти формы и расположенных в порядке повышения указанных температурных интервалов.
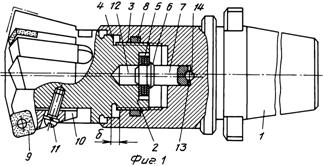
| Номер публикации | 2002128091 |
|
|
| Вид документа | А |
|
|
| Дата публикации | 2004.04.10 |
|
|
| Страна публикации | RU |
|
|
| Регистрационный номер | 2002128091/02 |
|
|
Дата подачи заявки |
2002.10.18 |
|
|
| Дата публикации заявки | 2004,04,10 |
|
|
| Номер редакции МПК | 7 |
|
|
| Основной индекс МПК | В23В29/034 |
|
|
| Название | Устройство к сверлильному станку для зенкерования отверстий с обратной стороны |
|
|
| Имя заявителя | Ульяновский государственный технический университет |
|
|
| Имя изобретателя | Розенберг Юрий Вениаминович |
|
|
|
№2002128091. Реферат |
||
5) Заявка на изобретение.
Устройство к сверлильному станку для зенкерования отверстий с обратной стороны, содержащее корпус с установленным в нем зенкером, закрепленный в зенкере перпендикулярно его оси с выходом в отверстие упор, используемое в качестве поводка установленное в шпинделе станка сверло, втулку для установки в ней зенкера и размещенную между зенкером и втулкой пружину, отличающееся тем, что зенкер снабжен дополнительно введенным в устройство ограничителем прямого осевого перемещения сверла в отверстии зенкера.
6) Заявка на изобретение.
| Номер публикации | 96112287 |
|
|
| Вид документа | А |
|
|
| Дата публикации | 1998.09.10 |
|
|
| Страна публикации | RU |
|
|
| Регистрационный номер | 96112287/02 |
|
|
Дата подачи заявки |
1996.06.14 |
|
|
| Дата публикации заявки | 1998.09.10 |
|
|
| Номер редакции МПК | 6 |
|
|
| Основной индекс МПК | B25D1/04 |
|
|
| Название | Устройство для снятия заусенцов |
|
|
| Имя заявителя | АО Научно-технический центр изобретателей” |
|
|
| Имя изобретателя | Зотова В.В., Никитин С.И., Коршунов Н.А., Козловский В.И. |
|
|
|
№96112287. Реферат |
||
Устройство для снятия заусенцев в отверстии, содержащее зенкер с хвостовиком для соединения с приводом, отличающееся тем, что для улучшения центрирования и увеличения силы резания, устройство снабжено эксцентриковым роликом с рукояткой, резьбовой шпилькой на пальце эксцентрика, центрирующей опорной втулкой на резьбовой шпильке и гайкой, в зенкере выполнено центральное сквозное отверстие под резьбовую шпильку, на хвостовике зенкера выполнено храповое колесо, снабженное подпружиненным фиксатором, установленным в ручке привода.
Вывод: лучшим отечественным аналогом расточного резца является техническое решение по патенту 2130362 РФ. Технический результат данного решения: повышение точности обработки отверстий и расширение технологических возможностей зенкера. С точки зрения внедрения данной разработки для обработки детали «Держатель» позволит улучшить качество обработанной поверхности.
Заключение
В данной работе был составлен новый технологический процесс, который базируется на новом, современном оборудовании преимущественно на многоцелевых станках. При расчете оптимального варианта технологического процесса многоцелевые станки показали более высокую производительность и экономичность.
С применением нового оборудования связано снижение себестоимости и трудоемкости изготовления детали, повышение производительности труда, снижение количества занятых производственных рабочих, снижение времени переналадки. Многоцелевые станки обеспечивают взаимозаменяемость деталей в серийном и мелкосерийном производстве, полную ликвидацию разметочных и слесарно-притирочных работ, концентрацию переходов обработки на одном станке, что приводит к сокращению времени на установку и снятие детали, уменьшению брака по вине рабочего. Повышение производительности за счет оптимизации технических параметров, автоматизации всех перемещений позволяют сократить количество всех станков.
Применение новых станков и технологий позволяет решить ряд социально-экономических задач: улучшение условий труда, уменьшение доли тяжелого, малоквалифицированного ручного труда, уменьшение состава работников механообрабатывающих цехов, повышения культурного уровня работающих.
Список используемой литературы
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: учебное пособие для машиностроительных специальностей вузов, -- 4-е издан., перераб. и доп. -- Минск: Вышэйшая школа, 1983. -- 256 с.
2. Обработка металлов резанием: Справочник технолога / Под.ред. Панова А.А. - М., 1988. 325 с.
3. Марочник сталей и сплавов / В.Г.Сорокин, А.В. Волосникова, С.А.Вяткин и др.; Под общ. Ред. В.Г.Сорокина -- М.: Машиностроение, 1989. -- 640 с.
4. Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова. -- М.: Машиностроение, 1985. --Т.1. -- 656 с.
5. Технологичность конструкции иделий: Справочник / Т.К.лферова, Ю.Д. Амиров, П.Н. Волков и др.; Под ред. Ю.Д. Амирова. -- М.: Машиностроение, 1985. -- 368 с.
6. Королев А.В., Шапошник Р.К. Технологичность конструкции изделий. Методические указания к курсовому и дипломному проектам по курсу "Технология машиностроения". -- Саратов: СПИ. -- 1985.-- 16 с.
7. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. -- М.: Машиностроение, 1974. -- Ч. 1. 415 с.
8. Общемашиностроительные нормативы вспомогательного производства на обслуживание рабочего места и подготовительно-заключительного времени для технического нормировщика станочных работ. -- М.: Машиностроение, 1974. -- Ч. 1. 419 с.
9. Барац Я.И., Козлов Г.А. Расчет оптимальных режимов резания с помощью ЭЦВМ "НАИРИ-К": Руководство к лабораторной работе. -- Саратов: СПИ, 1982. -- 24 с.
10. Горохов В.А. Проектирование и расчет приспособлений. -- Минск: Высшая школа, 1986. -- 238 с.
11. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Шатилова, В.Н. Данилевского. -- М., 1984. -- Т. 1. -- 592 с.
12. Альбом по проектированию приспособлений: учебное пособие для студентов машиностроительных специальностей вузов / Б.М. Базров, А.И. Сорокин, В.А. Губарь и др.-- М.: Машиностроение, 1991. -- 121 с.
13. Родин П.Р. Металлорежущие инструменты: Учебник для Вузов. -- 3-е изд., перераб. И доп. -- К.: Высшая шк. Головное Изд-во, 1986. -- 455 с.
14. Руководство по проектированию металлорежущих инструментов: Учеб. Пособие для вузов по специальности "Технология машиностроения, металлорежущие станки и инструменты"/ Под общ. Ред. Г.Н.Кирсанова. -- М.: Машиностроение, 1986. -- 288 с.: ил.
15. Шапошник Р.К., Серов Ю.И. Расчет участков, механических и механосборочных цехов. Методические указания для дипломного проектирования и практических работ для студентов специальности 120100. -- Саратов: СГТУ, 1993. -- 42 с. 16. Мартыщенко Л.Ф., Мохнаткина В.В. Охрана труда.
16. Методические указания по разработке вопросов охраны труда в дипломных проектах для студентов специальности 0501. -- Саратов: СПИ, 1981. -- 24 с.
17. Безопасность производственных процессов. Под общей редакцией д-ра тех. Наук Белова С.В. -- М.: Машиностроение, 1985.
18. Ансеров Ю.М., Дурнев В.Д. Машиностроение и охрана окружающей среды. -- М.: Машиностроение, 1979.
19. Миллер Д.П. Организация и планирование производства. Управление предприятием. Методические указания к курсовой работе для студентов 5 курса специальности 210. -- Саратов: СПИ, 1992. -- 10 с.
20. Организация, планирование и управление Машиностроительным производством: учебное пособие / Под общ. ред. Б.Н. Захаровой. -- М.: Машиностроение, 1989.
© 2009 База Рефератов