
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Защита нефтепромысловых трубопроводов от коррозии
Курсовая работа: Защита нефтепромысловых трубопроводов от коррозии
Содержание
Введение
1. Виды коррозии
2. Причины и механизм коррозии трубопроводов
3. Способы защиты трубопроводов от коррозии
3.1 Защитные покрытия для трубопроводов
3.2 Способы электрохимической защиты
3.2.1 Катодная защита
3.2.2 Протекторная защита
3.3 Электродренажная защита
Заключение
Список использованных источников
Введение
Трубопроводы и оборудование в процессе эксплуатации подвергаются процессу коррозии.
Коррозия металла труб происходит как снаружи под воздействием почвенного электролита (в почве всегда находится влага и растворённые в ней соли), так и внутри, вследствие примесей влаги, сероводорода и солей, содержащихся в транспортируемом углеводородном сырье. Коррозия металлических сооружений наносит большой материальный и экономический ущерб. Она приводит к преждевременному износу агрегатов, установок, линейной части трубопроводов, сокращает межремонтные сроки оборудования, вызывает дополнительные потери транспортируемого продукта.
При подземной прокладке стальные трубопроводы подвергаются почвенной коррозии. В грунтах почти всегда содержатся соли, кислоты, щелочи и органические вещества, которые вредно действуют на стенки стальных труб. В некоторых случаях такая коррозия может вызвать очень быстрое появление сквозных свищей в металле трубы и этим вывести трубопровод из строя, такие разрушения происходят особенно часто в трубопроводах, уложенных без достаточной защиты от коррозии.
Успешная защита трубопроводных систем от коррозии может быть осуществлена при своевременном обнаружении коррозионных разрушений, определении их величины и выборе защитных мероприятий. В начальный период эксплуатации состояние трубопровода определяется качеством проектирования и строительства. Влияние этих факторов уменьшается во времени и доминирующее значение приобретают условия работы трубопровода. В процессе работы изменение технического состояния транспортной магистрали происходит под воздействием эксплуатационных факторов, одним из которых является коррозия внутренней и внешней поверхности труб. При электрохимической защите подземных трубопроводов требуется выполнять ряд измерений: разности потенциалов труба-земля; поляризационного потенциала на трубопроводе; величину коррозионной активности грунтов; состояние изоляционного покрытия. Перечисленные измерения позволяют оценить остаточный эксплуатационный ресурс труб с учетом эффекта старения металла.
Периодичность процедур диагностирования и прогнозирования технического состояния нефтепровода зависит от времени эксплуатации трубопровода, поскольку, как правило, первые коррозионные проявления обнаруживаются после шести лет эксплуатации. В связи с этим составляются годовые планы и графики профилактического обследования подземных нефтепроводов, в результате которого выявляются дефекты поверхности трубопровода и его изоляционного покрытия. Обнаруженные крупные дефекты устраняются.
В работе рассмотрены виды коррозии, которой подвергаются трубопроводы при длительной эксплуатации, причины коррозии трубопроводов, а также способы защиты трубопроводов от коррозии.
1. Виды коррозии
Коррозия в зависимости от механизма реакций, протекающих на поверхности металла, подразделяется на химическую и электрохимическую.
Химическая коррозия представляет собой процесс разрушения металла при взаимодействии с сухими газами (газовая коррозия) или жидкими неэлектролитами (коррозия в неэлектролитах) по законам химических реакций и не сопровождается возникновением электрического тока. Продукты коррозии в этом случае образуются непосредственно на всем участке контакта металла с агрессивной средой.
При длительной эксплуатации трубопроводов, защищенных только изоляционным покрытием, возникают сквозные коррозионные повреждения уже через 5—8 лет после укладки трубопроводов в грунт вследствие почвенной коррозии, так как изоляция со временем теряет прочностные свойства и в ее трещинах начинаются интенсивные процессы наружной электрохимической коррозии. Суть процессов электрохимической коррозии заключается в следующем.
Электрохимическая коррозия (коррозионное разрушение) возникает под действием коррозионно-активной среды, разнообразна по характеру, вызывает большинство коррозионных разрушений трубопроводов и оборудования. Электрохимическая коррозия протекает с наличием двух процессов — катодного и анодного.
Электрохимическая коррозия является гетерогенной электрохимической реакцией. Она подразделяется на коррозию в электролитах, почвенную, электрокоррозию, атмосферную, биокоррозию, контактную. Во всех случаях окисление металлов происходит за счет возникновения электрического тока, протекают анодные и катодные процессы на различных участках поверхности и продукты коррозии образуются на анодных участках. При электрохимической коррозии одновременно протекают два процесса - окислительный (аноидный), вызывающий растворение металла на одном участке, и восстановительный (катодный), связанный с выделением катиона из раствора, восстановлением кислорода и других окислителей на другом. В результате возникают микрогальванические элементы, и появляется электрический ток, обусловленный электронной проводимостью металла и ионной проводимостью раствора электролита. Анодные и катодные процессы локализуются на тех участках, где их протекание облегчено. Причины, вызывающие электрохимическую неоднородность поверхности, весьма многочисленны: макро- и микронеоднородности металла; фазовая и структурная неоднородность сплавов; неоднородность и несплошность поверхностных пленок; неоднородность деформаций и напряжений. Кроме того, неоднородны и жидкие фазы, контактирующие с поверхностью.
Существующие виды коррозии металлов представлены на рис. 1.
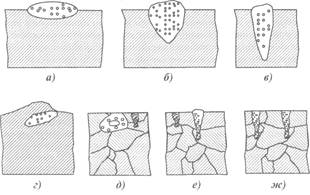
Рисунок 1 - Виды коррозии: а - пятнами; б - язвенная; в - точечная; г -подповерхностная; д - структурно-избирательная; е -межкристаллитная; ж -коррозионное растрескивание
Энергетическая характеристика перехода ионов в раствор при взаимодействии металла с электролитом или обратно - электродный потенциал. При взаимодействии металла с водой происходит его растворение или разрушение, т.к. атомы кислорода и водорода воды образуют полярные молекулы с двумя полюсами («+» и «-»), что приводит к возникновению силового электрического поля в воде. Молекулы воды внедряются в кристаллическую решетку металла на его поверхности (происходит гидратация), и переходя в воду с образованием ион-атома несущего положительный заряд. При этом оставшиеся в металле электроны носят отрицательный заряд. Ион-атом окружается молекулами воды, происходит образование у поверхности металла двойного электрического слоя и возникает разность потенциалов между поверхностью металла и слоями раствора, прилегающими к нему. При насыщении слоя ион-атомами переход их с поверхности металла в раствор прекращается. В этом случае устанавливается равновесие между разностью потенциалов в слое и разностью между свободными энергиями ионов металла в металле и в растворе. Это состояние соответствует равновесному электродному потенциалу. Он зависит от свойств ионов, их концентрации в растворе. Электродный потенциал платинового электрода в растворе НС, содержащий ионы водорода, продуваемого через раствор, условно принимается равным нулю, и называется нормальным водородным электродом. Равновесные потенциалы различных электродов % в растворах собственных солей, в которых концентрация равна единице, измеренные относительно нормального водородного электрода, называется нормальными потенциалами. Они образуют нормальный электрохимический ряд напряжений, по которому можно определить какой из пары взятых металлов будет разрушаться (служить анодом), и степень опасности коррозийного процесса.
Согласно теории электрохимической коррозии разрушение металла обусловлено работой множества короткозамкнутых гальванических элементов, образующихся вследствие неоднородности среды и металла. При работе коррозийного элемента уменьшается разность начальных потенциалов, что сопровождается уменьшением коррозийного тока. Этот процесс называется поляризацией. Различают анодную и катодную поляризацию. При анодной поляризации в случае усиленного растворения металла ионы металла медленнее переходят в раствор, чем электроны отводятся в катодную область, и у поверхности электрода накапливаются положительные ионы металла, потенциал анода смещается в сторону положительных значений. Катодная поляризация сопровождается смещением потенциала электрода в отрицательную сторону и вызывается в основном малой скоростью электрохимической реакции соединения деполяризаторов с электронами. Участки, на которых растворяется металл, называются анодными, на них ион-атомы железа переходят в раствор, а на катодных - ток выводит в грунт. Электрохимические процессы на аноде и катоде различны, но взаимосвязаны, и, как правило, самостоятельно не протекают. Такая связанная система называется коррозионным микроэлементом. На анодных участках осуществляется окисление с образованием ионов металла Fe+2, а на катодных под влиянием кислорода образуется гидроокись (в результате кислородной деполяризации).
Ионы железа и гидроксила взаимодействуют и образуют нерастворимый осадок Fe(OH)2, который разлагается на окись железа и воду ;Fe\pH )2 —» Fe2O3 + Н2О Высвобождающиеся при окислении электроны от анодного участка по металлу изделия протекают к катоду и участвуют в реакции восстановления.
В некоторых случаях возможны сложные процессы коррозии при одновременном воздействии двух или более факторов. К ним относятся коррозия под напряжением, щелевая, коррозионная эрозия, коррозионная кавитация. Скорость коррозионных процессов зависит от многих факторов, связанных как со свойствами, составом и строением металлического материала, так и со свойствами среды и внешними воздействиями. Для стальных трубопроводов, уложенных в грунт, скорость разрушения зависит во многом от кор-розионности грунта, в частности, от типа грунта, состава и концентрации веществ, содержания влаги, проникновения воздуха в грунт, структуры грунта, температуры и удельного сопротивления грунта, наличия в грунте бактерий, активизирующих коррозионные процессы. Оценивается коррозионная активность грунта по величине его удельного электросопротивления (чем меньше р, тем больше возможность коррозии). Важной характеристикой грунта является и водородный показатель рН среды (увеличение скорости коррозии при уменьшении рН). На интенсивность коррозии оказывает влияние неоднородность металла, механические напряжения, температуры и т.д. Неоднородность металла приводит к появлению коррозионных микроэлементов (микропар) в местах соприкосновения с грунтом, или в месте изменения физических свойств грунта. Коррозия может произойти и при образовании макропары из-за наличия макровключений - окалины, царапины, вмятины, наклепа, поперечных, продольных сварных швов, макроструктурной неоднородности физико-химических свойств почв, (например, при неоднородном поступлении кислорода к поверхности трубопровода, расположенном под полотном дороги). Существенное влияние на скорость коррозии оказывает жизнедеятельность анаэробных бактерий, особенно в почвах, содержащих большое количество сульфатных солей. В этом случае происходит образование серной кислоты и усиление коррозионных процессов.
2. Причины и механизм коррозии трубопроводов
Основной причиной коррозии металла трубопроводов и резервуаров является термодинамическая неустойчивость металлов. Именно поэтому подавляющее большинство металлов в земной коре находится в связанном состоянии в виде окислов, солей и других соединений. Согласно второму закону термодинамики, любая система стремится перейти из состояния с большей энергией в состояние с меньшей энергией.
Энергия, которой обладают вещества, называется химической энергией.
Она создается движением электронов на электронных орбитах атомов и молекул. При определенных условиях химическая энергия может превращаться в другие виды энергии, совершать работу (например, работу образования химических соединений).
Применительно к веществам 2-й закон термодинамики звучит так: самопроизвольно совершаются только такие химические превращения, в результате которых образуются вещества с меньшей химической энергией. Практически для всех металлов (кроме золота) при образовании окислов, солей и т. д. это правило выполняется. Поэтому окисление металлов, т. е. их коррозия, в естественных условиях процесс неизбежный.
Практически круговорот металла в природе выглядит так. Металлургическая промышленность, затрачивая большое количество энергии, осуществляет восстановление металлов из руд в свободное состояние, то есть переводит их на более высокий энергетический уровень. Однако, когда этот металл уже в виде какой-то конструкции подвергается действию окислителей (кислорода), он самопроизвольно переходит в более стабильное окисленное состояние.
Влияние неоднородности состава металла
Для строительства трубопроводов применяют малоуглеродистые и низколегированные стали. Кроме железа они содержат углерод (до 2 %), легирующие примеси (хром, никель, марганец, медь) и примеси, которые невозможно полностью удалить в металлургическом процессе (сера, фосфор, кислород, азот, водород). Неоднородный состав сталей благоприятствует возникновению коррозионных пар в соответствующей среде.
Влияние неоднородности условий на поверхности металла
Для возникновения тока при электрохимической коррозии металла необходимо наличие катодной и анодной зон. В анодной зоне протекает реакция окисления, заключающаяся в потере металлом своих электронов и образовании ион-атомов
Me →Ме n+ + n ∙ẽ.
Переходя в раствор электролита, ион-атомы металла вызывают его постепенное разрушение — коррозию.
В катодной зоне протекает реакция восстановления присоединения свободных электронов каким-либо веществом, называемым деполяризатором. Если роль деполяризатора играют ионы водорода 2Н+ + 2е → 2Н → Н2, то такая реакция называется реакцией водородной деполяризации. Если же деполяризатором выступает кислород
О2 + 4Н+ + 4 ẽ → 2Н2О в кислой среде,
О2 + 2Н2О + 4 ẽ → 4(ОН) — в щелочной среде,
то такая реакция называется реакцией кислородной деполяризации.
Из рассмотрения механизма электрохимической коррозии следует, что интенсивность процесса зависит от скорости образования ион-атомов металла (и свободных электронов), а также наличия кислорода и воды. Учитывая, что на скорость образования ион-атомов влияет температура, концентрация раствора электролита и другие внешние условия, можно сделать заключение, что если на поверхности одного и того же металла создать различные условия, то одна часть его поверхности станет анодом по отношению к другой.
Примеры образования гальванических элементов из одного металла приведены на рис. 2.
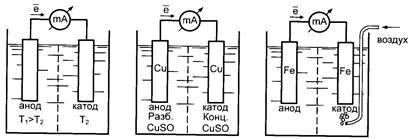
Рисунок 2 — Примеры образования гальванических элементов
В первом случае анодом является электрод, помещенный в подогретый электролит. Это связано с тем, что в подогретом электролите растворение металла происходит более интенсивно. Аналогичная картина наблюдается и в слабоконцентрированном растворе собственной соли по сравнению с концентрированным раствором этой соли. Наконец, при подаче к одному из электродов воздуха на нем облегчается протекание реакции кислородной деполяризации, характерной для катода.
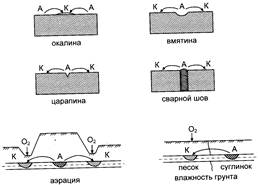
Рисунок 4 — Примеры возникновения коррозионных элементов на трубопроводе в результате различия условий на поверхности металла: А — анодная зона; К — катодная зона (стрелки указывают направление движения ион-атомов метала
К образованию коррозионных элементов на поверхности трубопроводов приводит различный доступ кислорода к разным участкам его поверхности, разная влажность грунта, неоднородность микроструктуры металла. Примеры возникновения коррозионных элементов приведены на рисунке 4.
Влияние состава среды
Нефти представляют собой смесь различных углеводородов с неуглеводородными компонентами (спирты, фенолы, соединения серы, кислорода и др.). Если предельные и непредельные углеводороды совершенно инертны к металлам, то неуглеводородные компоненты вступают с ними в химическую реакцию. Особенно опасны сернистые соединения (элементарная сера, сероводород, меркаптаны), которые являются причиной от 3 до 20 % случаев коррозионного повреждения внутренней поверхности трубопроводов. Сернистые соединения нефти попадают при ее переработке и в нефтепродукты.
Большую опасность в коррозионном отношении представляют также органические кислоты, образующиеся в результате окисления углеводородной и неуглеводородной составляющих товарных топлив при их хранении и применении.
Таким образом, нефтепродукты в той или иной мере являются коррозионно-активными.
Механизм наведения блуждающих токов на подземные металлические сооружения и их разрушения
Появление блуждающих токов в подземных металлических сооружениях связано с работой электрифицированного транспорта и электрических устройств, использующих землю в качестве токопровода. Источниками блуждающих токов являются линии электрифицированных железных дорог, трамваев, линии электропередачи, установки катодной защиты и др.
При работе электрифицированного транспорта ток совершает движение от положительной шины тяговой подстанции по контактному проводу к двигателю транспортного средства, а затем через колеса попадает на рельсы, по которым возвращается к отрицательной шине тяговой подстанции. Однако из-за нарушения перемычек между рельсами (увеличение сопротивления цепи), а также низкого переходного сопротивления «рельсы — грунт» часть тока стекает в землю. Здесь она натекает на подземные металлические сооружения, имеющие низкое продольное сопротивление, и распространяется до места с нарушенной изоляцией, расположенного недалеко от сооружения с еще меньшим продольным сопротивлением. В месте стекания блуждающих токов металл сооружения теряет свои ион-атомы, т. е. разрушается.
Блуждающие токи опасны тем, что они стекают, как правило, с небольшой площади поверхности, что приводит к образованию глубоких язв в металле в течение короткого времени.
Закономерности коррозионного растрескивания под напряжением (КРН)
Коррозионное растрескивание под напряжением (стресс-коррозия, карбонатное растрескивание) — это разрушение металла вследствие возникновения и развития трещин при одновременном воздействии растягивающих напряжений и коррозионной среды.
Впервые упоминания о КРН появились в начале 60-х годов XX века после того, как данное явление было зафиксировано на газопроводах высокого давления в Австралии, Канаде и США. В начале 80-х годов оно было идентифицировано на газопроводах, проложенных в пустынных и полупустынных районах Средней Азии и Казахстана. В настоящее время, по данным Ростех-надзора, КРН является главной причиной разрушения линейной части магистральных газопроводов.
Внешне КРН выглядит как группы трещин, ориентированных преимущественно вдоль оси трубы. Трещины могут проникать в тело трубы на различную глубину. Нарушение целостности газопровода происходит в результате протяженного разрушения, когда трещины или группы трещин достигают критического размера и происходит быстрый, так называемый «долом».
Трещины зарождаются на внешней поверхности трубопровода в нижней части трубы в районе 5.. .7 часов условного циферблата. Коррозионному растрескиванию подвергаются как основной металл труб, так и сварные соединения. Наиболее часто КРН развивается в 20-километровой зоне после компрессорной станции, а также при наличии водных потоков, которые направлены вдоль трубопроводов или пересекают их.
Зонами риска с точки зрения КРН являются участки с пересеченной местностью, где трубопровод не прилегает ко дну траншеи, поэтому между ними существует воздушный зазор. 40 % всех аварий по причине КРН связано с нарушением целостности изоляционного покрытия.
Все стресс-коррозионные разрушения последних лет происходят в нейтральных и слабокислых грунтах (рН=4,5...7). Многочисленные наблюдения аварийных разрушений за рубежом свидетельствуют, что КРН во многих случаях провоцируется локальной коррозией, и поэтому развитие КРН напрямую связано с коррозионной активностью грунтов.
Единого мнения о механизме КРН пока нет. Один из возможных «сценариев» ее развития выглядит следующим образом:
1) под некачественно нанесенное или поврежденное изоляционное покрытие трубопровода попадает грунтовая вода;
2) в результате действия катодной защиты, обеспечивающей наложение отрицательного потенциала на трубопровод, большая часть катионов водорода, содержащихся в грунтовой воде, превращается в атомы и молекулы водорода на поверхности металла 2Н+ +ẽ →Н2), что приводит к дополнительному отслоению изоляционного покрытия;
3) часть атомов или катионов водорода проникает в металл, нарушая его структуру и приводя к его охрупчиванию;
4) от действия переменной нагрузки на поверхности металла образуются трещины, в которые проникает почвенный электролит, и описанный выше процесс повторяется;
5) при достижении одной из трещин критических размеров наступает «внезапное» разрушение трубопровода.
Подводя итоги вышесказанному, можно сделать неутешительный вывод, что коррозия трубопроводов — процесс неизбежный. Однако человек, вооруженный знанием механизма коррозии, может затормозить его таким образом, чтобы обеспечить сохранение работоспособности трубопроводов в течение достаточно длительного времени.
3. Способы защиты трубопроводов от коррозии
Способы защиты трубопроводов от наружной коррозии подразделяются на пассивные и активные.
Продлить срок службы трубопроводов можно, применяя следующие способы защиты:
• изоляцию поверхности Me изделий от агрессивной среды (пассивная защита), т.е. нанесение на поверхность Me слоя химически инертного, относительно Me и агрессивной среды, вещества с высокими диэлектрическими свойствами;
• воздействие на Me с целью повышения его коррозионной устойчивости, т.е. обработка его окислителями, вследствие чего на его поверхности образуется плёнка из продуктов коррозии, например, травление стали персульфатом аммония (NH4SO8) при этом на поверхности стали образуется продукт коррозии - магнетит, что увеличивает сопротивление высокопрочных сталей коррозионному растрескиванию (в щелочных средах);
• нанесение на металл конструкции из малостойкого металлического тонкого слоя другого металла, которые обладают меньшей скоростью коррозии в данной среде, например, горячее алюминирование, оцинкование, хромирование;
• воздействие на ОС с целью снижения её агрессивности, т.е. введение в среду ингибитора (замедлителей) коррозии. К этому способу мояно отнести очистку воздуха от примесей и осушку его, обрабоцсу почвы ядохимикатами, снижают интенсивность жизнедеятельносги микроорганизмов, что уменьшает опасность биокоррозии и т.д.
Пассивные способы защиты предусматривают изоляцию наружной поверхности трубы от контакта с грунтовыми водами и от блуждающих электрических токов, которая осуществляется с помощью противокоррозионных диэлектрических покрытий, обладающих водонепроницаемостью, прочным сцеплением с металлом, механической прочностью. Для изоляции трубопроводов применяют покрытие на битумной основе, на основе полимеров и лаков.
Для защиты от электрохимической коррозии применяются активные способы электрохимической защиты.
Активные способы защиты трубопроводов от наружной коррозии предусматривают создание такого электрического тока, в котором весь металл трубопровода, несмотря на неоднородность его включений, становится катодом, а анодом является дополнительно размещенный в грунте металл. Существуют два вида активной защиты трубопроводов от наружной коррозии — протекторная и катодная.
3.1 Защитные покрытия для трубопроводов
Изоляционные покрытия, применяемые на трубопроводах, должны удовлетворять следующим основным требованиям:
• обладать высокими диэлектрическими свойствами;
• быть сплошными;
• обладать хорошей адгезией (прилипаемостью) к металлу трубопровода;
• быть водонепроницаемыми;
• обладать высокой механической прочностью и эластичностью; высокой биостойкостью;
• быть термостойкими (не размягчаться под воздействием высоких температур и не становиться хрупкими при низких);
• конструкция покрытий должна быть сравнительно простой, а технология их нанесения — допускать возможность механизации.
Материалы, входящие в состав покрытия, должны быть недефицитными, а само покрытие — недорогим, долговечным.
Противокоррозионную защиту подземных трубопроводов осуществляют:
• покрытиями на основе полимерных материалов (полиэтилена, термоуса-живающихся и термореактивных полимеров, эпоксидных красок и др.), наносимыми в заводских или базовых условиях;
• покрытиями на основе термоусаживающихся материалов, полимерных липких лент, битумных и асфальтосмолистых мастик, наносимыми в базовых и трассовых условиях.
Государственный стандарт по защите от коррозии рекомендует 22 конструкции защитных покрытий трубопроводов нормального и усиленного типов. Покрытия усиленного типа значительно более разнообразны по конструкции (их 19). К ним предъявляются повышенные требования по таким показателям, как прочность и относительное удлинение при разрыве, адгезия к стали, переходное сопротивление и др.
Усиленный тип защитных покрытий применяется на трубопроводах диаметром 820 мм и более независимо от условий прокладки, а также независимо от диаметра трубопроводов при прокладке их в зонах повышенной коррозионной опасности:
• в засоленных почвах любого района страны;
• в болотистых, заболоченных, черноземных и поливных почвах, а также на участках перспективного обводнения или орошения; на подводных переходах и в поймах рек, а также на переходах через железные и автомобильные дороги;
• на участках промышленных и бытовых стоков, свалок мусора и шлака;
• на участках блуждающих токов источников постоянного тока;
• на участках трубопроводов с температурой транспортируемого продукта выше 30 °С;
• на территориях насосных станций;
• на пересечениях с различными трубопроводами;
• на участках трубопроводов, прокладываемых вблизи рек, каналов, озер, водохранилищ, а также населенных пунктов и предприятий.
Во всех остальных случаях применяются защитные покрытия нормального типа.
В зависимости от используемых материалов различают мастичные, полимерные и комбинированные покрытия.
Мастичные покрытия
К мастичным относятся покрытия на основе битумных и асфальтосмолистых мастик.
Конструкция битумных покрытий сложилась в результате их длительного применения. Сначала идет слой грунтовки, получаемый при нанесении на трубу раствора битума в бензине или дизтопливе. Он заполняет все микронеровности на поверхности металла. Грунтовка служит для обеспечения более полного контакта, а следовательно, лучшей адгезии, между поверхностью металла и основным изоляционным слоем — битумной мастикой.
Битумные мастики представляют собой смесь тугоплавкого битума (изоляционного — БНИ-1У-3, БНИ-IV, БНИ-V; строительного — БН-70/30, БН-90/10), наполнителей (минеральных— асбеста, доломита, известняка, талька; органических — резиновой крошки; полимерных — атактического полипропилена, низкомолекулярного полиэтилена, полидиена) и пластификаторов (полиизобутилена, полидиена, масел соевых, масла зеленого, автола). Битумную мастику наносят на трубу при температуре 150... 180 °С. Расплавляя холодную грунтовку, мастика проникает во все микронеровности поверхности металла, обеспечивая хорошую адгезию изоляционного покрытия.
Покрытие «Асмол» создано на основе асфальтосмолистых материалов. Оно обладает более высокими физико-механическими свойствами (пластичность, вязкость, адгезия и др.), а также имеет более низкую стоимость по сравнению с битумной мастикой. Высокое значение коэффициента теплопроводности материалов на основе нефтеполимера «Асмол» (на порядок выше, чем у битумов) позволило разработать новую технологию нанесения земельных мастик на трубопроводы в трассовых условиях — путем их экструдирования. Асмольные мастики применимы и для нанесения в условиях трубоизоляционных баз без существенного изменения технологического процесса.
Для защиты слоя битумной мастики она покрывается сверху защитной оберткой (стеклохолстом, бризолом, бикарулом, оберткой ПДБ и ПРДБ).
Изоляционные покрытия на основе битумных мастик применяются при температуре транспортируемого продукта не более 40 °С и на трубопроводах диаметром не более 820 мм.
Полимерные покрытия
Для защиты трубопроводов применяют полимерные покрытия из следующих материалов:
• экструдированного полиолефина;
• полиуретановых смол;
• термоусаживающихся материалов;
• эпоксидных красок;
• полимерных или битумно-полимерных лент.
Полиолефины (полиэтилен, полипропилен и их сополимеры) — это высокомолекулярные углеводороды алифатического ряда, получаемые полимеризацией соответствующих олефинов.
Полиэтилен является продуктом полимеризации газообразного этилена. Он эластичен, обладает высокими механическими диэлектрическими свойствами, морозостойкостью (ниже -70 °С), водостойкостью, устойчивостью к нефти, газу и нефтепродуктам. Однако полиэтилен горюч, имеет низкую адгезию, подвержен старению в процессе эксплуатации (под действием тепла и кислорода воздуха), а также медленно деформируется (под действием нагрузок).
Для уменьшения горючести полиэтилена в него вводят специальные добавки (оксид сурьмы, хлорированные углеводороды и др.). Одновременно повышаются его механические свойства. С целью предупреждения старения полиэтилена и соответственного ухудшения физико-механических свойств (уменьшаются морозостойкость, текучесть, относительное удлинение, ударная вязкость, повышается хрупкость) в него при изготовлении вводят стабилизаторы, например фенолы.
Полипропилен является продуктом полимеризации пропилена (газообразного гомолога этилена). Он обладает более высокой прочностью, жесткостью и теплостойкостью по сравнению с полиэтиленом.
Полиуретаны — это полимеры, получаемые полимеризацией диизоцианатов или полиизоцианатов с соединениями, содержащими активные атомы водорода. Полиуретаны могут быть вязкими жидкостями или твердыми продуктами. Они устойчивы к действию кислот, масел, бензина, обладают высокими адгезией к стали, прочностью при ударе, удельным электросопротивлением и сопротивлением катодному отслаиванию, а также низким водопоглощением. Однако полиуретановые мастики практически непригодны для нанесения в полевых условиях при отрицательных температурах, т. к. имеют длительный период полимеризации, которая протекает только при положительной температуре (до 8 ч при температуре 20 °С). Кроме того, некоторые марки полиуретановых мастик токсичны.
Основу термоусаживающихся материалов составляет радиационно-вулканизированный полиэтилен трехмерной структуры, который при тепловом воздействии на него обеспечивает усадку изделия на защищаемой поверхности. Термоусаживающиеся материалы применяются в виде оберточных лент, манжет и муфт для изоляции сварных соединений труб с заводской изоляцией. Эпоксидные смолы после отверждения образуют покрытия, характеризующиеся высокой адгезией к металлам, механической прочностью, тепло-, водо- и химической стойкостью, хорошими диэлектрическими показателями. Защитные свойства эпоксидных смол существенно зависят от вида отвердителя, который предопределяет способ их сушки: горячий или холодный (при температуре 15.. .20 °С). К недостаткам тонкопленочных эпоксидных покрытий относятся относительно низкая ударная прочность и недостаточная стойкость к катодному отслаиванию.
Полимерные ленты в сравнении с мастиками более технологичны при нанесении и позволяют в значительной степени механизировать этот процесс. Кроме того, они обладают высокими диэлектрическими свойствами.
Изоляционные ленты выпускают на основе полиэтилена или поливинил-хлорида (ПВХ). Они состоят из полимерной пленки-основы, на которую нанесен подклеивающий липкий слой. Основа ленты обладает необходимыми механическими и диэлектрическими свойствами, а подклеивающий слой обеспечивает требуемую адгезию с металлом трубы и герметизацию нахлеста между слоями ленты.
Большим недостатком липких полимерных лент является постепенная утрата адгезии к металлу. Поэтому примерно через 5 лет после их нанесения металл оказывается не защищенным от коррозии. Другой недостаток ленточных покрытий — образование так называемых «шатровых пустот» в околошовной зоне, которые в дальнейшем становятся очагами коррозии.
Тип полимерного покрытия выбирается в зависимости от условий его эксплуатации. Одним из определяющих параметров является температура транспортируемого продукта Тп. Так, усиленное ленточное покрытие применяется при Т < 40 °С, покрытие на основе экструдированного полиолефина не более 60 °С; на основе термостойких полимерных лент, полиуретановых смол, эпоксидных красок — не более 80 °С, на основе термоусаживающихся материалов — до 100 °С. Есть ограничения по применению изоляционных материалов в зависимости от диаметра трубопровода. Так, некоторые типы ленточных полимерных покрытий и покрытия на основе эпоксидных красок применяются на трубах диаметром не более 820 мм, покрытия же на основе экструдированного полиолефина и на основе полиуретановых смол допускаются к применению на трубопроводах диаметром от 273 до 1420 мм.
На участках со сложными почвенно-климатическими условиями, и особенно на подводных переходах, где трубы нередко укладываются методом протаскивания, к изоляционным покрытиям предъявляются особо высокие требования: значительная механическая прочность, низкая степень истираемости, высокая адгезия к металлу, химическая стойкость, долговечность. В этих условиях очень привлекательно выглядят антикоррозионные покрытия из полиуретанов. Данный материал обладает высокими изолирующими свойствами, значительной твердостью, эластичностью, чрезвычайно высоким сопротивлением истиранию, царапанию и биоповреждениям. Кроме того, полиуретаны стойки к воде, растворам солей и обладают хорошей адгезией к металлам.
Комбинированные покрытия
На протяжении многих лет в нашей стране наряду с мастичными широко применялись покрытия на основе липких полимерных лент. Опыт их использования показал, что они очень технологичны (простота нанесения, удобство механизации работ), однако легко уязвимы — острые выступы на поверхности металла, острые камешки легко прокалывают такую изоляцию, нарушая ее сплошность. С этой точки зрения хороши покрытия на основе битумных мастик, проколоть которые достаточно сложно. Однако с течением времени битумные мастики «стареют»: теряют эластичность, становятся хрупкими, отслаиваются от трубопроводов.
ВНИИСПТнефть (ныне ИПТЭР) разработал конструкцию комбинированного изоляционного покрытия «Пластобит», лишенную указанных недостатков. Покрытие представляет собой комбинацию битумного и пленочного покрытий: на слой грунтовки наносится битумная мастика толщиной 3.. .4 мм, которая сразу же обматывается поливинилхлоридной пленкой без подклеивающего слоя. Величина нахлеста регулируется в пределах 3...6 см. В момент намотки полимерного слоя часть мастики выдавливается под нахлест, что обеспечивает герметизацию мест нахлеста.
Полимерный слой в конструкции покрытия «Пластобит» играет роль своеобразной «арматуры», которая обеспечивает независимо от срока службы сохранение целостности основного изоляционного слоя — битумного. В свою очередь, прокол полимерной пленки не приводит к нарушению целостности покрытия, так как слой битумной мастики имеет достаточно большую толщину. Более того, опыт эксплуатации покрытия «Пластобит» показывает, что в местах мелких сквозных повреждений полимерной части имеет место «самозалечивание», выражающееся в вытекании части мастики через это отверстие и застывание ее в виде грибка над местом повреждения.
Покрытие «Пластобит» является технологичным с точки зрения нанесения, не требует значительной перестройки применяемой до настоящего времени технологии капитального ремонта, обладает высокими защитными качествами, которые, по утверждению разработчика, не ухудшаются со временем.
Однако относительно высокая текучесть, малая ударная вязкость и слабая несущая способность материала не позволяют использовать покрытие «Пластобит» для труб диаметром более 820 мм.
Новым типом комбинированного изоляционного покрытия является «Армопластобит», отличающееся от «Пластобита» тем, что в нем в качестве армирующего материала вместо стеклохолста используется нитепрошивная стеклосетка. «Армопластобит» допускается использовать на трубопроводах диаметром до 1220 мм включительно.
В последние годы разработаны битумно-полимерные изоляционные ленты для газонефтепроводов, также являющиеся комбинированными. Так, лента ЛИБ (лента изоляционная битумная) представляет собой рулонный материал, состоящий из основы (полимерной пленки), на которую нанесен слой битумной мастики и слой антиадгезива. Покрытие на основе ленты ЛИБ аналогично покрытию типа «Пластобит», но в отличие от последнего наносится холодным способом.
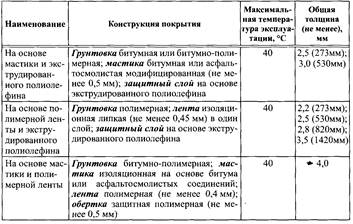
В последние годы разработаны и другие типы комбинированных изоляционных покрытий, сведения о которых приведены в табл. 11.3.
Таблица 1— Сведения о комбинированных покрытиях
3.2 Способы электрохимической защиты
Практика показывает, что даже тщательно выполненное изоляционное покрытие в процессе эксплуатации стареет: теряет свои диэлектрические свойства, водоустойчивость, адгезию. Встречаются повреждения изоляции при засыпке трубопроводов в траншее, при их температурных перемещениях, при воздействии корней растений. Кроме того, в покрытиях остается некоторое количество незамеченных при проверке дефектов. Следовательно, изоляционные покрытия не гарантируют необходимой защиты подземных трубопроводов от коррозии. Исходя из этого защита трубопроводов от подземной коррозии независимо от коррозионной активности грунта и района их прокладки должна осуществляться комплексно: защитными покрытиями и средствами электрохимической защиты (ЭХЗ).
3.2.1 Катодная защита
Катодная защита заключается в наведении на трубопровод специальными установками внешнего электрического поля, создающего катодный потенциал на поверхности трубы. При такой защите коррозионному разрушению подвергается электрически подключенный к защищаемому трубопроводу 1 анод 3, изготовленный из электропроводных материалов.
Защита магистральных трубопроводов от почвенной коррозии осуществляется катодной поляризацией поверхности трубы установками катодной защиты (автоматическими и неавтоматическими).
Для расчета установок катодной защиты необходимо при проведении электрометрических работ получить данные об удельном электрическом сопротивлении грунта в поле токов катодной защиты, а также в месте установки анодного заземления, иметь данные по характеристике трубопровода, ввиду изоляционного покрытия и наличию источников электроснабжения.
Основными параметрами установки катодной защиты являются сила тока и длина защитной зоны, в зависимости от которых принимаются мощность установки, тип и число анодных заземлителей, длина дренажных линий.
Принципиальная схема катодной защиты изображена на рис. 2
.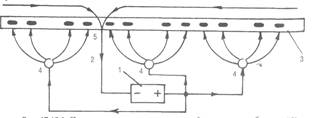
Рисунок 2 - Принципиальная схема катодной защиты трубопровода: 1 — источник постоянного тока; 2 изолированный электропровод; 3 — трубопровод с поврежденной изоляцией; 4 — анод (заглубленное железо); 5 — дренаж (соединение тела трубы с электропроводом)
3.2.2 Протекторная защита
Протекторная защита относится к электрохимическому виду защиты трубопровода от коррозии и основана на принципе работы гальванического элемента. Она автономна, благодаря чему может использоваться в районах, где отсутствуют источники электроэнергии.
Принципиальная схема протекторной защиты изображена на рис. 3. Наиболее распространенными протекторами являются магниевые, потенциал которых Епр до подключения их к трубопроводу составляет - 1,6 В. Минимальный расчетный защитный потенциал Emin p составляет, так же, как и для катодной защиты - 0,85 В, естественный потенциал трубопровода по отношению к медносульфатному электроду сравнения Еест = - 0,55 В. Для повышения эффективности работы протектора его погружают в специальную смесь солей, называемую активатором.
При протекторной защите к защищаемому трубопроводу присоединяют металлический протектор 5 (анодный электрод), и имеющий более вязкий электрический потенциал, чем потенциал металла трубопровода. С применением протекторной защиты трубопровод принимает полярность катода, а протектор - анода.
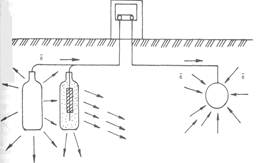
Рисунок 3 - Принципиальная схема протекторной защиты
Принцип действия протекторной защиты аналогичен работе гальванического элемента.
Два электрода (трубопровод и протектор, изготовленный из более электроотрицательного металла, чем сталь) опущены в почвенный электролит и соединены проводником. Так как материал протектора является более электроотрицательным, то под действием разности потенциалов происходит направленное движение электронов от протектора к трубопроводу по проводнику. Одновременно ион-атомы материала протектора переходят в раствор, что приводит к его разрушению. Сила тока при этом контролируется с помощью контрольно-измерительной колонки.
Таким образом, разрушение металла все равно имеет место, но не трубопровода, а протектора.
3.3 Электродренажная защита
Значительную опасность для магистральных трубопроводов представляют блуждающие токи электрифицированных железных дорог, которые в случае отсутствия защиты трубопровода вызывают интенсивное коррозионное разрушение в анодных зонах. Наиболее эффективным способом защиты от блуждающих токов является электродренажная защита, основной принцип которой состоит в устранении анодных зон путем отвода (дренажа) блуждающих токов от них в рельсовую часть цепи электротяги, имеющей отрицательный или знакопеременный потенциал.
Применяют прямой, поляризованный и усиленный дренажи.
Прямой электрический дренаж — это дренажное устройство двусторонней проводимости. Схема прямого электрического дренажа включает в себя: реостат, рубильник, плавкий предохранитель и сигнальное реле. Сила тока в цепи «трубопровод-рельс» регулируется реостатом. Если величина тока превысит допустимую величину, то плавкий предохранитель сгорит, ток потечет по обмотке реле, при включении которого срабатывает звуковой или световой сигнал.
Прямой электрический дренаж применяется в тех случаях, когда потенциал трубопровода постоянно выше потенциала рельсовой сети, куда отводятся блуждающие токи. В противном случае дренаж превратится в канал для натекания блуждающих токов на трубопровод.
Поляризованный электрический дренаж — это дренажное устройство, обладающее односторонней проводимостью. От прямого дренажа поляризованный отличается наличием элемента односторонней проводимости (вентильный элемент) ВЭ. При поляризованном дренаже ток протекает только от трубопровода к рельсу, что исключает натекание блуждающих токов на трубопровод по дренажному проводу.
Усиленный дренаж применяется в тех случаях, когда нужно не только отводить блуждающие токи с трубопровода, но и обеспечить на нем необходимую величину защитного потенциала. Усиленный дренаж представляет собой обычную катодную станцию, подключенную отрицательным полюсом к защищаемому сооружению, а положительным — не к анодному заземлению, а к рельсам электрифицированного транспорта.
Следует отметить, что контуры защитных заземлений технологического оборудования, расположенного на КС, ГРС, НПС и других аналогичных площадках, не должны оказывать экранирующего влияния на систему электрохимической защиты подземных коммуникаций.
Сооружение устройств электрохимической защиты отличается широким фронтом работ, растянутым на многокилометровой трассе магистрального трубопровода, наличием труднопроходимых для колесного транспорта участков, а также многочисленностью строительно-монтажных операций.
Эффективная работа электрохимической защиты возможна только при высоком качестве монтажа всех конструктивных элементов. Для этого требуются научно обоснованная организация работ, максимальная механизация и высокая квалификация строительно-монтажных рабочих. Так как для защиты трубопроводов применяется ограниченное число типов установок, а элементы электрохимической защиты являются в основном типовыми, следует производить предварительную заготовку основных монтажных узлов и блоков в заводских условиях.
Для сооружения электрохимической защиты магистральных трубопроводов от коррозии применяются средства и установки катодной, электродренажной, протекторной защиты, электрические перемычки, контрольно-измерительные пункты и конструктивные узлы типовых проектов.
Работы по сооружению электрохимической защиты необходимо осуществлять в две стадии. На первой стадии необходимо выполнять следующие работы:
• разметку трасс участка производства работ, ЛЭП и кабелей, подготовку строительной площадки;
• выбор и обустройство места для хранения оборудования, монтажных узлов, деталей, метизов, инструментов и материалов;
• доставку техники, машин и механизмов;
• подготовку участка для производства работ;
• доставку оборудования установки катодной защиты, монтажных узлов, деталей, метизов, инструмента, приспособлений и материалов;
• разработку грунта в траншеях и котлованах. Обратную засыпку с трамбовкой после установки оборудования и кабелей до уровня, указанного в рабочей документации;
• сооружение анодных и защитных заземлений, монтаж и укладку протекторов;
• прокладку подземных коммуникаций;
• монтаж катодных и контрольных электрических выводов от трубопроводов, а также контактных соединений анодных, защитных заземлений и протекторных выводов;
• установку и закладку в сооружаемые фундаменты несущих опорных конструкций для монтажа оборудования.
Работы первой стадии следует вести одновременно с основными строительными работами по технологической части трубопровода.
Во второй стадии необходимо осуществлять работы по установке оборудования, подключение к нему электрических кабелей, проводов и индивидуальное опробование электрических коммуникаций и установленного оборудования.
Работы второй стадии должны быть выполнены, как правило, после окончания основных видов строительных работ и одновременно с работами специализированных организаций, осуществляющих пуск, опробование и наладку средств и установок электрохимической защиты по совмещенному графику.
Пуск, опробование и наладку средств и установок электрохимической защиты проводят с целью проверки работоспособности как отдельных средств и установок ЭХЗ, так и системы электрохимической защиты, ввода ее в действие и установления режима, предусмотренного проектом для обеспечения электрохимической защиты участка подземного трубопровода от внешней коррозии в соответствии с действующей нормативно-технической документацией.
Обслуживание установок электрохимической защиты в процессе эксплуатации должно осуществляться в соответствии с графиком технических осмотров и планово-предупредительных ремонтов. График должен включать в себя определение видов и объемов технических осмотров и ремонтных работ, сроки их проведения, указания по организации учета и отчетности о выполненных работах.
Основное назначение работ по профилактическим осмотрам и планово-предупредительным ремонтам - содержание электрохимической защиты в состоянии полной работоспособности, предупреждение преждевременного износа и отказов в работе.
Заключение
Трубопроводы и оборудование в процессе эксплуатации подвергаются процессу коррозии
Под коррозией (от позднелат. corrosio - разъединение) металла понимают процесс самопроизвольного окисления, приводящий к разрушению металла под воздействием окружающей среды. Коррозия в зависимости от механизма реакций, протекающих на поверхности металла, подразделяются на химическую и электрохимическую.
Химическая коррозия представляет собой процесс разрушения металла при взаимодействии с сухими газами или жидкими неэлектролитами .
При длительной эксплуатации трубопроводов, защищенных только изоляционным покрытием, возникают сквозные коррозионные повреждения уже через 5—8 лет после укладки трубопроводов в грунт вследствие почвенной коррозии, так как изоляция со временем теряет прочностные свойства и в ее трещинах начинаются интенсивные процессы наружной электрохимической коррозии.
Электрохимическая коррозия (коррозионное разрушение) возникает под действием коррозионно-активной среды, разнообразна по характеру, вызывает большинство коррозионных разрушений трубопроводов и оборудования. Электрохимическая коррозия протекает с наличием двух процессов — катодного и анодного.
Основной причиной коррозии металла трубопроводов и резервуаров является термодинамическая неустойчивость металлов. На возникновение коррозии оказывают влияние неоднородность состава металла, условий на поверхности металла, состав среды и пр.
Коррозия трубопроводов — процесс неизбежный. Однако человек, вооруженный знанием механизма коррозии, может затормозить его таким образом, чтобы обеспечить сохранение работоспособности трубопроводов в течение достаточно длительного времени.
Защита трубопроводов от коррозии может быть активной и пассивной. К активным средствам защиты трубопроводов от наружной коррозии относятся электрические методы, катодная и протекторная защита. При пассивной защите на наружную поверхность трубопроводов наносят покрытия и изоляцию, при активной - устраняют причины, вызывающие коррозию.
Продлить срок службы трубопроводов можно, применяя следующие способы защиты:
• изоляцию поверхности Me изделий от агрессивной среды (пассивная защита), т.е. нанесение на поверхность Me слоя химически инертного, относительно Me и агрессивной среды, вещества с высокими диэлектрическими свойствами;
• воздействие на Me с целью повышения его коррозионной устойчивости, т.е. обработка его окислителями, вследствие чего на его поверхности образуется плёнка из продуктов коррозии;
• нанесение на металл конструкции из малостойкого металлического тонкого слоя другого металла, которые обладают меньшей скоростью коррозии в данной среде, например, горячее алюминирование, хромирование;
• воздействие на ОС с целью снижения её агрессивности, т.е. введение в среду ингибитора (замедлителей) коррозии. • активная защита, которая включает следующие методы: катодную поляризацию металлической конструкции (катодная защита трубопроводов) за счёт сообщения отрицательного потенциала от источника постоянного тока; катодную поляризацию, вызванную контактом изделия с металлом, обладающим более отрицательным электродным потенциалом (протекторная защита трубопроводов и резервуаров). Катодная поляризация является методом защиты от блуждающих токов.
На практике применяется сочетание пассивных и активных методов защиты.
Список использованных источников
1. Жук Н.П. Курс теории коррозии и защиты металлов. М., 1976.
2. Коршак А.А., Нечваль А.М. Проектирование и эксплуатация газонефтепроводов. СПб.: Недра, 2008. – 488 с.
3. Мустафин Ф.М., Кузнецов М.в., Быков Л.И. Защита от коррозии. Т. 1. Уфа: ДизайнПолиграфСервис, 2004. – 806 с.
4. Нефтегазовое строительство / Под ред. И.И. Мазура, В.Д. Шапиро. М.: Недра, 2005. – 790 с.
5. Семенова И.В., Флорианович Г.М., Хорошилов А.В. Коррозия и защита от коррозии. М., 2006. 306 с.
6. Справочник инженера по эксплуатации нефтегазопроводов и продуктопроводов. М.:Инфра-Инженерия, 2006. – 928 с.
© 2009 База Рефератов