
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Лабораторная работа: Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Лабораторная работа: Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Лабораторная работа №1
Сварка металлов
Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Содержание:
1. Классификация и обозначение покрытых электродов для ручной дуговой сварки
2. Устройство и работа сварочного трансформатора и выпрямителя
3. Выбор режима сварки
4. Техника ручной дуговой сварки
5. Порядок проведения работы
6. Содержание отчета
Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Цель работы: ознакомиться с процессом зажигания и строением электрической сварочной дуги, обозначением покрытых электродов, устройством и работой сварочного трансформатора и выпрямителя, выбором режима и технологии дуговой сварки покрытыми электродами.
Оборудование и материалы. Сварочные трансформаторы выпрямитель, предохранительные щитки, сварочные электроды типа Э42, Э46, заготовки из углеродистой и низколегированной стали.
Общие сведения Процесс зажигания и строение электрической дуги
При дуговой сварке плавящимся электродом расплавление кромок свариваемых заготовок и электрода осуществляется за счет теплоты электрической сварочной дуги. Электрическая сварочная дуга - стационарный мощный электрический разряд при значительной плотности ток (0,5-100 А/мм2) в сильно ионизированной газовой среде между двумя электродами, одним из которых обычно являются свариваемые заготовки. В процессе горения сварочной дуги выделяется
|
|
|
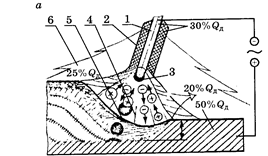
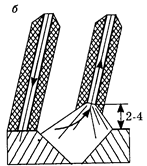
Рис.1.1. Схема электрической дуги при сварке металлическим электродом с покрытием
большое количество теплоты, образуется яркое световое излучение, невидимые ультрафиолетовые и инфракрасные лучи, газы и пыль. Электрическая сварочная дуга (рис.1.1, а) состоит из катодного 3 и анодного 5 пятен и столба дуги 4. Снаружи она окружена ореолом 6, состоящим из смеси газов, паров и пыли. Для зажигания дуги необходимо легко коснуться стержнем с покрытием 2 электрода свариваемой заготовки (рис.1.1, б) с замыканием электрической цепи накоротко, после чего отвести электрод от заготовки на расстояние 2-4 мм. Происходит быстрый разогрев торца электрода за счет теплоты, выделяемой током короткого замыкания. После отвода электрода с разогретого торца металлического стержня, являющегося катодом, свободные электроны под действием электрического поля устремляются к аноду (заготовке). Им сообщается значительная кинетическая энергия. В межэлектродном зазоре электроны сталкиваются (соударяются) с молекулами и атомами воздуха и между собой. Эти соударения могут быть упругими и неупругими. При упругом соударении часть кинетической энергии электронов передается атому или молекуле воздуха. В результате температура в дуговом промежутке (столбе дуги) повышается до 6000-7000 °С. При неупругом соударении происходит ионизация молекулы воздуха с выделением электронов, положительных и отрицательных ионов. Электроны и отрицательные ионы продолжают движение к аноду и бомбардируют его поверхность. В результате торможения их движения происходит превращение кинетической энергии в тепловую и поверхность анода (анодное пятно) разогревается до t = 2600-3000 °С. Положительные ионы под действием сил притяжения движутся к катоду и, бомбардируя его поверхность, нагревают ее (катодное пятно) до 2000-2600 °С. В дуге постоянного тока прямой полярности (минус на электроде, плюс на заготовке) на аноде выделяется большее количество теплоты (41-42 % от общего количества Од), чем на катоде (36-38 %), в связи с тем, что анод подвергается более мощной бомбардировке заряженными частицами. В дуге переменного тока различие температур катодного и анодного пятен сглаживается вследствие их периодической смены с частотой, равной частоте тока (50 Гц).
Для устойчивого горения дуги необходимы постоянный межэлектродный зазор (длина дуги), определенные напряжение и ток в цепи, достаточная ионизация воздушного промежутка, стабильность свойств источника тока, питающего дугу.
1. Классификация и обозначение покрытых электродов для ручной дуговой сварки
Покрытые электроды для ручной дуговой сварки классифицируют по назначению, виду и толщине покрытия, допустимому пространственному положению сварки или наплавки, роду и полярности сварочного тока. По назначению различают электроды для сварки стали, чугуна, алюминия, меди. Обозначения электродов для сварки: углеродистых и низколегированных конструкционных сталей с sв >600 МПа — У; легированных конструкционных сталей с sв до 600 МПа — Л; легированных теплоустойчивых сталей — Т; высоколегированных и сталей с особыми свойствами — В; для наплавки поверхностных слоев с особыми свойствами — Н. В зависимости от механических свойств наплавленного металла применяются электроды 14 типов: Э42, Э46А, Э50...Э150. Тип электрода обозначается буквой Э с цифрой, указывающей гарантированное временное сопротивление разрыву наплавленного металла в КГс/мм2. Буква А после цифр обозначает повышенную пластичность наплавленного металла. По виду покрытия электроды разделяются на: А — с кислым покрытием (ОММ-5, АНО-2, СМ-5, ЦМ-7, МЭЗ-04 и др.), содержащим оксиды железа, марганца, кремния, иногда титана. При плавлении покрытия выделяется большое количество 02, Hg, кроме того, оно токсично. Эти электроды обеспечивают стабильное горение дуги на переменном и постоянном токе. Металл шва отличается повышенной степенью окисления, плотностью и пластичностью; Б — с основным покрытием (УОНИ-13/45, УОНИ-13/5БК, УОНИ-В/85, АНО-Т, ОЗС-5, ДСК-50, СН-11, УП-1/45 и др.), содержащим мрамор — СаСОз, плавиковый шпат — CaF2, кварцевый песок, ферросплавы. Наплавленный металл имеет большую прочность на ударный изгиб, малую склонность к старению и появлению трещин. Эти электроды применяются для сварки на постоянном токе обратной полярности ответственных конструкций из углеродистых и легированных сталей; Р — с рутиловым покрытием (ОЗС-12, АНО-32, ОЗС-6, АНО-6, МР-4, ОЗЛ-32 и др.), содержащим рутил — TiO2, мрамор — СаСОз, полевой шпат — K2O*Al2O3 *6 SiO2, каолин, иногда железный порошок. Они обеспечивают устойчивое горение дуги и хорошее формирование шва во всех пространственных положениях;
Ц с целлюлозным покрытием (ОМА-2, ВСЦ-1, ВСЦ-2, ВСП-1, ВСЦ-4М и др.). При плавлении покрытия выделяется большое количество газов. Эти электроды применяются для сварки металла малой толщины и при сварке в монтажных условиях. П — с прочими покрытиями (ильменитовым, рутил- ильменитовым — АНО-24, рутилосновным АНО-ЗО, фтористокальциевым — АНО-Д и др.). В состав покрытия входят: стабилизирующие, шлакообразующие, легирующие, раскисляющие, газообразующие, формующие, связывающие компоненты. Покрытие обеспечивает газовую и шлаковую защиту зоны сварки и расплавленного металла, рас-кисление и легирование металла сварочной ванны, стабильность горения дуги. По толщине покрытия (отношению диаметра электрода D к диаметру стержня d) электроды изготавливают: М — .с тонким покрытием D/d < 1,2; С — со средним покрытием 1,2 < D/d < 1,45; Д — с толстым покрытием 1,45 < D/d < 1,8; Г — с особо толстым покрытием D/d > 1,8. По допустимому пространственному положению сварки электроды разделяются: для всех положений 1; для всех положений, кроме вертикального — 2; для нижнего, горизонталь- ного и вертикального — 3; для нижнего — 4. По качеству изготовления, состоянию поверхности покрытия электроды бывают 1, 2, 3 групп. По роду и полярности применяемого при сварке или наплавке тока и номинальному на- пряжению холостого хода источника переменного тока электроды подразделяются: 0 — обратная полярность постоянного тока, 4 — любая, 5 — прямая, 6 — обратная для постоянного тока и для переменного тока с напряжением холостого хода 70 В. Примеры условного обозначения электродов: а) тип Э46А по ГОСТ 9467-75 марки УОНИ-13/45 диаметром 3,0 для сварки углеродистых и низколегированных сталей — У, с толстым покрытием — Д, 2-й группы с механическими свойствами направленного металла: sв > 460 МПа (43), d — 22% (2), KCU = 0,35 Дж/мм2 при t = -40 °C (5) с основным покрытием Б для сварки во всех пространственных положениях — 1, на постоянном токе обратной полярности 0:
Э46А-УОПИ-13/45-3,ОУ,0 ГОСТ 9466 -75, ГОСТ 9467-75 Е432(5)-Б1.0
б) типа Э-09Х1МФ по ГОСТ 9467-75 марки ЦЛ-20 диаметром 40 мм для сварки легированных теплоустойчивых сталей — Т с толстым покрытием Д 3-й группы с механическими свойствами наплавленного металла — прочностью на ударный изгиб KCU = 0,35 Дж/мм2 при ОС (2) и длительной прочностью при t < 580 °С (7) с основным покрытием Б для сварки во всех пространственных положениях 1 на постоянном токе обратной полярности 0:
![]()
2. Устройство и работа сварочного трансформатора и выпрямителя
Для питания электрической дуги применяются источники переменного тока — сварочные трансформаторы и постоянного тока — сварочные выпрямители и генераторы (преобразователи), инверторные источники. Сварочный трансформатор состоит из понижающего силового трансформатора и специального устройства (дросселя, шунта, подвижной катушки), предназначенного для регулирования силы сварочного тока, напряжения, и обеспечения, чаще всего, падающей вольтамперной характеристики. Сварочные трансформаторы могут быть с нормальным и повышенным магнитным рассеянием, механическим и электрическим регулированием сварочного тока и напряжения. Наиболее широко применяются сварочные трансформаторы с повышенным магнитным рассеянием. По способу изменения магнитного рассеяния и индуктивного сопротивления они могут быть с магнитным шунтом, подвижными катушками и витковым (ступенчатым) регулированием. У трансформаторов с подвижным магнитным шунтом типа СТШ (рис.1.2) он конструктивно выполнен из двух половин, расходящихся в противоположные стороны.
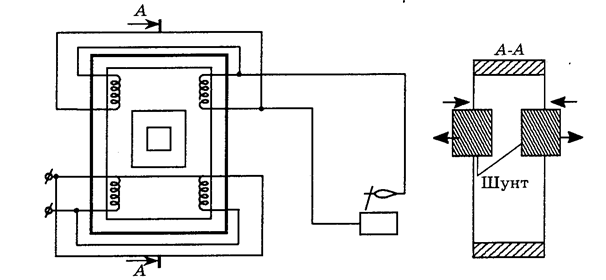
Рис.1.2. Электрическая схема сварочного трансформатора типа СТШ 500-80
Сила сварочного тока регулируется изменением положения шунта в магнитном сердечнике. Когда шунт полностью вдвинут в сердечник, магнитный поток рассеяния и реактивная ЭДС рассеяния максимальны, а сварочный ток минимален. У трансформаторов с подвижными катушками типа ТС, ТСК, ТД (рис.1.3) магнитное рассеяние регулируется изменением расстояния между неподвижной первичной 1 и подвижной вторичной 2 обмотками. Это изменение осуществляется поворотом рукоятки 3 и винта, связанного с подвижной отмоткой. Сила
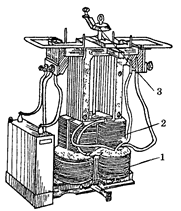
Рис1.3. Сварочный трансформатор типа ТСК-500
сварочного тока увеличивается при сближении обмоток и уменьшается при увеличении расстояния между ними. Напряжение холостого хода при сдвинутых катушках больше, а при раздвинутых — меньше. У трансформаторов типа ТСК конденсаторы, включенные параллельно первичной обмотке, обеспечивают повышение коэффициента мощности. В трансформаторах типа ТД (рис.1.4) применено двухдиапазонное плавное регулирование тока: в диапазоне малых токов катушки первичной и вторичной обмоток включается
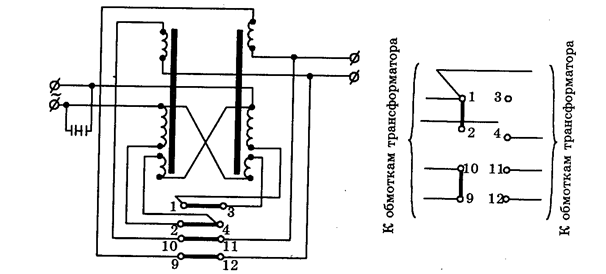
Рис.1.4. Электрическая схема трансформатора ТД-500
I
последовательно, а больших — параллельно. Включение и отключение катушек производится переключателем, смонтированным внутри трансформаторов. Сварочные выпрямители и генераторы выпускаются с падающими и жесткими внешними характеристиками. Выпрямители с падающими внешними характеристиками типа ВД предназначены для ручной дуговой сварки, резки, наплавки, автоматической дуговой сварки под флюсом, а с жесткими внешними характеристиками типов ВС, ВДГ, ВМ и универсальные ВДУ, ВСУ — для дуговой сварки плавящимся электродом в защитных газах и под флюсом. Каждый источник питания дуги рассчитан на определенную (номинальную) нагрузку, при которой он работает, не перегреваясь выше допустимой температуры (по паспорту). Обычно режим работы источников питания при дуговой сварке обозначают: ПН продолжительность нагрузки; ПР — продолжительность работы; ПВ продолжительность включения. Режим работы характеризуется отношением времени сварки к сумме времени сварки и холостого хода

где tсв — время сварки; tп— время пауз. Различие между ПН, ПР, ПВ состоит в том, что в режимах ПН и ПР источники питания (трансформаторы) во время паузы не отключаются от сети и при разомкнутой сварочной цепи работают на холостом ходу, а в режиме ПВ (выпрямители) полностью отключаются от сети.
За номинальный режим работы однопостовых сварочных трансформаторов, выпрямителей, генераторов принят режим ПН = 20, 35 или 60%, а у многопостовых и установок тока для автоматической сварки — ПН = 100%.
3. Выбор режима сварки
Режим обусловливает характер протекания процесса сварки и обеспечивает получение сварного шва заданной формы и размеров. Все определяется диаметром, типом и маркой электрода, коэффициентом наплавки, родом, полярностью и силой тока, напряжением дуги, скоростью сварки, углом наклона и движения электрода, массой наплавленного металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла. При сварке в нижнем положении для выбора диаметра можно пользоваться табл.1.1.
Таблица 1.1 Выбор диаметра стержня электрода по толщине свариваемого металла
| Толщина S свариваемого металла, мм | до 1,5 | 2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16-20 | св. 20 |
|
Диаметр d стержня электрода, мм |
1; 1,6 | 2 | 3 | 3-4 | 4; 5 | 4; 5 | 5 | 5; 6 | 6;8 |
При сварке горизонтальных, вертикальных и потолочных швов независимо от толщины свариваемого металла применяют электроды диаметром dэ <. 4 мм. Тип и марка электрода выбираются в зависимости от марки и механических свойств ( sв , sт , KCV, ) свариваемого металла, назначения и условий работы конструкции (табл.1.2). Сила сварочного тока I выбирается в зависимости от диаметра стержня электродах dэ и положения сварного шва в пространстве. При сварке в нижнем положении
![]()
где К — коэффициент пропорциональности, который при сварке углеродистых и низколегированных сталей в нижнем положении равен 35-60 А/мм для толщины металла 5-30 мм. При сварке горизонтальных и вертикальных швов сила тока уменьшается на 10-15, а потолочных — на 15-20%. Чрезмерно большой сварочный ток приводит к перегреву и разбрызгиванию электродного металла, ухудшению формирования шва, а при сварке тонкостенных заготовок — к прожогу стенок. Сварка на малых токах сопровождается неустойчивым горением дуги, непроваром, малой производительностью. Род тока и полярность выбираются в зависимости от марки свариваемого металла, его толщины, марки электрода, назначения конструкции. Сварка на постоянном токе обратной полярности применяется для тонкостенных заготовок и высоколегированных сталей с целью исключения их перегрева. Сварку углеродистых сталей обычно выполняют на переменном токе. Напряжение для устойчивого горения дуги Uд определяется по формулам:
![]()
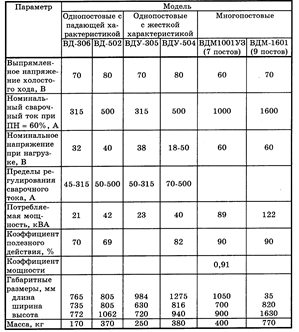
где (Uка = 20-22 — суммарное падение напряжения на катоде и аноде, В; Ее = 3,3-3,8 — градиент напряжения (напряженность) в столбе руги. В/мм; l = (0,5-1, l) d — длина дуги, мм; I — сварочный ток. По выбранным Uд и 1 с учетом производительности и КПД выбирают тип сварочного трансформатора (табл.1.3) или выпрямителя (табл.1.4).
Таблица 1.2 Типы и марки электродов в зависимости от марки и механических свойств свариваемого металла

Таблица 1.3 Технические данные сварочных трансформаторов
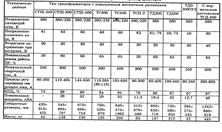
Таблица 1.4 Технические данные сварочных выпрямителей
4. Техника ручной дуговой сварки
При сварке нижних стыковых швов электрод располагают под углом 70-80° к заготовке для обеспечения равномерного покрытия жидкого металла расплавленным шлаком. Для образования сварного шва (рис.1.5, а) электроду сообщается сложное движение: поступательное вдоль оси со скоростью плавления
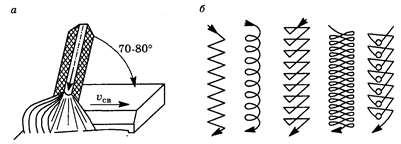
Рис.1.5. Положение (а) и поперечное движение (б) электрода при сварке нижних стыковых швов
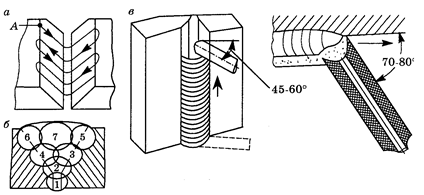
Рис.1.6. Положение и движения электрода при сварке однослойных швов
стержня для поддержания определенной длины дуги и вдоль кромок со скоростью сварки. Колебание конца электрода поперек шва (рис.1.5, б) необходимо для получения определенной его ширины, хорошего провара кромок и замедления остывания сварочной ванны. Характер колебательных движений определяется формой, размером и положением шва в пространстве. При сварке необходимо внимательно следить за расплавлением кромок основного металла и конца электрода, проваром корня шва и не допускать затекания жидкого шлака вперед дуги. При сварке однослойных швов (рис.1.6, а) дуга возбуждается на краю скоса кромки (в точке А), а затем перемещается вниз для проваривания корня шва. На скосах кромок движение электрода замедляется для исключения прожога в зазоре. При сварке многослойных швов (рис.1.6, б) особое внимание уделяется качественному выполнению первого слоя с проваром корня шва, определяющего прочность всего шва. Процесс заканчивается заваркой кратера. Сварка вертикальных швов (рис.1.6, в) выполняется короткой дугой при перемещении электрода снизу вверх и сверху вниз. При сварке горизонтальных швов дуга возбуждается на нижней горизонтальной кромке, а затем переносится на наклонную для поддержания стекающей капли металла. Сварка потолочных швов (рис.1.6, г) выполняется короткой дугой при периодическом замыкании электрода с ванной жидкого металла. Короткие швы длиной до 250 мм сваривают за один проход, т.е. при движении электрода от начала шва к концу. Средние (250-1000 мм) и длинные, более 1000 мм, сваривают за несколько проходов от середины к краям или обратноступенчатым способом.
5. Порядок проведения работы
1. Ознакомиться с процессом зажигания и строением электрической сварочной дуги. 2. Изучить обозначение покрытых электродов. 3. Изучить устройство и работу сварочного трансформатора и выпрямителя. 4. Выбрать режим сварки стали (марку и толщину указывает преподаватель), выбрать тип сварочного трансформатора или выпрямителя, привести его электрическую схему, выполнить сварку и заполнить табл. 5. 1.7. Содержание отчета
1. Схема и краткое описание строения электрической дуги, типов электродов, их покрытий
2. Схема выбранного сварочного трансформатора, выпрямителя, описание его устройства и работы.
3. Выбранный режим сварки (табл.1.5)
Таблица 1 5 Таблица результатов
| Марка и толщина свариваемого металла | Тип, марка и диаметр электрода | Напряжение горения дуги, В | Сила свароч- ного тока, А | Тип трансформа- тора выпрямите- ля и его техни ческие данные | Качество сварного шва по внешнему виду |
© 2009 База Рефератов