
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Отчет по практике: Ознакомление с оборудованием и технологией производства пива
Отчет по практике: Ознакомление с оборудованием и технологией производства пива
Федеральное агентство по образованию
Тульский государственный университет
Кафедра «Пищевые производства»
Отчет
по преддипломной практике
место прохождения: филиал ОАО «ПК Балтика»
Ознакомление с оборудованием и технологией производства пива
Выполнил:
Проверили:
Тула 2008
Содержание
Введение
1. Пиво на Руси
2. Производство напитков в России
3. Сырьё для производства пива
4. Тара
5. Производство солода
6. Производство пива
6.1 Технологическая схема производства пива
6.2 Приготовление пивного сусла
6.3 Сбраживание пивного сусла и фасование пива
7. Оборудование цеха розлива филиала оао «ПК Балтика» «Балтика-Тула»
7.1 Технологическое оборудование линии №1 (ПЭТ)
7.2 Технологическое оборудование линии № 3 (стекло)
7.3 Паллетные транспортеры
7.4 Депаллетизатор
7.5 Паллетизатор
7.6 Укладчик
7.7 Выемщик
7.8 Этикетировочный автомат
7.9 Транспортеры ящиков
7.10 Бутылочный транспорт
7.11 Машина для мойки ящиков
7.12 Бутылкомоечная машина
7.13 Блок розлива
7.14 Термоупаковочный автомат
7.15 Паллетизатор термоупаковок
7.16 Обмотчик
7.17 Технологическое оборудование линии №5 (алюминиевая банка)
7.18 Технологическое оборудование СИП-станции
7.19 Литьевая машина HUSKY G600 PET
8. Оценка качества пива
8.1 Прозрачность
8.2 Цвет
8.3 Аромат
8.4 Вкус
8.5 Горечь пива
8.6 Пенообразование
Заключение
Список литературы
Введение
Пиво представляет собой игристый, освежающий напиток с характерным хмелевым ароматом и приятным горьковатым вкусом, насыщенный углекислым газом (диоксидом углерода), образовавшимся в процессе брожения. Оно не только утоляет жажду, но и повышает общий тонус организма человека, способствует лучшему обмену веществ.
Пивоварение является одним из древнейших производств. Предполагается, что еще за 7 тыс. лет до н.э. в Вавилоне варили пиво из ячменного солода и пшеницы. Затем способ приготовления пива распространился в Древнем Египте, Персии, среди народов, населявших Кавказ и юг Европы, а позже - по всей Европе.
1. Пиво на Руси
Во всех славянских языках присутствует слово «пиво». Раньше этим словом называли не только пиво, но и напиток вообще, Слова «пиво» и «пить» созвучны в славянских языках. Именно славяне были посредниками, передававшими практику использования хмеля другим европейским народам.
Во время археологических раскопок на месте Древнего Новгорода были найдены берестяные грамоты, в которых упоминались перевары. Перевары — это хмельные напитки из меда и пива, отличающиеся большой крепостью. Насколько высоко ценились перевары можно судить по тому факту, что мед и перевары являлись данью на Руси. Следует также отметить, что пиво, солод и хмель входили в состав оброков крестьян за пользование землей.
На Руси пиво и меды разной крепости (легкие — от 2% до 4% алкоголя, средние - от 4,5% до 7%, крепкие - до 17% и даже 35% и более) были ритуальными напитками, употреблявшимися на пирах. Варили пиво в монастырях. В годы царствования великих князей пиво часто упоминается в царских указах. Великий князь Иван III в годы своего царствования (1462—1505) запретил кому бы то ни было варить пиво и употреблять хмель, присвоив это право казне. Позже указ был отменен.
Со временем на Руси появляется все больше пивоварен. В 1715 году по указанию Петра I в Петербург были выписаны солодовщики и пивовары, что способствовало развитию пивоварения. К этому же году относится основание нынешнего пивзавода во Львове. Пиво на Руси становится привычным и популярным и даже попадает на страницы литературных произведений.
На рубеже XVIII-XIX вв. пользовалось известностью пиво московских пивоварен, общее число которых было 236. Судя по всему, они были более мелкими по сравнению с крупными петербургскими. Особенно же славилось тогда калужское пиво, получаемое верховым брожением.
Интересна история петербургского пивоварения. В 1795 г. с высочайшего одобрения Екатерины II Абрахамом Фридрихом Кроном в Петербурге был основан старейшина российского пивоварения — пивзавод, который носил имя Александра Невского. В год на заводе производилось до 170 тыс. декалитров (1 декалитр или 1 дал равен 10 л, а 1 гектолитр или 1 гл - 100 л) пива, которое поставлялось к императорскому столу. В конце XVIII в. Петром Ка-залетом было основано производство пива близ Калинкина моста. Калинкинский пивзавод специализировался на выпуске лучших, элитных сортов пива. В 1848 г. Крон и Казалет объединили свои заводы, в дальнейшем пивоварение велось на Калинкинском пивзаводе, который уже в 1848 г. выпускал 330 тыс. дал. (С 1923 г. этот завод носит имя Степана Разина.) В 1863 г. на Петровском острове был учрежден пивзавод «Бавария» российско-баварского пивоваренного общества, ставший поставщиком двора Его Императорского Величества. В 1872 г. основан завод «Вена» российско-австрийского акционерного общества.
Во второй половине XIX в. общее число пивоварен стало уменьшаться, а в оставшихся крупных производство пива увеличилось. Если в 80-х гг. XIX в. общее число пивоварен достигало почти полутора тысяч, то на рубеже веков их было около тысячи.
Важнейшим толчком для развития промышленного пивоварения стало изобретение паровой и холодильной машин. К концу XIX в. примерно треть заводов была оснащена паровыми машинами, а затем некоторые из них стали пользоваться и электричеством. В 1876 г. Трехгорный пивоваренный завод в Москве выпустил первое пиво. В 1887 г. производительность завода составила около 700 000 дал. Выпускаемое предприятием пиво на Всероссийских промышленных выставках в 1882 и 1896 гг. за качество было удостоено награды «Золотой орел». Завод использовал достижения науки и техники: в 1899 г. предприятие перешло на электрическое освещение, в 1907 г. установило высокопроизводительную паровую машину, в 1911 г. немецкий изобретатель Натан смонтировал свою установку по сбраживанию сусла. В 1908 г. 65 крупнейших заводов произвели, половину всего объема пива. В отрасли тогда работало около 20 тыс. рабочих.
Накануне первой мировой войны по общему объему производства пива среди регионов России лидировала Петербургская губерния, на втором месте была Московская, затем - Лифляндская (обогнавшая другие губернии по числу заводов) и Варшавская губернии. В границах современной Российской Федерации пивоварение было развито в Петербургской, Московской, Самарской, Казанской и Смоленской губерниях. Первое место по отдельным заводам занимало Московское Трехгорное товарищество, затем следовали петербургские заводы Калинкинский и Бавария. Вскоре первая мировая война с ее «сухим» законом и последующие события приостановили на время развитие отечественной пивоваренной промышленности.
В 30—70-е годы XX века пивоваренная промышленность в России была полностью технически реконструирована, построено много новых крупных заводов, технологические процессы были механизированы и автоматизированы.
В настоящее время на многих предприятиях устанавливается современное высокопроизводительное оборудование. Особое внимание уделяется совершенствованию осветления и розлива пива.
При приготовлении пива протекают многие физико-химические, биохимические и другие процессы, обусловливающие качественные и вкусовые показатели готового продукта. Управление этими процессами и получение напитка высокого качества требуют от рабочих знания технологии и оборудования, передовых приемов работы, высокой ответственности за порученное дело.
2. Производство напитков в России
В настоящее время производственные мощности в России по производству пива составляют около 400 млн дал, солода 500 тыс. т, безалкогольных. Многие предприятия работают не на полную мощность, но в последние годы наблюдается постоянный рост производства напитков. В настоящее время предприятия производят около 280 млн дал пива, 300 тыс. т солода. Около 4% пива поступает по импорту.
Среднедушевое потребление пива в России в зависимости от региона составляет 17—27 л на человека в год (в Германии — 146, в Великобритании — 120, в Чешской Республике — 160, в Ирландии ~ 140, в Германии — 140, в Дании — 120, в Австрии — 120. По мнению специалистов, потребление пива в количестве 120—150 л на человека в год является максимальным. Производство пива на душу населения в Санкт-Петербурге приблизилось к европейскому уровню - 124 л, притом, что в среднем по России оно составило 22 л, а в Москве - 34 л.
3. Сырьё для производства пива
В пивоваренном производстве основным сырьем являются ячмень, хмель, вода и дрожжи. Ячмень проращивают в определенных условиях, высушивают и получают солод — основное исходное сырье для производства пива. При этом необходимо хорошо знать химический состав и качественные показатели сырья, чтобы грамотно управлять технологическим процессом с целью получения продукта с заданными характеристиками.
Вода. В пивоваренном производстве вода является технологическим сырьем. В пиве ее содержится 90—95%. Кроме того, вода используется для замачивания зерна, мойки оборудования и тары и др. Общий расход воды на 1 м3 конечного продукта составляет 20—25 м3 в производстве пива, около 15 м3 в производстве напитков. Поэтому к качеству воды предъявляются повышенные требования: должна быть безопасна в эпидемическом и радиационном отношении, безвредна по химическому составу и обладать качествами питьевой воды, быть прозрачной, бесцветной, без запаха и привкуса.
В чистой природной воде всегда содержатся растворимые соли, которые оказывают влияние на вкус напитков, а также на ферментативные процессы. Для производства пива очень важен солевой состав, и от него в значительной мере зависит вкус пива. Содержание солей можно скорректировать соответствующей обработкой. В хорошей воде не должны присутствовать такие вещества, как NaHCO3, NH2, CO2, HNO3. Для питьевой воды существуют ограничения по микробиологическим, токсикологическим показателям и по компонентам, ухудшающим ее органолептические свойства.
Перед использование воду фильтруют и при необходимости хлорируют, удаляя органические вещества. Воду можно обеззараживать микрофильтрованием, хлорированием, озонированием или обработкой перекисью водорода.
4. Тара
Стеклянные бутылки. Для розлива пива и безалкогольных напитков используют бутылки вместимостью 0,5 из зеленого, коричневого, бесцветного стекла. Стекло бутылок должно быть прозрачным и обеспечивать возможность просмотра содержимого. На поверхности и в толще стенок бутылок не допускается наличие щербин, сколов, инородных включений, воздушных пузырей, прилипаний стекла и др. Бутылки должны устойчиво стоять на ровной поверхности, быть термически стойкими при перепаде температур от 70 до 35°С и выдерживать в течение 60 с давление 0,8 МПа.
Для герметизации бутылок с напитками применяют кроненпробки, представляющие собой алюминиевые или металлические гофрированные колпачки, в которые вложена эластичная уплотнительная прокладка из натуральной корковой пробки или из полимерных материалов.
Кеги. Для розлива пива используют бочата вместимостью 25; 50 дм3, называемые кеги.
Ящики для бутылок. Для упаковки бутылок с напитком используют многооборотные гнездовые ящики: дощатые и полимерные. Ящики для бутылок вместимостью по 0,5 дм3 имеют 20 гнезд, а для бутылок 0,33 дм3-30.
5. Производство солода
Основным сырьем для производства пива является солод, который получают проращиванием высококачественного ячменя в искусственных условиях при определенных температуре и влажности. Процесс искусственного проращивания ячменя называется солодоращением, а полученный продукт — свежепроросшим солодом. Основная цель солодоращения — накопление в зерне максимального количества активных ферментов, растворение части крахмала и других веществ.
Свежепроросший солод сушат при повышенной температуре для накопления в нем ароматических и красящих веществ, а также для увеличения сроков его хранения. От высушенного солода отделяют ростки и направляют его на склад для выдержки и завершения биохимических процессов.
На рисунке 1 изображена принципиальная схема получения ячменного солода.
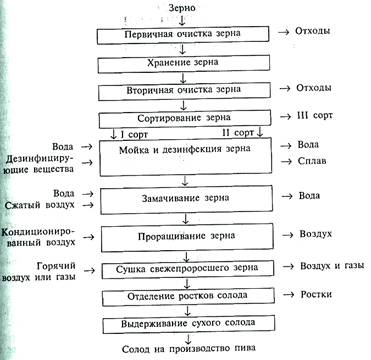
Рис. 1. Приготовление солода
6. Производство пива
6.1 Технологическая схема производства пива
Технологический процесс производства пива (рис. 2) состоит из бедующих основных операций: приема, хранения, очистки и дробления солода, приготовления пивного сусла, приготовления чистой культуры дрожжей, сбраживания пивного сусла, осветления и розлива пива в бутылки, бочки, автотермоцистерны.
6.2 Приготовление пивного сусла
Свежеприготовленный сухой солод, очищенный от ростков, подают в приемный бункер 1, откуда норией 2 поднимают на весы 4, взвешивают и шнеком 5 распределяют по сил осам 6, где выдерживает его не менее 4—5 нед. При этом влажность солода от 3—4% повышаеается до 5—6%. Отлежавшийся солод из силосов пневматическим транспортером направляют на дальнейшую переработку. Под действиям вакуум-насоса 7 в разгрузителе 8 и трубопроводах создается разрежение. Атмосферный воздух засасывается через воронки 3, увлекая с собой солод, и поднимает его в разгрузитель 8. Из разгрузителя через шлюзовой затвор солод поступает в полировочную машину 9, где очищается от пыли, других примесей и норией 2 подается через магнитный сепаратор 10 на автоматические весы 4. Для ускорения процecсa экстрагирования компонентов зерна солод после взвешивания измельчают в вальцовой дробилке 11 и накапливают в бункере 12.
Дробленый солод смешивают с горячей водой температурой около 54°С в заторном аппарате 13а. После тщательного перемешивания (затирания) часть затора (смесь солода с водой) насосом 14 перекачивают в другой заторный аппарат 136, где нагревают до температуры 68—70°С. При таким режиме происходит осахаривание — ферментативный гидролиз крахмала с образованием растворимых, не окрашиваемых иодом Сахаров и декстринов. Большая часть нерастворимых веществ под действием ферментов становятся растворимыми. Затем затор доводят до кипения и после кратковременного кипячения (для разваривания крупных частиц солода — крупки) затор (первую отварку) насосом 14 возвращают в аппарат 13а. При смешивании кипяченой части затора с затором, оставшимся в аппарате 13а, температура всей массы устанавливается примерно 70°С, что необходимо для его осахаривания. По окончании осахаривания часть затора снова перекачивают насосом 14 в котел136 (вторая отварка) для нагревания до кипения и разваривания крупки. Вторую отварку возвращают в аппарат 13а, где после смешивания обеих частей затора температура повышается до 75-78°С. После этого всю массу из аппарата 13а насосом 14 перекачивают в один из фильтрационных аппаратов 24, где отделяют сусло от дробины. Сусло — водный раствор экстрактивных веществ, получаемых при затирании солода. Мутное сусло, получаемое в начале цикла фильтрования, насосом 21 возвращают обратно в фильтрационный аппарат 24. Прозрачное сусло (первое сусло), проходя через фильтрационную батарею или через регулятор давления 22, стекает в один из сусловарочных аппаратов 19.
Промытую солодовую дробину (гущу, оставшуюся после фильтрования затора и промывания его горячей водой) из фильтрационного аппарата насосом 29 перекачивают в бункер для продажи на корм скоту. Промывная вода, содержащая небольшое количество экстрактивных веществ, стекает в сборник 23, откуда насосом 14 перекачивается в аппарат 13а для приготовления следующего затора. В сусловарочном аппарате 19 сусло кипятят с хмелем. При кипячении в сусло переходят горькие и ароматические вещества хмеля, выпаривается некоторое количество воды, происходит частичная денатурация белков и стерилизация сусла. Горячее сусло спускают в хмелеотделитель 16, где задерживаются вываренные хмелевые лепестки, а сусло насосом 15 перекачивается в сборник горячего сусла 17.
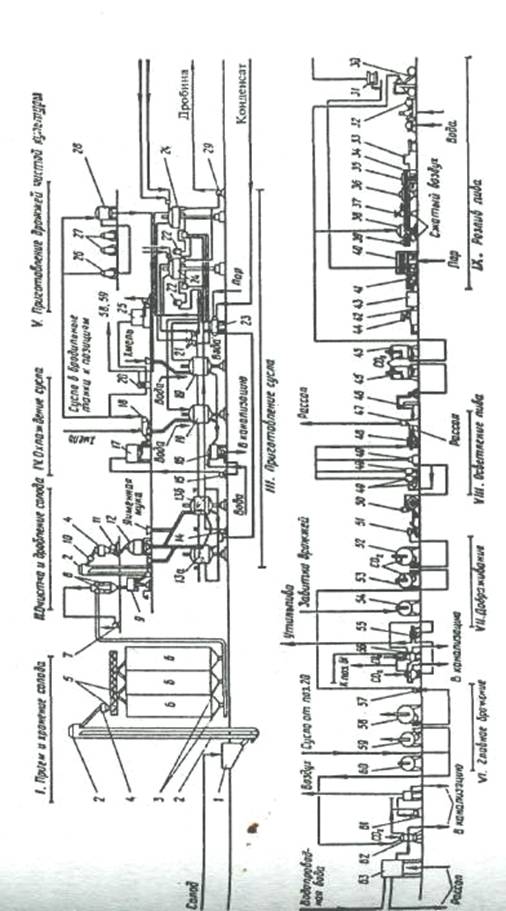
Рис. 2. Аппаратурно-технологическая схема производства пива
Этот способ приготовления горячего сусла не является единственным, но он получил наибольшее распространение.
Из сборника 17 горячее сусло стекает в центробежный сепаратор 18, в котором очищается от взвешенных частиц белка. После сепаратора сусло пропускается через пластинчатый теплообменник 20 (где охлаждается до 5—6°С) в сборник 25, откуда его перекачивают в бродильные аппараты. Осветленное и охлажденное сусло со стандартной концентрацией экстрактивных веществ называется «начальным суслом».
6.3 Сбраживание пивного сусла и фасование пива
Для обеспечения чистоты брожения семенные дрожжи периодически заменяют дрожжами чистой культуры, получаемыми из одной клетки в стерильных условиях. Для размножения дрожжей чистой культуры охмеленное сусло после осветления его в сепараторе 18 стерилизуют в аппарате 26 и перекачивают в бродильные аппараты 27 и 28, в которые вводят чистую культуру дрожжей (из лаборатории). Дальнейшее размножение дрожжей происходит в аппарате 60.
Охлажденное (начальное) сусло заливают в закрытые бродильные аппараты 58 и 59, сюда же добавляют дрожжи из аппарата 60 для разбраживания. По окончании главного брожения, протекающего в течение 6—8 суток, молодое пиво насосом 57 перекачивают в аппараты 52 и 53 для дображивания. Дрожжи, остающиеся на дне бродильных аппаратов, посредством вакуума, создаваемого вакуум-насосом 61, направляются в сборник 62 для повторного использования или в сборник 56 для продажи. Из сборника 56 давлением сжатого диоксида углерода дрожжи перемещают в фильтр-пресс 55. Пиво, отфильтрованное в фильтр-прессе, сливается в танк 54 для переработки. Отмывание дрожжей от остатков пива и охлаждение их производят водой, охлаждаемой в баке 63.
Дображивание молодого пива происходит в аппаратах для дображивания в течение 15—90 сут. в зависимости от типа приготовляемого пива и принятой технологии. По окончании дображивания пиво под давлением диоксида углерода стекает из аппаратов 52 и 53 в смеситель 51, затем насосом 50 нагнетается в сепараторы 49.
В сепараторе пиво освобождается от взвешенных в нем дрожжей, Других микроорганизмов и мелких частиц. Для придания готовому Напитку полной прозрачности и блеска его после сепарирования фильтруют в фильтрпрессе 48. Осветленное пиво охлаждается рассолом в Пластинчатом теплообменнике 47, насыщается диоксидом углерода в Карбонизаторе 46 и сливается в сборники 45.
Отфильтрованное пиво из сборников 45 под давлением СО2 подают в отделение розлива. Ящики с грязными бутылками поступает из склада к автомату 44, который извлекает бутылки из ящиков. Пластинчатым транспортером 42 бутылки направляются в бутылкомоечную машину 40 с щелочным раствором, поступающим из бака 31. Пустые ящики после очистки от мусора в автомате 43 ленточным транспортером 41 подаются к автомату 33 для укладки в них бутылок с продукцией. Вымытые бутылки из моечной машины 40 пластинчатым транспортером 34 передаются к световому экрану 39 для отбраковки, а затем к линии машин-автоматов: разливочному 38, укупорочному 37, бракеражному полуавтомату 36, этикетировоч-ному 35 и укладчику бутылок в ящики 33. Готовая продукция транспортерами передается в экспедицию.
Металлические или осмоленные деревянные бочки, а также кеги перед заполнением их пивом ополаскиваются внутри при помощи шприца, затем обмываются снаружи на полуавтомате 32, снова ополаскиваются внутри, а затем изобарическим аппаратом 30 заполняются пивом, укупориваются вручную и направляются в экспедицию.
7. Оборудование цеха розлива филиала оао «ПК Балтика» «Балтика-Тула»
В цехе розлива установлено 5 линий налива: 2 линии розлива в ПЭТ, линия розлива в стеклянную бутылку, линия налива кег.
7.1 Технологическое оборудование линии №1 (ПЭТ)
Линия №1 оснащена современным оборудованием производства фирмы KHS. Технологическое оборудование представлено пятью автоматами: выдувная машина, блок розлива, этикетировочный автомат, автомат термоупаковки, паллетизатор, и тремя транспортными системами: транспортировки пустой бутылки (воздушный транспорт), транспорт полных бутылок, транспорт треев.
7.2 Технологическое оборудование линии № 3 (стекло)
Линия №3 оснащена оборудованием производства фирм KHS, KRONES, ID, APV, KISTERS. Технологическое оборудование представлено двенадцатью автоматами: депаллетизатор, паллетизатор, выемщик, укладчик, ящичномоечная машина, БММ, инспектор чистой посуды OV1200, блок розлива, этикетировочный автомат, автомат термоупаковки, пастеризатор, паллетизатор термоупаковки, и тремя транспортными системами: бутылочные транспортеры, транспорт ящиков, транспорт паллет.
7.3 Паллетные транспортеры
Поддон (паллета) служит для того, чтобы собирать воедино такие штучные изделия как, ящики, картонные коробки, лотки и т.д., с тем, чтобы образовались грузовые единицы, предназначенные для транспортировки, погрузочно-разгрузочных работ, хранения и штабелирования. Для транспортировки поддонов применяются роликовые транспортеры, подразделенные на сегменты и оснащенные индивидуальным приводом.
7.4 Депаллетизатор
Поддон, загруженный ящиками с пустыми бутылками, по подающему транспортеру подается в положение разгрузки. Система захвата берет полностью верхний слой. Далее происходит мягкое поднятие, горизонтальная транспортировка манипулятором до приемного стола и опускание ящиков. Последующие вертикальные движения подъемной рамы с манипулятором и системой захвата подгоняются по высоте соответствующего верхнего слоя ящиков.
Все управляющие, переключающие и программируемые приборы расположены в электрошкафу. Магазин паллет имеет возможность накапливать стопку паллет и затем разделять ее поштучно и передавать далее. Разгруженные ящики направляются по транспортерам на соединительный стол, а затем для разгрузки на выемщик.
7.5 Паллетизатор
Движущиеся по подающему транспортеру ящики с готовой продукцией размещаются на распределительном столе, формируя при этом требуемые слои. Система захвата берет целиком весь слой и переставляет его как при распаковке на поддон для пустой тары. Принцип работы аналогичен работе депаллетизатора, но в обратном порядке. После полной загрузки поддона он по роликовому транспортеру выводится из зоны загрузки. Все движения осуществляются с помощью последовательного электронно-механического управления.
7.6 Укладчик
Пустые ящики заходят по транспортерной ленте в упаковочную область машины и затем точно позиционируются в положении упаковки с помощью стопоров.
7.7 Выемщик
Ящики с грязной посудой заходят по транспортерной ленте в распаковочную область машины и затем точно позиционируются в положении распаковки с помощью стопоров. Процесс разгрузки начнется когда:
1) имеется в наличии необходимое количество ящиков (нет лишних) - контролируется соответствующим фотодатчиком,
2) нет затора на выходе и недостатка на входе ящиков - контролируется соответствующими фотодатчиками на транспортере,
3) нет затора бутылок в области стола бутылок на отводящем транспортере - контролируется соответствующим фотодатчиком.
7.8 Этикетировочный автомат
Входной транспортер передает бутылки на этикетировочный автомат. Если бутылки есть, короб этикеток с помощью электропневматики настраивается в рабочее положение, если нет, отводится назад. После нанесения этикетки, фотодатчиком производится контроль её наличия на бутылке. Информация об этом передается на инспектор уровня налива.
Инспекторы налива FT-70 производят контроль уровня налива и наличия крышки, или контроль уровня налива и наличие этикеток. На выходе машины расположен заторный стол бутылок с контрольным выключателем (индуктивный датчик).
7.9 Транспортеры ящиков
Транспортеры для ящиков оснащены редукторными двигателями.
Рабочий ритм работы (старт, стоп) транспортеров ящиков зависит от нехватки или от скопления ящиков. Он задается фотореле.
7.10 Бутылочный транспорт
Бутылочный транспорт является соединительным путем между отдельными машинами. Транспортеры состоят из отдельных сегментов, привод осуществляется от электродвигателей с частотной регулировкой. По сигналам с фотодатчиков и индуктивных выключателей накопления происходит регулировка скорости транспортеров, а также вырабатываются сигналы управления, влияющие на производительность автоматов.
На бутылочных транспортерах, перед блоком розлива и этикетировочным автоматом, установлена система схождения бутылок без давления ACU 3000. Эта система заводит бутылки вдоль направляющей друг между другом наподобие замка "молнии". Упавшие бутылки и бой в потоке удаляются в сторону без помех функционированию. Применение этой системы позволяет избавиться от застревания бутылок, регулировать скорость транспортеров и влиять на производительность последующей машины. В состав системы входят: регулирующий компьютер ACU 3000; фотодатчики, определяющие пробелы, заторы, заклинивания, упавшие бутылки; электропневмоклапан-толкатель.
7.11 Машина для мойки ящиков
Однопоточный транспортер ящиков, предназначенный для прохождения ящиков через отдельные участки машины, приводится в движение посредством редукторного двигателя с вариатором скорости. Машина подразделена на две зоны обработки: опрыскивание горячей водой и опрыскивание холодной свежей водой. Горячая вода, поступающая с БММ, подогревается паром благодаря автоматическому регулятору температуры.
7.12 Бутылкомоечная машина
Пивные бутылки изготавливают из прочного прозрачного стекла коричневого, темно-зеленого или оранжевого цвета, не пропускающего вредных для пива некоторых цветов спектра солнечного света. Солнечный свет интенсифицирует в пиве некоторые химические реакции, в результате которых образуются вещества с неприятным запахом.
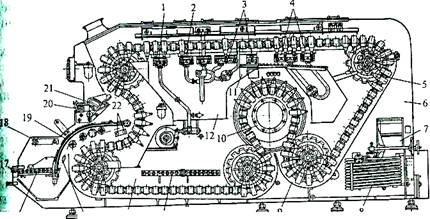
Рис. 3. Бутылкомоечная машина (продольный разрез)
В зимнее время бутылки перед подачей в мойку предварительно выдерживают в теплом помещении для обогрева. Это способствует снижению боя.
На рис. 3 представлена схема бутылкомоечного автомата. Кассеты для бутылок закреплены на двух втулочно-роликовых цепях-5, образующих бесконечный конвейер. Цепи конвейера обкатываются по пяти парам звездочек, из которых одна пара является ведущей. После схода со звездочек цепи перекатываются на роликах по направляющим, приваренным к стенкам корпуса автомата.
В нижней части корпуса 6 автомата, выполненного из листовой стали, имеются две ванны 9 и 14 для отмачивания бутылок. В верхней части корпуса расположены шприцевальные устройства 1, 2, 3 и - 4 для обработки бутылок щелочными растворами, теплой и холодной водой, а также ванны 11 и 12 для приема моющих жидкостей после шприцевания.
В нижних щелочных ваннах установлены теплообменники 8 и 13 для нагревания щелочных растворов и сетчатый барабан 7 для улавливания из раствора смытых этикеток. Воду в верхней водяной ванне нагревают паром через барботер. Механизм загрузки выполнен в виде ряда валиков 16, вращающихся в одном направлении. Вращаясь, валики стола загрузки переносят грязные бутылки с пластин-1 транспортера 17 к криволинейным направляющим 19, по которым поперечные планки 15 задвигают их в очередную кассету. В кассете помещается 16 бутылок.
Чистые бутылки из кассеты выгружаются на наклонные желоба механизма разгрузки 21, устанавливаются им в вертикальное положение и сталкиваются на пластинчатый транспортер 20.
Для мойки бутылок в автомате установлен ступенчатый температурный режим с постепенным повышением и последующим понижением температуры моющих жидкостей. При резком перепаде температур увеличивается бой бутылок.
В бутылкомоечном автомате установлен следующий порядок мойки бутылок.
На столе загрузки бутылки орошаются теплой водой (температура 25—30°С), стекающей из ванны 12 в оросительную трубу 18. При этом бутылки подогреваются, и часть загрязнений смывается.
Перед первой отмывочной ванной бутылки обливают из труб 22 слабощелочной водой, стекающей из ванны 11, температурой 40-45°С. Вода, используемая на столе загрузки и перед первой отмочной ванной, сильно загрязнена и поэтому ее спускают в канализацию.
В первой щелочной ванне 14 происходит отмачивание загрязнений в 1,8—2%-ном щелочном растворе (раствор NaOH с добавлением Na^COj) при температуре 60—65"С.
После выхода из ванны 14 кассеты обкатываются по барабану 10, и в это время бутылки шприцуются из форсунок щелочным раствором температурой 60—65°С для удаления этикеток.
Во второй щелочной ванне 9 загрязнения на бутылках отмачиваются в 1,8—2%-ном щелочном растворе при температуре не ниже 80°С. В качестве моющего раствора могут использоваться также кальцинированная сода Na2CO3, тринатрийфосфат Na3PO4, жидкое стекло Na20-nSi02.
На верхнем горизонтальном участке трассы бутылки подвергаются многократному шприцеванию изнутри под избыточным давлением 0,3 МПа и обливанию снаружи горячим щелочным раствором температурой 60—65°С, теплой и холодной водой температурой соответственно 40-45, 25-30 С.
Вымытые и охлажденные бутылки проходят несколько позиций для стока воды, а затем выпадают из кассеты на стол разгрузки.
Подлежащие мойке бутылки направляются по транспортеру на автоматическую загрузку в БММ..
В процессе обработки бутылки проходят различные зоны БММ, замачиваются, шприцуются изнутри и снаружи. Контроль давления насосов при помощи датчиков давления предупреждает засасывание воздуха при загрязнении сетчатых фильтров и тем самым выход их из строя. Электропневмоклапана обеспечивают подпитку в различные ванны и подачу моющих и дезинфицирующих сред.
При обработке бутылок с алюминиевой фольгой необходима вытяжка газообразного водорода, который образуется в результате химического растворения алюминия в щелочи и при определенной концентрации взрывоопасен. Вытяжка газа происходит автоматически. С помощью приводимой в движение электроприводом очистной ленточной сетки из машины выводятся смытые этикетки, поступающие далее в этикетный пресс. Последний предназначен для обезвоживания, сжатия и транспортировки отмытых бутылочных этикеток и состоит из гидронасосу, гидроцилиндра, системы электромагнитных клапанов.
После обработки, отмытая бутылка по транспортерам направляется на блок розлива.
7.13 Блок розлива
Пиво разливают в тару в изобарических условиях, т. е. когда оно находится при избыточном постоянном давлении. При розливе без давления пиво будет пениться, что приведет к потере СО2 и неполному наливу в емкости.
На заводах эксплуатируются линия розлива производительностью до 60 тыс. бутылок в час.
Температуру пива при розливе поддерживают не выше 3°С.
Бутылки наполняют пивом при противодавлении, создаваемом диоксидом углерода, укупоривают их кронен-пробкой, в которой имеется прокладка из натуральной или прессованной пробки, а также из специальной полимерной пасты. Пробковая прокладка должна быть чистой, не плесневелой, а лаковое покрытие на колпачке без повреждений.
Режимы работы блока розлива зависят от следующих факторов:
- заполнение входного транспортера,
- заполнение транспортёра на выходе,
- состояния предшествующих инспектора чистой посуды и ACU 3000.
Привод разливочного и укупорочного устройств осуществляется через соответствующие редукторы и карданные валы посредством двигателя с частотным регулированием скорости вращения. Привод устройств регулирования по высоте разливочного и укупорочного устройств осуществляется отдельными редукторными двигателями, диапазон регулировки ограничен индуктивными выключателями.
Передача электроэнергии и управляющих сигналов из неподвижной части во вращающуюся часть машины происходит через электрораспределитель, представляющий собой систему контактных колец и угольных щеток с серебряным покрытием.
На входном конвейере установлен фотодатчик на пробел, по которому закрывается барьер блока розлива.
Пиво в кольцевой резервуар блока розлива подаётся по трубопроводу. Регулирование уровня продукта в баке в программе розлива производится контроллером по сигналам поплавковых датчиков уровня путем открытия или закрытия регулирующего клапана подачи пива.
С помощью вакуумного насоса через вакуумный канал создается вакуум в бутылке. Для поддержания температуры рабочей воды применяется капиллярный клапан.
Система управления машины задействует насос централизованной системы смазки автоматически в определенные интервалы времени. Система вспенивания состоит из насоса высокого давления, пропорционального вентиля регулировки давления, фильтра, нагревательного резервуара с тэнами, электромагнитных клапанов, датчиков температуры, датчика уровня, манометров. Пропорциональный вентиль регулировки давления впрыска в зависимости от производительности машины регулирует давление впрыска. Температура в бачке поддерживается периодически включением тэна и контролируется датчиком температуры. Температура сопла поддерживается периодически открытием байпаса и соответствующим увеличением протока горячей воды через него
Система подачи и ориентации пробки включает в себя: вибраторы, наклонный и горизонтальный норий, и непосредственно укупорочное устройство. Вибратор и транспортеры пробок включаются по команде укупора (в зависимости от заполнения бункера). Далее пробка ориентируется определенным образом, и поступает в канал.
На выходе машины расположен заторный стол бутылок с контрольными выключателями (индуктивные датчики).
7.14 Термоупаковочный автомат
Темоупаковочный автомат в плане электроники и механики является одним из самых сложных. В нем необходимо синхронизировать много различных операций, причем нарезка и подача пленки синхронизируется функционально.
Скорость движения ленты подачи пленки должна быть равна скорости главного привода в момент захода пленки под упаковку, затем она увеличивается, чтобы дать возможность обернуть пленку и выпустить кусок новой пленки необходимой длины перед отрезанием. В тоннеле для нормального протекания процесса сварки и термоусадки пленки необходимо поддерживать строго определенную температуру воздуха, который гонят вентиляторы.
7.15 Паллетизатор термоупаковок
Данный автомат конструктивно можно разделить на 3 части: транспорт паллет, магазин паллет, непосредственно паллетизатор.
Магазин паллет принимает стопку паллет от первого сегмента паллетного транспорта и затем разделяет ее поштучно и передает далее.
Транспорт паллет состоит из отдельных сегментов на каждом из которых установлен фотодатчик и электродвигатель с тормозной муфтой.
Стол распределения потоков, расположенный перед паллетизатором, имеет более сложную конструкцию. Пластиковые сегменты в зависимости от состояния стрелки будут перемещаться влево или вправо при движении вперед, передвигая стоящую на них упаковку. Входной датчик определяет наличие термоупаковки на транспортере и в зависимости от состояния внутреннего счетчика (считает упаковки) производится переключение стрелки.
Автомат паллетизатор выполняет формирование слоя на столе сдвигание его на передвижную каретку, позиционирование каретки относительно поддона и перекладки слоя на поддон. Входные транспортеры состоят из резиновой ленты и роликового транспортера, движущихся с разной скоростью, что позволяет создать между упаковками зазор, служащий для подсчета их количества по сигналам с фотодатчиков. Готовый ряд сдвигается толкателем, положение которого отслеживается инициаторами, а движение лопаты (вверх-вниз) приводится посредством электродвигателя и ограничено инициаторами. Перемещение платформы осуществляется с помощью электродвигателей, управляемых частотными преобразователями. Для предотвращения случайного попадания человека в зону автомата дверь ограждения контролируется концевым выключателем, установлены фотобарьеры.
7.16 Обмотчик
Фирме Franpack удалось создать довольно оригинальную конструкцию обмотчика. Диаметр круга ощутимо превышает размер паллеты, поэтому нет необходимости в точном позиционировании, оно осуществляется по одному датчику, а электродвигатель не имеет тормозной муфты. Температура сварки пленки управляется электронным регулятором.
7.17 Технологическое оборудование линии №5 (алюминиевая банка)
Линия №5 оснащена современным оборудованием производства фирмы KHS. Технологическое оборудование представлено следующими автоматами: депаллетизатор, воздушный транспортёр, блок розлива, блок укупоривания банок, транспортёр банок, туннельный пастеризатор, маркиратор, две системы контроля банок, система контроля налива каждого крана блока розлива, термоупаковочная машина, паллетизатор, обмотчик, система централизованной смазки, система обработки блока розлива, система обработки линии. Практически все автоматы (кроме системы централизованной смазки, системы обработки блока розлива, системы обработки линии) имеют между собой коммуникации с целью передачи информационных или аварийных сигналов.
7.18 Технологическое оборудование СИП-станции
Для проведения плановых санитарных мероприятий в цехе розлива используется СИП-станция. Она работает в различных режимах в зависимости от требуемой СИП-программы. На территории находятся 4 танка: TOl-танк для холодной воды; ТО2-танк для горячей воды; ТОЗ-танк для горячего щелока; ТО5-танк для кислотного раствора.
И 2 емкости: ТО6-емкость для концентрированной кислоты; ТО4-емкость для концентрированного каустика.
В зависимости от требуемой программы используются различные танки: стерилизация -Т01,Т02, щелочной СИП - Т01, Т02, ТОЗ и кислотно-щелочной СИП - Т01, Т02, ТОЗ, Т05 (все танки).
7.19 Литьевая машина HUSKY G600 PET
В производстве преформы используются автоматы фирм HUSKY, PLASTIC SYSTEMS ,GREEN BOX и ПИТЕРБУРГСКИЕ ТЕХНОЛОГИИ.
Литьевая машина HUSKY состоит трех основных частей:
1. Блок экструдера предназначен для пластификации и дозированной подачи расплава в дозатор, а затем в пресс-форму.
2. Блок зажима предназначен для непосредственного перемещения пресс-формы с заданным тоннажем для производства преформы.
3. Робот необходим для удаления преформы из пресс-формы и выгрузки ее на отводящий транспортер с промежуточным охлаждением на инструментальной плите.
Комплекс сопутствующего оборудования PLASTIC SYSTEMS включает в себя:
1. Осушитель в котором гранулянт проходит стадию осушения до достижения точки «росы» - ЗО*С или достижения влаги в грануляте до 0,03%.
2. Вакуумный бункер необходимый для забора красителя и его хранения.
3. Дозатор позволяющий по определенному алгоритму добавлять краситель в гранулянт.
4. Установка микроклимата непрерывно подающая сухой воздух в блок зажима и робот.
5. Отводящий транспортер перемещающий изготовленные преформы от робота на линию.
6. Системы насосов поддерживающих циркуляцию охлаждающих сред между автоматами.
Транспортировка преформ с отводящего транспортера в накопительный бункер выдувной машины осуществляется по трехсегментному транспортеру фирмы ПИТЕРБУРГСКИЕ ТЕХНОЛОГИИ.
Комплекс оборудования фирмы GREEN BOX предназначен для поддержания заданной температуры на различных автоматах участка по изготовлению преформ. Он состоит из дублированной системы компрессоров охлаждения воды и системы охлаждения непосредственно самих компрессоров.
8. Оценка качества пива
Пиво производят трех типов: светлое, полутемное, темное. По Способу обработки его подразделяют на непастеризованное и пастеризованное.
Качество пива характеризуется прозрачностью, цветом, ароматом, вкусом и пенообразованием.
8.1 Прозрачность
Пиво, налитое в бокал, должно быть прозрачным, производить приятное впечатление и удовлетворять эстетическим требованиям. При просматривании на свет через стекло светлое пиво должно искриться и давать блеск.
8.2 Цвет
По цветности пиво разделяют на светлое, полутемное и темное с характерным для каждого сорта оттенком. Светлое пиво должно иметь светло-золотисто-желтый цвет. К темным сортам пива предъявляют менее жесткие требования, однако, в них должна быть определенная взаимозависимость цвета с вкусовыми свойствами.
8.3 Аромат
Типичные сорта пива различаются между собой ароматом. Для светлых сортов пива характерен хмелевой, а для темных - солодовый аромат. Микроорганизмы в пиве могут вызвать появление постороннего запаха.
8.4 Вкус
На вкус пива влияют многие факторы: состав воды и солода, качество хмеля, применяемая раса дрожжей, режимы приготовления сусла и брожения и дображивания молодого пива. Вкус, придаваемый пиву качественным хмелем и солодом, называют чистым. Большое значение для вкуса пива имеет хорошее насыщение диоксидом углерода. Это придает ему освежающий вкус. В светлом пиве преобладает тонкая хмелевая горечь, сочетаемая с едва уловимым вкусом экстракта солода. Полутемному пиву присущ солодовый вкус с привкусом карамельного солода, темному — полный солодовый вкус с выраженным привкусом карамельного или жженого солода, соответствующий типу пива. Для темного пива характерны четко, выраженный солодовый вкус и незначительная сладость.
8.5 Горечь пива
Характерная горечь зависит от качества и свежести хмеля. Хмель с базисными нормами качества придает пиву приятную мягкую горечь, а хмель с ограничительными нормами качества дает более грубую горечь. Хмелевая горечь в пиве хорошего качества должна ярко ощущаться только в момент его употребления, а затем ощущение горечи быстро проходит. Если ощущение горечи остается, то это объясняется низкой степенью дисперсности хмелевых веществ, повышенной концентрацией полифенолов хмеля и высокой карбонатной жесткостью воды.
8.6 Пенообразование
Признаком высокого качества пива является густая и стойкая пена. Пиво с такой плотной пеной обладает полнотой вкуса и долго сохраняет свежесть. По внешнему виду пена бывает: компактная, мелкая, плотная, пузырчатая, рыхлая, неустойчивая. Она состоит из пузырьков диоксида углерода, покрытых пленкой поверхностно-активных веществ.
При наливании пива в бокал должно происходить медленное выделение пузырьков СО2 с образованием устойчивой компактной пены. В первый момент скорость образования пены значительно превышает скорость ее исчезновения, поэтому образуется шапка пены. Затем выделение СО2 замедляется, распад начинает преобладать над ее образованием и объем пены уменьшается
Заключение
Во время прохождения преддипломной практике на филиале ОАО «ПК Балтика» «Балтика-Тула» мною была рассмотрена современная технология розлива пива в стеклянную бутылку, кеги, ПЭТ, алюминиевую банку. Ознакомился с технологическим оборудованием линий. Изучены устройства и принцип действия нескольких автоматов линии №3, а именно, блок розлива и палейтизатор термоупаковок. Появился навык работы с ним. Рассмотрены требования, предъявляемые к готовой продукции и таре, а также к стойкости и качеству пива, к производственной санитарии и безопасности труда.
Список литературы
1. Ермолаева Г.А., Колчева Р.А./ Технология и оборудование производства пива и безалкогольных напитков: Учеб. для нач. проф. образования. -М.: ИРПО; Изд. центр «Академия», 2000. - 416 с.
2. Материалы, предоставленные филиалом ОАО «ПК Балтика» «Балтика-Тула»
© 2009 База Рефератов