
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Дефекты сварных соединений и методы их выявления, особенности сварки чугуна
Реферат: Дефекты сварных соединений и методы их выявления, особенности сварки чугуна
Реферат на тему:
"Дефекты сварных соединений и методы их выявления, особенности сварки чугуна"
В процессе сварки в металле шва и зоне термического влияния могут возникать дефекты, которые снижают прочность соединения, приводят к негерметичности швов, снижают эксплуатационную надежность изделия. Причины возникновения дефектов различны, поэтому и меры по их предупреждению и устранению также различны.
По месту расположения различают дефекты наружные и внутренние. Наружные дефекты, как правило, могут быть выявлены при внешнем осмотре. Для обнаружения внутренних дефектов применяют специальные методы неразрушающего или разрушающего контроля.
Некоторые виды дефектов в сварных соединениях показаны на рис. 2. Наиболее характерными дефектами при сварке являются дефекты формирования шва (непровары, прожоги, подрезы, наплывы). Их происхождение связано с нарушением режима сварки. Они могут появиться в результате неправильной подготовки и сборки свариваемого стыка. Для предотвращения образования дефектов формирования необходимо следить за исправностью сварочного оборудования, правильностью подготовки стыка, соответствием квалификации сварщика выполняемой работе.
Один из наиболее опасных дефектов – непровар. При дуговой сварке его появление связано с недостаточным сварочным током. Опасность непровара заключается в том, что при нагружении изделия в процессе эксплуатации непровар создает концентрацию напряжений. Напряжения, возникающие в этом месте, могут в несколько раз превышать средние напряжения в изделии, а это приводит к разрушению изделия при нагрузках, значительно меньших, чем расчетные. Непровары обязательно устраняют подваркой дефектных участков.
Металлургические и тепловые явления, происходящие в процессе формирования и кристаллизации сварочной ванны, служат причиной возникновения трещин в металле шва и околошовной зоне, пор, шлаковых включений, а также неблагоприятных изменений свойств металла шва и зоны термического влияния. Дефекты этой группы могут появиться при использовании некачественных исходных материалов, сырых электродов или электродов, не соответствующих свариваемому материалу.
Существенное значение имеет состояние сварочной оснастки, оборудования. Для предупреждения дефектов выполняют проверку качества исходных материалов, их подготовки к сварке, состояния поверхности, а также проверку оборудования и оснастки. В процессе сварки строго контролируют режим, следят за зачисткой промежуточных швов, за правильной заваркой кратеров, своевременным выполнением необходимой термической обработки соединения.
Недопустимыми дефектами сварных соединений являются трещины. Подобно непроварам, они служат концентраторами напряжений. Для устранения выявленных трещин в дефектном месте делают выборку металла и проводят ручную подварку.

Рис. 2. Виды дефектов в сварных соединениях:
а – наплыв; б – непровар; в-поры; г – подрезы; д – трсщины,
е – включения
Иногда бывает достаточно перед подваркой засверлить концы трещины для предотвращения ее распространения при подварке.
Менее опасны поры. Они имеют округлую форму и не создают опасной концентрации напряжений, поэтому незначительное количество таких дефектов иногда допускается, однако их размеры и количество на определенной длине шва строго регламентируются технической документацией на изделие.
При контактной сварке к наружным дефектам могут быть отнесены глубокие вмятины от электродов, выплески металла, смещение осей заготовок, к внутренним дефектам – поры, трещины, включения.
Вопросам качества в нашей стране постоянно уделяется пристальное внимание. Внедряемая на предприятиях система государственной приемки изделий предусматривает организацию контроля качества, своевременное выявление дефектов, их анализ и принятие оперативных мер по их предупреждению. Качество сварных соединений обеспечивается постоянным контролем всего производственного цикла: предварительным (контроль материалов и оборудования), текущим (контроль в процессе выполнения сварочных работ) и окончательным (контроль готовых сварных заготовок и изделий).
Для обнаружения дефектов применяют различные методы контроля. Если при контроле не нарушается целостность сварного соединения, то используемый при этом метод относится к неразрушающим методам контроля.
К неразрушающим методам контроля относятся внешний осмотр, контроль на герметичность, методы обнаружения скрытых дефектов (магнитный, радиационный, ультразвуковой), методы обнаружения дефектов, выходящих на поверхность (магнитный, люминесцентный, цветной).
Внешний осмотр выполняют невооруженным глазом или с использованием лупы (обычно не более 10‑кратного увеличения), а также различного мерительного инструмента и шаблонов.
Контролю на герметичность подвергают емкости, сосуды и трубопроводы. При гидравлическом испытании внутри емкости создают избыточное давление жидкости, превышающее в 1,5–2 раза рабочее давление, и после выдержки 5–10 мин осматривают с целью обнаружения течи.
Хорошие результаты при обнаружении негерметичности дает керосино-меловая проба. Контролируемую поверхность окрашивают мелом, а с противоположной стороны заготовку (или сварной шов) смазывают керосином. При наличии неплотности керосин проникает через дефекты размером 0,1 мм и менее и выступает в виде темных пятен на окрашенной мелом поверхности. Испытания на непроницаемость могут выполняться также пневматическим, вакуумным методами и с помощью гелиевого течеискателя.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах расположения дефектов при намагничивании контролируемых заготовок. Достаточно прост метод магнитного порошка. На поверхность намагниченной (например, соленоидом) заготовки наносят железные опилки. Над местом расположения дефекта создаются скопления порошка. Этим способом можно обнаружить невидимые невооруженным глазом поверхностные трещины, внутренние трещины, залегающие не глубже 15 мм, расслоение металла, поры, включения шлака. При индукционном методе магнитный поток в заготовке наводят электромагнитом переменного тока, а дефекты обнаруживают катушкой искателя, в которой полем рассеяния создается ЭДС, вызывающая звуковой или оптический сигнал на индикаторном устройстве.
Радиационные методы основаны на способности рентгеновского и гамма-излучения проникать через металлы. Выявление дефектов происходит за счет того, что участки металла с дефектами и без дефектов по-разному поглощают излучение. На рис. 30.2 показана схема рентгеновского просвечивания сварного шва. Испускаемое рентгеновской трубкой излучение проходит через металл и фиксируется на чувствительной фотопленке. В местах, где имеются дефекты, на пленке образуются более темные пятна. Чувствительность метода позволяет выявлять дефекты, размеры которых составляют 1–3% толщины металла. Вид и размеры дефектов определяют сравнением проявленной пленки с эталонными снимками.
При просвечивании заготовок гамма-излучением источниками излучения служат радиоактивные изотопы, например, кобальт‑60. Ампулу с таким изотопом помещают в свинцовый контейнер для защиты обслуживающего персонала. Гамма-излучение может проникать в металл глубже, чем рентгеновское, и позволяет просвечивать заготовки с толщиной металла до 300 мм.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. В дефектоскопии ультразвуковые волны получают в пьезоэлектрических материалах (кварц, сульфат лития, титанат бария и др.). Пьезоэлектрический щуп ультразвукового дефектоскопа помещают на поверхность контролируемой заготовки и периодически в виде импульсов посылают в металл направленные ультразвуковые колебания, частота которых обычно превышает 20 кГц (рис. 30.3). При встрече с дефектом возникает отраженная ультразвуковая волна, которая воспринимается другим щупом (а иногда тем же, подающим). Отраженный сигнал преобразуют в электрический и подают на осциллограф, на экране которого возникает импульс в виде пика. Ультразвуковой контроль позволяет обнаружить дефект размером 1–2% толщины заготовки, определить его местонахождение, однако не всегда позволяет установить вид дефекта. Люминесцентный метод основан на способности некоторых веществ светиться в холодном состоянии под воздействием освещения, электрического тока или химических реакций. Явление свечения некоторых веществ под действием светового излучения ультрафиолетового диапазона называется флюоресценцией. Светящиеся вещества называются люминофорами.
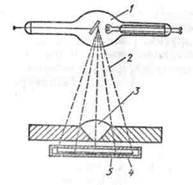
Рис. 3. Рентгеновское просвечивание сварного шва:
/ – рснтгеновскся трубка; 2 – рентгеновское излучение; 3 – сварной шов;
4 – кассета, 5 – фотопленка
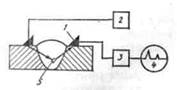
Рис. 4. Ультразвуковой контроль:
1 – пьезоэлектрический щуп; 2 – генератор ультразвуковых колебаний; 3 – усилитель; 4 экран дефектоскопа; 5 – дефект
Метод пригоден для выявления только поверхностных дефектов, в которые может проникнуть люминофор. Испытуемую деталь помещают в раствор люминофора в керосине или трансформаторном масле (чтобы деталь не корродировала) и выдерживают 15 мин. Раствор проникает в поверхностные дефекты, и после удаления его остатков деталь сушат. Под действием ультрафиолетового облучения люминофор, остающийся в поверхностных дефектах, начинает светиться и выявляет их.
К разрушающим методам контроля относятся механические испытания, металлографические исследования, а также специальные испытания с целью получения тех или иных характеристик (например, усталостной прочности, коррозионной стойкости). Эти испытания проводят на специальных образцах, вырезанных из сварных соединений.
Температура плавления чугунов зависит от их химического состава и примерно составляет 1200–1250оС.
Структура чугуна зависит от скорости охлаждения и содержания в нём углерода и легирующих примесей. По структуре чугуны разделяют на белые и серые.
Белый чугун получил своё название от вида излома, который имеет белый или светло-серый цвет. Углерод в нём находится в химически связанном состоянии в виде цементита Fe3C. Цементит хрупок и обладает высокой твёрдостью, поэтому белый чугун не поддаётся механической обработке, для изготовления изделий применяется редко и сварке не подлежит.
Из белого чугуна путём специальной термической обработки (длительная выдержка при температуре 1000оС) получают ковкий чугун. По механическим свойствам он пластичнее белого чугуна. Название «ковкий» это условное название, чугуны не используют в виде поковок, они практически не куются.
Высокопрочные чугуны получают добавлением в сплав некоторых легирующих элементов (магния, церия и др.). Серый чугун содержит в своём составе почти весь углерод в виде графита, поэтому излом его имеет серебристо-серый цвет. Серый чугун хорошо обрабатывается режущим инструментом, поэтому он широко применяется как конструкционный материал. Серый чугун дешевле стали, отличается хорошими литейными свойствами, высокой износостойкостью, способностью гасить вибрации, хорошей обрабатываемостью. Отрицательными его свойствами являются пониженная прочность и высокая хрупкость.
Чугун маркируют по буквенно-цифровой системе: первые буквы (С, К и В) обозначают серый, ковкий и высокопрочный чугун соответственно; вторая буква (Ч) обозначает чугун. В сером чугуне две цифры указывают на временное сопротивление. Например, в марке СЧ10 буквы СЧ обозначают серый чугун, 10 – временное сопротивление. В обозначениях ковкого и высокопрочного чугунов после буквенной маркировки (КЧ и ВЧ) первые две цифры также обозначают временное сопротивление, а вторые две относительное удлинение, например КЧ 35–10 (ковкий чугун с временным сопротивлением не менее 350 МПа и относительным удлинением не менее 10%).
Чугун относится к материалам, обладающим плохой технологической свариваемостью. Основные трудности при сварке обусловлены высокой склонностью его к отбеливанию, т.е. появлению участков с выделениями цементита, а также образованию трещин в шве и околошовной зоне. Кроме того, чугун имеет низкую по сравнению со сталью температуру плавления (1200–1250оС) и быстро переходит из жидкого состояния в твёрдое. Это вызывает образование пор в шве, поскольку интенсивное выделение газов из сварочной ванны продолжается и на стадии кристаллизации.
Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и усложняет формирование шва. Вследствие окисления кремния на поверхности сварочной ванны возможно образование тугоплавких оксидов, что может привести к непроварам.
При выборе способа сварки чугуна необходимо учитывать следующие особенности:
· высокая его хрупкость при неравномерном нагреве и охлаждении может вызвать появление трещин в процессе сварки;
· ускоренное охлаждение приводит к образованию отбеленной прослойки в околошовной зоне и затрудняет его дальнейшую механическую обработку;
· сильное газообразование в жидкой ванне может вызывать пористость сварных швов;
· высокая жидкотекучесть чугуна обусловливает необходимость в ряде случаев подформовки.
Чугунные детали, работающие длительное время при высоких температурах, почти не поддаются сварке. Это происходит в результате того, что под действием высоких температур (300–400оС и выше) углерод и кремний окисляются, и чугун становится очень хрупким. Чугун, содержащий окислённый углерод и кремний, называют горелым.
Плохо свариваются также чугунные детали, работающие длительное время в соприкосновении с маслом и керосином. Поверхность чугуна пропитывается маслом и керосином, которые при сварке сгорают и образуют газы, способствующие появлению сплошной пористости в сварном шве.
Сварку чугуна применяют при ремонтно-восстановительных работах и для изготовления сварно-литых конструкций. Чугун сваривают преимущественно при устранении дефектов литья в чугунных отливках до и после механической обработки, а также при ремонте деталей.
К сварным соединениям чугунных деталей в зависимости от условий эксплуатации предъявляются различные требования – от декоративной заварки наружных дефектов до получения соединений, равнопрочных с основным металлом.
Чугун можно сваривать дуговой сваркой металлическим или угольным электродом, порошковой проволокой, газовой сваркой и другими способами.
Наиболее часто способы сварки чугуна классифицируют по состоянию свариваемой детали. В зависимости от температуры предварительного подогрева различают сварку с подогревом (горячую сварку) и без подогрева (холодную сварку).
Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали.
Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, когда наплавляемый металл не предусмотрен в виде чугуна. При холодной сварке свариваемые детали не подвергают предварительному нагреву.
Особенности применения различных способов дуговой сварки чугуна показаны в таблице 1. Выбор способа и технологии сварки зависит от требований к сварному соединению. При выборе технологии сварки учитывают необходимость подогрева металла, а также механической обработки металла шва и околошовной зоны после сварки.
Технологический процесс состоит из механической обработки под сварку, формовки свариваемых деталей, предварительного подогрева, сварки и последующего медленного охлаждения.
Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений и в разделке свариваемых кромок.
При сварке сквозных трещи или заварке дефектов, находящихся на краю деталей, необходимо применять графитовые формы, предотвращающие вытекание жидкого металла из сварочной ванны. Формы изготавливают из графитовых пластинок, скрепляемых формовочной массой, которая состоит из кварцевого песка, замешанного на жидком стекле. Кроме того, формы можно скреплять в опоках формовочными материалами, применяемыми в литейном производстве.
Детали и чугунные отливки нагревают до температуры 300–700оС (в зависимости от формы детали, дефекта, способа сварки). Сварку выполняют чугунными электродами или порошковой проволокой с присадкой керамического стержня. Подогрев необходим для того, чтобы после сварки происходило равномерное охлаждение всего изделия и не образовывались трещины.
Детали нагревают в специальных печах или с помощью индукционных нагревателей. Для ручной дуговой сварки используют плавящиеся электроды марок ЦЧ‑4, ЭВЧ‑1, МНЧ‑2, ОЗЧ‑2 и др.
Горячую сварку чугуна выполняют на большой силе сварочного тока без перерывов до конца заварки дефекта при большой сварочной ванне. Так, для сварки электродом диаметром 8 мм требуется ток 600А, а диаметром 12 мм – ток 1000А. Используют электродержатели, имеющие защиту руки сварщика от теплового излучения.
Варка угольным электродом ведётся постоянным током прямой полярности: для электродов диаметром 8–20 мм используются соответственно токи 280–600А. Применяют преобразователи ПСМ‑1000, выпрямители ВАМ‑1601, трансформаторы ТДФ‑1601.
Во время сварки следует непрерывно поддерживать значительный объём расплавленного металла в сварочной ванне и тщательно перемешивать его концом электрода или присадочного стержня. Для медленного охлаждения заваренные детали засыпают мелким древесным углём или сухим песком. Остывание массивных деталей может длиться 3–5 суток.
Основными недостатками горячей сварки чугуна являются большая трудоёмкость процесса и тяжёлые условия труда сварщиков.
Сварка чугуна без подогрева изделия применяется шире, чем с подогревом. Подготовка поверхности дефектов к заварке заключается в сверлении, зачистке, фрезеровании и т.д. до получения чистой поверхности основного металла.
Разделку краевых дефектов осуществляют таким образом, чтобы предупредить сколы при механической обработке.
При сварке без предварительного нагрева дефекты, расположенные друг от друга на расстоянии более чем 20 мм, вырубают или высверливают порознь, при более близком расположении – производят сплошную вырубку дефектного участка. Разделка кромок зависит от толщины детали. При глубине дефекта 5–7 мм вырубают фаску с углом раскрытия 70–80о. В местах, доступных для сварки с двух сторон, производят Х-образную разделку кромок. Зазор составляет 0–3 мм, притупление с – 0–3 мм.
Если концы трещины не выходят на поверхность детали, то в местах окончания трещины сверлят отверстия и участок видимой части трещины вырубают (вышлифовывают) или разделывают воздушно-дуговой резкой.
По концам несквозной трещины просверливают отверстия глубиной 2–4 мм, а по концам сквозной трещины – на всю глубину сверлом диаметром 6–10 мм.
Наплавку ведут через центр разделки, а затем наплавляют валики на правой и левой е частях.
Трещины, сколы разделывают (V‑образная разделка кромок) для односторонней сварки.
На практике используют несколько разновидностей холодной сварки: стальными, медно-железными, медно-никелевыми, железо-никелевыми, никелевыми и другими электродами.
Сварное соединение, полученное холодной сваркой, неоднородно. Оно состоит из наплавленного металла, зон сплавления и термического влияния. Размер зоны сплавления зависит от диаметра электрода (3–6 мм – по размеру завариваемого дефекта).
Применяя медно-никелевые (марки МНЧ‑2) и медно-стальные (марки ОЗЧ‑2) электроды, получают наплавленный металл, легко поддающийся механической обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Для сварки чугуна наиболее часто используют электроды марок МНЧ‑1, МНЧ‑2, ЦЧ‑4, ОЗЖН‑1 и др.
Стальные электроды марки ЦЧ‑4 (на основе проволоки из низкоуглеродистой стали с карбидообразующим покрытием) применяют при ремонте неответственных чугунных изделий небольших размеров с малым объёмом наплавки, не требующих после сварки механической обработки.
Сварку стальными электродами с защитно-легирующими покрытиями выполняют с V- или X‑образной разделкой кромок. Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку. Длина этих участков сварного шва не должна превышать 100–120 мм. После сварки участкам дают возможность остыть до температуры 60–80оС. Наилучшие результаты получают при сварке электродами с покрытием марки УОНИ‑13/45 постоянным током обратной полярности.
Медно-железные электроды применяют для заварки отдельных дефектов или небольших несплошностей, создающих течи на отливках ответственного назначения, в том числе и работающих под давлением. Наиболее совершенные из них – электроды марки ОЗ4–2, представляющие собой медный стержень диаметром 4–5 мм, на который нанесено покрытие, состоящее из смеси электродной обмазки марки УОНИ‑13/45 (50%) и жидкого стекла. При сварке не следует допускать сильного разогрева свариваемых деталей. После сварки лёгким молотком выполняют проковку наплавленного металла в горячем состоянии. Она уменьшает сварочные напряжения и снижает опасность образования трещин в околошовной зоне. В результате наплавленный металл приобретает высокую пластичность и удовлетворительно обрабатывается.
Список литературы
1. О.М. Касілов Матеріалізнавство технологія конструкційних матеріалів. Конспект лекцій. Херсон, ХДМІ, 2008
2. Лоскутов В.В. Шлифовальные станки 1988 (М. Машиностроение 1988).
3. Лоскутов В.В. Шлифование металлов Учебник 1985 (М. Машиностроение 1985).
4. Б.А. Кузьмина «Технология металлов и конструкционные материалы», Москва, «Машиностроение» 1989
5. Ю.М. Лахтин «Основы металловедения», Москва, «Металлургия» 1988
© 2009 База Рефератов