
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Физические процессы и технологии получения материалов
Реферат: Физические процессы и технологии получения материалов
Реферат
по дисциплине «Физика и химия получения материалов»
«Физические процессы и технологии получения материалов»
Выполнил:
Проверил:
Димитровград 2007 г.
СОДЕРЖАНИЕ:
1. Некоторые физические принципы используемые при получении материалов:
1.1 Принципы сепарации
1.2 Центрифугирование
1.3 Флотация
1.4 Газлифт
- Порошковая металлургия
2.1 Получение порошков
2.2 Формование порошков
2.3 Распространенные агрегаты измельчения
3. Наноматериалы
4. Композиционные материалы
5. Список литературы
1. Некоторые физические принципы используемые при получении материалов
1.1 Принципы сепарации
Центробежная фильтрация
Сепарация (отделение) твердых частиц из жидкости центрифугой использует перфорированный цилиндр покрытый фильтрующей материей или вынимающимся мешком.
Во время центробежной фильтрации центробежная сила создает давление, которое нагнетает жидкость через заслонку, фильтрующую материю, вспомогательную сетку наружу перфорированного цилиндра. Фильтрующая материя задерживает твердые частицы внутри цилиндра.
Центробежная декантация
Центробежная сепарация твердых частиц – жидкость, жидкость - жидкость или твердых частиц - жидкость - жидкость используя цельную емкость. Удаление жидкости достигается дворником поверхности или переливом через края емкости.
Во время центробежного разделения центробежная сила способствует к ускорению гравитационного осадочного процесса, при котором составляющие смеси оседают. При применении разделения плотных частиц жидкости, плотные частицы радиально передвигаются по жидкости и накапливаются на стенках емкости. Если смесь заключает в себе жидкости с разными плотностями, жидкость с меньшей плотностью переходит по направлению к оси вращения емкости.
1.2 Центрифугирование
Центрифугирование позволяет разделить смесь, состоящую из двух или более компонентов с разной удельной плотностью. Разделение веществ с помощью центрифугирования основано на разном поведении частиц в центробежном поле. В центробежном поле частицы, имеющие разную плотность, форму или размеры, осаждаются с разной скоростью.
Принцип центрифугирования применяется в различных фильтрах, при обогащении урана(каскады из сотен центрифуг), для разделения неоднородных жидких сред.
1.3 Флотация
Это процесс разделения мелких твёрдых частиц (главным образом минералов), основанный на различии их в смачиваемости водой. Гидрофобные (плохо смачиваемые водой) частицы избирательно закрепляются на границе раздела фаз, обычно газа и воды, и отделяются от гидрофильных (хорошо смачиваемых водой) частиц. При флотации пузырьки газа или капли масла прилипают к плохо смачиваемым водой частицам и поднимают их к поверхности.
Флотация – один из основных методов обогащения полезных ископаемых, применяется также для очистки воды от органических веществ и твёрдых взвесей, разделения смесей, ускорения отстаивания в химической, нефтеперерабатывающей, пищевой и др. отраслях промышленности. В зависимости от характера и способа образования межфазных границ (вода – масло газ), на которых происходит закрепление разделяемых компонентов различают несколько видов флотации.
Первой была предложена масляная флотация, на которую в 1860 В. Хайнсу (Великобритания) был выдан патент. При перемешивании измельченной руды с маслом и водой сульфидные минералы избирательно смачиваются маслом и всплывают вместе с ним на поверхность воды, а порода (кварц, полевые шпаты) осаждается. В России масляная флотация графита была осуществлена в 1904 в г. Мариуполе.
Способность гидрофобных минеральных частиц удерживаться на поверхности воды, в то время как гидрофильные тонут в ней, была использована А. Нибелиусом (США, 1892) и Маквистеном (Великобритания, 1904) для создания аппаратов плёночной флотации, в процессе которой из тонкого слоя измельченной руды, находящегося на поверхности потока воды, выпадают гидрофильные частицы.
Увеличение объёмов и расширение области применения флотации связано с пенной флотации, при которой обработанные реагентами частицы выносятся на поверхность воды пузырьками воздуха, образуя пенный слой, устойчивость которого регулируется добавлением пенообразователей. Для образования пузырьков предлагались различные методы: образование углекислого газа за счёт химической реакции (С. Поттер, США, 1902), выделение газа из раствора при понижении давления (Ф. Элмор, Великобритания, 1906) вакуумная флотация, энергичное перемешивание пульпы, пропускание воздуха сквозь мелкие отверстия.
Для проведения пенной флотации. производят измельчение руды до крупности 0,5–1,0 мм в случае природногидрофобных неметаллических полезных ископаемых с небольшой плотностью (сера, уголь, тальк) и до 0,1–0,2 мм для руд металлов. Для создания и усиления разницы в гидратированности разделяемых минералов и придания пене достаточной устойчивости к пульпе добавляются флотационные реагенты. Затем пульпа поступает во флотационные машины. Образование флотационных агрегатов (частиц и пузырьков воздуха) происходит при столкновении минералов с пузырьками воздуха, вводимого в пульпу, а также при возникновении на частицах пузырьков газов, выделяющихся из раствора. На флотацию влияют ионный состав жидкой фазы пульпы, растворённые в ней газы (особенно кислород), температура, плотность пульпы. На основе изучения минералого-петрографического состава обогащаемого полезного ископаемого выбирают схему флотации, реагентный режим и степень измельчения, которые обеспечивают достаточно полное разделение минералов. Лучше всего флотацией разделяются зёрна размером 0,1–0,04 мм. Более мелкие частицы разделяются хуже, а частицы мельче 5 мк ухудшают флотацию более крупных частиц. Отрицательное действие частиц микронных размеров уменьшается специфическими реагентами. Крупные (1–3 мм) частицы при флотации отрываются от пузырьков и не флотируются. Поэтому для флотации крупных частиц (0,5–5 мм) были разработаны способы пенной сепарации, при которых пульпа подаётся на слой пены, удерживающей только гидрофобизированные частицы. С той же целью созданы флотационные машины кипящего слоя с восходящими потоками аэрированной жидкости. Это – гораздо более производительные процессы, чем масляная и плёночная флотация.
Для очистки воды, а также извлечения компонентов из разбавленных растворов в 50-х гг. был разработан метод ионной флотации, перспективный для переработки промышленных стоков, минерализованных подземных термальных и шахтных вод, а также морской воды. При ионной флотации отдельные ионы, молекулы, тонкодисперсные осадки и коллоидные частицы взаимодействуют с флотационными реагентами-собирателями, чаще всего катионного типа, и извлекаются пузырьками в пену или плёнку на поверхности раствора. Тонкодисперсные пузырьки для флотации из растворов получают также при электролитическом разложении воды с образованием газообразных кислорода и водорода (электрофлотация). При электрофлотации расход реагентов существенно меньше, а в некоторых случаях они не требуются.
Широкое использование флотации для обогащения полезных ископаемых привело к созданию различных конструкций флотационных машин с камерами большого размера (до 10–30 м3), обладающих высокой производительностью. Флотационная машина состоит из ряда последовательно расположенных камер с приёмными и разгрузочными устройствами для пульпы. Каждая камера снабжена аэрирующим устройством и пеносъёмником.
1.4 Газлифт
Это устройство для подъёма капельной жидкости за счёт энергии, содержащейся в смешиваемом с ней сжатом газе. Газлифт применяют главным образом для подъёма нефти из буровых скважин, используя при этом газ, выходящий из нефтеносных пластов. Известны подъёмники, в которых для подачи жидкости, в основном воды, используют атмосферный воздух. Такие подъёмники называются эрлифтами.
В газлифте, или эрлифте сжатый газ или воздух от компрессора подаётся по трубопроводу, смешивается с жидкостью, образуя газо-жидкостную или водо-воздушную эмульсию, которая поднимается по трубе . Смешение газа с жидкостью происходит в башмаке, соединяющем трубы. На поверхности земли газообразную фазу эмульсии от жидкой отделяет сепаратор. Действие газлифта основано на уравновешивании столба газо-жидкостной эмульсии столбом капельной жидкости на основе закона сообщающихся сосудов. Один из них - буровая скважина или резервуар, а другой - труба, в которой находится газожидкостная смесь. Рабочий процесс газлифта сопровождается явлением увлечения жидкости пузырьками газа или воздуха, которые, поднимаясь вверх, расширяются и увеличивают скорость движения газо-жидкостной смеси. Оптимальные скорости движения эмульсии в нижней части трубы З м/сек, а в верхней 6- 8 м/сек.
Газлифты могут подавать воду на высоту до 200 м и нефть до 1000 м при часовой подаче до 500 м3. Газлифты имеют кпд от 15 до 36%. Несмотря на наличие более эффективных технических средств для подъёма жидкости, газлифты и в настоящее, время имеют применение.
2. Порошковая металлургия
Это область техники, охватывающая совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них (или их смесей с неметаллическими порошками) без расплавления основного компонента. Технология порошковой металлургии включает следующие операции: получение исходных металлических порошков и приготовление из них шихты (смеси) с заданными химическим составом и технологическими характеристиками; формование порошков или их смесей в заготовки с заданными формой и размерами (главным образом прессованием); спекание, т. е. термическую обработку заготовок при температуре ниже точки плавления всего металла или основной его части. После спекания изделия обычно имеют некоторую пористость (от нескольких процентов до 30—40%, а в отдельных случаях до 60%). С целью уменьшения пористости (или даже полного устранения её), повышения механических свойств и доводки до точных размеров применяется дополнительная обработка давлением (холодная или горячая) спечённых изделий; иногда применяют также дополнительную термическую, термохимическую или термомеханическую обработку. В некоторых вариантах технологии отпадает операция формования: спекают порошки, засыпанные в соответствующие формы. В ряде случаев прессование и спекание объединяют в одну операцию т. н. горячего прессования — обжатия порошков при нагреве.
2.1 Получение порошков.
Механическое измельчение металлов производят в вихревых, вибрационных и шаровых мельницах. Другой, более совершенный метод получения порошков — распыление жидких металлов: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность и экономичность процесса. Распространено получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом. Находят применение гидрометаллургические методы восстановления растворов соединений этих металлов водородом. Для получения медных порошков наиболее часто используют электролиз водных растворов. Имеются и другие, менее распространённые методы приготовления порошков различных металлов, например электролиз расплавов и термическая диссоциация летучих соединений (карбонильный метод).
2.2 Формование порошков.
Основной метод формования металлических порошков прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 (20—100 кгс/мм2) на быстроходных автоматических прессах (до 20 прессовок в 1 мин). Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и экструзия порошков.
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции (копоти, карбидов, нитридов и т.д.), предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Порошковая металлургия имеет следующие достоинства, обусловившие её развитие.
1) Возможность получения таких материалов, которые трудно или невозможно получать др. методами. К ним относятся: некоторые тугоплавкие металлы (вольфрам, тантал); сплавы и композиции на основе тугоплавких соединений (твёрдые сплавы на основе карбидов вольфрама, титана и др.): композиции и т. н. псевдосплавы металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (например, вольфрам — медь); композиции из металлов и неметаллов (медь — графит, железо — пластмасса, алюминий — окись алюминия и т.д.); пористые материалы (для подшипников, фильтров, уплотнений, теплообменников) и др.
2) Возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями. Порошковая металлургия позволяет экономить металл и значительно снижать себестоимость продукции (например, при изготовлении деталей литьём и обработкой резанием иногда до 60—80% металла теряется в литники, идёт в стружку и т.п.).
3) При использовании чистых исходных порошков можно получить спечённые материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у обычных литых сплавов.
4) При одинаковом составе и плотности у спечённых материалов в связи с особенностью их структуры в ряде случаев свойства выше, чем у плавленых, в частности меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у ряда литых металлов (например, бериллия) вследствие специфических условий затвердевания расплава. Большой недостаток некоторых литых сплавов (например, быстрорежущих сталей и некоторых жаропрочных сталей) — резкая неоднородность локального состава, вызванная ликвацией при затвердевании. Размеры и форму структурных элементов спечённых материалов легче регулировать, и главное, можно получать такие типы взаимного расположения и формы зёрен, которые недостижимы для плавленого металла. Благодаря этим структурным особенностям спечённые металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, а также ядерного облучения, что очень важно для материалов новой техники.
2.3 Распространенные агрегаты измельчения.
Шаровая барабанная мельница
Шаровая барабанная мельница имеет следующие достоинства:
-простота конструкции и использования;
-хорошее смешивание материалов (коэффициент неоднородности порядка 3-5%);
Недостатки:
-длительность процессов;
-невысокий объемный коэффициент загрузки (40-45%);
-значительный намол аппаратурного металла.
|
|
|
|
|
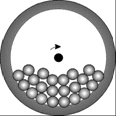
При низких скоростях вращения шары катятся и измельчение вещества происходит за счет трения
|
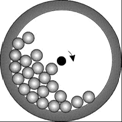
При средних скоростях вращения шары и катятся и падают. Измельчение происходит и за счет удара и за счет истирания |
При высоких скоростях шары прижимаются к стенке центробежными силами и истирания почти не происходит |

 Схема
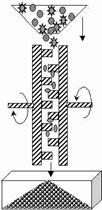
работы дезинтегратора.
Схема
работы дезинтегратора.
Порошкообразные вещества поступают из загрузочного бункера с регулирующим шибером в пространство между вращающимися навстречу друг другу с высокими скоростями дисками (угловая скорость с использованием высокочастотных двигателей до 50000 об/мин и более). На этих роторах имеются специальные твердосплавные пальцы или лопасти, образующие относительно друг друга концентрические окружности разных диаметров. Каждая частица соударяется с указанными выступами, последовательно проходя все круги, перед выходом с последнего из них, имеющего максимальную линейную скорость, частицы испытывают наиболее высокоэнергетическое воздействие. Такой способ измельчения приводит не только к увеличению дисперсности системы, но и к дополнительной механохимической активации порошков, проявляющейся в их более интенсивном последующем спекании, либо ускоренном твердофазном синтезе.
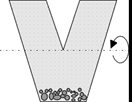
Различные виды смесителей.
|
|
|
|
|
Биконический смеситель |
V-образный смеситель |
Смеситель "пьяная бочка" |

3. Наноматериалы
Применение наноматериалов
• Катализ, преобразование солнечной энергии (TiO2 )
• Сенсоры
• Нано-батареи и топливные ячейки
• Дисперсионное упрочнение/прочные материалы
• Магнитная томография (магнитные наночастицы - зонды), маркеры, мини-роботы, носители лекарств
• Магнитные жидкости
• Системы с перпендикулярной записью, электроника
• Фотоника
• Квантовые точки
• Молекулярные сита / клатраты
• Аэрогели
Сверхпрочные материалы. Связи между атомами углерода в графитовом листе являются самыми сильными среди известных, поэтому бездефектные углеродные трубки на два порядка прочнее стали и приблизительно в четыре раза легче ее! Одна из важнейших задач технологии в области новых углеродных материалов заключается в создании нанотрубок "бесконечной" длины. Из таких трубок можно изготовлять легкие композитные материалы предельной прочности для нужд техники нового века. Это силовые элементы мостов и строений, несущие конструкции компактных летательных аппаратов, элементы турбин, силовые блоки двигателей с предельно малым удельным потреблением топлива и т.п. В настоящее время научились изготавливать трубки длиной в десятки микрон при диаметре порядка одного нанометра.
Высокопроводящие материалы. Известно, что в кристаллическом графите проводимость вдоль плоскости слоя наиболее высокая среди известных материалов и, напротив, в направлении, перпендикулярном листу, мала. Поэтому ожидается, что электрические кабели, сделанные из нанотрубок, при комнатной температуре будут иметь электропроводность на два порядка выше, чем медные кабели. Дело за технологией, позволяющей производить трубки достаточной длины и в достаточном количестве,
Нанокластеры. К множеству нанообъектов относятся сверхмалые частицы, состоящие из десятков, сотен или тысяч атомов. Свойства кластеров кардинально отличаются от свойств макроскопических объемов материалов того же состава. Из нанокластеров, как из крупных строительных блоков, можно целенаправленно конструировать новые материалы с заранее заданными свойствами и использовать их в каталитических реакциях, для разделения газовых смесей и хранения газов.
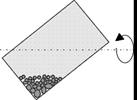
Материаловеды из США и Испании придумали новый способ получения длинных аморфных нановолокон. Технология, названная «laser spinning», позволяет получить волокна длиной несколько сантиметров и всего 35 нм в диаметре. Методика «laser spinning» основана на использовании мощного лазера для локального нагрева поверхности исходного керамического материала (кварца или оксида алюминия), т.е. только очень малый его объем находится в расплавленном состоянии. Далее под действием сильной струи газа расплав вытягивается в волокно и застывает. В результате формируется неупорядоченная сеть из микро- и нановолокон. Ученые утверждают, что такая технология позволит получать очень длинные аморфные волокна требуемого состава.
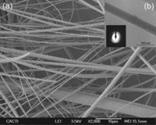
(a) Общий вид получаемой сетки нановолокон;
(b) Отдельное волокно диаметром около 50 нм.
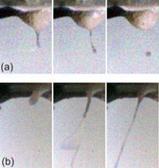
(a) Образование капли расплава;
(b) Вытягивание волокна.
Квазиодномерные структуры (нанопроволоки, наноленты, наностержни и нанотрубки) обладают уникальными электрическими и механическими свойствами и могут найти применение в электронике, катализе, биомедицине, использоваться для изготовления различных сенсоров и композитов. В настоящее время такие структуры обычно получают из паровой фазы или из растворов.
4. Композицио́нные материа́лы
Композиционный материал— неоднородный сплошной материал, состоящий из двух или более компонентов, среди которых можно выделить армирующие элементы, обеспечивающие необходимые механические характеристики материала, и матрицу (или связующее), обеспечивающую совместную работу армирующих элементов.
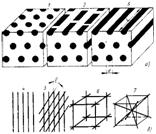
Схема структуры (а) и армирования
непрерывными волокнами (б)
композиционных материалов
Преимущества композиционных материалов
- высокая удельная прочность
- высокая жёсткость (модуль упругости 130...140 ГПа)
- высокая износостойкость
- высокая усталостная прочность
- из композиционных материалов возможно изготовить размеростабильные конструкции
Причём, разные классы композитов могут обладать одним или несколькими преимуществами. Некоторых преимуществ невозможно добиться одновременно.
Недостатки композиционных материалов
Большинство классов композитов (но не все) обладают недостатками:
- высокая стоимость
- анизотропия свойств
- повышенная наукоёмкость производства, необходимость специального дорогостоящего оборудования и сырья, а следовательно развитого промышленного производства и научной базы страны
Методы порошковой металлургии широко применяют в промышленности для получения металлокерамических, металлических и керамических композиций. Однако для получения волокнистых композиционных материалов методы порошковой металлургии стали использовать относительно недавно, причем почти все эти методы прессование с последующим спеканием, горячее прессование, экструзия, динамическое уплотнение и др. - оказались пригодными для указанных целей, разумеется, в зависимости от природы составляющих композиционных материалов — матрицы и упрочнителя.
В качестве исходных материалов используют металлические или металлокерамические порошки, образующие матрицу, и армирующие волокна в виде непрерывных или дискретных волокон, либо в виде металлических сеток. Оборудование, применяемое при изготовлении композиционных материалов, как правило, существенно не отличается от оборудования, применяемого в порошковой металлургии. В основном это разного типа вибрационные столы для уплотнения смеси, прессы, печи для спекания и др.
Список литературы:
Лахтин Ю.М. «Материаловедение», М.: 1990.
Глембоцкий В. А., Классен В. И., Флотация, М., 1973;
Багдасаров В. Г., Теория, расчёт и практика эргазлифта, М.-Л., 1947;
Федорченко И. М., Андриевский Р. А., Основы порошковой металлургии, К., 1961;
Бальшин М. Ю.. Научные основы порошковой металлургии и металлургии волокна, М.,
1972;
Кипарисов С. С., Либенсон Г. А., Порошковая металлургия, М., 1972.
© 2009 База Рефератов