
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Методы обработки металлических поверхностей
Реферат: Методы обработки металлических поверхностей
РЕФЕРАТ
МЕТОДЫ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
1. ЧИСТОВАЯ ОБРАБОТКА ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Методы обработки без снятия стружки все больше применяют для деталей в связи с ужесточением эксплуатационных характеристик машин: высокой производительности, быстроходности, прочности, точности и др. Такой обработке подвергают предварительно подготовленные поверхности.
Если формы заготовок приблизить к формам готовых деталей, то ответственные поверхности можно обрабатывать шлифованием и затем окончательно од ним из методов обработки без снятия стружки. Предоставляется возможность уменьшить количество отходов и упростить обработку.
Методы обработки основаны на использовании пластических свойств металлов, Т.е. способности металлических заготовок принимать остаточные деформации без нарушения целостности металла. Отделочная обработка методами пластического деформирования сопровождается упрочнением поверхностного слоя, что очень важно для повышения надежности работы деталей. Детали становятся менее чувствительными к усталостному разрушению, повышаются их коррозионная стойкость и износостойкость сопряжений, удаляются риски и микротрещины, оставшиеся от предшествующей обработки. В ходе обработки шаровидная форма кристаллитов поверхности металла может измениться, кристаллиты сплющиваются в направлении деформации, образуется упорядоченная структура волокнистого характера. Поверхность заготовки принимает требуемые формы и размеры в результате перераспределения элементарных объемов под воздействием инструмента. Исходный объем заготовки остается постоянным.
В зоне обработки не возникает высокая температура, поэтому в поверхностных слоях фазовые превращения не происходят.
Обработку без снятия стружки выполняют на многих металлорежущих станках и установках, используя специальные инструменты. Созданы также особые станки, на которых наряду с резанием заготовки обрабатывают пластическим деформированием. Методы чистовой обработки используют для всех металлов, способных пластически деформироваться, но наиболее эффективны они для металлов с твердостью до НВ 280.
Ожидается, что эти методы все больше будут применяться для высокоточной обработки и использоваться для деталей, размеры которых будут иметь точность в долях микрометра.
2. ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ ПОВЕРХНОСТЕЙ
Обкатыванием и раскатыванием отделывают и упрочняют цилиндрические, конические, плоские и фасонные наружные и внутренние поверхности.
Сущность этих методов состоит в том, что в результате давления поверхностные слои металла, контактируя с инструментом высокой твердости, оказываются в состоянии всестороннего сжатия и пластически деформируются. Инструментом являются ролики и шарики, перемещающиеся относительно заготовки. Микронеровности обрабатываемой поверхности сглаживаются путем смятия микровыступов и заполнения микровпадин.
Обкатывают, как правило, наружные поверхности, а раскатывают внутренние цилиндрические и фасонные поверхности. При обкатывании роликами основными параметрами режима упрочнения являются давление в зоне контакта с роликом, число его проходов, подача и скорость обкатывания. Глубину деформированного слоя определяет давление.
К вращающейся цилиндрической заготовке подводят закаленный гладкий ролик-обкатку (рис. 1, а), который под действием рабочего давления деформирует поверхность. Движение продольной подачи позволяет обрабатывать всю заготовку. Аналогичным инструментом обрабатывают элементы заготовок, но с поперечным движением. При раскатывании ролик-раскатку закрепляют на консольной оправке. Более совершенна конструкция инструмента с несколькими роликами. Для обеспечения значительной однородности форм микронеровностей используют разнообразные конструкции инструментов, различающихся числом и формой деформирующих частей (роликов, шариков). Наилучшие результаты обеспечивают инструменты, на которые силы передаются через упругие элементы. Этим достигаются постоянные условия обработки в любой точке обрабатываемой поверхности. Сила может регулироваться. Для обработки поверхностей обкатыванием и раскатыванием чаще всего используют токарные или карусельные станки, применяя вместо режущего инструмента обкатки и раскатки. Суппорты обеспечивают необходимое движение подачи. Раскатки можно устанавливать в пиноли задних бабок. Глубокие отверстия раскатывают на станках для глубокого сверления. Так как нагрев заготовок в местах контакта с инструментом незначителен, охлаждения не требуется. Для уменьшения трения используют смазывание веретенным маслом или керосином. Обкатыванием и раскатыванием лишь в незначительной степени исправляют погрешности предшествующей обработки. Поэтому предварительная обработка заготовок должна быть точной с учетом смятия микронеровностей и изменения окончательного размера детали. Решающее значение в достижении необходимого качества поверхностного слоя имеет давление на поверхность. Чрезмерно большое давление так же, как и большое число проходов инструмента, разрушает поверхность и может привести к отслаиванию ее отдельных участков.
3. АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Малой шероховатости поверхности и ее упрочнения можно достичь алмазным выглаживанием. Сущность этого метода состоит в том, что оставшиеся после обработки резанием неровности поверхности выглаживаются перемещающимся по ней прижатым алмазным инструментом. Алмаз, закрепленный в державке, не вращается, а скользит с весьма малым коэффициентом трения. Рабочая часть инструмента выполнена в виде полусферы, цилиндра или конуса. Чем тверже обрабатываемый материал, тем меньше радиус скругления рабочей части алмаза. Преимущества алмазного выглаживания состоят в повышении эксплуатационных свойств обработанных поверхностей, снижении шероховатости поверхности, отсутствии пере носа на обрабатываемую поверхность посторонних частиц, возможности обработки тонкостенных деталей и деталей сложной конфигурации, простоте конструкции выглаживателей. Заготовки обрабатывают на станках токарной группы. Державку с подпружиненным наконечником с алмазом устанавливают в резцедержателе вместо резца. Движения заготовки и инструмента аналогичны движениям заготовки и инструмента при обтачивании.
Силы прижатия алмаза к обрабатываемой поверхности сравнительно малы и колеблются в интервале 50 ... 300 Н. Процесс выглаживания ведут со смазыванием веретенным маслом, что примерно в 5 раз уменьшает износ алмаза по сравнению с износом при выглаживании всухую. Применение керосина или эмульсии приводит к интенсивному износу алмаза. Число проходов инструмента не должно быть более двух.
4. КАЛИБРОВКА ОТВЕРСТИЙ
Калибровкой повышают точность отверстий и получают поверхности высокого качества. Метод характеризуется высокой производительностью.
Сущность калибровки сводится к перемещению в отверстии с натягом жесткого инструмента. Размеры поперечного сечения инструмента несколько больше размеров поперечного сечения отверстия. При этом инструмент сглаживает неровности, исправляет погрешности, упрочияет поверхность.
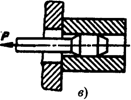
Простейшим инструментом служит шарик, который проталкивается штоком (рис. 2, а). Роль инструмента может выполнять также оправка-дорн (рис. 2, б), к которому прикладывается сжимающая или растягивающая (рис. 2, в) сила. Заготовки обрабатываются за один или несколько ходов инструмента. Заготовки обрабатывают с малыми либо большими натягами. В первом случае зона пластического деформирования не распространяется на всю толщину детали. Так обрабатывают толстостенные заготовки. Во втором случае зона пластического деформирования охватывает всю деталь. Этот вариант обработки используют для тонкостенных деталей, что существенно повышает их точность. Шарики как инструмент не обеспечивают оптимальных условий деформирования и имеют малую стойкость. Калибрующие оправки выполняют одноэлементными, многоэлементными или сборными. Каждый из элементов-поясков имеет свой размер. Деформирующие элементы изготовляют из твердого сплава или стали, закаленных до высокой твердости. В качестве смазочного материала для сталей и бронз применяют сульфофрезол, для чугунов - керосин. Разработаны специальные смазочные материалы, обеспечивающие жидкостное трение. Они снижают рабочее усилие оборудования, способствуют повышению качества поверхностных слоев, увеличивают точность обработки и стойкость инструмента. Отверстия калибруют на прессах (рис. 2, а, б) или горизонтально-протяжных станках (рис. 2, в). Для правильного взаимного расположения инструмента и заготовки обычно применяют самоустанавливающиеся приспособления с шаровой опорой. Заготовку не закрепляют.
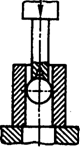
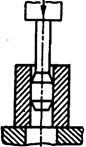
а) б)
Рис. 2. Схемы калибровки отверстий
5. ВИБРОНАКАТЫВАНИЕ
Для повышения износостойкости деталей машин на поверхностях трения целесообразно выдавливать слабозаметные, прилегающие друг к другу канавки. В канавках скапливаются смазочный материал и мелкие частицы, образовавшиеся в процессе изнашивания. Канавки образуются вибронакатыванием. Упрочняющему элементу - шару или алмазу, установленному в резцедержателе токарного станка, помимо движения Dsпр (рис.3) специальным устройством сообщают дополнительные движения алмаза Da с относительно малой амплитудой. Изменяя Dзаг, Dпр, амплитуду и частоту колебаний, можно на обрабатываемой поверхности получить требуемый рисунок. Распространение получили рисунки с непересекающимися канавками, с не полностью пересекающимися и со сливающимися канавками. Возможно также вибронакатывание внутренних и плоских поверхностей. Канавки одновременно упрочняют поверхность. Важнейшей характеристикой такой поверхности является общая площадь канавок (в процентах от номинальной площади обрабатываемой поверхности). Такие отклонения для каждого типа рисунка определяют аналитически.
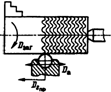
Рис. 3. Схема вибронакатывания
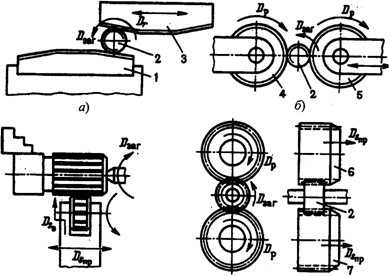
6. ОБКАТЫВАНИЕ ЗУБЧАТЫХ КОЛЕС
Пластическое деформирование поверхностных слоев повышает работоспособность зубчатых колес. Микронеровности, оставшиеся от предшествующей обработки, сглаживаются путем смятия специальным инструментом. Обрабатываемое зубчатое колесо вводят в плотное зацепление с тремя остальными, закаленными эталонными колесами. Последние имеют полированные зубья и располагаются вокруг обкатываемого колеса. Эталонные колеса прижимаются к обкатываемому с помощью пружинных устройств. Сила прижима регламентируется. Одно из эталонных колес является ведущим и приводит во вращение обрабатываемое колесо, а через него - два остальных эталонных колеса. Движение колес реверсируется. Колеса обкатывают со смазочными материалами на специальных зубообкатных станках.
Обкатыванием лишь частично исправляют профиль зуба и его размеры путем сглаживания шероховатостей.
7. НАКАТЫВАНИЕ РЕЗЬБ, ШЛИЦЕВЫХ ВАЛОВ И ЗУБЧАТЫХ КОЛЕС
Формообразование фасонных поверхностей в холодном состоянии методом накатывания имеет ряд преимуществ. Главные из них - очень высокая производительность, низкая стоимость обработки, высокое качество обработанных деталей. Накатанные детали имеют более высокое сопротивление усталости. Это объясняется тем, что при формообразовании накатыванием волокна исходной заготовки не перерезаются, как при обработке резанием. Профиль накатываемых деталей образуется за счет вдавливания инструмента в материал заготовки и выдавливания части его во впадины инструмента. Такие методы сочетают в себе функции черновой, чистовой и отделочной обработок. Их используют для получения резьб, валов с мелкими шлицами и зубчатых мелкомодульных колес.
Резьбы накатывают обычно до термической обработки, хотя точные резьбы можно накатывать и после нее.
При формировании резьбы плашками (рис. 4, а) заготовку 2 помещают между неподвижной 1 и подвижной 3 плашками, имеющими на рабочих поверхностях рифления, профиль и расположение которых соответствуют профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментами, а на ее поверхности образуется резьба.
При формировании резьбы роликами (рис. 4, б) ролики 4 и 5 получают принудительное вращение, заготовка 2 свободно обкатывается между ними. Ролику 5 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обработка роликами требует меньших сил, с их помощью накатывают резьбы с более крупным шагом.
При накатывании мелких шлицев на валах (рис. 4, в) накатный ролик имеет профиль шлицев. Он внедряется в поверхность заготовки при вращении и поступательном продольном перемещении вдоль вала.
Накатывание цилиндрических (рис. 4, г) и конических мелкомодульных колес в 15 ... 20 раз производительнее зубонарезания. Процесс можно осуществлять на токарных станках накатниками 6 и 7, которые закреплены на суппорте и перемещаются, совершая движение Dsпр . Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
Для накатывания применяют универсальное специальное оборудование. Для образования резьб служат резьбонакатные станки, обеспечивающие силы до 2·105 Н. Эти станки автоматизированы и имеют горизонтальное, наклонное или вертикальное движение ползуна с плашкой. Резьбы роликами накатывают на автоматах.
На автоматизированном оборудовании прессах - накатывают и шлицы. Шлиценакатный пресс может заменить10...15 шлицефрезерных станков. Рабочие усилия создаются мощными гидравлическими устройствами.
Зубчатые колеса накатывают на специальных станках. Получает распространение комбинированное накатывание (горячее накатывание с последующей холодной калибровкой).
в) г)
Рис. 4. Схемы накатывания
8. НАКАТЫВАНИЕ РИФЛЕНИЙ И КЛЕЙМ
Методом холодного накатывания на отдельных элементах деталей наносят рифления, маркировочные клейма, знаки. Производительность метода весьма велика. В основе накатывания лежит способность металла получать местные деформации под действием накатных роликов или накатников.
На рис. 5, а приведена схема накатывания рифленой поверхности. Заготовку закрепляют на токарном станке, на суппорте которого установлена державка с одним или двумя накатными роликами. Ролики внедряются в поверхность заготовки (Dsп ) и перемещаются вдоль заготовки с движением Dsпр. Вид рифлений (рис. 5, б) определяется характером зубчиков на роликах. Крестовое рифление производят двумя роликами, один из которых имеет правое направление отпечатывающих зубчиков, а другой - левое. Оба ролика вращаются на осях самоустанавливающейся державки. Для накатывания клейм (рис. 5, в) на накатнике J располагают негативно выступающие знаки. Заготовку 2 устанавливают на ролики для более легкого перемещения в момент накатывания.
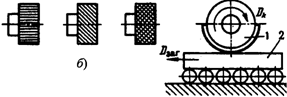
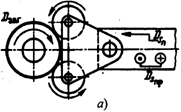
Рис. 5. Схемы накатывания рифлений и клейм
9. УПРОЧНЯЮЩАЯ ОБРАБОТКА ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ
Упрочняющую обработку предпринимают для увеличения сопротивления усталости деталей. Методы упрочнения основаны на локальном воздействии инструмента на обрабатываемый материал. При этом возникают многочисленные зоны воздействия на весьма малых участках поверхности, в результате чего создаются очень большие местные давления. Многочисленные контакты с инструментом приводят к упрочнению поверхностного слоя. В поверхностных слоях возникают существенные напряжения сжатия.
Прочность конструкционных материалов повышается благодаря воздействию нагрузок, создающих эффективные препятствия для движения несовершенств кристаллической решетки. При этом создаются структуры с повышенной плотностью закрепленных и равномерно распределенных по объему дислокаций.
Распространено упрочнение нанесением ударов по поверхности заготовки шариками, роликами, различными бойками. При динамическом упрочнении в качестве инструмента используют диск, в котором по окружности в несколько рядов расположены ролики, свободно сидящие на осях. Диск закрепляют на шпинделе металлорежущего станка. При вращении диска ролики наносят по упрочняемой поверхности очень большое количество ударов.
При статическом упрочнении на поверхность заготовки воздействуют вращающимися роликами в процессе обкатывания или раскатывания.
Процесс упрочнения можно выполнять на специальных установках. При ультразвуковом деформационном упрочнении заготовки закрепляют в камерах, содержащих большое количество стальных шариков диаметром 1мм, смачиваемых эмульсией. Камера получает колебания от ультразвукового генератора, и колеблющиеся шарики наносят удары по поверхности заготовки. шероховатость поверхности после деформационного упрочнения увеличивается.
Распространено дробеструйное динамическое упрочнение. Готовые детали машин подвергают ударному действию потока дроби в специальных камерах, где дробинки с большой скоростью перемещаются под действием потока воздушной струи или центробежной силы. Эффектом поверхностного упрочнения можно управлять, подавая сухую или мокрую дробь. Дробь изготовляют из отбеленного чугуна, стали, алюминия, стекла и других материалов. Исходная шероховатость обрабатываемой поверхности увеличивается.
Этот метод применяют для таких изделий, как рессорные листы, пружины, лопатки турбин, штоки, штампы.
Эффект деформационного упрочнения повышается при использовании импульсных нагрузок, в частности взрывной волны. При упрочении взрывом необходимы энергоноситель и среда, передающая давление на упрочняемую деталь. В качестве энергоносителя используют бризантные взрывчатые вещества, обеспечивающие как поверхностные, так и сквозные упрочнения деталей.
© 2009 База Рефератов