
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Принципы и методика нормирования отдельных видов работ
Реферат: Принципы и методика нормирования отдельных видов работ
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра менеджмента
РЕФЕРАТ
на тему:
«ПРИНЦИПЫ И МЕТОДИКА НОРМИРОВАНИЯ ОТДЕЛЬНЫХ ВИДОВ РАБОТ»
МИНСК, 2008
СОДЕРЖАНИЕ
1. Нормирование работ на металлорежущих станках.
2. Нормирование слесарно-сборочных работ.
3. Нормирование труда при многостаночном обслуживании.
4. Нормирование труда в условиях автоматизированного производства.
5. Нормирование труда в период освоения производства новой продукции.
1. Нормирование работ на металлорежущих станках
Особенностью нормирования труда на обработочных операциях является подбор наиболее рациональных режимов работы оборудования, т.е. выбор наиболее выгодного сочетания скорости резания и подачи, обеспечивающих в данных условиях, с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования наибольшую производительность и наименьшую себестоимость обработки.
Оперативное время на машинных операциях нормируется всегда раздельно: определяется время машинной работы и время вспомогательной работы.
Время машинной (основной) работы рассчитывается по соответствующим для каждого вида работ формулам машинного времени. Эти формулы выражают зависимость продолжительности машинного времени от объема работы при изготовлении единицы продукции и от режима работы оборудования. С объемом работы эта зависимость прямая, а с режимом резания – обратная.
Для оптимизации машинного времени применяют возможно большие технологически допустимые подачи и соответствующие им скорости резания. При этом следует в наибольшей степени использовать режущие свойств инструмента и его прочность, динамические возможности станка при соблюдении технических условий на изготовление детали.
Выбор материала режущей части инструмента и его геометрических форм является важным фактором, определяющим уровень режима резания. Основой для такого выбора являются характер и условия обработки, характеристики обрабатываемого материала.
Процесс резания состоит из 2 движений: из числа оборотов детали или инструмента в минуту и движения подачи. Поскольку деталь или инструмент (фрезерные или сверлильные станки) вращается с помощью шпинделя, то число оборотов детали или инструмента равно числу оборотов шпинделя. Подача характеризует величину перемещения режущего инструмента относительно обрабатываемой детали (токарные, сверлильные работы и работы на продольно-строгальном станках) или величину перемещения обрабатываемой детали относительно режущего инструмента (фрезерные работы, работы на поперечно-строгальных станках) за один оборот шпинделя.
Толщина слоя металла, снимаемого с заготовки при механической обработке, называется припуском на обработку. Припуск может сниматься за один или несколько проходов инструмента в зависимости от заданной глубины резания.
Машинное время определяется на каждый переход процесса обработки детали на станке, после чего время выполнения всех переходов суммируется и включается в основное (технологическое) время для расчета нормы штучного времени.
Основное (технологическое) время на переход при точении, растачивании, сверлении, нарезании резьбы определяется по формуле:
Тo = ![]() i =
i = ![]() i , мин
i , мин
где L – длина пути, проходимого инструментом в направлении подачи, мм;
l длина обрабатываемой поверхности в направлении подачи, мм;
l![]() – величина врезания и перебега
инструмента, мм;
– величина врезания и перебега
инструмента, мм;
l![]() – дополнительная длина на взятие
пробной стружки, мм;
– дополнительная длина на взятие
пробной стружки, мм;
n – частота вращения шпинделя в минуту;
S – подача инструмента за один оборот шпинделя, мм/об;
i число проходов.
Эта формула является общей для всех видов станочных работ. Однако методика расчета параметров режима резания при нормировании различных видов станочных работ имеет свои особенности. Как следует из формулы, время выполнения машинной работы зависит от оптимального сочетания глубины резания, подачи и числа оборотов шпинделя, что в комплексе называется режимами резания. В свою очередь, выбор режимов резания производится с учетом сил резания, оптимальной скорости и эффективной мощности резания, которая необходима для осуществления данного режима резания. Эту зависимость можно представить следующей формулой
![]() ,
,
где Сv постоянная, зависящая от материала режущей части инструмента, материала заготовки и других условий резания (то есть глубины резания, подачи, геометрии инструмента, охлаждения и т.д.);
Т стойкость инструмента, то есть время работы инструмента между двумя заточками;
m – показатель относительной стойкости инструмента, зависящий от характера износа инструмента и ряда других факторов;
t – глубина резания, мм;
s – подача, мм/об;
х и y – показатели степеней, зависящие от обрабатываемых металлов, материала инструмента и условий обработки.
Режимы резания для станочных работ устанавливаются в следующем порядке. Исходя из припуска на обработку, определяется максимально возможная глубина резания. Относительно небольшое влияние глубины резания на стойкость резца и скорость резания при точении, строгании и фрезеровании позволяет при черновой обработке устанавливать возможно большую глубину резания, соответствующую припуску на обработку. Глубина резания может быть увеличена и при снижении подачи.
После установления глубины резания выбирается подача. При этом учитываются требуемая точность обработки поверхности, прочность державки и материала режущей части инструмента, а также жесткость системы станок-приспособление инструмент - деталь (СПИД). При черновой обработке детали, подача зависит от обрабатываемого материала, сечения державки резца, материала режущей части инструмента и глубины резания. При чистовой обработке, подача определяется классом точности обрабатываемой поверхности.
Затем определяется максимально допустимая сила подачи при резании по прочности и жесткости крепления детали с учетом требований, предъявляемых к классу точности обработки, прочности инструмента, жесткости системы СПИД. При резании сила, действующая на инструмент, складывается из 3 составляющих: вертикального (тангенциального) усилия резания, осевого и радиального. Наибольшей является вертикальное, которое определяется по формуле
Рz = Cp![]() t s
t s![]() кгс,
кгс,
где Ср![]() -
коэффициент, зависящий от механических свойств, обрабатываемого материала и
вида обработки;
-
коэффициент, зависящий от механических свойств, обрабатываемого материала и
вида обработки;
Радиальную и осевую составляющие силы подачи определяют по аналогичным формулам.
Данные, необходимые для расчета силы подачи, допускаемой станком, приводятся в паспорте станка. Выбранная сила подачи сравнивается с этим значением и должна удовлетворять условию:
Рx ![]() Р сm,
Р сm,
где Рx – осевая составляющая силы резания (сила подачи) в кг;
Рсm – осевая сила, допускаемая механизмом подачи станка, в кг.
Если выбранная подача не удовлетворяет этим требованиям, необходимо установленную по нормативам подачу, снизить до величины, допускаемой прочностью механизма станка или прочностью державки и пластинки твердого сплава.
Выбор скорости резания проводится по соответствующим таблицам в зависимости от состояния обрабатываемой поверхности, геометрической формы инструмента, глубины резания и величины подачи. Влияние этих факторов при определении скорости резания учитывается с помощью поправочных коэффициентов, приведенных в нормативных таблицах.
Исходя из выбранной скорости резания, вычисляется требуемое для получения заданной скорости число оборотов шпинделя станка по формуле
n = ![]() ,
,
где v – скорость резания, м/мин;
D – максимальный диаметр обработки, мм
Расчетная частота вращения шпинделя сравнивается с паспортными данными станка и корректируется по ближайшему значению, указанному в паспорте.
Определяется необходимая мощность станка, которая не должна превышать эффективной мощности станка, указанной в его паспорте. Она определяется по соответствующим таблицам нормативов или по формуле
N рез = Pz v / 6120.
Если окажется, что эффективная мощность станка меньше необходимой мощности резания, то частота вращения шпинделя должна быть скорректирована по соотношению:
n![]() =
=  ,
,
где n![]() – частота вращения, допустимая по
мощности станка;
– частота вращения, допустимая по
мощности станка;
Nпр – мощность привода станка;
![]() – коэффициент полезного действия станка.
– коэффициент полезного действия станка.
После этих расчетов определяется основное машинное время.
Расчет других категорий затрат рабочего времени, входящих в норму штучного времени производится по соответствующим нормативам или с помощью данных хронометража и фотографии рабочего времени.
2. Нормирование слесарно-сборочных работ
Слесарные работы представляют собой холодную обработку металлов резанием, выполняемую ручным (напильник, ножовка, разметка, рубка металла и др.), или механизированным (ручной пресс, электродрель и др.) способом. Эти работы выполняются при сборке машин и механизмов, либо вместо обработки на станках, из-за неточности механической обработки. Чем меньше таких работ, тем совершеннее применяемая технология. Наибольший удельный вес слесарных работ, выполняемых при сборке, имеет место в индивидуальном и мелкосерийном производствах.
Процесс сборки представляет собой совокупность технологических операций по соединению деталей (узлов) в определенной конструктивной последовательности для получения изделия требуемого качества. Обычно, для целей нормирования, он задается развернутой схемой сборки, техническими требованиями, обеспечивающими необходимое качество изделия, и условиями выполнения работ. С точки зрения технологии, сборочный процесс может быть неоднородным и включать регулировочные, пригоночные, слесарные и др. работы. Такие операции называются слесарно-сборочными.
В отличие от нормирования механических и других видов работ, нормирование слесарно-сборочных операций имеет следующие особенности.
В качестве границы расчленения технологического процесса сборки используется сборочная единица, то есть комплект (соединение деталей), который хранится, перемещается и подается на дальнейшую сборку (с одного рабочего места на другое) как единое целое. Сборочной единицей могут быть сборочная пара (первичное звено сборочного соединения), сборочный комплекс (часть узла), узел, группа, агрегат, изделие. При нормировании сборочной операции, мы имеем дело не с одной деталью, а с комплектом.
Объектом нормирования является сборочная операция, под которой понимается законченная часть технологического процесса, ограниченная работой над одной сборочной единицей на одном рабочем месте.
Оперативное время слесарно-сборочной операции содержит основное время на технологический переход и вспомогательное время, включающее в себя такие работы как: «взять инструмент», «поднести его к месту обработки», «отложить инструмент», «возвратное движение инструмента» при опиливании или резании металла. Так как слесарные работы являются преимущественно ручными, и элементы вспомогательной работы тесно переплетаются с основной, нормативы содержат оперативное время на технологический переход.
Основными факторами, влияющими на продолжительность выполнения слесарных работ, являются: вид слесарных работ, применяемый инструмент, обрабатываемый материал, форма и размеры обрабатываемой поверхности, требуемая точность обработки, степень удобства выполнения работ, масштаб производства.
Процесс расчета технически обоснованных норм времени на слесарно-сборочные работы состоит из следующих этапов.
1. Устанавливается объект, цель и метод нормирования. На этом этапе четко определяется сборочная единица, задается технологическая схема сборки и выбирается метод нормирования (аналитически-расчетный по нормативам или аналитически исследовательский).
2. Проводится анализ фактических условий производства, где осуществляется операция. Заполняется общая часть нормировочной карты (табл. 26).
3. Выбираются нормативы для нормирования в соответствии с типом производства, характером работы.
4. Операция расчленяется на расчетные комплексы приемов работы и выявляется соответствие фактических условий труда нормативным. В случае их отклонения находят поправочные коэффициенты, а если в таблицах отсутствуют данные и нет указаний о приближенном значении («до» определенной величины), используют необходимые для расчета эмпирические формулы.
5. Рассчитывается оперативное время на операцию (или неполное штучное время). Оно определяется как сумма оперативного времени всех входящих в нее расчетных комплексов и выражается следующей формулой
 ,
,
где Топi – оперативное время выполнения i-го расчетного комплекса, мин;
ki – суммарный поправочный коэффициент на измененные условия работы при выполнении i-го расчетного комплекса;
i = 1, 2, ..., п число расчетных комплексов, входящих в операцию.
В условиях мелкосерийного и единичного производства оперативное время при нормировании слесарно-сборочных работ не выделяется. Расчет осуществляется укрупненно по штучному времени для каждого i-го расчетного комплекса.
Рассчитывается время на обслуживание рабочего места, отдых и личные надобности. Это дополнительное время задается в нормативах (в процентах к оперативному времени) и выражается коэффициентом:
K=aобс+aотд,
где aобс – время обслуживания рабочего места, (% от оперативного времени);
aотд – время на отдых и личные надобности, (% от оперативного времени).
В условиях среднесерийного и серийного производства, где продолжительность подготовительно-заключительного времени для слесарно-сборочных работ невелика, при необходимости подготовительно-заключительное время aпз также задается в процентах к оперативному времени и включается в величину К:
K= aпз+a![]() +aотд.
+aотд.
7. Рассчитывается норма штучного времени на операцию. Так как для слесарно-сборочных работ единицей (штукой) является не деталь, как это имеет место для других видов работ, а сборочная единица – комплект деталей, то понятие “штучное время правильнее будет трактовать как “операционное время”. Для слесарно-сборочных работ это время выражается формулой
Tшт=Tоп(1+K/100)K1K2,
где K1 – поправочный коэффициент, учитывающий тип и масштаб производства. Он зависит от числа сборочных единиц в производственной (технологической) партии и характеризуется отношением планируемого выпуска изделий к нормативному;
K2 – поправочный коэффициент, учитывающий условия работы (сверху, снизу и т.д.).
В массовом производстве учитывается число приемов, выполняемых рабочим за операцию. В случае, если Tшт включает подготовительно-заключительное время, оно выполняет роль штучно-калькуляционной нормы и может служить для плановых расчетов.
Порядок расчета нормы штучного времени целесообразно записывать в нормировочную карту, пример которой приведен в табл. 12.1.
3. Нормирование труда при многостаночном обслуживании
В условиях многостаночного обслуживания, для установления норм времени, применяется формула, содержащая типовой набор элементов:
Тшт = Топ + Т тех + Торг + Тотд.
Норма выработки рассчитывается для каждого станка в отдельности по формуле
Нвыр = ![]() n,
n,
где n – количество станков, обслуживаемых рабочим.
Норма выработки для рабочего в смену определяется по формуле
Нвыр = Нц х Нвыр.ц,
где Нц – количество циклов в смену;
Нвыр.ц – выработка всех станков за цикл.
Однако в расчетах элементов входящих в норму штучного времени есть некоторые особенности.
Оперативное время изготовления одной детали определяется по формулам:
- при работе на станках-дублерах:
Т![]() оп =
оп = ![]() ,
,
где m – число деталей, изготавливаемых в течение одного цикла многостаночного обслуживания или повторяемость операций в цикле.
- при совмещении операций неравной и некратной длительности:
Т![]() оп =
оп = ![]() Кс,
Кс,
где Кс – коэффициент совпадения окончания машинной работы станка с занятостью рабочего по обслуживанию другого станка. Он представляет собой отношение времени цикла к оперативному времени.
Для удобства расчетов может быть использована таблица коэффициентов, полученных с помощью теории массового обслуживания (табл. 1).
Таблица 1
Коэффициент совпадения Кс
| Число станков, обслуживаемых одним рабочим | Коэффициент занятости рабочего, Кз | ||||
| 0,10 | 0,20 | 0,30 | 0,40 | 0,50 | |
|
3 4 5 6 7 8 |
1,01 1,02 1,04 1,05 1,07 1,12 1,23 |
1,04 1,10 1,16 1,23 1,40 1,45 1,55 |
1,09 1,20 1,40 1,65 1,85 2,04 2,30 |
1,16 1,40 1,70 2,00 2,40 2,50 3,00 |
1,25 1,60 2,05 2,50 3,00 3,10 3,70 |
|
Примечание. Цифры, расположенные в данной таблице ниже
черты, соответствуют условию n> |
|||||
Время активного наблюдения за ходом работы станка Тан для условий серийного и крупносерийного производства берется равным 5% от основного машинного времени.
Время на обход оборудования Тпер определяется по соответствующим формулам.
Время по организационному обслуживанию рабочего места Торг определяется в процентах от оперативной работы по формуле
Т1орг = ![]() хТоп,
хТоп,
где а![]() - время
организационного обслуживания рабочего места в % от оперативного времени.
- время
организационного обслуживания рабочего места в % от оперативного времени.
Следует при этом учитывать, что если внутри цикла у рабочего имеется свободное время, время организационного обслуживания рабочего места может быть полностью или частично перекрыто основным машинным временем.
При определении времени на техническое обслуживание станков необходимо учитывать, что при организации многостаночного обслуживания предусматривается увеличение периода стойкости инструмента, так как обработка часто осуществляется при пониженных режимах резания. Соответственно уменьшается и время технического обслуживания рабочего места. Основной составляющей частью технического обслуживания рабочего места является смена режущего инструмента и подналадка станков. Эти работы могут выполняться либо наладчиком, либо самим рабочим-многостаночником.
Это изменение времени на техническое обслуживание рабочего места учитывается с помощью коэффициента Кm, который зависит от числа обслуживаемых станков.
Значения Кт (табл. 2) получены расчетным путем, исходя из условий наименьших затрат на обработку.
Таблица 2
Значения Кm при разных количествах обслуживаемых станков
| Число обслуживаемых станков | 2 | 3 | 4 | 5 | 6 | 7 и более |
|
Кт |
0,7 | 0,53 | 0,45 | 0,38 | 0,35 | 0,32 |
Используя коэффициент Кm время на техническое обслуживание рабочего места в расчете на одну деталь определяется по формуле
Ттех = ![]()
![]() х То.
х То.
Время на отдых и личные надобности в расчете на одну деталь определяется по формуле
Т1отд = a![]() /100m х Тц.
/100m х Тц.
где a![]() - время на отдых и личные надобности, % от времени
цикла многостаночного обслуживания Тц.
- время на отдых и личные надобности, % от времени
цикла многостаночного обслуживания Тц.
Учитывая высокую интенсивность труда при многостаночном обслуживании, время на отдых и личные надобности рассчитывается по нормативам для массового производства.
Расчет нормы штучного времени при многостаночном обслуживании выполняется по формуле
для условий крупносерийного и массового производства:
Т![]() шт =
шт = ![]()
 .
.
для условий серийного и мелкосерийного производства:
Т![]() шт =
шт = ![]()
 .
.
4. Нормирование труда в условиях автоматизированного производства
С помощью нормирования труда в условиях автоматических линий обеспечивается решение следующих задач:
- расчет норм труда и необходимой численности обслуживающих линию рабочих: наладчиков, операторов, слесарей, контролеров;
- установление регламента обслуживания.
В связи с тем, что работающие на автоматических линиях чаще всего объединены в комплексные бригады, вопросы нормирования труда решаются одновременно с выбором форм разделения и кооперации труда и системы обслуживания.
В качестве норм могут применяться нормы производительности автоматической линии, в то же время являющиеся нормами выработки для обслуживающих ее рабочих, нормы времени и нормы обслуживания. Нормы производительности оборудования устанавливаются по лимитирующему оборудованию, входящему в состав линии. При этом необходимо выбрать наиболее рациональный режим работы лимитирующего оборудования. Режим работы остального оборудования устанавливается исходя из времени, затрачиваемого на изготовление продукции на лимитирующем оборудовании. Этим достигается синхронизация автоматической линии, аналогичная синхронизации поточных линий.
Норма производительности линии (Нп.л) определяется по формуле
Нп.л = А х Кп.в х Кн,
где А – часовая теоретическая производительность лимитирующего оборудования автоматической линии;
Кп.в – коэффициент полезного времени машины;
Кн – коэффициент, учитывающий неполное использование линии по независящим от рабочих и производства техническим причинам (определяется экспериментальным путем).
Как правило, при проектировании линии подбирается оборудование равной производительности. Однако могут быть случаи, когда имеется оборудование разной производительности, что ограничивает (лимитирует) производительность всей линии. Иногда оборудование может оказаться лимитирующим из-за высокого (по сравнению с другими) коэффициента неполного использования машины (Кн) по независящим от производства причинам. В этом случае количество лимитирующего оборудования определяется с учетом коэффициента Кн.
Теоретическая производительность линии (А) рассчитывается по следующей формуле
А =
![]() ,
,
где Nц - объем продукции, производимой за один цикл работы;
Тц - продолжительность одного цикла работы линии, мин;
Тр - время, на которое устанавливается норма (часовая смена), мин.
Коэффициент полезного времени линии (Кп.в.) определяется по формуле
Кп.в. = ![]() m,
m,
где Тц.с – время цикличной работы линии в течение смены;
m – количество циклов в смене.
Время цикла устанавливается по лимитирующему оборудованию, входящему в состав линии, при наиболее рациональном режиме его работы по формуле
Тц = Тсм Ттех – Тп,
где Ттех – время замены инструментов и технического обслуживания участка линии в течение смены;
Тп – перерывы на организационное обслуживание рабочего места, отдых и личные надобности.
Норма времени автоматической линии (Нвр.л) на единицу продукции рассчитывается по формуле
Нвр.л = ![]() ,
,
где Нп.л – норма производительности автоматической линии.
Для определения численности наладчиков, обслуживающих линию, рассчитываются нормы обслуживания по формуле
Но = ![]() ,
,
где Тз – время занятости наладчика в течение смены по обслуживанию одной автоматической линии, включая активное наблюдение. Оно определяется по данным, на основании которых составляется график (регламент) обслуживания
Тз = Тн.п. х Кд,
где Тн.п – время наладочных и подналадочных работ выполняемых в течение одной смены, устанавливаемое по нормативам или при помощи хронометражных наблюдений для данной автоматической линии;
Кд – коэффициент, учитывающий остальные работы, выполняемые наладчиком в течение смены, включая активное наблюдение. Его определяют по фотографиям рабочего времени наладчика как отношение общего времени его занятости ко времени выполнения наладочных и подналадочных работ, Кд > 1.
Если расчетная норма обслуживания меньше единицы, то один наладчик не успеет обслужить автоматическую линию. Тогда численность наладчиков, обслуживающих одну линию (Ч), будет равна
Ч = 1/ Но.
По таким же формулам определяются и нормы обслуживания для операторов и контролеров. Разница лишь в том, что для этих категорий работников, время занятости определяется по соответствующим нормативам.
После расчета необходимой для обслуживания автоматической линии персонала, этот расчет уточняется с помощью проведения фотографии рабочего времени, по данным которой осуществляется рациональное перераспределения работ по обслуживанию линии между рабочими с целью более полной загрузки и уменьшения их численности. Например, при недогрузке наладчика основной работой, в обязанности ему могут вменяться частичный или полный уход за линией, устранение мелких неисправностей оборудования, оснастки, загрузки заготовками выгрузка деталей и т.д. Оператор в целях обеспечения наиболее полной загрузки, кроме своих основных функций, может осуществлять замену масла, смазочно-охлаждающей жидкости и т.д.
5. Нормирование труда в период освоения производства новой продукции
В условиях строго регламентирования производственного процесса с высоким уровнем его механизации и автоматизации, к качеству действующих на всем протяжении выпуска продукции норм труда предъявляются высокие требования. Уровень их соответствия существующим организационно-техническим условиям оказывает большое влияние на ускорение освоения производства новой продукции. На стадии подготовки производства к выпуску новой продукции технически обоснованные нормы устанавливаются аналитически-расчетным методом для проектных условий с учетом рациональной организации рабочих мест, систем их обслуживания, использования запроектированного оборудования, оснастки, приспособлений и инструмента. Освоение новой продукции является сложным и ответственным моментом для каждого предприятия, так как в этот период происходят существенные изменения организационно-технических условий производства при одновременном совершенствовании методов и приемов выполнения работ, выработка специализированных производственных навыков у рабочих. В результате происходит непрерывное, весьма существенное снижение затрат времени на изготовление нового изделия или выполнения операций. Сокращение затрат труда в этот период происходит под влиянием двух групп факторов:
- факторов, связанных с изменением организационно-технических условий, в связи с оснащением производства новым оборудованием, оснасткой, приспособлениями и т.п.;
- факторов, связанных с освоением рабочими своих операций.
Указанные факторы по-разному отражаются на процессе освоения производства. Под влиянием первой группы факторов происходит прерывистый, скачкообразный процесс влекущий за собой немедленное изменение уровня трудовых затрат, что сразу же должно найти отражение в изменении действующей нормы. При освоении работ рабочими имеет место постепенное и непрерывное сокращение затрат рабочего времени по мере выработки специализированных навыков и освоения рациональных проемов и методов труда.
Применение в этот период технически обоснованных норм, рассчитанных на условия освоенного производства приводит к неоправданному снижению заработной платы рабочих-сдельщиков. Поэтому на период освоения, к технически обоснованным нормам должно устанавливаться дополнительное время, отражающее трудовые затраты на объем работ, связанный с процессом освоения. В соответствии с эти дополнительным временем вводятся доплаты. По мере освоения производства размер дополнительного времени и доплат должен снижаться, а при выходе на проектный выпуск продукции - отменяться.
Несмотря на то, что фактические затраты времени в период освоения непрерывно изменяются, нормы и дополнительное время к ним на какой-то период времени должны оставаться стабильными. Это условие требует разбивки этапов освоения на определенные интервалы, для каждого из которых должно быть установлено дополнительное временя, действующее на этом интервале. Такой интервал обычно приравнивают к месяцу или кварталу. В начале планируемого периода время отклонения от запроектированного устанавливается на основе хронометражных наблюдений. На последующие периоды фактические затраты времени рассчитываются с учетом плана организационно-технических мероприятий, направленных на устранение отклонений.
Из-за отклонения существующих на конкретный период времени организационно-технических условий от запроектированных величина дополнительного нормированного времени и период ее действия устанавливается с учетом значимости отклонения, и характера проводимых мероприятий по его устранению и увязывается с планом организационно-технических мероприятий цеха (предприятия в целом). Дополнительное время, связанное с освоения работы рабочими увязывается с количеством деталей, изготавливаемых с начала производства, сложностью работ, уровнем их механизации. Структуру норм времени с ее изменениями в период освоения производства можно представить следующим образом, рис.1.
Технически обоснованные нормы времени, установленные для условий освоенного производства, и нормированное дополнительное время служит основанием для расчета на весь этот период норм выработки. Исходя из периода, но который вводится дополнительное время, а также сроков его измерения, строят график освоения технически обоснованных норм. Такой график должен содержать значения этих норм на различных этапах освоения вплоть до отмены при достижении проектных значений.
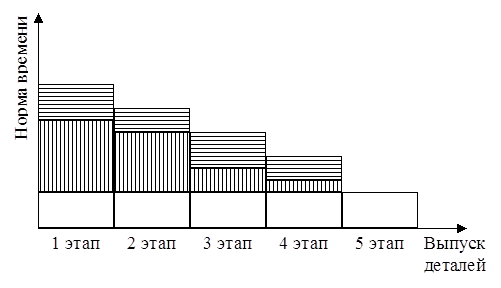
Рис. 1. График освоения проектных норм
![]() где - технически обоснованная норма для условий освоенного производства;
где - технически обоснованная норма для условий освоенного производства;
![]() - дополнительное нормированное время, устанавливаемое в связи с
отклонением организационно-технических условий;
- дополнительное нормированное время, устанавливаемое в связи с
отклонением организационно-технических условий;
![]() - дополнительное нормированное время, установленное в связи с освоением
рабочим операций.
- дополнительное нормированное время, установленное в связи с освоением
рабочим операций.
![]() Такая система поэтапного
внедрения технически обоснованных норм позволяет постоянно поддерживать их
прогрессивный уровень, повышает ответственность соответствующих служб
предприятия за своевременное организационно-техническое обеспечение трудового
процесса, наглядна для рабочих, осваивающих производство новой продукции, что в
конечном итоге способствует повышению производительности труда и ускорению
освоения выпуска новой продукции в запроектированных объемах.
Такая система поэтапного
внедрения технически обоснованных норм позволяет постоянно поддерживать их
прогрессивный уровень, повышает ответственность соответствующих служб
предприятия за своевременное организационно-техническое обеспечение трудового
процесса, наглядна для рабочих, осваивающих производство новой продукции, что в
конечном итоге способствует повышению производительности труда и ускорению
освоения выпуска новой продукции в запроектированных объемах.
ЛИТЕРАТУРА
1. Научная организация труда на машиностроительных предприятиях. - М.: Машиностроение, 2002.
2. Научная организация и нормирование труда в машиностроении. - М.: Машиностроение, 2004.
3. Нормирование труда в промышленности. - М.: Экономика, 1999.
4. Нормирование труда /Под ред. Генкина Б.М. - М.: Экономика, 2001.
© 2009 База Рефератов