
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Виды печати
Реферат: Виды печати
СОДЕРЖАНИЕ
Введение. 3
1. Офсетная печать. 5
2. Трафаретная печать. 10
2. Глубокая печать. 16
4. Высокая печать. 17
5. Использование в СМИ.. 20
Заключение. 22
Список литературы.. 24
Целью данной работы является систематизация, накопление и закрепление знаний о специальных видах печати и возможностях использования в СМИ.
Офсетная печать - это способ плоской печати. На протяжении почти 30 лет его применение постоянно возрастает. Офсет вытеснил преобладавшую в прежнее время высокую печать и в настоящее время занимает доминирующее положение на рынке печатной продукции.
Трафаретная печать является одним из технологичных способов печати. Она охватывает самые различные области применения: от ручных работ до высокотехнологичных промышленных решений, от самых малых форматов при изготовлении печатных плат до самых крупных плакатов порядка 3х6 м и от единичных экземпляров до больших тиражей. Способом трафаретной печати запечатываются бумага, текстиль, керамика и синтетические материалы в виде полотна, отдельных листов, а также такие изделия различного предназначения и формы, как банки, бокалы и панели.
Глубокая печать - старейший способ печати, история которого восходит к началу XV века, когда впервые стали изготавливаться оттиски с гравированных медных пластин. Сегодня в развитых странах на глубокую печать приходится приблизительно 10-15% рынка печатной продукции. Несмотря на незначительную тенденцию к снижению, этот показатель устойчиво удерживается на протяжении последних 20 лет. Адепты глубокой печати, отмечая простоту этой технологии, в сравнении, например, с офсетом, подчеркивают, что именно ей обязаны своим рождением и современные красочные системы (без зональной регулировки краски) офсетных газетных машин и анилоксовые красочные аппараты машин флексографской печати.
Высокая печать, к которой принадлежат собственно высокая печать с металлических печатных форм, а также флексография, является древнейшим способом печати. Как уже видно из самого ее названия, печатный процесс осуществляется возвышающимися над поверхностью печатной формы печатающими элементами.
Косвенный способ высокой печати, в котором печатное изображение передаётся с формы на запечатываемый материал через резиновый цилиндр, ещё можно найти в определённых областях - особенно при печати упаковки. На протяжении нескольких последних десятилетий был внедрён модифицированный принцип высокой печати, а именно флексография. Чаще всего он используется в упаковочной промышленности для печати на различных материалах. Название «флексографская печать» (флексография) было введено в начале 50-х годов ХХ века (до этого называлась «анилиновая печать»>). В противоположность высокой печати флексография работает с жидкими красками и эластичными, т.е. мягкими и гибкими печатными формами (клише), а также с незначительным давлением между формным цилиндром и запечатываемым материалом). Гибкие печатные формы (ранее их изготавливали исключительно из резины, а в настоящее время в основном из фотополимеризующихся материалов) дают возможность запечатывать материалы с очень шероховатой поверхностью и даже ткани.
Все названные вопросы требуют дальнейшего рассмотрения и изучения, что является целью данной работы.
1. Офсетная печать
В офсетной печати печатающие и пробельные элементы печатной формы лежат в одной плоскости. Печатающие элементы обладают гидрофобными свойствами, т.е. способностью отталкивания воды, и одновременно олеофильными свойствами, позволяющими им воспринимать краску. В то же время робельные (непечатающие) элементы печатной формы, наоборот, имеют гидрофильные и в то же время олеофобные свойства, благодаря чему они воспринимают воду и отталкивают краску. Этот процесс происходит в результате физических явлений на поверхности раздела сред.
Перед печатью пробельные участки печатной формы покрываются тонким слоем увлажняющей жидкости. Этот раствор (состоящий из воды и вспомогательных добавок) равномерно распределяется увлажняющими валиками. Для хорошего смачивания пробельных элементов формы требуется уменьшение сил поверхностного натяжения путем добавления в увлажняющий раствор специальных веществ. Слишком сильное уменьшение поверхностного натяжения может в пределе приводить к образованию эмульсии печатной краски и увлажняющего раствора. Точного их разделения при нанесении краски на печатную форму в этом случае не произойдет.
Правильное осуществление офсетного печатного процесса зависит от многих физико-химических явлений, связанных с материалами и компонентами, принимающими участие в нем. Приведенный ниже перечень представляет те факторы, которые оказывают наибольшее влияние на качество офсетной печати:
.влияние печатной формы
- поверхностное натяжение участков, воспринимающих краску;
- поверхностное натяжение участков, воспринимающих увлажняющий раствор;
- шероховатость поверхности, в особенности на свободных от краски пробельных участках (механическое или электролитическое зернение и т.д.);
- режимы технологических процессов изготовления;
влияние красочных валиков
- свойства материала покрытия валиков,
- поверхностное натяжение материала, из которого сделан валик,
- шероховатость поверхности,
- деформационные свойства резинового покрытия,
- установка и юстировка валиков,
- вращение без биения;
влияние резинового полотна
- натяжение резинового полотна,
- шероховатость поверхности,
- деформационные свойства,
- адгезионные свойства по отношению к краске,
- режимы процесса печати,
- устойчивость к действию технологических растворов;
влияние печатной краски
- поверхностное натяжение на границе раздела фаз <вода - краска>,
- реологические свойства (вязкость, липкость и т.д.),
- температурные условия,
- условия восприятия увлажняющего раствора,
- изменение свойств при прохождении через красочный аппарат,
- состав печатной краски,
- условия закрепления;
влияние увлажняющего раствора
- жесткость воды, загрязнение воды,
- добавки в увлажняющий раствор (спирт, смачивающие присадки, буферные вещества),
- величина рН, поверхностное натяжение,
- реологические свойства (вязкость),
- температурная зависимость реологических величин;
влияние запечатываемого материала
- свойства запечатываемого материала (гладкость, впитывающая способность, смачиваемость),
- величина рН запечатываемого материала,
- печатные свойства (деформация при натяжении, выщипывание, прочность на разрыв);
влияние печатной машины (на качество печати и стабильность процесса)
- конструкция печатного аппарата (точность, стабильность, виброустойчивость и т.д.),
- тип красочного аппарата (наличие регулировки подачи краски по циклу машины),
- тип увлажняющего аппарата (контактное увлажнение, бесконтактное увлажнение),
- конструкция системы подачи краски (дозирование краски),
- поддержание температуры (термостатирование).
Этот краткий обзор показывает, что способ офсетной печати должен восприниматься как система со многими параметрами, изменение лишь только одного из которых может оказывать влияние на весь процесс.
Офсетная печать является способом, который особо отчетливо определяется пограничными поверхностными процессами - физическими и химическими. Взаимодействие веществ, находящихся в контакте при офсетном способе печати, с трудом поддается рассмотрению и истолкованию, поскольку речь должна идти не об однокомпонентных фазах (например, чистой воде), а о многокомпонентных фазах (например, водных растворах) или о многофазных (гетерогенных) системах, таких, например, как печатная краска, представляющая собой дисперсию твердых частиц, пигмента в жидком связующем.
Для понимания механизма переноса краски в офсетном способе наряду со смачиванием необходимо учитывать расщепление слоев, находящихся во взаимодействии. При соприкосновении красочного и увлажняющего слоев решающим является не то, произойдет ли их отталкивание друг от друга, а то, в каком слое произошло их разделение. Последнее зависит в значительной степени от когезии, причем офсетные краски имеют высокую когезию, поэтому расщепление происходит в водяной пленке.
При взаимодействии увлажняющего раствора и краски на ее поверхности остаются его капли, которые могут с ней эмульгировать. Коэффициент растекания раствора дает при этом информацию о том, покрывает ли он поверхность краски или нет. Чтобы раствор не отталкивался печатной краской, поверхностное натяжение на границе раздела не должно быть слишком большим. Исследования показали, что указанное поверхностное натяжение влияет на долю жидкости, поглощаемой поверхностью красочного слоя, а эмульгирование зависит от когезии печатной краски. Так как на поверхности красочного слоя печатной формы находятся частицы раствора, необходимо, чтобы печатная краска была в состоянии их вытеснять при нанесении ее на печатающие элементы.
Свойства печатной формы, печатных красок и увлажняющих растворов в офсетной печати имеют важное значение.
Офсет без увлажнения использует тот же принцип, но с другими комбинациями поверхностей и материалов. Так, офсетная печатная форма без увлажнения имеет пробельные участки, которые сильно отталкивают краску благодаря силиконовому слою. Краска воспринимается лишь на тех участках печатной формы, с которых он удален. Для офсета без увлажнения необходима сравнительно высокая вязкость краски, в связи с чем при ее растире в красочном аппарате валики могут нагреваться до 50 градусов С. При этом отсутствует охлаждающее действие увлажняющего раствора. Поэтому, чтобы избежать тенения, в красочном аппарате необходимо поддерживать определенную температуру. Это может быть сделано посредством раскатных цилиндров с водяным или воздушным охлаждением. Температура красочных накатных валиков не должна превышать 28-30 градусов С. Офсетная печать без увлажнения чаще всего применяется для производства высоколиниатурных растровых изображений (так как имеет место лишь незначительное растискивание растровых точек). Поскольку компоненты увлажняющего средства здесь не нужны, возможна более простая конструкция красочного аппарата, благодаря чему после запуска машины в короткое время достигается выход на должное качество тиражной печати. Недостатком офсета без увлажнения является то, что отсутствует очищающее действие увлажняющего аппарата: на офсетном полотне и поверхности печатной формы легко осаждаются капли краски и бумажная пыль
2. Трафаретная печатьПалитры красок характеризуются большим разнообразием. Находят широкое применение специальные краски для самых разнообразных областей. В трафаретном способе для печати иллюстраций находит широкое применение четырехкрасочная печать. Применяемые для трафаретной печати аппараты, машины и устройства охватывают как обычные приспособления и установки, используемые в кустарном производстве, так и большие машины для работ в промышленных масштабах.
Трафаретная печать, называемая иногда шелкографией, является особым способом шаблонной печати.
Шаблонные способы печати относятся к древнейшим. Шрифтовые шаблоны (трафареты), шаблоны для нанесения оригиналов, помогающих вышивать монограммы на белье или наносить тексты и маркировки на упаковке любого рода, известны давно. Применение шаблонов позволяет быстро переносить текстовую информацию, символы и пиктограммы с формы на различные документы и материалы. При этом шаблоны фиксируются на запечатываемой поверхности, а краски попадают на открытые участки шаблона. Краски могут наноситься кистью, щёткой, ракелем, шприцпистолетом или воздушным распылителем (рис. 1).
Однако шаблонная печать имеет существенный недостаток, ограничивающий её применение: все части шаблона должны быть между собой соединены. Это означает, что для соединения внутренних частей или фрагментов изображения в большинстве случаев необходимы перемычки, которые легко отламываются. Из-за этого шаблонные изображения должны иметь перемычки, из-за которых сплошные линии (трафареты) на определенных расстояниях прерываются (рис. 2).

Рис. 1 Принцип трафаретной печати (подача краски распылителем)
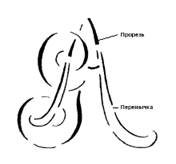
Рис. 2 Шаблон орнамента
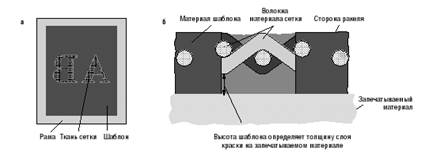
Рис. 3 Печатная форма: сетка с шаблоном/трафаретом:
а) вид со стороны печати;
б) сечение печатной формы.
Примечание. В соответствии с технологией нанесения краски на трафаретный материал предпочтительнее помещать копировальный слой на сторону ракеля для защиты и стабилизации сетки
В трафаретной печати этот недостаток устранен. Здесь трафаретная сетка-основа печатной формы берет на себя функцию перемычки, не ограничивая при этом характер и вид изображения. Краска проникает через отверстия ячейки сетки и образует непрерывные участки между запечатанными элементами шаблона. Шаблон в этом случае кладётся на сетку, приклеивается и закрепляется в таком положении.
Итак, сетка является только носителем шаблона. Комбинация сетки и шаблона образует печатную форму. Обеспечивается почти полная свобода для оформления сюжета и нанесения шаблона на сетку вплоть до растровых элементов. Благодаря этому перенос краски на закрытых участках частично предотвращается или, по крайней мере, сокращается. Это ограничивает возможность использования высоколиниатурных растров и передачу высокого градационного диапазона.
При выборе растровых углов нужно обращать внимание на положение нитей сетки, чтобы при печати не появлялся муар. Трафаретная форма и краска должны соответствовать ряду определённых требований, чтобы обеспечить желаемое качество печати. Для трафарета типичны растры с линиатурами до 40 точек/см при частоте сетки до 200 нитей/см. Растровые углы соответствуют углам растра офсетной печати с дополнительным поворотом в 7,5 градусов относительно положения нитей трафаретной сетки.
Трафаретная печать на плоской поверхности
Малотиражные плакаты и полиграфические изделия. Крупноформатные плакаты относительно выгодно изготавливать малыми тиражами. Толстый красочный слой позволяет получить высокий блеск и хорошее качество оттисков.
Дорожные знаки, шильды. Печать, в особенности крупноформатная, красками высокой стойкости используется для печати дорожных знаков и указателей. Трафаретная печать лучше всего удовлетворяет требованиям, предъявляемым к ним. Трафаретным способом также запечатываются автомобильные панели и инструментальные шкалы. Наряду с точностью при печати на автомобильных деталях требуется обеспечить низкую проницаемость света при нанесении красок; контрольные сигнальные огни должны, например, точно светиться определённым цветом.
Электронные печатные платы. Трафаретная печать стала особо применима из-за ее простоты и гибкости при производстве печатных плат для электронных изделий. Только способом трафаретной печати можно многократно повторять при заданной толщине красочного слоя точное запечатывание на кашированной медью жесткой бумаге или на твёрдых платах. Нанесенное на медную поверхность красочное изображение сохраняет при травлении токопроводящие элементы печатной платы, а специальные лаки защищают их от внешних воздействий.
Солнечные энергетические батареи. Фотосопротивления и солнечные батареи запечатываются специальной проводящей пастой как участки для передачи электроэнергии. При этом особое значение придаётся очень маленьким, покровным площадям с проводниковыми элементами, чтобы оптимизировать получение энергии в солнечных батареях.
Компакт-диски (CD). Для печати на компакт-дисках также используется трафаретная печать. В настоящее время для них применяются и офсетная, и тампонная печать.
Текстильные предметы и материалы. При проникновении краски внутрь текстиля требуются ее большие объёмы. Поэтому преимущественно используется способ трафаретной печати. Предметы одежды, сумки из льна, полотнища материи и т.п. запечатываются трафаретной плоской и ротационной печатью. Рисунки (деколи). Для нанесения декоров на керамику используется зачастую трафаретный способ печати, которым наносятся рисунки (деколи). Они изготавливаются из специальных пигментов для последующего обжига. Зёрна пигментов требуют использования низколинеатурной трафаретной сетки. Изображения с деколи с носителем размещаются на предварительно нагретых керамических изделиях. Керамические изделия характеризуются нанесением на них толстого слоя краски под глазурью или поверх нее.
Бесшовные декоры для текстильных полотен и обоев, а также прочие декоры требуют в основном использования трафаретной ротационной печати и рулонного материала. В зависимости от вида запечатываемого изделия для этого изготавливают специальные машины. Трафаретная ротационная печать с листовым запечатываемым материалом особенно часто применяется для больших тиражей.
Техникой для трафаретной печати можно наносить также прозрачный лак для облагораживания печатных изделий (предпочтительно для выборочного лакирования).
Трафаретная печать на выпуклых поверхностях
Почти все предметы, запечатываемые трафаретным способом, ограничиваются плоскими, выпуклыми и ограниченно вогнутыми, не очень структурированными поверхностями. При этом почти нет никаких ограничений относительно запечатки материалов.
Керамические изделия обеспечивают возможность применения прямой трафаретной печати. При этом можно использовать специальные пигментные краски непосредственно после обжига или исключительно лаковые краски для печати на изделиях с глазурью.
На предметах из синтетических материалов не всегда можно осуществлять печать напрямую. Для обеспечения сцепления краски с такими материалами часто бывает необходимо обработать поверхность, например, открытым газовым пламенем, коронным разрядом или предварительным нанесением грунтовки (праймера).
Бутылки.
Стеклянные бутылки с обжигом лака или имеющиеся в продаже пластиковые бутылки для пищевых продуктов и хозяйственных нужд запечатывают часто также трафаретным способом.
Игрушки. Можно запечатывать, например, мячи или другие предметы в несколько красок.
Стаканы. Декор на питьевые стеклянные изделия зачастую наносят всевозможными красками и толстыми красочными слоями, а также краской под золото.
Рекламные изделия.
Виды рекламных изделий, которые декорируются трафаретной печатью или снабжаются особыми надпечатками, чрезвычайно разнообразны – от зажигалок и шариковых ручек до перочинных ножей и карманных калькуляторов.
3. Глубокая печатьГлубокая печать - старейший способ печати, история которого восходит к началу XV века, когда впервые стали изготавливаться оттиски с гравированных медных пластин. Сегодня в развитых странах на глубокую печать приходится приблизительно 10-15% рынка печатной продукции. Несмотря на незначительную тенденцию к снижению, этот показатель устойчиво удерживается на протяжении последних 20 лет. Адепты глубокой печати, отмечая простоту этой технологии, в сравнении, например, с офсетом, подчеркивают, что именно ей обязаны своим рождением и современные красочные системы (без зональной регулировки краски) офсетных газетных машин и анилоксовые красочные аппараты машин флексографской печати.
Тем не менее, ввиду значительной трудоемкости и дороговизны изготовления формных цилиндров для машин глубокой печати, применение этой технологии оправдано лишь при выпуске больших тиражей - не менее одного миллиона экземпляров. Основными заказчиками типографий глубокой печати являются издательства популярных еженедельных журналов и каталогов для почтовой рассылки. Еще одна немаловажная сфера применения - печать на упаковочных материалах: от сверхтонкой фольги до толстых сортов картона.
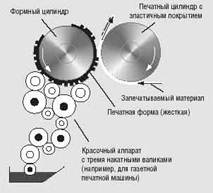
4. Высокая печатьВысокая печать, главным образом книжная, является машинным видом печати. Перенос высоковязких, пастообразных красок на бумагу осуществляется посредством твердых (преимущественно металлических) печатающих элементов (рис. 4). В хронологии развития высокой печати печатные станки и машины разделялись в соответствии с различными принципами давления на ручные прессы и тигельные станки, плоскопечатные и ротационные машины.
На протяжении многих столетий высокая печать, охватив весь мир, являлась доминирующей. Она выполнялась с твёрдых печатных форм, изготавливаемых преимущественно из сплава свинца, сурьмы и цинка. Так как этот способ в основном служил для печати книг, он получил, по крайней мере в немецком языке, название («книжная печать»). В настоящее время офсетная печать по техническим и коммерческим причинам повсеместно вытеснила высокую печать, которая находит себе применение только в определённой нише (например, для качественного изготовления такой непритязательной продукции, как карманные и телефонные справочники или отдельные виды ежедневных газет).
|
|
|
| рис 4 - Высокая печать | рис 5 - Флексографская печать |

Флексопечать - вид печати, в которой используются эластомерные формы печати и маловязкие красители. Основные потребители этикеток: производство бытовой химии, лекарств, алкоголя, нефтехимии, пищевой промышленности и т.д.
Флексопечать предоставляет высокое качество оттиска этикетки и разнообразие запечатываемого материала. Кроме того, по сравнению с другими способами печати самоклеящихся этикеток, флексопечать позволяет сократить расходы при печати этикетки, что позитивно сказывается на себестоимости этикетки. Эта особенность делает флексопечать наиболее экономичной для печати этикетки.
Эластичность печатных форм при флексопечати позволяет переносить изображения на поверхности нестандартной формы, например, глиняные чашки, алюминиевые банки или гофрированный картон. Этот метод прост и экономичен для оформления упаковочных материалов и самоклеящейся этикетки.
Наша типография имеет специальное оборудование для того, чтобы производить этикетки на различных материалах шириной до 255 мм. Максимальный шаг для печати самоклеящихся этикеток - 305 мм. Мы предлагаем Вам изготовление самоклеящихся этикеток любой сложности.
Флексография принципиально отличается от других видов печати – Во-первых - это гибкая форма, с которой под низким давлением краска переносится непосредственно на запечатываемый материал этикетки. Соответственно, изготовление форм для флексопечати дороже, чем для офсетной печати, по этой причине флексография не предназначена для малых (менее 1000) тиражей самоклеящихся этикеток, хотя из любого правила можно сделать исключение это касается изготовления цветопроб этикеток для тестовой прокатки на упаковочной машине.
Тираж в сотни тысяч или даже миллионы экземпляров, для такого способа печати - обычное дело. Мы предлагаем Вам флексопечать на этикетках с красочностью 4+0, 4+1, 4+4 тиражом от 5000 этикеток. шириной полотна до 255 мм, с послепечатной отделкой самоклеящейся этикетки (высечка, лакирование, припрессовка фольги и т. д.).
Для печати самоклеящейся этикетки традиционно используются типы красок: водные, спиртовые или ультрафиолетовые.
Стоимость УФ-красок в среднем в 2-2,5 раза превышает цену традиционных (на основе растворителей), но их меньший расход (экономия до 50%) и упомянутые удобства в работе, при печати этикеток, заметно компенсируют цену.
Преимущества УФ-красок очевидны:
· стабильное поведение в процессе печати этикетки из-за постоянной вязкости;
· минимальный расход (отсутствие испарения растворителя при печати самоклеящихся этикеток);
· стабильное воспроизведение высоких растровых линиатур, проработка светов и теней в этикетках;
· точность цветопередачи при печати этикетки;
· быстрое отверждение краски при печати этикеток;
· исключение засыхания в печатной секции при печати самоклеящихся этикеток (без воздействия УФ-излучения);
· отличная адгезия к различным плёночным материалам при печати самоклеящихся этикеток;
· высокая устойчивость оттисков к световым, химическим и механическим воздействиям при печати этикеток;
· удобная и практически безотходная работа - не требуется часто вводить в их состав добавки.
5. Использование в СМИВ своей работе СМИ используют технологию трафаретной печати (шелкография), тампопечать.
Шелкография - метод печати, основанный на продавливании краски через трафарет (печатную форму). Оттиск получается рельефным.
Изображение, нанесенное методом шелкографии, обладает высокой интенсивностью цвета благодаря большой толщине красочного слоя, устойчиво к воздействию влаги и имеет глянцевую поверхность. Шелкография также используется в легкой промышленности (печать на тканях, пластике, дереве, металле и т.п.). Активно применяется для изготовления сувенирной продукции (нанесение на ручки, зажигалки, брелки, блокноты и т.п.).
Возможности шелкографии огромны, некоторые виды печатных работ нельзя сделать никаким другим способом. Вот приблизительные возможности шелкографии:
· печать на любых сортах бумаги и картона любым цветом;
· визитные карточки, фирменные бланки и конверты, фирменные папки, буклеты, литовки, флаеры, плакаты, афиши, грамоты, сертификаты, пригласительные, календари и календарики, блокноты.
· этикетки для пищевых и не пищевых продуктов.
· печать упаковки.
· обложки книг и журналов(притом можно допечатать уже на готовую книгу).
· печать дисконтных карточек.
· печать интернет карточек и мгновенных лотерей со стираемым слоем.
· печать наклеек, в том числе и на прозрачной самоклейке или "оракале".
· печать на полиэтилене, упаковка, рекламные пакеты, пакеты под одежду.
· джутовые мешки (сахар, мука).
· печать на компакт дисках.
· печать на крышках, пробках.
· печать ручек, зажигалок, брелков, сувениров, значков.
· печать по пластмассовой таре (канистры, емкости).
· печать по тканям, футболки, флаги, вымпелы, кепки, нашивки, спецодежде, халатах и т.д.
· печать по цилиндрическим поверхностям, бутылки, бокалы, медицинские бутыльки, парфюмерия
· печать по металлу, стеклу, пластику, дереву.
· спец печать по циферблатам, микросхемам, панелям приборов.
· коврики для мышек.
· по воздушным шарикам.
· дорожные знаки, указатели
· декорирование керамической плитки
· вывески
Тампопечать - способ передачи изображения с печатной формы (клише) на запечатываемую твердую поверхность с использованием тампона. При производстве рекламных сувениров часто используется тампопечать.
Тампонная печать позволяет наносить изображение практически на любой вид твердой поверхности (гладкие, рефленные поверхности и невпитывающие краску материалы) - пластик, стекло, дерево, металл.
Обычно методом тампонной печати наносятся логотипы или изображения на мелкую сувенирную продукцию: ручки, зажигалки, брелоки, часы, калькуляторы, кружки, пепельницы, ключницы, открывалки, пластиковые подставки или подобные изделия из пластика, из кожи и полиэтилена, а так же на бутылочных пробках, крышках банок, одноразовой посуде, парфюмерной упаковке, различных канцелярских принадлежностях (карандаши механические, линейки, ножи, визитницы и многое другое), аудио- и видеокассетах, компакт-дисках, корпусах приборов, парфюмерной упаковке.
Заключение
Последние годы оказались для глубокой печати не самыми благоприятными: сократилось число мелких типографий, и только крупным печатным компаниям удается «осилить» высокие начальные инвестиции и добиться эффективности производства. На этом фоне, даже по самым оптимистическим прогнозам, не приходится ожидать сколь-нибудь серьезного роста влияния глубокой печати на рынке производства полиграфической продукции.
Традиционная высокая печать, которой печатались книги, почти полностью себя исчерпала, поэтому её не следует рассматривать. Дальнейшее развитие во многих областях флексографского способа печати и достигнутые хорошие результаты в производстве упаковки позволяют этому способу развиваться во всем мире. Сегодняшние флексографские растрированные оттиски в зависимости от запечатываемых материалов и сюжетов приближаются по качеству к офсетной и глубокой печати. Флексографская печать превратилась в высококачественный промышленный способ печати. Ее доля на рынках производства печатной продукции в последние годы, в первую очередь в упаковочном производстве, выросла почти на 3%, при этом прогнозируется прирост и на последующие годы.
В газетном же секторе флексографской печати в будущем отводится второстепенная роль.
В допечатных процессах флексография достигла заметного прогресса с введением технологии "Компьютер - печатная форма". Это направление, так же как и стремление к стандартизации, нацелено на дальнейший рост. Нынешние результаты применения флексографии многообещающи для будущего.
Большие достоинства цифровых технологий при изготовлении печатных форм обеспечивают высокое качество печати с незначительными градационными искажениями, позволяя экономить средства из-за исключения из процессов традиционных фотоформ и фотохимикатов (при соблюдении требований экологии), с возможностью дистанционной передачи информации, а также электронного монтажа.
К хорошим результатам печати относится, в частности, применение гильз как носителей печатных форм. Успешно применяются гильзы с приклеенными к ним печатными формами, полученными на материалах, чувствительных к лазерному излучению. В эксплуатацию введены бесконечные формы (гильзы), которые сравнимы с цилиндрами глубокой печати, позволяющие использовать длину всей окружности формного цилиндра. Реальностью стали полноформатные печатные формы, изготавливаемые цифровым способом без традиционного монтажа.
Для повышения экономичности способа флексографской печати в машины интегрируются робототехника, системы автоматического снабжения красками, а также устройства для чистки всех краскопроводящих частей машин. Эти системы будут развиваться и в будущем, способствуя улучшению обслуживания, обеспечивая качество печати и надежность работы флексографских печатных машин.
Список литературы
1. Калинин С.А. Издательское дело. – М., Дрофа, 2001.
2. Лихачев Д.В. Специальные виды печати // Полиграф. – 1999 - №3- С. 14-16
3. Отечественное книгоиздание / под ред. О.И.Ленского. – М., Наука, 1999.
4. Полиграфические процессы. // Полиграф. 2000 - №10 – С. 24-28
5. Ростовин С.Д. Перспективы глубокой печати. // Полиграф. – 1998 - №8- С. 14-16
© 2009 База Рефератов