
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Учебное пособие: История и развитие сварочного производства
Учебное пособие: История и развитие сварочного производства
История и развитие сварочного производства
(конспект лекций)
Содержание
Предисловие
Глава 1. Из истории сварки
Глава 2. Развитие электрической сварки
Глава 3. Основные виды современной сварки
3.1 Электрическая дуговая сварка
3.2 Электрошлаковая сварка
3.3 Контактная и прессовая сварка
3.4 Газовая сварка и резка
3.5 Лучевые виды сварки
Предисловие
Развитие человечества на последнем этапе (с окончанием последнего ледникового периода) насчитывает почти 12000- летнюю историю.
Если углубится в историю, то можно заметить, что с древних времен успехи человеческого общества в целом и отдельных племен и народов в отдельности в большой степени зависели от возможностей существовавших в это время технологических процессов. Важное место из множества технологий занимают способы соединения. Человек стал разумным существом (Homo sapiens) лишь тогда, когда стал создавать орудия труда и оружие.
Пользоваться палками и камнями могут и обезьяны, но догадаться привязать камень к палке может только существо, обладающее сознанием. Поэтому первым технологическим процессом была разновидность соединения – связывание.
Первобытный человек имел достаточно камней и много времени для совершенствования методов изготовления каменных орудий. Американские индейцы, например, использовали вулканическое стекло (обсидиан), которое легко раскалывается на пластины и обрабатывается. У первобытных людей камень постепенно стал уступать место меди сначала самородной, которой в природе было не мало, а потом и выплавленной из медной руды.
По сравнению с раскалыванием, обтесыванием, шлифовкой, сверлением, привязыванием камней, литье и ковка меди оказались более сложными технологическими процессами. Возросло количество и значимость факторов или параметров процесса, которые нужно было контролировать, чтобы добиться хороших результатов при изготовлении изделий высокого качества. Одним из таких параметров было - поддержание необходимой для технологии температуры на костре.
Еще более сложным стал технологический процесс получения искусственного сплава, например, бронзы (Cu + Sn), требующий контроля количественного соотношения (1:0,83) компонентов меди и олова. Но так как она обладает высокими потребительскими свойствами по сравнению с исходными материалами, то трудности получения ее не останавливала людей. И все же, лучшими материалами для изготовления изделий были железо и его сплавы.
Все больше материалов входило в сферу жизнедеятельности населения, совершенствовалась и технология их обработки. Но историкам еще долго не удавалось установить зависимость между созданием новых технологий и изменением быта людей.
Свой вклад в изучение этих закономерностей внес в начале 19 века датский исследователь К. Томсен.
Исторические факты
В представлении античного общества наиболее прославленными достопримечательностями являются, так называемые - «Семь чудес света»:
1. Древние египетские пирамиды.
2. Храм Артемиды в Эфесе около 550 до н.э. (в греч. Мифологии дочь Зевса – богиня охоты, покровительница рожениц. Изображалась с луком и стрелами. Ей соответствовала римская Диана).
3. Мавзолей в Галикарнасе середина 4 в. до н.э. (гробница правителя Кари Мавсола в г. Галикарнасе монументальное погребальное сооружение. Отсюда и произошло название - Мавзолей).
4. Террасные (висячие) сады Семирамиды в Вавилоне 7 в. до н.э.
5. Статуя Зевса в Олимпии 430 лет до н.э.
6. Статуя Гелиоса в Родосе 292 – 280 лет до н.э. (Колосс Родосский)
7. Александрийский маяк - 280 лет до н.э.
Как показывают археологические исследования и исторические хроники – «Колосс Родосский» был снаружи покрыт тонкими медными листами, которые были соединены между собой с использованием холодной сварки. То есть технология сварки была применена и при создании шедевров античного периода.
Латунь (от нем. Latun) – сплав меди с цинком (до 50%), часто с добавками Al, Fe, Mn, Ni, Pb и др. элементов в сумме до 10%. Хорошо обрабатывается давлением, обладает хорошей пластичностью, достаточной прочностью, коррозионностойкая.
Мельхиор (исходит от имен изобр. Француз. Майо (Maillot) и Шарье (Charier)) – сплав меди с никелем (5 - 30%) иногда с добавлением железа (до 0,8%) и марганца до 1%. Обладает хорошей коррозионностойкостью, обрабатывается в горячем и холодном состоянии.
Нейзильбер (с нем. новое серебро) – сплав меди с никелем (5 - 35%) и цинка (13 –43%)
Сварка – процесс получения неразъемного соединения посредством установления межатомных (металлических) связей между соединяемыми частями при их нагреве и расплавлении или пластическом деформировании, или того и другого вместе.
Пайка – процесс образования соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизацией.
Сын датского купца и судовладельца Кристиан Томсен (в нач. 19 века), занимаясь бухгалтерским делом, он, одновременно, начал изучение археологических сокровищ национального музея в Копенгагене, в котором хранится богатейший материал собранных со всего света различных, том числе, и уникальных находок. Он установил следующее соответствие - чем примитивнее обработка изделия, тем «старше» оно по возрасту, то есть более древнее по времени его изготовления.
Он предложил разделить историю материальной культуры на три периода:
1. каменный энеолит до 4 век до н.э.;
2. бронзовый 4 век до н.э. – 1 век до н.э.;
3. железный век с 1 века до н.э. до настоящего времени.
Только в 60 годах 19 века идея К. Томсена, которому к тому времени было уже за 70лет, получила международное признание. Классификация эта связана с тем, что в качестве критерия была принята технология обработки материалов.
В тоже время, если за основу принять технологию изготовления составного изделия, то по распространенным в то время способам соединения историю материальной культуры можно разделить на век связывания, век античной сварки, век клепки и современный период сварки. Однако эта классификация не совсем точна, т.к. кроме неразъемных соединений были и разъемные, такие как привязывание, а также шарнирные, клиновые, резьбовые и др. соединения.
Глава 1. Из истории сварки
Сварка возникла на первом этапе развития человеческой цивилизации. Еще в каменном веке камнем подходящей формы древний человек мог отковать изделия из самородков благородных металлов – золота, серебра, меди. Таким же технологическим приемом, когда необходимо было увеличить размеры изделия, соединяли эти пластины между собой, т.е. применяли один из видов сварки – холодную сварку,- сварка металлов в холодном состоянии путем приложения деформирующих усилий. Этот первый вышедший из древнего периода способ сварки получил развитие в настоящее время для соединения медных, алюминиевых проводов, оболочек кабелей связи, морозильных камер холодильников и т.д. В древние времена этот способ был использован при сварке благородных металлов, которые практически не окисляются. Ударяя по сложенным вместе кускам металла, удавалось добиться прочного соединения. В Дублинском Национальном музее хранится золотая коробка, изготовленная в эпоху поздней бронзы, стенки и днище ее скованы плотным швом. Как считают эксперты, изготовлена она с помощью холодной сварки.
За несколько тысячелетий до н.э. некоторые племена (например, на территории Бесарабии, Украины) добывали из руды медь, свинец. Но техникой литья они еще не овладели, поэтому они подогревали и сковывали отдельные куски, получая более крупные куски и изделия из них.
Появление бронзы – сплава меди и олова – заставило древних умельцев приняться за разработку новых методов соединения отдельных элементов вместе (сварку). Бронза обладает высокой твердостью, прочностью, сопротивлению истиранию. Однако достаточно низкая пластичность не позволяла применять кузнечную сварку для соединения отдельных заготовок. Вдобавок возросли и габариты изделия, и трудно равномерно разогреть их. В III-II тыс. лет до н.э. умельцы трипольских племен применяли скручивание, фальцовку, склепывание, паяние.
Привести пример о находках на землях бывшей Римской Империи бронзовые сосуды цилиндрической формы h=310 мм d=0,5-0,7 мм были сварены по образующей литейной сваркой!
В начале железного века начали получать кричное железо. Куски железной руды (оксиды и др. соединения железа) нагревали вместе с углем и получали комки, в которых перемешаны частицы железа, шлака и остатков угля. А затем эти комки (крицы) многократно нагревали и проковывали в горячем состоянии. Частицы шлака и угля выдавливались, а отдельные частицы железа соединялись между собой связывались, образуя плотный металл. Многократный нагрев и ковка – сварка делали металл чище и плотнее. Для раскисления добавляли природные сланцы.
При сыродутном или кричном способе получения железа, который господствовал на протяжении тысячелетий крицы получили относительно небольших размеров и для получения изделий действительно больших размеров их (куски) необходимо было соединять между собой. Для увеличения длины изделий сварку вели внахлестку.
Клинки и мечи выковывали из нескольких полос среднеуглеродистой стали (0,3-0,4%).
Большое значение для развития техники обработки черных металлов имела сварка железа с разным содержанием углерода с целью улучшения качества лезвия режущих и рубящих орудий. Это требовало большого мастерства кузнецов, т.к. температура сварки железа с различным содержанием углерода неодинакова. При изготовлении мечей, дротиков, ножей выполняли сварку полос железа и стали с выходом последней на режущую часть лезвия. Это давало хорошее сочетание мягкого и вязкого железа или низкоуглеродистой стали с твердой, но хрупкой сталью, содержащей большое количество углерода.
Часто при изготовлении ножей, серпов, топоров кузнецы – сварщики наваривали небольшую стальную пластину на режущую часть лезвия.
В скифский период в некоторых случаях делались попытки произвести сварку бронзы с бронзой путем прилива. Однако не всегда получалось прочное соединение. Литейщики раннего железного века при починке изделий (например, котлов) пробивали в стенках отверстие, таким образом, получалась соединяющая отливка, напоминающая форму заклепки.
При изготовлении ювелирных изделий из золота, серебра, бронзы в раннем железном периоде широко использовали пайку. Между частями, которые нужно соединить в единое целое изделие, закладывались кусочки сплава – припоя и собранное таким образом изделие нагревали до температуры, достаточной для расплавления припоя, но ниже основного металла. Припой растекается по зазору, смачивая кромки, диффундировал в металл и после остывания схватывал кромки.
Рано или поздно ювелиры должны были обнаружить, что для соединения металлов и сплавов методом заливки можно применять также сплавы, которые плавятся при значительно меньших температурах, чем материал соединяемых деталей изделий. Например, стоило только в золото добавить медь или серебро, как образовался сплав со значительно меньшей температурой (например, сплав 20% золота и 80% меди плавится при температуре 886°С (золото - 1064°С, медь - 1083°С), сплав 70% серебра и 30% меди - 780°С(Ag - 961°С)).
Это свойство сплавов и было использовано для пайки. Искусство пайки совершенствовалось, появлялись новые припои, начали применять флюсы, растворяющие и связывающие оксиды, мешающие припою диффундировать. В VIII-X в.в. появляются легкоплавкие припои – свинцовисто-оловянистые.
Металлургия и металлообработка больших успехов достигли в Древней Руси в X-XIII в.в. в связи с высоким развитием древнерусского ремесла. Технический уровень на Руси был выше, чем в Западной Европе. С помощью кузнечной сварки изготавливалось более 70% металлических изделий. С успехом применяли сварку железа с высокоуглеродистой сталью (до 0,9%).
С помощью сварки изготавливали огнестрельное оружие. До появления в конце XV века пушек отлитых из бронзы, артиллерийские орудия выковывали из железа. Их изготавливали следующим образом:
1) Выковывали из крицы железный лист;
2) Скручивали его на железной оправке в трубу;
3) Сваривали продольным швом внахлестку;
4) Затем на нее наваривали одну или две трубы, так чтобы продольные швы располагались в разных местах.
Полученные заготовки были короткие, поэтому для получения достаточно длинного ствола орудия несколько таких заготовок соединяли между собой также при помощи сварки. Для этого соответствующие концы труб выковывались в виде внутреннего и наружного конуса, соединяли и сваривали их внахлестку. В казенную часть ствола вваривали коническую железную заглушку, а рядом прорубалось запальное отверстие.
Древнерусские мастера успешно применяли сварку бронзы и стали (например, топорики, найденные в районе Старой Ладоги – обух бронзовый, а лезвия стальные).
При изготовлении пушек применяли и литейную сварку – заливали расплавленной бронзой соединяемые детали.
В то же время сварка металлов – кузнечная, литейная, пайка развивались медленно. В 19 веке в промышленности была механизирована кузнечная сварка. Ручной труд молотобойца был механизирован (заменен работой машин), т.е. стали применяться механические молоты с весом бойка до 1 т., производящим от 100 до 400 ударов в минуту.
Значительно улучшилась конструкция печей для нагрева свариваемых деталей, заменивших примитивные кузнечные горны. Печи переводятся на твердое, жидкое и газообразное топливо. Совершенствуется и технология сварки. Способом кузнечной сварки готовили биметалл. Листы разнородных металлов собирали в пакет, нагревали в печах и пропускали через валки прокатного стана.
Значительное применение кузнечная сварка находила в производстве стальных труб с прямолинейным продольным нахлесточным швом, а также спирально – шовные трубы.
Применялась сварка и при ремонте клепаных конструкций (рамы паровозов, корпуса судов) когда доступ по крайней мере с одной стороны после их сборки был возможен. Кроме того, применялась она при производстве инструментов, орудий труда и т.д.
Однако во многих отраслях производства кузнечная и литейная сварка ввиду ограниченных возможностей пламени, уже не удовлетворяла возросшим требованиям техники. Крупногабаритные конструкции и сложные по форме изделия невозможно было равномерно нагреть пламенем и успеть проковать или полностью залить стык до его остывания.
Следует заметить, что кроме сварочных методов соединения древние умельцы применяли скручивание, фальцовку, склепывание, а в более поздние времена – резьбовые соединения.
Глава 2. Развитие электрической сварки
В начале 19 века на основе достижений в области физики и электротехники в развитии сварки произошел качественный скачек, результатом которого было появление новых способов сварки, являющихся основой современной сварочной техники.
Просмотрим в хронологическом порядке некоторые открытия и события предшествующие появлению электрической сварки.
О природе электрических явлений люди знали издавна. Древние мудрецы установили связь между свойствами натертого шерстяной тканью янтаря и атмосферным электричеством.
За 2000 лет до нашей эры в Китае использовали компас
В 1600 г англичанин Уильям Гильберт опубликовал книгу «Про магнит, магнитные тела и большой магнит-Землю”, занимаясь вопросами электрических и магнитных явлений, открыл магнитную индукцию.
В 1672г немецкий физик Отто фон Герике создал машину, в которой при трении получался заряд статического электричества.
В 1745г нидерландский физик Питер фон Мушенбрук изобрел электрический конденсатор для накапливания электричества.
Исследование по выяснению природы грозового электричества производили Ломоносов и Рихман.
В 1799г итальянский ученый Вольта построил первый в мире источник электрического тока «вольтов столб», состоящий из разнородных металлических прутков (медь+цинк), проложенных бумажными кружками, смоченными водным раствором нашатыря.
Одним из важных в этом ряду было открытие сделанное русским академиком
Петровым В.В.. В 1802г на построенной им мощной гальванической батарее он впервые в мире наблюдал явление электрической дуги.
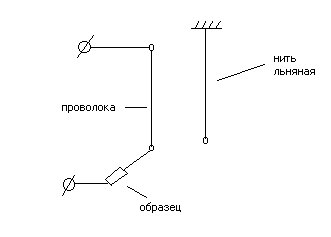
Проводя опыты он использовал электрометр изобретенный Георгом Рихманом по изучению электропроводности различных материалов, он подсоединял к источнику эл. тока различные предметы из цинка, серебра, олова, железа и даже льда и по отклонению льняной нити на определенный угол определял, какое количество тока проходит через тот или иной проводник.
Когда он присоединял угольный стерженек обожженный из древесной палочки, она случайно разломилась пополам и между разломанными частями вспыхнуло ярчайшее маленькое пламя - электрическая дуга.
Он повторил опыт несколько раз и каждый раз горение дуги повторялось
Часть открытия дуги начали присваивать Г. Дэви- крупному английскому физику и химику, который в 1808 году также обнаружил электрическую дугу. Доклад, сделанный им по этому поводу не привлек внимания научного мира, т.е. отнеслись к этому открытию как к научному курьезу.
В 1815г английский физик Чилдрен расплавил и наварил в электрической дуге иридий, оксид церия и другие тугоплавкие материалы.
Петрова не вспоминали до тех пор, пока электрическая дуга не стал служить человечеству и один петербуржский студент не обнаружил книгу Петрова, изданную в 1803 году «Известие о гальвани-вольтовых опытах » о световом явлении посредством гальвани-вольтовой жидкости. «Пламя» горящее между двумя горизонтально расположенными углями – электродами принимало форму направленной вверх дуги и позже получило это название.
В 1900 году на Всемирной Парижской выставки в числе выдающихся электриков была названа фамилия русского ученого Петрова.
В 1820 году датский физик Эрстед открыл магнитное поле, окружающее проводник с током.
В 1821 году Деви продолжал исследования с дугой, описал действие магнитного поля на дугу.
Примерно в это же время французский ученый Араго Д.Ф. изобрел электромагнит, а французский же физик Ампер установил, что протекающие по параллельным проводникам токи притягивают или отталкивают друг друга.
В 1831 году английский физик Фарадей открывает явление электромагнитной индукции, заложив тем самым основы электротехники.
Максвелл вывел уравнение характеризующее электромагнитные поля и происходящие в них процессы.
Большой вклад в развитие основ электротехники внесли русские ученные – Якоби, Ленц, Лачинов и другие.
В середине 19 века разрабатываются конструкции ламп для бытового освещения и прожекторов.
В 1876 году русский изобретатель Яблочков создал так называемую «свечу Яблочкова»- дуговые лампы освещения улицы Петербурга, Парижа, Лондона. Они были снабжены автоматическими регуляторами, содержащие настоящую длину дуги.
Большой вклад в совершенствование конструкций ламп внес Чиколев.
Эти работы позволили глубже изучить свойства дугового разряда и были
При создании и совершенствовании дуговой сварки.
И вот в 1881 году Бенардос создал первый в мире реальный способ дуговой сварки.
То что способ родился в России не было случайным – основой ему были исследования и технические разработки в области электротехники, металлургии, металловедения.
Из биографии Бенардоса 1842года.
Он был разносторонним изобретателем – источники питания дуги – аккумуляторы, сельсхозустройства, устройства для точечной сварки.Свой способ дуговой он назвал «электрогефест».
В октябре 1888 года на заводе в Перьми другой русский изобретатель Славянов демонстрировал свой способ сварки. Способ заключался в том, что вместо угольного электрода была использована сварочная проволока при этом дуга горела между изделием и проволокой и грела а роль присадочной меры накладывали отдельными участками и чтобы расплавленный металл не растекался, зону сварки ограничивали барьером из земли.
В 1891 году он получил русскую привилегию на изобретенный им метод электрической отливки металлов.
За небольшой срок (3.5 года) на Метовилихинском заводе было выполнено более 1600 работ по сварке и наплавке ответственных изделий.
Заплавляли дефекты отливок, трещины и т.д.
В 1889 году в США Коффин, будущий основатель фирмы «Днерал электрик» предложил двухэлектродный держатель для сварки тонколистового металла дугой косвенного действия. Он также как и Бенардос, создавал под свариваемыми листами магнитное поле влияющее на дугу и сварочную ванну.
В это же время в Германии Церенер разрабатывает такой же способ и держатель.
В 1884 году американский изобретатель Томсон сконструировал мощный трансформатор и клещи для зажима металлических брусков, которые были сварены в стык.
(Следует заметить что и у Бенардоса тоже имеется патент на точечную сварку).
Вообще конец 19 начало 20 века не были годами широкого распространения электротехнологии и в, частности, электрической сварки. Электрическая энергия оставалась дефицитной. Известные способы сварки были достаточно сложны, а удовлетворительное качество переплавленного металла обеспечивалось ценой высокой трудоемкости.
Некоторые сварщики конца 19века на исходной ступени - применяя электрический ток для нагрева и размягчения отдаленных участков кромок изделия, а затем просовывая их, применяя метод сварки.
В тоже время для дуговой сварки по способу Славянова нужны были плавящиеся стальные электроды.
В 1907 году шведский инженер Оскар Кельберг предложил наносить на металлический стержень слой покрытия из различных веществ повышающих устойчивость горения дуги.
Несмотря на все трудности возникающие в процессе сварки без нее уже нельзя было обойтись
В конце 19 начало 20 века (на рубеже веков) появился новый способ не только соединения но и разделения металлов, основанный на использовании теплоты химических реакций.
Исследования проведенные французским ученым Ле Шателье способствовали созданию способа газовой сварки и резки. В 1895 году он доложил французской академии наук о получении высокотемпературного пламени (3150-32000С) при сжигании смеси ацетилена и кислорода.
В начале 19 века французские инженеры Фуше и Пикар разработали конструкцию ацетилено-кислородной горелки, которые практически не изменились до настоящего времени.
В 1904 году были разработаны резаки.
В 1908-09 годах во Франции и Германии были выполнены основные работы по подводной резки металлов. Вскоре подводная газовая резка применялась на флотах Америки и Англии.
В 1915 году за границей разрабатывается и используется технология дуговой резки.
В России газовая сварка и резка применялась прежде всего для исправления браков литья, в ремонтных работах и очень ограниченно для неответственных изделий с использованием оборудования и материалов.
В 1910-11 годах на заводах Урала и Украины в эксплуатации буквально единицы газовых постов, а с 1911года в Петербурге на заводе «Перун» начинается изготовление аппаратуры для газовой и резки металлов.
В этом же году газовая сварка была допущена при изготовлении паровых котлов, разрешив сварку неответственных частей котлов, но с условием проковки после сварки и по мере возможности – отжига.
В период первой мировой войны газовая сварка развивалась более интенсивно и до начала 30-х годов она занимала ведущее положение в сварочном производстве.
С ее помощью выполнялись ответственные работы. Например, в 1926-35 годах с ее применением и были настроены магистральные трубопроводы Гурьев-Орск, Баку-Батуми, Грозный-Туапсе.
И до 1948 года газовая и особенно газопрессовая сварка использовалась при сооружении трубопроводов.
А дуговую электрическую сварку по способам Бенардоса и Славянова продолжали применять в России и странах западной Европы главным образом на железных дорогах, а также на машиностроительных и металлургических заводах.
Например, в Воронежских народных мастерских исправляли дефекты колесных пар, паровозных рам, при ремонте паровозных котлов и т.д.
На Каменском машиностроительном заводе – для сварки труб, резервуаров пневматических тормозов, ремонта чугунных изделий и т.д.
Несмотря на отдельные положительные моменты дуговая сварка отставала от газовой. Для решения вопросов создания конкурентоспособного способа необходимо было решить ряд проблем, особенно для способа сварки плавящимся электродом.
Дело в том, что дуга на угольном электроде зажигается легко и устойчиво горит. Электрод почти не обгорает, длина дуги поддерживается в широком диапазоне (3-15мм). Выполнять сварку в таких условиях вручную практически легко и просто.
При сварке же плавящимся электродом дуга на металлическом электроде имеет малую длину. При удлинении дуги имеет место значительное разбрызгивание металла, дуга горит неустойчиво, наблюдается «блуждание» ее. Кроме того электрод плавится с большой скоростью (200мм/мин) при этом сварщик должен поддерживать дуговой промежуток (длину дуги) в пределах 1-3 мм. Поэтому необходимо было найти не только способы защиты металла зоны сварки и легирование сварочной ванны, но и обеспечить процессы возбуждения и поддерживания дуги.
То есть необходимо было совершенствовать источники питания сварочной дуги.
Продолжались исследования и проводились работы по созданию электродов, обеспечивающих высокое качество сварки. Электроды предложенные Къельбергом не обеспечивали достаточную защиту расплавленного металла от воздуха, ванна насыщалась азотом и окислялась кислородом окружающего воздуха. В тоже время идея Къельберга легла в основу целого направления в сварочном производстве – метода ручной дуговой сварки штучными электродами.
В 1911году англичанин Строменгер предложил обматывать металлический стержень асбестовым шнуром и приматывать жидким стеклом (силикатом натрия Na2O*SiO2) (поташ – K2CO3, мел – CaCO3)
Тонкая Al проволока наматывалась поверх покрытия. Покрытие электрода было толще, шлака хватало для защиты, а с помощью Al – активного раскислителя, часть железа восстанавливалось и попадало в металл шва. Под названием «Квази-арк»они распространялись в Европе и Америке. Вскоре одна из американских фирм наладила выпуск специализированных электродов, при этом стержень электрода выбирали в зависимости от сорта стали, которую нужно было сварить.
В 1914 году англичанину Джонсу был выдан британский патент на электрод, покрытие которого наносилось методом опресовки. Покрытие состояло из шлака, жидкого стекла.
В 1917 году американские инженеры Андрус и Стресау предложили электроды, стальной стержень которого был обернут бумагой приклеенной силикатом натрия (жидким стеклом). Дым при сгорании улучшал защиту зоны сварки, а присутствие в дуговом разряде натрия, имеющего низкий потенциал ионизации, облегчало технику выполнения ручной дуговой сварки.
Благодаря этим и другим техническим решениям были разработаны электроды с покрытиями обеспечивающими высокое качество сварных соединений из стали и других металлов.
Разработка технологии «электрогефеста» развивалось одновременно с разработкой источников питания. Сварочный аккумулятор Бенардоса нашел применение во всех странах мира.
Однако эксплуатация большого числа аккумуляторов представляла серьезные трудности вызванные вредными условиями труда, необходимостью систематической зарядки, невозможностью транспортировки.
В 1925 году англичанин Смит А.О. предложил конструкцию электрода – обмотал мастерски бумажной лентой и обмазал ее жидким стеклом с порошкообразными добавками веществ улучшающих защиту и даже легирующих Ме шва.
В том же году французские изобретатели О. Монейрон и О. Саразен разработали еще один рецепт покрытия металлических стержней толстым слоем обмазки. Компонентами в рецепте стали соединения щелочных и щелочноземельных металлов (калия, натрия, кальция) полевой шпат, мел, мрамор, сода. Эти элементы обладаю низким потенциалом ионизации те для отрыва электрона от атома требуется меньше энергии, чем при ионизации железа, марганца, кремния.
Легче возбуждать и поддерживать горение дуги.
Дело в том, что ионизирующие вещества вводили в состав электрода для ламп дугового освещения.
Сварочный генератор предложенный и построенный Славяновым, несколько упростил уход за источником питания. Однако для сглаживания пиков тока в цепи оставалась аккумуляторная батарея, т.е. конструкция генераторов была еще не совершена.
В 1907 году на заводе «Линкольн электрик» в Америке был выпущен первый генератор с регулируемым напряжением.
В 1909 году свой генератор постоянного тока создал американский промышленник и изобретатель Вестингауз.
В это же время начинает выпускать мотор-генераторы фирма «Дженерал электрик» возглавляемая Коффином.
Электрическая промышленность разных стран уже осваивала переменный ток. Его применение сулило большие преимущества, и в первую очередь, упрощение источников энергии - сварочных трансформаторов, так как в них не было сложных вращающих деталей, работали они бесшумно, были просты в обслуживании.
Глава 3. Основные виды современной сварки
3.1 Электрическая дуговая сварка
В настоящее время электрическая дуговая сварка занимает первое место среди многочисленных способов сварки материалов.
Дуговая сварка основана на явлении электрической дуги.
.Электрическая дуга представляет собой один из видов устойчивого электрического разряда через газовый или парогазовый промежуток, характеризующийся высокой плотностью тока и температурой.
Для сварки важно, чтобы дуга легко возбуждалась, устойчиво существовала и легко регулировалась по своим энергетическим параметрам.
Известно несколько способов возбуждения дугового разряда. По способу В.В. Петрова два электрода, соединенные с источником тока, сближают до соприкосновения и сразу же разводят на небольшое расстояние. В этот момент между ними вспыхивает дуга.
Что же происходит при этом? Упрощенно это можно представить себе так: при соприкосновении электродов электрическая цепь замыкается и по ней идет ток. В соответствии с законом Джоуля-Ленца при протекании тока в проводниках выделяется теплота. Поскольку соприкосновение электродов вследствие неровностей их поверхностей осуществляется лишь в отдельных физических точках, сопротивление протеканию тока в них будет значительным, поэтому материал в точках контакта нагревается сильнее и быстрее, чем в остальных участках цепи. При высокой температуре электрода возникает явление так называемой термоэлектронной эмиссии - испускание электронов под действием теплового возбуждения. Если в этот момент разорвать контакт между электродами, то под действием электрического поля электроны, образовавшиеся вследствие термоэмиссии, начнут перемещаться к положительному электроду (аноду). Сталкиваясь с нейтральными молекулами газа или атомами в межэлектродном промежутке, электроны «раскалывают» их на ионы и новые электроны (рис. 2.1).
В результате этих и других более сложных и тонких процессов в межэлектродном промежутке образуется плазма ~ достаточно ионизированный и квазинейтральный газ, обладающий хорошей проводимостью тока. Следует отметить, что наряду с образованием ионов в межэлектродном промежутке наблюдается и обратная картина, т.е. образование нейтральных атомов и молекул за счет присоединения (поглощения) электронов. При этом происходит выделение энергии в виде фотонов, т.е. возникает излучение в виде света (рис. 2.1).

Рис. 2.1. Схема ионизации молекул в дуговом промежутке:
М — молекула; А — атом; Ф — фотон; «-» электрон; « + » — ион
Каково же строение дуги? На рис. 2.2 показан схема дуги постоянного тока, горящей между электродом 1 (катод) и изделием 3 (анод). В межэлектродном (дуговом промежутке) находится электропроводный канал 2, называемый столбом дуги.
Газы столба достаточно ионизированы, ослепительно ярко светятся, имеют по его оси высокую температуру — порядка 10 000 °С. Наиболее ионизирована центральная часть столба.
Столб окружен пламенем, или ореолом, с меньшей температурой, образуемым парами и газами, поступающими из столба дуги и взаимодействующими химически с окружающей атмосферой.
Основаниями столба дуги являются расположенные на электродах ярко светящиеся катодное и анодное пятна (их называют активными), плотность тока в которых может составлять десятки тысяч ампер на квадратный сантиметр. На них происходит преобразование электрической энергии газового разряда в тепловую, нагревающую и расплавляющую металл и способную доводить его до кипения, превращать в пары.
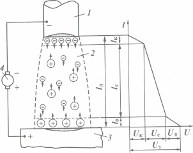
Рис. 2.2. Схема строения сварочной дуги и распределение напряжения по ее длине
Расстояние от анодного до катодного пятна называется длиной дуги (/д). Длина дуги редко превышает 1—2 см, а диаметр столба дуги — и того меньше. Плазма дуги занимает небольшой объем — около 1 см3, который можно разделить на три области: две из них непосредственно прилегают к катодному и анодному пятну и имеют небольшую протяженность (/а, /к), сопоставимую с длиной свободного пробега. Третья область — собственно межэлектродный промежуток, заполненный ионизированным газом, Длина его /с близка к длине дуги /д. В каждой из областей происходят сложные явления.
В столбе дуги, являющемся основной ее частью, присутствуют наряду с заряженными частицами (ионами и электронами) и нейтральные частицы — атомы и молекулы паров веществ, из которых сделаны электроды, и газов, окружающих дугу. Наличие в столбе дуги заряженных частиц, а также фотонов и квантов электромагнитной энергии придает ему необычные свойства, которые характерны только для четвертого или плазменного состояния вещества, — наряду с твердым, жидким и газообразным состояниями. В земных условиях мы редко сталкиваемся со свободно существующей плазмой (по некоторым представлениям это может быть, например, шаровая молния). Однако в целом во всей Вселенной примерно 99,9 % вещества находится в плазменном состоянии (звезды, туманности и т.д.).
Под действием электрических и магнитных полей, конвективных потоков, местных флуктуации давления, кулоновского взаимодействия между электронами и ионами частицы в столбе дуги перемещаются по сложным траекториям. Наиболее подвижны отрицательно заряженные частицы — электроны. Они могут приобретать высокие скорости перемещения и вступать во взаимодействие с ионами, молекулами и атомами, передавая им свою энергию. При каждом так называемом неупругом взаимодействии происходит возбуждение атома или молекулы, т.е. переход их в состояние с более высоким, энергетически неустойчивым уровнем. Самопроизвольно возвращаясь к нормальному состоянию, частицы излучают энергию в виде фотонов, что наряду с излучением фотонов в процессе объединения положительного иона с электроном (т.е. при образовании нейтральных атомов) и вызывает ослепительное свечение плазмы.
При сильном взаимодействии электрона с атомом последний получает такую большую энергию, которая достаточна для отрыва собственных электронов от ядра. Атом становится положительным ионом: однозарядным, если выбит один электрон, двухзарядным если два, и т.д. Уровень энергии электрона, необходимой для ионизации какого-либо атома, выражают в электрон-вольтах (ЭВ) и называют потенциалом ионизации.
Различные элементы имеют различный потенциал ионизации. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше потенциал ионизации. Так, цезий, самый тяжелый элемент из всех щелочных металлов, имеет наименьший потенциал ионизации 3,9 ЭВ, а самый легкий из инертных газов — гелий обладает наивысшим потенциалом ионизации — 24,5 ЭВ. Регулируя состав атмосферы столба дуги, можно, по-видимому, регулировать устойчивость и энергетические возможности дугового разряда, чем на практике и пользуются сварщики.
Для диссоциации различных молекул необходима также различная энергия. Так, например, молекула фтора диссоциирует при затрате энергии в 1,6 ЭБ, а углекислого газа 9,7 ЭБ. Для сварщиков не безразличны эти цифры. Ведь от того, какие атомы и молекулы будут преобладать в атмосфере дуги, будут зависеть легкость возбуждения дуги, ее стабильность и другие характеристики.
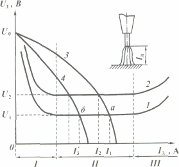
Рис. 2.3. Зависимость напряжения на дуге от силы тока при различных длинах дуги (1, 2) и напряжениях на зажимах источника питания (3, 4)
Столб дуги, достаточно однородный по строению и свойствам, примыкает своими концами к электродам — аноду и катоду, через которые питается током от источника питания 4 (см. рис. 2.2). Приэлектродные области (анодная и катодная), т.е. зоны перехода от твердых или жидких проводников — электродов к газовому проводнику столбу дуги, являются наиболее сложными областями дугового разряда. Протекание тока в пограничных областях носит необычный характер. Здесь наблюдаются очень высокие плотности тока и совершенно необычные напряженности электрического поля в десятки тысяч вольт на сантиметр по сравнению с 20 — 30 В/см в столбе дуги. Именно в этих областях горячая плазма граничит со сравнительно холодной поверхностью электродов, нагретых до 2 — 3 тыс. °С. Весьма неопределенна и среда в переходных областях — неизвестно сколько в ней газа и какого он состава, сколько паров материала электродов и т.п. Несмотря на многочисленные работы, посвященные изучению приэлектродных областей, многое остается еще невыясненным, что объясняется трудностями исследований: высокими температурами, малой протяженностью приэлектродных областей (тысячные доли сантиметра), сложностью характера протекающих явлений. Упрощенно можно представить себе основные процессы, происходящие в приэлектродных областях.
В катодной области наблюдается интенсивное эмиссирование (выбрасывание) потока электронов с поверхности катода за счет нагрева его до высокой температуры (термоэлектронная эмиссия) и за счет локального действия электрического поля высокой напряженности (автоэлектронная эмиссия). Кроме этого, поверхность катода бомбардируется положительными ионами и фотонами, способными также выбивать электроны из атомов катода. В результате интенсивной эмиссии электронов с катода и соответствующей ионизации дугового промежутка и устанавливается устойчивый разряд — электрическая дуга.
В анодной области идут более простые процессы: за счет притяжения положительно заряженного анода электроны разгоняются и непрерывно бомбардируют его поверхность. В результате энергия электронов передается аноду, что приводит к интенсивному разогреву его поверхности до температуры, близкой к температуре кипения материала анода.
Известно, что падение напряжения на участке металлического проводника подчиняется закону Ома и может быть представлено в виде прямой.
Падение напряжения в дуге на различных ее участках, отнесенное к единице длины, неодинаково.
На рис, 2.2
представлено распределение падения напряжения в дуге. В прикатодной области на
длине около 10-5 см сосредоточена значительная часть напряжения
дуги, называемая катодным падением напряжения (![]() ). В при-анодной области
сосредоточено анодное падение напряжения (
). В при-анодной области
сосредоточено анодное падение напряжения (![]() ).
).
Таким образом, напряжение дуги может быть представлено суммой трех составляющих:
![]() , (2.1)
, (2.1)
где (![]() ,
,![]() ,
,![]() ,
,![]() — соответственно общее
напряжение на дуге и падение напряжений: катодное, в столбе дуги и анодное.
Количество тепла, выделяемое дугой в единицу времени (
— соответственно общее
напряжение на дуге и падение напряжений: катодное, в столбе дуги и анодное.
Количество тепла, выделяемое дугой в единицу времени (![]() ) может быть определено по
зависимости
) может быть определено по
зависимости
![]() , (2.2)
, (2.2)
где 0,24
коэффициент перевода электротехнических единиц в тепловые; ![]() — ток дуги.
— ток дуги.
При сварке не все тепло, выделенное дугой, вводится в изделие. Часть тепла теряется в виде излучения в окружающую среду.
Количество тепла, введенное в изделие, учитывается эффективным коэффициентом полезного действия сварочной дуги п.. Величина эффективного КПД дуги зависит от многих факторов и колеблется в пределах от 0,5 до 0,9.
Для практического применения чрезвычайно важна так называемая статическая вольт-амперная характеристика дуги (ВАХ), показывающая, как изменяется напряжение на дуге в зависимости от силы тока при заданной длине дуги.
На рис. 2.3
приведена такая зависимость для разных длин дуги (кривые 1 и 2). Удлинение дуги
приводит к увеличению напряжения на ней (![]() ).
).
Вольт-амперная характеристика показывает, что дуга как вид газового разряда является нелинейным сопротивлением и не подчиняется закону Ома. Вольт-амперную характеристику можно разделить на три области. В первой области (до 100 А) с нарастанием тока резко падает напряжение на дуге (падающая характеристика). Во второй области (~ до 1000 А) наблюдается постоянство напряжения на дуге при значительном изменении тока. В третьей области (> 1000 А) вместе с нарастанием тока увеличивается и напряжение на дуге (возрастающая ВАХ). Причина такой сложной связи тока и напряжения дуги объясняется поведением заряженных частиц в столбе дуги, закономерности которого рассматриваются в теории дугового разряда.
Исходя из
конкретных условий сварки назначаются определенные величины тока (![]() ) и напряжения
(
) и напряжения
(![]() ) на
дуге. Для того, чтобы понять, как это делается, необходимо еще, кроме
рассмотренной зависимости ВАХ, рассмотреть так называемую внешнюю
характеристику (ВХ) источника питания Дуги.
) на
дуге. Для того, чтобы понять, как это делается, необходимо еще, кроме
рассмотренной зависимости ВАХ, рассмотреть так называемую внешнюю
характеристику (ВХ) источника питания Дуги.
В современной сварочной технике используют следующие источники питания (ИП) сварочной дуги: источники питания дуги переменным током — сварочные трансформаторы, источники питания дуги постоянным током — сварочные выпрямители и сварочные генераторы.
График зависимости между напряжением на зажимах ИП и током, отдаваемым ИП в цепь и называют внешней характеристикой источника питания. Различают крутопадающие (см. кривые 3 и 4 на рис. 2.3), пологопадающие, жесткие и возрастающие ВА.
Наиболее
широко используются ИП с крутопадающими ВХ, чаще называемыми просто падающими
ВХ. Если сварочная цепь будет разомкнута, то напряжение на зажимах ИП будет
соответствовать так называемому напряжению холостого хода (![]() на рис. 2.3).
на рис. 2.3).
Точка
пересечения внешней характеристики источника питания с вольт-амперной
характеристикой дуги (например, точка А, см. рис. 2.3) обусловливает заданный
уровень тока и напряжения дуги ![]() ,
, ![]() , (см. рис. 2.3) и отвечает
устойчивому состоянию системы источник питания — сварочная дуга. Изменение или
настройку режима дуги по току и напряжению можно осуществлять различными
путями, например, изменяя крутизну ВХ источника питания (см. кривые 3 и 4 на
рис. 2.3), изменяя напряжение холостого хода ИП или скорость подачи электрода
по мере его плавления. В каждом конкретном случае режим дуги по току и
напряжению назначается инженером-сварщиком исходя из соображений обеспечения
высокого качества и производительности сварки.
, (см. рис. 2.3) и отвечает
устойчивому состоянию системы источник питания — сварочная дуга. Изменение или
настройку режима дуги по току и напряжению можно осуществлять различными
путями, например, изменяя крутизну ВХ источника питания (см. кривые 3 и 4 на
рис. 2.3), изменяя напряжение холостого хода ИП или скорость подачи электрода
по мере его плавления. В каждом конкретном случае режим дуги по току и
напряжению назначается инженером-сварщиком исходя из соображений обеспечения
высокого качества и производительности сварки.
После краткого знакомства с особенностями дугового разряда и условиями его существования перейдем к рассмотрению наиболее распространенных видов дуговой сварки. Анализ объема использования различных способов дуговой сварки в различных отраслях показывает, что в настоящее время основным способом является ручная дуговая сварка покрытым электродом, что объясняется простотой и универсальностью этого способа сварки. Хотя доля ручной дуговой сварки непрерывно снижается [10], она еще длительное время будет использоваться как маневренный и доступный способ сварки, особенно при выполнении работ в труднодоступных местах и в условиях монтажа.
Как уже ранее упоминалось, открытие Н.Н. Бенардоса усовершенствовал Н.Г. Славянов, заменив угольный электрод металлическим, плавящимся. Однако использование непокрытого, голого (или покрытого тонким слоем мела для стабилизации дугового разряда) прутка-электрода не обеспечивало получения сварных швов высокого качества из-за насыщения металла кислородом и азотом из атмосферы воздуха.
В 1907 г. шведский инженер О. Кьельберг предложил первые качественные или толстопокрытые электроды, применение которых значительно повысило качество сварных швов (механические свойства, внешний вид). Поэтому ручная дуговая сварка покрытым электродом нашла быстрое применение за рубежом — на заводах США, Англии, Австро-Венгрии и других стран. В СССР первые электроды с толстым покрытием были разработаны почти одновременно (1930—1935) в ряде организаций. Большинство марок электродов (ЛИМ, ВЭТ-26, ОММ-1, ОММ-2, ОММ-5, АН-4 и др.) предназначались для сварки малоуглеродистых сталей. Несколько позднее были созданы в ЦНИИТМАШе электроды ЦМ-7, нашедшие большое применение при изготовлении сварных конструкций из тех же сталей. В 1940—1941 гг. группой Ленинградских инженеров под руководством К.В. Петраня была разработана серия покрытий типа УОНИ-13, которые по праву и сегодня можно отнести к лучшим электродам. С их появлением стало возможным сваривать не только малоуглеродистые и низколегированные, но и среднеуглеродистые, различные легированные конструкционные стали, сварка которых ранее была весьма затруднена.
В 60-е годы в СССР была разработана серия малотоксичных электродов (АНО, ОЗС, МР), при сварке которыми, в отличие от применявшихся, например ЦМ-7, ОММ-5 и др., выделяется весьма мало вредных для здоровья веществ — силикатной пыли, окислов марганца; эти электроды предпочтительны и по другим показателям.
В создании низкотоксичных электродов, их внедрении в промышленность принимали участие многие организации и в первую очередь такие как Институт электросварки им. Е.О. Патона АН УССР, Московский опытно-сварочный завод, Институт металлургии им. А.А. Байкова АН СССР, Промстальконструкция и другие, а коллективу специалистов во главе с академиком АН УССР И.К. Походней, осуществлявших эту работу, была присуждена Государственная премия СССР в 1971 г,
В настоящее время в странах СНГ выпускается более 500 типов электродов с самыми различными качественными покрытиями, которыми успешно свариваются стали, чугуны, цветные металлы, их сплавы и другие различные материалы. Толщина покрытия современных качественных электродов составляет 1—3 мм (рис. 2.4). Оно представляет собой тонкоизмельченную смесь, состоящую из различных минералов, рудных продуктов, горных пород, ферросплавов, органических и других веществ, скрепленных между собой и с поверхностью металлического прутка водным раствором жидкого стекла. Такое сложное по составу покрытие выполняет ряд функций помимо защитной от вредного воздействия воздуха (кислорода и азота) на жидкий металл, облегчения зажигания дуги и устойчивости ее горения. Составляющие покрытия осуществляют очень важную металлургическую обработку расплавленного металла — его раскисление, т.е. освобождение в той или иной мере от кислорода, внесение в металл специальных добавок, улучшающих его свойства (легирование), очищение металла от вредных примесей — серы и фосфора (рафинирование), измельчение размеров кристаллов в процессе затвердевания металла. В зависимости от того, для сварки каких металлов предназначаются электроды, прутки, на которые наносится покрытие, могут быть из различных металлов или сплавов. В электродах общего назначения, широко применяемых для сварки разнообразных стальных конструкций, прутки изготавливаются из стальной малоуглеродистой, почти бескремнистой, холоднотянутой проволоки, для которой характерна повышенная чистота металла, ограничение содержания вредных примесей — серы и фосфора.
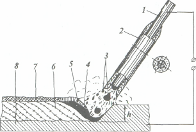
Рис. 2.4. Схема ручной дуговой сварки плавящимся металлическим электродом с покрытием
На рис. 2.4 приведена схема ручной сварки покрытым электродом с изображением продольного сечения зоны сварки.
При ручной дуговой сварке электрод зажимается в специальный держатель, находящийся в руке сварщика, который с помощью кабеля соединяется к источнику питания дуги.
Дуга может питаться как постоянным, так и переменным током, одно- или многофазным, низкой или высокой частоты. При постоянном токе имеет значение полярность электрода. Чаще к электроду присоединяют отрицательный полюс источника тока, а к изделию положительный; тогда получают прямую или нормальную полярность, Очевидно, что при питании дуги переменным током полярность электрода будет постоянно меняться с периодом, равным частоте переменного тока.
После возбуждения дуги сварщик начинает ее перемещать в заданном направлении. По мере плавления электрода он подает его в зону сварки для поддержания длины дуги постоянной величины. При расплавлении электрода одновременно плавится и свариваемый металл, в результате формируется сварной шов.
Иногда вместо плавящегося электрода сварщик использует неплавящийся (угольный), поэтому для формирования сварного шва в зону дуги вводится специальный дополнительный присадочный пруток, который, расплавляясь, образует сварной шов. При выполнении сварочных работ сварщик пользуется специальным щитком, защищающим лицо и глаза от сильного светового потока и брызг металла. В щитке имеется окно с темным защитным стеклом, позволяющим наблюдать за зоной сварки и влиять на поведение жидкого металла в сварочной ванне. Теплом дуги расплавляется не только металлический пруток 1 (см. рис. 2.4), но и покрытие 2, и в виде капель 3 переносится в сварочную ванну 4, где перемешивается с расплавленным металлом свариваемого изделия. Покрытие плавится медленнее прутка, поэтому на торце электрода образуется своеобразная втулочка, направляющая поток выделяемых газов и паров в дуге в сторону сварочной ванны, что облегчает отрыв капель от торца электрода. Металл ванны покрывается защитным слоем шлака 5, образующим затем на затвердевшем металле шва 6 шлаковую корку 7, сбиваемую с его поверхности по окончании сварки.
Глубина h (см. рис. 2.4), на которую расплавляется свариваемый металл (глубина проплавления) зависит от режима сварки (силы сварочного тока, скорости перемещения дуги вдоль свариваемых кромок и других параметров) и пространственного положения зоны сварки.
Сварка покрытым электродом может осуществляться во всех пространственных положениях свариваемого участка изделия: в наиболее удобном для сварщика положении -нижнем, на вертикально расположенном участке и, наконец, в потолочном положении, когда поворот изделия для удобства сварки невозможен.
В процессе сварки рука сварщика обычно совершает ряд сложных движений: кроме подачи электрода к изделию и перемещения вдоль свариваемых кромок, сварщик одновременно делает поперечные колебания той или иной формы. От того, насколько он при этом владеет умением поддерживать непрерывность горения дуги и обеспечивать постоянство ведения процесса, зависит стабильность формы и качество сварного шва.
Важной характеристикой качественных электродов являются коэффициент наплавки ан, который показывает, сколько электродного металла под действием сварочного тока в 1 ампер наплавляется в единицу времени. Зная коэффициент наплавки электрода и величину используемого тока, можно легко определить производительность сварки этим электродом:
![]() , (2.3)
, (2.3)
где ![]() производительность наплавки, г/ч;
производительность наплавки, г/ч; ![]() — коэффициент наплавки, г/Ач;
— коэффициент наплавки, г/Ач; ![]() — величина
тока, А.
— величина
тока, А.
Коэффициент наплавки у обычных электродов с покрытием лежит в пределах 8 — 10 г/Ач.
Сварочные же токи для электродов, имеющих диаметр 3 — 6 мм и используемых при выполнении основного объема работ, составляют 120 — 350 А, при напряжении дуги 16 — 30 В. Коэффициент наплавки можно увеличить, если в состав покрытия ввести железный порошок (от 5 до 50 % массы прутка}; тогда коэффициент наплавки возрастает до 12 — 20 г/Ач, а производительность сварки возрастает в 1,5 — 2 раза. Первой стала изготавливать подобные электроды голландская фирма ФИЛИПС (1946-1947 гг.). Такие же электроды, содержащие в покрытии 30 — 50 % железного порошка, выпускается в США, Франции, Бельгии и других странах.
В СССР электроды с железным порошком в покрытии получили широкое распространение в 60-е годы XX в. (электроды ОЗС-3, АНО-1, ОЗС-5, ВН-48 и др.).
Процесс изготовления покрытых электродов включает следующие основные операции:
правку и рубку очищенной проволоки на прутки необходимой длины;
грубое и тонкое дробление (размол) входящих в состав покрытия веществ (компонентов), с их последующим просеиванием на специальных ситах;
изготовление обмазочной пасты;
нанесение обмазки на электродные прутки путем опрессовки;
сушку покрытых электродов с целью удаления из покрытия влаги и придания ему необходимой механической прочности,
В настоящее время имеются крупные специализированные производства по изготовлению электродов мощностью до 60 тыс. т электродов в год. Во многих из них действуют поточные линии, с широкой механизацией и автоматизацией ряда производственных операций. В таких линиях успешно работают высокопроизводительные электродоизготавливающие агрегаты, сушильно-прокалочные конвейерные печи плавильно-отрезные автоматы и другое современное и производительное оборудование.
Каковы достоинства и недостатки ручной дуговой сварки покрытыми электродами?
Несомненным и главным достоинством ее является универсальность и большая маневренность; ручная сварка покрытым электродом может осуществляться не только в любом пространственном положении, но и в любом, недоступном для других способов сварки, месте изделия, при любой толщине свариваемого металла, обеспечивая выполнение швов самой различной протяженности. Вместе с тем большое разнообразие типов и марок покрытых электродов позволяет успешно сваривать и наплавлять самые различные стали и специальные сплавы, чугуны, цветные металлы и сплавы на их основе, получать сварные соединения из них высокого качества. К достоинствам ручной дуговой сварки следует отнести простоту процесса, применение несложного в устройстве и работе оборудования для питания дуги, позволяющего использовать этот способ не только в стенах крупного предприятия, но и на строительных, а также монтажных площадках, в небольших мастерских как городского, так и сельского типа. Вместе с тем ручной дуговой сварке присущи значительные недостатки, важнейшими из которых являются: использование ручного труда рабочих высокой квалификации, низкая производительность процесса вследствие использования небольших величин сварочного тока (чтобы не перегревался пруток электрода) и перерыв процесса из-за необходимости замены электродов по мере того, как они расплавляются.
В практике сварочного производства известны многочисленные попытки приуменьшить названные недостатки ручной дуговой сварки. В результате были разработаны такие способы сварки, как сварка электродами повышенного диаметра (до 10 мм), сварка пучком электродов, сварка с глубоким проваром (или сварка опиранием электрода), сварка лежачим и наклонным электродами и т.д.
Следует, однако, отметить, что все эти и другие приемы не могут ликвидировать главного недостатка ручной дуговой сварки, а именно, применение ручного, не механизированного труда.
Несмотря на известные недостатки ручной дуговой сварки необходимо, тем не менее, каждому будущему инженеру-сварщику овладеть техникой ручной сварки покрытым электродом. Это позволит глубже понять и усвоить многие теоретические курсы, такие, например, как теория сварочных процессов, сварные конструкции, технология дуговой сварки и др. Ни один из других способов дуговой сварки, кроме ручной, не позволяет реально и зримо ощутить и почувствовать, как возбуждается дуга, как происходит плавление металла электрода и изделия, как ведет себя сварочная ванна в различных пространственных положениях, как поддерживается устойчивое горение дуги и т.д.
Вот почему овладение студентами навыками выполнения ручной дуговой сварки является не только желательным, но и необходимым элементом подготовки высококвалифицированного специалиста. Овладение техникой ручной дуговой сварки может осуществляться как в рамках самостоятельной работы студента в лабораториях кафедры, так и в процессе прохождения практик.
Длительное время ручная дуговая сварка была единственным способом соединения (и разъединения) металлов, хотя многие передовые инженеры стремились ликвидировать ручной труд при сварке путем разработки различных устройств и приспособлений с целью механизации процесса.
Начало широкой механизации и автоматизации сварочных процессов было связано с созданием в 1939—1940 гг. под руководством академика Е.О. Патона способа «скоростной автоматической сварки голым электродом под слоем флюса». Этот способ и сегодня остается самым экономичным и высокопроизводительным процессом, обеспечивающим получение сварных швов высокого качества.
В чем же заключается коренное отличие дуговой сварки под флюсом от ручной?
При сварке под флюсом (рис. 2.5) вместо штучных электродов применяется электродная проволока 1 большой длины, свернутая в виде кассеты. Ее подача в зону дуги по мере плавления, а также перемещение самой дуги вдоль свариваемых кромок механизированы и осуществляются сварочным автоматом, имеющим устройство 2 для внесения в зону сварки флюса и отсоса нерасплавившейся его части со шва для возврата в бункер.
Возбуждению дуги предшествует засыпка флюса вдоль свариваемых кромок в виде валика толщиной 50 — 60 мм. Возникшая при включении автомата дуга 3 между торцом электродной проволоки / и свариваемым изделием 4 оказывается закрытой флюсом: она горит в закрытой полости, образованной расплавленным флюсом, т.е. шлаком 5, в своеобразном газовом пузыре 6. Закрытая полость и возникающее статическое давление слоя флюса на жидкий металл сварочной ванны 7 предотвращают разбрызгивание жидкого металла и нарушения в формировании шва.
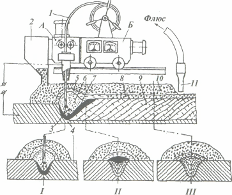 |
Расплавленный флюс-шлак, обладая небольшой плотностью, всплывает на поверхность жидкого металла сварочной ванны, образуя в процессе затвердевания шлаковую корку 8, легко удаляемую со шва 9. Нерасплавленная же часть флюса 10 отсасывается пневмоустройством 11 автомата в бункер 2 для повторного использования.
Рис. 2.5. Схема сварки под флюсом:
А — сварочная головка; Б — механизм перемещения; I, II, III — поперечные сечения в различных зонах шва
Что же представляет собой флюс?
Флюс — это сыпучий, зернистый, т.е. гранулированный материал, с величиной зерен (гранул) 1—2 мм.
Современные флюсы разнообразны, различаются назначением, составом и свойствами. В зависимости же от способа изготовления различают флюсы плавленые и неплавленые,
Плавленые флюсы получают путем сплавления различных веществ (минералов, рудных продуктов и др.) в печах, поэтому готовый плавленый флюс относится к сложным силикатам, близким по свойству к стеклу. Шлаки, ими образуемые, в зоне сварки выполняют в основном защитную роль, изолируя жидкий металл от контакта с воздухом, будучи в металлургическом отношении малоактивными.
Неплавленые флюсы, к которым относятся прежде всего так называемые керамические, изготовляют без сплавления входящих в их состав порошкообразных веществ, путем связывания такой смеси жидким стеклом (силикатным клеем) с последующей грануляцией в зерна размером 1 — 3 мм. Для этого осуществляют протирку густой массы через соответствующие сита, с определенным размером ячейки, а затем просушивают и прокаливают флюс. Подобные флюсы содержат в своем составе (как и электродные покрытия) неокисленные, свободные элементы — металлы или их сплавы (ферросплавы), что позволяет при сварке под таким флюсом активно вмешиваться в ход химических реакций в жидкой сварочной ванне, осуществлять раскисление, легирование металла шва, очищать его от вредных примесей, воздействовать на структуру шва, т.е. получать в итоге сварные швы нужного состава и свойств.
Главным узлом сварочного автомата является сварочная головка А (см. рис. 2.5), выполняющая операции по возбуждению дуги, ее поддержанию и прекращению горения. Кроме нее автомат имеет ходовой механизм Б для перемещения головки вдоль свариваемых кромок по специальным направляющим рельсам, устройство для подъема и опускания головки, катушку с намотанной электродной проволокой, а также флюсоаппарат, обеспечивающий подачу флюса в зону сварки и отсос неиспользованной его части. Роль сварщика, работающего со сварочным автоматом, сводится лишь к управлению процессом сварки при помощи пульта управления, корректора.
При включении автомата ведущие ролики сварочной головки начинают вращаться и толкают электродную проволоку, к которой они плотно прижаты, вниз — в токоподводящий мундштук. Токоподводящий мундштук подсоединен проводом к одному из полюсов источника питания сварочной дуги (см. рис. 2.5), Другой полюс ИП соединен с изделием.
Поскольку подвод тока к проволоке через мундштук производится всего лишь в нескольких сантиметрах от ее конца, исключается значительный нагрев этого участка, называемый вылетом электрода, джоулевым теплом, что позволяет применять для такой сварки, в отличие от ручной, повышенный ток.
Так как дуга, находящаяся под флюсом, невидима, это исключает возможность визуального наблюдения за положением конца электрода. Контроль над процессом сварки ведут по приборам и указателю положения электрода относительно кромок свариваемого изделия.
Для корректировки конца электродной проволоки относительно кромок у автомата имеются корректоры, управляемые вручную или с помощью автоматических устройств.
По способу подачи электродной проволоки различают автоматы с зависимой от напряжения дуги и ее длины скоростью подачи электродной проволоки и автоматы с постоянной скоростью подачи электродной проволоки. Автоматы первого типа имеют довольно сложную схему автоматического регулирования дуги, в которой использована зависимость скорости подачи проволоки от напряжения дуги и ее длины. Появление второго типа автоматов связано с открытием в 1942 г. профессором В.И. Дятловым явления саморегулирования дуги. Оно заключается в самопроизвольном восстановлении длины дуги, нарушенной под действием случайных факторов. Если, например, в процессе сварки длина дуги внезапно уменьшилась (при прохождении участка с прихваткой), то самопроизвольно увеличится скорость плавления проволоки и быстро восстановится нормальная длина дуги и т.д. Разнообразные по конструкции автоматы этого типа отличаются большой надежностью, простотой управления и обслуживания, не требуют применения сложных автоматических механизмов для регулирования процесса сварки. Большая серия подобных автоматов разработана и продолжает разрабатываться Институтом электросварки им. Е.О. Патона.
В зависимости от того, каким образом производится перемещение дуги вдоль свариваемых кромок изделия, сварочные автоматы разделяются на три группы: подвесные автоматы, самоходные автоматы и сварочные тракторы.
Подвесные автоматы или подвесные сварочные головки обычно используются в специализированных установках (например, трубосварочных станах). Такая головка закрепляется неподвижно, изделие же от отдельного привода получает движение со скоростью, равной скорости сварки.
Самоходные автоматы, или самоходные сварочные головки, имеют механизм движения по рельсовому пути и при сварке перемещаются по этому пути.
Большое распространение в сварочном производстве получили сварочные тракторы — легкие, компактные самоходные автоматы, которые могут перемещаться непосредственно по изделию, не требуя стационарных устройств с рельсовыми путями.
Сварочные автоматы успешно используются в массовом и серийном производстве изделий для выполнения прямолинейных и круговых швов большой протяженности.

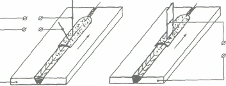
Рис. 2.6. Схемы различных видов сварки под флюсом:
а — одной дугой; б — сдвоенным электродом; в — двухдуговой от двух источников питания; г ленточным электродом
Основным видом автоматической сварки под флюсом является сварка одной дугой, когда подается в зону дуги одна электродная проволока (рис. 2.6, а).
Однако возможна сварка двумя и более дугами, с подачей двух и более проволок. При многоэлектродной сварке все электродные проволоки подсоединены к одному полюсу источника питания (рис. 2.6, б), а при многодуговой — каждая из проволок получает питание от отдельного источника (рис. 2.6, в). При этом возможна сварка с одной общей сварочной ванной, куда поступает жидкий металл от всех плавящихся проволок, или сварка так называемыми раздвинутыми дугами, когда каждая дуга создает свою сварочную ванну, а следующая за ней дуга перекрывает своей ванной часть предыдущей. Существуют также виды автоматической сварки с использованием нескольких сварочных головок, действующих одновременно на разных участках шва, и другие. Все эти виды автоматической сварки под флюсом преследуют одну главную цель: еще более повысить производительность сварки. Так, если однодуговая сварка под флюсом производительней ручной в 4 — 6 раз, то многодуговая — уже в 15 — 20 раз.
Весьма перспективным является применение ленты вместо электродной проволоки (рис. 2.6, г). Электродная лента обычно имеет толщину до 2 м и ширину до 40 мм.
Горящая дуга быстро перемещается поперек ленты, равномерно ее оплавляя. Меняя форму ленты можно существенно влиять и на форму шва, т.е. глубину проплавления и ширину. Можно вместо одной ленты применять несколько лент (как и проволок), что особенно эффективно при выполнении наплавочных работ для получения широкослойной наплавки на поверхность изделия. Менее известна и разработана сварка ленточным электродом, хотя этот процесс, несомненно, имеет большое будущее.
Нетрудно увидеть преимущества автоматической сварки под слоем флюса. Они сводятся к следующему:
высокая производительность процесса, обусловленная возможностью применять значительный по величине ток (в сравнении с открытой дугой — в 10 раз и более);
закрытая и мощная дуга под флюсом обеспечивает лучшее использование сварочного тока значительное проплавление свариваемого металла, позволяющее уменьшать разделку кромок или вообще ее не делать. Следствием этого является существенное сокращение расхода электродного металла и электроэнергии. Вместе с тем, уменьшаются и потери металла на угар, разбрызгивание, огарки (неизбежные при ручной сварке);
стабильное, хорошее качество и формирование сварных швов;
высокий уровень механизации и возможность комплексной автоматизации сварочного процесса;
улучшение условий труда, так как нет необходимости в защите глаз и лица сварщика от вредного действия дуги.
Однако у способа имеются и недостатки:
возможность сварки только в нижнем положении при наклоне изделия не более, чем на 10-15° от горизонтали, с целью предупреждения отекания расплавленного металла и флюса, нарушающего правильное формирование шва;
невозможность (или нецелесообразность) сварки тонколистового металла толщиной менее 3 мм, швов малого калибра;
сложность и громоздкость сварочного оборудования, уменьшающих маневренность способа;
необходимость более тщательной (в сравнении с ручной сваркой) подготовки кромок и более точной сборки деталей под сварку.
Ряд перечисленных недостатков и ограничительных факторов, присущих сварке под флюсом, могут быть полностью или частично устранены при использовании такого важного вида дуговой сварки, как сварка в защитных газах. В настоящее время дуговая сварка в защитных газах занимает одно из ведущих мест в сварочном производстве и продолжает развиваться и совершенствоваться.
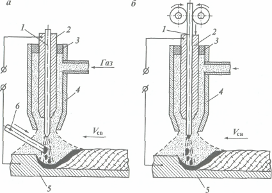
При этом виде сварки вместо флюса используется защитный газ, подаваемый в зону горения дуги под небольшим избыточным давлением, защищающим расплавленный металл от контакта с воздухом (рис. 2.7).
Для защиты
зоны сварки применяют три группы газов: инертные (аргон, гелий), активные
(углекислый газ, водород, азот и др.) и смеси газов (![]() ,
, ![]() ,
, ![]() ,
, ![]() и др.).
и др.).
Выбор защитного газа определяется особенностями свариваемого металла, требованиями к свойствам сварных соединений, эффективностью процесса и другими соображениями.
Первым, высказавшим в конце XIX в. идею о сварке в защитном газе, был Н.Н. Бенардос. Реализацию же этой идеи в 20-х годах XX в, осуществили американские инженер Александер и физик, тоже инженер, Лэнгмюр, используя при сварке стержневым электродом в качестве защиты смесь газов. Значительно позднее, в 40-х годах XX в. в СССР и в США, почти одновременно, появляется новый вид дуговой сварки — в среде инертных газов.
Газ
Рис. 2.7. Схема дуговой сварки в защитных газах при использовании неплавящегося (а] и плавящегося (б) электрода:
1 - неплавящийся (а) и плавящийся (6) электроды; 2 - токоподводящий мундштук; 3 изолирующая втулка; 4 ~- сопло; 5 — свариваемое изделие; 6 — присадочный пруток
В СССР этот процесс разрабатывался в НИИАТ (Научно-исследовательский институт авиационной технологии (г. Москва)), сначала с применением неплавящегося вольфрамового электрода, а в конце 40-х годов XX в. — и плавящегося. На протяжении примерно 10 лет в ряде организаций (ИЭС им. Е.О. Патона, МВТУ им. Баумана, ЦНИИТМАШе, МАТИ (Московский авиационно-технологический институт) и др.) делаются безуспешные попытки использовать при сварке в СО2 плавящийся электрод, но лишь в 1952 г. в ЦНИИТМАШе сотрудниками К.В Любавским и Н.М. Новожиловым получены положительные результаты: они применили не обычную сварочную, а специальную проволоку.
Использование в качестве защитной среды смесей газов — инертных и активных — оказалось в ряде случаев более эффективным, так как за счет активного воздействия на ход реакций, протекающих в металле, удается получить более высококачественные сварные швы. Более совершенная защита свариваемого металла создается при использовании местных защитных устройств, специальных камер с контролируемой атмосферой — для ручной и механизированной сварки, и так называемых обитаемых камер, в которых сварка осуществляется после создания соответствующей среды — сварщиком, одетым в скафандр.
Результатом
большой совместной работы коллективов МВТУ им, Баумана и МЭИ (Московский
энергетический институт), начатой в 1961 г., явилось применение для дуговой
сварки вакуумной защитной среды (![]() мм рт. ст.), создаваемой в
специальных вакуумных камерах. В такой среде содержание азота и кислорода на
один-два порядка ниже, чем при сварке в аргоне высшей чистоты.
мм рт. ст.), создаваемой в
специальных вакуумных камерах. В такой среде содержание азота и кислорода на
один-два порядка ниже, чем при сварке в аргоне высшей чистоты.
Для сварки неплавящимся электродом стали применять угольные (графитовые) и вольфрамовые стержни.
Уголь, или графит, относится к нерасплавляемым хрупким материалам; при высокой температуре дуги такие электроды интенсивно испаряются, не расплавляясь, подвергаются окислению и поэтому довольно быстро расходуются.
Применение
электродов из вольфрама экономически выгоднее, несмотря на высокую стоимость
этого металла. Вольфрам является самым тугоплавким из металлов (![]() ), поэтому такой
электрод лишь медленно оплавляется и испаряется, Для защиты от окисления и
увеличения срока службы такого электрода сварку осуществляют в струе защитного
газа, которым может быть водород или инертные газы — аргон, гелий.
), поэтому такой
электрод лишь медленно оплавляется и испаряется, Для защиты от окисления и
увеличения срока службы такого электрода сварку осуществляют в струе защитного
газа, которым может быть водород или инертные газы — аргон, гелий.
Сущность процесса сварки неплавящимся электродом заключается в следующем. Дуга прямого действия (рис. 2.7, а) возбуждается и горит между вольфрамовым электродом 1 и свариваемым изделием 5. Вся зона сварки (конец электрода, дуга и ванночка расплавленного металла) защищается от контакта с воздухом инертным газом, подаваемым в виде потока, концентрически направленного относительно электрода.
Сопло 4 служит для формирования и нужного направления потока защитного газа. Все названные элементы образуют так называемую горелку — основной рабочий инструмент сварщика. Такая горелка легка, компактна и удобна в работе. Поскольку электрод является неплавящимся, в большинстве случаев для нужного формирования шва в зону сварки вносится присадочный металл 6, подаваемый сварщиком. Однако возможна сварка и без внесения присадки сварщиком, тогда нужное образование шва обеспечивается за счет расплавления специально подготовленных под сварку отбортованных кромок стыка, либо за счет расплавления предварительно уложенного на свариваемый стык присадочного металла.
Сварка в защитных газах неплавящимся электродом имеет много разновидностей, одна из которых, например, называется сваркой пульсирующей дугой или импульсно-дуговой сваркой.
При сварке пульсирующей дугой, разработанной в СССР в 1961 г. (авторы А.В. Петров, Г.А. Славин), ток дуги пульсирует от минимума во время паузы до максимума во время импульса. Такое питание дуги током позволяет выполнять сварку весьма тонких элементов со швами, расположенными в различных пространственных положениях, а также управлять процессом кристаллизации металла шва с целью получения высокого их качества.
Чаще всего сварка неплавящимся электродом в инертных газах применяется при изготовлении изделий из алюминия, магния и их сплавов, сплавов на основе никеля, некоторых специальных сталей. Для сварки особо активных и тугоплавких металлов, таких как титан, молибден, ниобий, тантал, цирконий и других, требуется защита от контакта с воздухом не только самой сварочной ванны, но и значительной части прилегающего к ней по обе стороны нерасплавленного металла, нагреваемого до высоких температур, при которых эти участки могут взаимодействовать с воздухом и приобретать плохие свойства. В этом случае, в зависимости от степени ответственности изделия, прибегают к использованию специальных защитных кожухов небольших передвижных камер или более совершенных камер с контролируемой атмосферой, обитаемых камер, в которых и осуществляется сварка.
Сварка в защитных газах плавящимся электродом намного опережает по объему применения сварку неплавящимся электродом (примерно 90 % объема — сварка плавящимся электродом).
При сварке плавящимся электродом дуга возбуждается между изделием и электродом, который по мере расплавления подается в зону дуги специальными подающими роликами (рис. 2.7, б). Область использования плавящегося электрода в защитном инертном газе примерно такая же, что и при сварке вольфрамовым электродом, — получение швов различной протяженности и конфигурации на изделиях из цветных металлов, высоколегированных сталей, титановых сплавов и др. И в этом случае успешно применяется импульсно-дуговая сварка, позволяющая получать сварные соединения не только в нижнем, но и в вертикальном и потолочном положениях. В Институте электросварки им. Е.О. Патона создано несколько разновидностей этого процесса.
Из активных защитных газов наиболее широко применяют для сварки плавящимся электродом углекислый газ, использование которого вначале было безуспешным. Б чем же причины первых неудач по использованию углекислого газа в качестве защитной среды? Б зоне горения дуги углекислый газ, оттесняя воздух, вместе с тем является активным окислителем, так как под действием высокой температуры дуги легко распадается на окись углерода (СО) по реакции:
![]()
Поэтому при сварке в такой среде углеродистой стали в жидком металле сварочной ванны протекает окисление ряда важных элементов, входящих в состав стали и определяющих ее свойства, таких как кремний, марганец, углерод. Окисление кремния и марганца создает пленку шлака на поверхности металла; при окислении же углерода в металле образуются пузырьки окиси углерода СО, которые частью успевают покинуть затвердевающий металл ванны, а частью остаются в нем, являясь причиной пор в шве.
Оказалось, что если в сварочную ванну внести дополнительные порции кремния и марганца, они, будучи сильными раскислителями, затормаживают взаимодействие углерода с кислородом, а значит и газообразование, вызывающее пористость швов.
Вот почему,
установив это, К.В. Любавский и Н.М. Новожилов (ЦНИИТМАШ) предложили вместо
обычной бескремнистой маломарганцовистой сварочной проволоки применять для
сварки в ![]() специальную
кремнемарганцовистую проволоку, обеспечивающую внесение в жидкий металл
достаточных количеств кремния и марганца, необходимых для получения
качественных сварных швов.
специальную
кремнемарганцовистую проволоку, обеспечивающую внесение в жидкий металл
достаточных количеств кремния и марганца, необходимых для получения
качественных сварных швов.
Разновидностями этого процесса, успешно применяемыми в промышленности, повышающими экономическую эффективность сварки, следует назвать сварку электрозаклепками (ЦНИИТМАШ), сварку с принудительным формированием вертикальных швов (Институт электросварки им. Е.О. Патона), сварку с добавками к углекислому газу кислорода (до 30 %), а также инертных газов, повышающих устойчивость горения дуги, проплавляемость металла, улучшающих внешний вид швов и пр.
Для сварки плавящимся электродом создана большая группа полуавтоматов и автоматов. Полуавтоматы шланговые имеют механизм подачи проволоки толкающего, тянущего или смешанного типа. Полуавтоматы отличаются портативностью, легкостью — в отличие от предназначенных для сварки под флюсом. Новые образцы полуавтоматов для сварки плавящимся электродом разрабатываются с целью обеспечения большей устойчивости процесса сварки за счет лучшей стабилизации скорости подачи проволоки, а также максимального повышения надежности в работе небольших по размерам и легких горелок.
В последнее десятилетие отмечается заметное расширение объема применения сварки в защитных газах, особенно плавящимся электродом, что объясняется большой универсальностью и маневренностью процесса в сочетании с высокой производительностью, легкостью его механизации и автоматизации.
Сварка в защитных газах позволяет:
успешно выполнять швы в любом пространственном положении, что дает возможность использовать сварочные работы;
выполнять стыковые швы «на весу», т.е. без каких-либо предварительных подварок или применения подкладок;
непосредственно наблюдать и контролировать движение дуги по свариваемому участку, образование шва, так как зона сварки открыта.
Кроме того, отсутствует шлаковая корка на шве, а значит и затраты времени на ее удаление.
К недостаткам этого процесса следует отнести следующие:
при выполнении больших по размерам швов производительность примерно вдвое меньше, чем при сварке под флюсом;
затруднена сварка на открытом воздухе при ветре — из-за сдувания защитного газа;
при сварке в углекислом газе в общем случае наблюдается разбрызгивание металла, требующее по окончании сварки удаления брызг с поверхности металла;
необходимость применения защитных средств против светового и теплового излучения дуги.
Наиболее рационально использовать сварку в защитных газах при изготовлении изделий из металла небольшой толщины (до 10 мм), когда применение сварки под флюсом оказывается невыгодным или невозможным.
Сварка в углекислом газе заняла ведущее место в судостроении, транспортном и сельскохозяйственном машиностроении, в производстве трубопроводов, при выполнении различных монтажных работ — в процессе изготовления листовых и решетчатых конструкций, установке переборок в морских и речных судах, в поточном производстве баллонов, баков, бочек и прочих сосудов, различных машиностроительных деталей. В углекислом газе сваривают изделия из малоуглеродистой, легированных, а в некоторых случаях и высоколегированных сталей, чугуна.
Инертные газы используют при сварке сосудов и аппаратов для химической промышленности, различных вакуумных камер, соединений трубопроводов для агрессивных жидкостей и других изделий, изготавливаемых из специальных сталей, легких и цветных металлов, активных и тугоплавких металлов. Особое место среди способов дуговой сварки занимает сварка самозащитной проволокой, разработанной практически одновременно в 1958 г. в СССР и США. При этом способе защита металла шва от вредного воздействия воздуха и его легирование достигаются только за счет процессов, сопровождающих плавление специальной электродной проволоки, без дополнительного использования флюса или какого-либо защитного газа.
Наиболее просто это достигается при использовании так называемых порошковых проволок, представляющих собой металлическую оболочку / (рис. 2.8, а) и сердечник 2 в виде смеси порошков различных материалов. Попадая в зону дуги 4, порошок частично расплавляется, частично просыпается в сварочную ванну, что обеспечивает надежную защиту металла шва 6 от воздуха (за счет образования газовой среды) и шлаковой корки 5 и его легирование. Из-за малой электропроводности сердечника дута возбуждается между металлической оболочкой и изделием (рис. 2.8, а). Конструкция порошковой проволоки может быть самой различной (1, 2, 3, 4 на рис. 2.8, б) и зависит от конкретных требований к сварочно-технологическим свойствам самозащитных проволок.
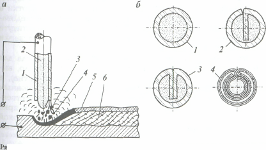
Рис. 2.8. Схема процесса сварки порошковой проволокой (а) и конструкция порошковой проволоки (б).
Многообразие способов и техники дуговой сварки не исчерпывается рассмотренными способами в этой главе.
В дальнейшем при изучении специальных дисциплин студенты рассматривают их достаточно подробно, здесь же мы остановимся еще на одном варианте использования дуги в сварочном производстве, а именно на плазменной сварке и резке. При плазменной сварке и резке источником нагрева служит дуга, столб которой принудительно обжат по диаметру, что приводит к резкой концентрации удельной тепловой мощности и повышению температуры плазмы дуги.
Основным инструментом при плазменной сварке и резке служит плазмотрон, являющийся генератором плазмы, т.е. ионизированного газа с высокой температурой.
Впервые сжатую водяным вихрем дугу наблюдали в начале 20-х годов XX в. Гердиен и Лотц (Германия). Однако лишь в середине 50-х годов сжатая дуга нашла практическое применение: в США был разработан способ резки такой дугой толстолистового алюминия.
В СССР работы по использованию сжатой дуги в сварочной технике начались с 1956 г. Исследования и разработки в этой области были сосредоточены в ряде научно-исследовательских институтов: ВНИИАВТОГЕНе, НИАТе, институте металлургии им. А.А. Байкова, институте Электросварки им. Е.О. Патона, ВНИИЭСО (Всесоюзный научно-исследовательский институт электросварочного оборудования (г. Санкт-Петербург)).
В отличие от обычной дуги, горящей свободно, когда для плавления металла используется главным образом тепло, выделяемое в активных пятнах (анодное и катодное пятна), в сжатой дуге роль активных пятен несущественна; основным источником тепла для сварки (или резки) служит искусственно удлиняемый и сжатый столб дуги, превращаемый в ярко светящуюся струю плазмы или поток плазмы — с высокой плотностью энергии.
Дуговую плазменную струю для сварки и резки получают по двум основным схемам (рис. 2.9). При плазменной струе прямого действия (рис. 2.9, а) изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде / и изделии 5. Плазменная струя косвенного действия (рис. 2.9, 6) образуется при дуговом разряде, происходящем между вольфрамовым электродом 1 и внутренней боковой поверхностью сопла 3.
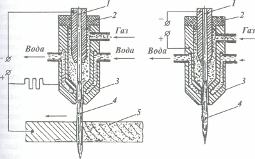
Рис. 2.9. Принципиальные схемы плазмотронов прямого действия (а) и косвенного действия (б):
1 вольфрамовый электрод; 2 — электроизоляционная втулка; 3 — сопло; 4 плазменная струя; 5 — изделие, частично разрезанное плазмой.
Как же работает плазмотрон? Внутри корпуса плазмотрона имеется камера, в которой расположен вольфрамовый электрод 1 и туда подается под некоторым давлением плазмообразующий газ (аргон, гелий и др.). Нижняя часть корпуса, называемая соплом (3), образует узкий канал для выхода плазмы. Сопло в процессе работы охлаждается проточной водой. Так как при нагреве дуговым разрядом плазмообразующего газа его объем увеличивается в 50—100 и более раз (при одновременной ионизации), создаются высокие, близкие к сверхзвуковым, скорости истечения плазменной струи из сопла. Дуговая плазменная струя — интенсивный источник теплоты, используемый в настоящее время для нагрева, сварки и резки как электропроводных металлов (любых), так и неэлектропроводных материалов, таких как стекло, керамика и др. Чрезвычайно перспективно применение сжатой дуги в наплавочных работах и в процессах напыления (см. ниже главу 4).
Особой областью применения сжатой дуги является нагрев деталей под пайку и термообработку. Сжатую дугу успешно используют в черной металлургии. Здесь мощными плазмотронами осуществляют переплав металлических слитков для получения особо чистого, лишенного вредных примесей металла.
В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства.
3.2 Электрошлаковая сварка
Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе с Г.З. Волошкевичем при творческом содружестве с заводами НКМЗ (Новокраматорский машиностроительный завод), Таганрогским «Красный котельщик».
Важнейшим следствием всех этих работ стало решение проблемы качественной и высокопроизводительной однопроходной сварки металла практически неограниченной толщины. Эффективность процесса оказалась огромной. По новой технологии стали сваривают крупногабаритные детали в судостроении (корпуса, несущие конструкции), в химическом и тяжелом машиностроении (сосуды, станины мощных прессов, валы крупных гидротурбин, прокатное оборудование, реакторные колонны и др.), в котлостроении и мостостроении. Этот процесс нашел применение в наплавочных работах, в ремонтном деле, при сварке арматуры, рельсов. Оказалось, что весьма эффективно различные литые и кованые крупногабаритные детали изготовлять путем соединения отдельных частей с помощью электрошлаковой сварки. Известно, что при расплавлении флюса образуется шлак, который является проводником электрического тока. При пропускании электрического тока через шлак в нем будет выделяться, в соответствии с законом Джоуля— Ленца, теплота. Этот принцип и лежит в основе электрошлаковой сварки (рис. 2.10). Сварка обычно выполняется при вертикальном расположении деталей, собираемых с зазором величиной b.
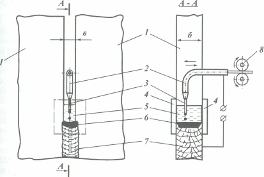
Рис. 2.10. Схема электрошлаковой сварки:
1 свариваемые пластины; 2 ~ токоподводящий мундштук; 3 —.электрод; 4 - формирующие ползуны; 5 - шлаковая ванна; 6 - металлическая ванна; 7 — шов; 8 подающие ролики.
В пространство, образованное свариваемыми кромками деталей / и формирующими ползунами 4, засыпается вначале небольшая порция флюса, затем возбуждается дуга между плавящимся электродом 3 и изделием, что приводит к расплавлению флюса и образованию шлаковой ванны 5 требуемого объема и глубины, дуга при этом гаснет, но сварочный ток вследствие проводимости шлака будет продолжать проходить между электродом 3, погруженным в шлак, и изделием 1, вызывая сильный разогрев шлаковой ванны. За счет тепла шлаковой ванны происходит оплавление свариваемых кромок деталей и расплавление электрода. Расплавленный металл электрода в виде капель и металл расславившихся кромок изделия стекают на дно ванны, образуя ванну расплавленного металла б (металлическую ванну).
По мере расплавления непрерывно подаваемого с помощью роликов 8 через токоподводящий мундштук 2 электрода объем металлической ванны будет возрастать. Одновременно, вследствие интенсивного теплоотвода в свариваемые детали и водоохлаждаемые (медные) ползуны, начнется кристаллизация жидкого металла в нижней части металлической ванны, приводя, таким образом, к формированию монолитного сварного шва 7 одновременно по всей толщине деталей.
Непрерывное плавление электрода и кромок изделия, с одной стороны, и кристаллизация металла ванны, с другой стороны, приводят к непрерывному перемещению металлической и шлаковой ванны вверх, вдоль свариваемых кромок. На протяжении всего цикла сварки шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. С целью равномерного развара кромок по толщине б и выравнивания температуры ванны по ее объему применяют колебание электрода путем придания ему возвратно-поступательного движения в плоскости зазора (на рис. 2.10 направление колебания показано стрелками). В зависимости от вида электрода и характера его подачи в шлаковую ванну, существует несколько разновидностей электрошлаковой сварки (ЭШС): сварка одной электродной проволокой (без колебаний или с колебаниями), сварка несколькими электродными проволоками (рис. 2,11, а), сварка электродами большого сечения — в виде пластин (рис. 2.11, б) и др.
При сварке пластинчатыми электродами они подаются в шлаковую ванну по мере оплавления и заполнения жидким металлом зазора. За счет увеличения числа пластин можно сваривать детали любой толщины. Из практики известно, что с помощью ЭШС сваривались заготовки толщиной более 2600 мм, имевшие в месте сварки сплошное сечение до 10 м2, массой около 300 т. Наряду с указанными разновидностями ЭШС существуют и другие, такие как ЭШС плавящимся мундштуком, ЭШС с применением порошкообразного или кускового материала, ЭШС с дозированной подачей мощности и т.д.
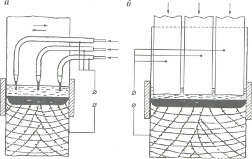
Рис. 2.11, Разновидности электрошлаковой сварки:
а — сварка тремя электродными проволоками; 6 — электродами большого сечения.
Электрошлаковый процесс успешно применяют не только для сварки, но и для наплавки деталей различной конфигурации: плоской, круглой, конической и т.д. (рис. 2.12).
К несомненным достоинствам электрошлаковой сварки можно отнести следующие:
возможность сварки за один проход изделий практически неограниченной толщины;
высокую производительность сварки толстостенных деталей (толщиной 60 мм и более), превышающую производительность многослойной сварки под флюсом тех же деталей в 5 — 6 раз, а ручной — в 20 — 25 раз;
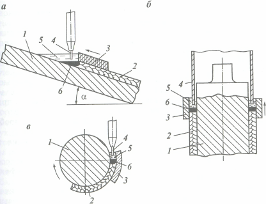
Рис. 2.12. Схемы использования электрошлакового процесса для наплавки:
а — наплавка плоскостных изделий (листов); б - наплавка цилиндрических поверхностей при горизонтальном расположении цилиндра; в — наплавка цилиндрических поверхностей трубчатым электродом, 1 — изделие; 2 — наплавляемый слой; 3 — охлаждаемый медный ползун; 4 — электрод плавящийся; 5 - шлаковая ванна; 6 - металлическая ванна.
незначительный расход флюса, в 15 — 20 раз меньший, чем при автоматической сварке;
меньшая (в 1,5 — 2 раза) энергоемкость процесса по сравнению с автоматической сваркой под флюсом;
невысокая, в сравнении с многопроходной автоматической сваркой под флюсом, стоимость сварного соединения, обусловленная малым расходом флюса, электроэнергии, упрощением подготовки кромок под сварку;
возможность изготовления уникальных по размерам и массе деталей и получения таким путем сварнолитых, сварнокованых изделий (например, сварнолитые станины тяжелых прессов и прокатных станов, толстостенные сварнокованые цилиндры и др.);
возможность получения сварных соединений высокого качества, лишенных пор, шлаковых включений, трещин, подрезов.
Однако электрошлаковая сварка не лишена и недостатков, к их числу относятся следующие:
применение малой скорости сварки (менее 1 м/ч) при значительном тепловложении приводит к длительному тепловому воздействию на металл и медленному его охлаждению, следствием чего является перегрев металла околошовной зоны с формированием в ней весьма крупного зерна, обладающего сниженными пластическими свойствами и хрупкостью. Крупнозернистая, литая структура образуется и в металле шва. В связи с этим возникает необходимость (особенно при изготовлении ответственных конструкций) после электрошлаковой сварки подвергать изделие специальной термообработке с целью уменьшения размера зерен;
необходимость устанавливать свариваемое соединение в вертикальном положении или близком к этому;
недопустимость остановки сварочного аппарата в процессе выполнения шва, так как тогда неизбежно появление дефектов в месте остановки после сварки этого участка;
необходимость изготовления специальных технологических деталей (планок, формирующих устройств, «стартовых карманов» для наведения шлаковой ванны и др.), требуемых при сборке изделия под сварку.
Электрошлаковая сварка легла в основу разработки ряда новых технологий, выходящих за рамки сварочного производства, которые впоследствии получили общее название электрошлаковая технология, включающая сегодня около 20 технологических процессов (см. далее гл. 4).
3.3 Контактная и прессовая сварка
Контактная сварка — наиболее старый и высокопроизводительный процесс получения неразъемных соединений металлов — была открыта и впервые применена для соединения металлов в 1856 г. английским физиком Уильямом Томсоном (Кельвином). Позднее, в 1877 г. тот же способ сварки предложил, независимо от своего предшественника, Э. Томсон из США. Если У. Томсон и Э. Томсон создали контактную стыковую сварку сопротивлением, то в 1877 г. уже в России Н.Б. Бенардос стал изобретателем контактной точечной сварки.
В СССР контактную сварку стали внедрять в довоенные годы главным образом в автомобильную промышленность, используя, в основном, зарубежный опыт (США), Затем, в период первых пятилеток последовала организация производства мощных контактных машин улучшенной конструкции. В этой работе особую роль сыграл сварочный комбинат Оргаметалл, в последствии преобразованный в ЦНИИТМАШ, а после 1936 г. - завод «Электрик», где создавались контактные машины разного профиля, в том числе для шовно-стыковой сварки труб, для стыковой сварки автомобильных колес, для рельефной сварки и многое другое. В эти же годы для точечной и стыковой контактной сварки нашел применение в качестве источника энергии разряд конденсаторов, осуществлена точечная сварка узлов авиаконструкций из низкоуглеродистой стали и многих других элементов конструкций из различных материалов. Однако слабость производственной базы сварочного машиностроения в довоенные годы не позволила реализовать многие ценные технологические разработки в области контактной сварки. В период Великой Отечественной войны решением одной из серьезных задач в области контактной сварки было повышение стабильности качества точечных соединений. В последующие годы многое сделано по разработке, усовершенствованию и внедрению в производство нового оборудования и технологии по контактной сварке, например, для сварки стыков рельсов, многоточечной сварки каркасных конструкций в вагоностроении, автомобилестроении, с/х машиностроении, точечной и стыковой сварки деталей летательных аппаратов, энергетических установок, в массовом производстве сварных труб различного назначения и т.д.
Расширилась и научно-исследовательская база по контактной сварке. Кроме ЦНИИТМАШа, завода «Электрик», Института электросварки им. Е.О. Патона, такие работы осуществлялись и продолжаются в МВТУ им. Баумана, ВНИИЭСО, Институте металлургии им. Байкова и многих других научно-исследовательских институтах и в высших учебных заведениях.
Образование "неразъемного соединения при контактной сварке происходит в результате нагрева металла проходящим электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Количество тепла, выделяемое в металле при протекании через него электрического тока, определяется законом Джоуля – Ленца:
![]() (2.4)
(2.4)
где ![]() — количество
тепла, кал;
— количество
тепла, кал; ![]() ток, А;
ток, А; ![]() сопротивление на пути тока, Ом;
сопротивление на пути тока, Ом; ![]() — время прохождения тока, с.
— время прохождения тока, с.
Так как наибольшее сопротивление протекающему току возникает в контакте между свариваемыми деталями (рис. 2.13), место контакта и прилегающие к нему участки металла разогреваются наиболее интенсивно и приобретают повышенную пластичность, последующее механическое сдавливание (или осадка) деталей завершает процесс сварки.
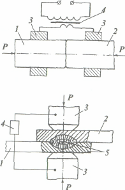
Рис. 2.13. Схемы контактной стыковой (а) и точечной (б) сварки:
1, 2 свариваемые детали (стержни — а; листы — б); 3 — токоподводы; 4 трансформатор; 5 — ядро сварной точки.
Таким образом, любая машина для контактной сварки должна иметь, кроме электрической, и механическую часть. Учитывая, что все металлы обладают большой электропроводностью, но малым удельным сопротивлением, для быстрого их нагрева и компенсации неизбежных потерь тепла, в контактных машинах пользуются большими сварочными токами (от тысячи до сотен тысяч ампер и более), но очень малым напряжением, составляющим всего несколько вольт. Такой принцип трансформирования энергии осуществляется в понижающем трансформаторе, питающем контактную машину и конструктивно составляющим с ней единое целое.
Первичная обмотка понижающего трансформатора (рис, 2.13, а) состоит из большого числа витков обычного обмоточного провода. Первичная обмотка при работе трансформатора подключается к силовой электросети. Вторичная же обмотка в большинстве случаев состоит из одного (максимум — двух) витков большого сечения и поэтому имеет очень малое сопротивление, что позволяет получать от нее значительный по величине сварочный ток, протекающий через свариваемые детали. Включение и выключение сварочного тока производится в первичной цепи прерывателем, имеющим довольно сложное устройство. Если электрическая часть контактной машины бывает примерно одинаковой, то механическая ее часть может быть различной по устройству, и по этому признаку в промышленности находят применение десятки различных типов контактных машин.
По форме выполняемых сварных соединений существуют три основных вида контактной сварки: стыковая, точечная и шовная.
Стыковая
контактная сварка имеет две разновидности: сварка сопротивлением и сварка
оплавлением. При сварке сопротивлением (рис. 2.13, а) детали прочно
закрепляются в зажимном устройстве машины и под небольшим давлением сжимаются
до соприкосновения друг с другом свариваемыми поверхностями. Затем включается
ток, и детали в месте контакта и зон, к нему прилегающих, быстро разогреваются
до высокой температуры (0,8 — 0,9 ![]() ). Тогда осуществляется их
сдавливание осадочным устройством машины, с одновременным выключением тока. За
счет пластической деформации металла в стыке происходит образование соединения
в твердом состоянии.
). Тогда осуществляется их
сдавливание осадочным устройством машины, с одновременным выключением тока. За
счет пластической деформации металла в стыке происходит образование соединения
в твердом состоянии.
Сваренные детали имеют в месте сварки значительное усиление (увеличение сечения) за счет осадки металла при обжатии.
К достоинствам стыковой сварки сопротивлением следует отнести:
простоту устройства машины;
незначительный расход энергии на нагрев деталей, при высокой производительности сварки;
уменьшенный расход металла (только на осадку).
Вместе с тем, процесс имеет и недостатки:
значительное давление осадки, вследствие чего машина должна иметь высокие силовые характеристики;
трудность обеспечения высокого качества сварных соединений (особенно при сварке больших сечений) из-за неравномерного прогрева стыка и возможного присутствия в нем не удаленных окисных пленок.
Стыковая сварка сопротивлением применяется для соединения деталей небольшого сечения, например, проволок, а также стержней или полос — из хорошо сваривающейся в пластическом состоянии стали (малоуглеродистая, низколегированная), при условии специальной подготовки торцов соединяемых элементов. Эффективно применение этого вида сварки при изготовлении сварных сеток и каркасов арматуры железобетона.
Сварка оплавлением может быть прерывистой и непрерывной.
При прерывистом оплавлении ток включается в момент, когда детали подведены друг к другу, но еще разъединены. Под напряжением производится дальнейшее сближение деталей до краткого их соприкосновения в местах выступов, неровностей, а затем их отводят друг от друга. Таких сближений и отводов деталей с искристым разбрызгиванием частично расплавленного металла осуществляется несколько, пока не произойдет оплавление по всему свариваемому сечению. Лишь после этого под повышенным давлением производится быстрая осадка деталей, в процессе которой и выключается ток. При таком процессе происходит выдавливание расплавленного, в основном окисленного металла и прочих продуктов загрязнения из зоны сварки, с образованием так называемого грата, после удаления которого остается небольшое усиление в зоне сварки.
При непрерывном оплавлении происходит медленное и равномерное сближение деталей, пока не осуществится их соприкосновение в отдельных точках — местах выступов;
высокая плотность тока, здесь создаваемая, приводит к быстрому расплавлению и частичному испарению металла на этих участках, с выбросом его из плоскости стыка в виде брызг, При дальнейшем сближении в соприкосновение приходят новые точки, процесс повторяется и т.д. Сближение деталей продолжается до тех пор, пока обе поверхности стыкуемых деталей равномерно не оплавятся. Тогда производится быстрая осадка с приложением значительного давления. Сварка оплавлением имеет ряд преимуществ:
возможность получения соединений из различных сталей цветных металлов и их сплавов весьма развитого сечения (углеродистых сталей — более 100 000 мм2, алюминиевых сплавов - до 30 000 мм2 и др.);
высокая производительность машин (больше чем при электродуговой и электрошлаковой сварке встык таких же сечений);
не требуется особая подготовка и очистка соединяемых поверхностей деталей, качество сварных соединений высокое.
Однако у этого вида сварки есть и недостатки: значительный расход металла на оплавление и осадку; необходимость удаления после сварки грата, а иногда и самого усиления;
усложненная схема привода машин и узлов автоматического управления.
Стыковая сварка оплавлением применяется для соединения трубных стыков, фасонных профилей (например, стыков рельс), стержней массивного сечения, различных деталей машин и т.д.
Одним из наиболее распространенных способов контактной сварки является точечная сварка. При этом процессе соединяемые детали зажимают между электродами машины, имеющими форму усеченных конусов (рис. 2.13, 6), и через них пропускают ток.
Протекающий через детали ток более всего разогревает металл в месте их соприкосновения, так как здесь сопротивление току наиболее значительное.
Давление, оказываемое на электроды, должно быть таким, чтобы не только преодолеть жесткость деталей, но и осуществить нужную пластическую деформацию разогретого участка металла. В итоге, в зоне сварки создается своеобразное ядро сварной точки, имеющей чечевицеобразную форму (Рис. 2.13, б).
Для точечной сварки характерна высокая производительность, намного превышающая производительность автоматической дуговой сварки. Вместе с тем этот процесс высокоэкономичен, так как отсутствует расход сварочных материалов, а расход электроэнергии небольшой. Кроме того, деформации сваренных деталей очень незначительны. К достоинствам точечной сварки следует отнести простоту конструкции машины в сравнении со стыковыми и шовными, возможность полной автоматизации процесса, комплексной автоматизации производства в целом. Но и точечная контактная сварка имеет недостатки:
возможность выполнения соединения только внахлестку;
отсутствие герметичности сварных швов;
зависимость качества сварной точки от чистоты поверхности металла и степени сопряженности их друг с другом и др.
Наиболее эффективно применение точечной сварки в серийном и массовом производстве однотипных деталей — в автомобилестроении, с/х машиностроении, вагоностроении, угольном машиностроении, электротехнической и радиотехнической промышленности, самолетостроении и др.
Машины для точечной сварки наиболее универсальны, выполняют до нескольких сотен сварных точек в минуту. Общее их количество в несколько раз превышает число контактных машин для стыковой и шовной сварки. Особенно целесообразно применение автоматизированных многоточечных машин и комплексных автоматических линий.
Шовная контактная сварка близка точечной, но в отличие от нее, машина, выполняющая этот процесс, имеет вместо конических электродов ролики, катящиеся по линии сварки и дающее сплошной, непрерывный плотнопрочный шов (рис. 2.14).
Обычно при шовной сварке применяется прерывистый режим работы, тогда сварной шов состоит из отдельных сварных точек, взаимно перекрывающих друг друга. Такой режим работы осуществляется либо за счет подачи тока в виде отдельных импульсов при непрерывном перемещении роликов, либо за счет «шагового», т.е. прерывистого движения роликов, когда ток дается в момент краткой остановки роликов. Более распространены машины, работающие на режиме непрерывного вращения роликов, имеющие не столь сложную конструкцию механической части. Шовная сварка обладает рядом существенных достоинств. К их числу относятся:
герметичность сварного соединения;
экономичность процесса, вследствие отсутствия расхода сварочных материалов и небольшого расхода электроэнергии;
возможность полной автоматизации технологического процесса.
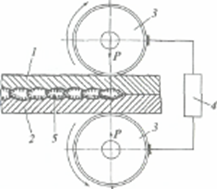
Рис. 2.14. Схема шовной сварки:
1, 2 свариваемые листы; 3 — электроды-ролики; 4 — трансформатор; 5 —сварной шов
Наиболее же существенные недостатки — необходимость очистки свариваемых поверхностей от окалины, ржавчины, окислов и различных загрязнений, сравнительно невысокая скорость сварки и др.
Шовная сварка используется для соединения листов малой толщины (до 2 — 3 мм) в производстве автомобилей, цельносварных тонкостенных труб, тонкостенных изделий электротехнической и радиотехнической промышленности, различных металлических изделий и т.д.
Для сварки металла малых толщин (2 — 0,1 мм и менее), различных мелких деталей большое применение нашла так называемая конденсаторная сварка, осуществляемая за счет запасенной или аккумулированной энергии конденсатора машины, непрерывно заряжающегося от питающей сети и периодически разряжающегося в ходе сварки. Для конденсаторной сварки характерна малая потребляемая мощность из сети при зарядке конденсатора, стабильное качество сварных соединений, как из однородных, так и разнородных металлов, с весьма малой зоной термического влияния. Вместе с тем, свариваемые детали ограничены в размерах, как по толщине, так и по сечению.
Конденсаторная сварка нашла применение в производстве мелких и мельчайших деталей из цветных и черных металлов, главным образом, с получением точечных соединений. Она используется в приборостроении, радиотехнической и электронной промышленности, в производстве счетных машин, фотоаппаратов, часов, различных устройств оборонной техники и др.
Ранее было показано (см. гл. 1, рис. 1.8), что для осуществления процесса сварки металлов без их расплавления (сварка в твердой фазе) необходимо осуществить их сдавливание таким усилием, чтобы смять поверхностные выступы (неровности), т.е. осуществить местную пластическую деформацию. Такой вид сварки получил название сварки, давлением или прессовой. Требуемое давление для сварки будет тем меньшее, чем выше температура свариваемого металла (см. рис, 1.7). Прессовая сварка за последние годы получила широкое распространение в различных областях. Об этом можно судить даже по разнообразию способов сварки в твердой фазе: термокомпрессионная, диффузионная, трением, холодная, взрывом, ультразвуковая и др. Рассмотрим кратко принципы и особенности некоторых способов сварки в твердой фазе.
Одним из наиболее древних способов сварки в твердой фазе является холодная. Это подтверждают, например, золотые коробочки, хранящиеся в Национальном музее в Дублине (Ирландия), которые по заключению экспертов, изготовлены в эпоху поздней бронзы с применением холодной сварки [1, с. 388]. Первые систематические исследования процесса холодной сварки были начаты в 1948 г. в Англии. Позднее этот способ сварки быстро распространился во многих промышленно развитых странах и в настоящее время она успешно применяется для сварки изделий из пластичных металлов, таких как медь, алюминий, свинец, олово, никель и др.
Поскольку холодная сварка производится при комнатной температуре на воздухе, то для осуществления прочных металлических связей между атомами свариваемых деталей требуется их совместная пластическая деформация довольно значительной величины с целью разрушения и удаления оксидных пленок из зоны контакта, что обеспечивает непосредственный контакт ювенильных поверхностей соединяемых частей.
Существуют многочисленные способы холодной сварки, но наиболее широко используются точечная и шовная для нахлесточных соединений и стыковая для получения соединений встык (рис. 2.15).
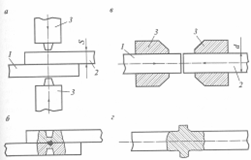
Рис. 2.15. Схемы холодной сварки:
а, б - точечной; в, г - стыковой; 1, 2 - свариваемые детали (листы - а, стержни - б); 3 - пуансоны; а, в - исходное положения перед сваркой; б, г - после сварки.
Точечная сварка (рис. 2.15, а, 6) осуществляется одновременным вдавливанием с двух сторон пуансонов 3 в детали I, 2, собранные внахлестку и предварительно очищенные по поверхностям соприкосновения. В местах вдавливания пуансонов детали плотно сжимаются, металл пластически деформируется и выдавливается из зоны внедрения пуансонов, что и обеспечивает схватывание (сварку) металла соединяемых деталей в виде точки. Стыковая сварка (рис. 2.15, в, г) выполняется непосредственным сдавливанием соединяемых деталей 1, 2 в осевом направлении, что приводит к значительному пластическому растеканию металла соединяемых деталей с образованием так называемого грата (усиления) в зоне сварки, который впоследствии удаляется (рис. 2.15, г).
Наиболее широкое применение холодная сварка находит в производстве изделий домашнего обихода из алюминия и его сплавов (чайники, кастрюли и т.п.), в электротехнической промышленности и транспорте для соединения алюминиевых и медных проводов, а также при приварке медных наконечников к алюминиевым проводам и т.д.
Несомненные достоинства холодной сварки, такие как простота процесса, высокая производительность, возможность использования стандартного прессового и прокатного оборудования и другие, ставят этот вид сварки в ряд важных процессов. Следует, однако, иметь в виду и ограничения по использованию холодной сварки, которые связаны, в основном, с невозможностью осуществления большой пластической деформации многих металлов и сплавов (например, углеродистой стали, алюминиево-магниевых сплавов и других материалов).
К холодной сварке тесно примыкает сравнительно новый способ — сварка взрывом, при которой соединение металлов в твердом состоянии происходит в процессе высокоскоростного соударения соединяемых деталей, осуществляемого с помощью энергии взрывчатых веществ (ВВ).
Первые случаи сварки металлов взрывом были зафиксированы в 1944—1946 гг. М.А. Лаврентьевым с сотрудниками в Институте математики АН УССР в Киеве при проведении экспериментов с кумулятивными взрывами.
В 50-е годы XX в. в связи с бурным развитием новой техники и применением энергии взрыва для штамповки, прессования и упрочнения металлов появилась возможность выполнять пробные эксперименты по осуществлению сварки взрывом. Было установлено, что при осуществлении нормального соударения твердых тел качественное соединение не обеспечивается. В 1964 г. американские ученые Г. Кован, А. Хольцман и Дж. Дуглас запатентовали способ сварки пластин при косом их соударении, осуществляемом плоским зарядом ВВ.
Начатые в 1961 г. исследования сотрудниками Института гидродинамики Сибирского отделения АН СССР В.С. Седых, А.А. Дерибасом, Е.И. Бигенковым и Ю.А. Гришиным закономерностей сварки взрывом привели к созданию так называемой «угловой схемы», сущность которой иллюстрируется на рис. 2.16.
Свариваемые
пластины 1, 2 устанавливают друг по отношению к другу на некотором расстоянии ![]() с начальным
углом
с начальным
углом ![]() .
Неподвижная пластина 2 располагается на специальной массивной опоре 3, а заряд
взрывчатого вещества (ВВ) на поверхности метаемой пластины 1. Детонатор 4
инициирует взрывную волну, которая распространяется с большой скоростью вдоль
плоскости пластины 1. Образующиеся газообразные продукты взрыва развивают
огромное местное давление на метаемую пластину 1, что приводит к соударению ее
со свариваемой пластиной 2 в точке контакта
.
Неподвижная пластина 2 располагается на специальной массивной опоре 3, а заряд
взрывчатого вещества (ВВ) на поверхности метаемой пластины 1. Детонатор 4
инициирует взрывную волну, которая распространяется с большой скоростью вдоль
плоскости пластины 1. Образующиеся газообразные продукты взрыва развивают
огромное местное давление на метаемую пластину 1, что приводит к соударению ее
со свариваемой пластиной 2 в точке контакта ![]() .
.
По мере
распространения взрывной волны точка контакта ![]() передвигается вдоль поверхности
неподвижной пластины с большой скоростью.
передвигается вдоль поверхности
неподвижной пластины с большой скоростью.
Исследования показали, что в процессе сварки взрывом наблюдается интенсивное самоочищение контактных поверхностей от различных поверхностных загрязнений и окисных пленок, которые под действием кумулятивного эффекта выносятся из зоны контакта (точка К) за пределы соединяемых поверхностей. Создаются благоприятные условия для образования
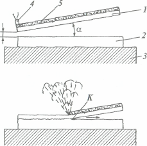
Рис. 2.16. Схема сварки взрывом:
а — исходное состояние перед сваркой; б — протекание процесса.
прочных металлических связей в твердой фазе при взаимной пластической деформации поверхностных слоев соединяемых деталей.
В настоящее время сваркой взрывом соединяются детали весьма крупных размеров (с площадью соединения 15 — 20 м2) как из однородных, так и разнородных металлов и сплавов (нержавеющая сталь — малоуглеродистая сталь, медь - сталь, медь — ниобий и т.д.).
Область применения сварки взрывом постоянно расширяется и в недалеком будущем она займет достойное место в сварочном производстве.
Важной разновидностью сварки давлением является сварка трением, при которой образование соединения осуществляется в твердой фазе, без расплавления свариваемых деталей.
От других видов сварки давлением сварка трением отличается способом ввода тепла в соединяемые детали: нагрев деталей осуществляется путем непосредственного преобразования механической энергии в теплоту благодаря работе сил трения.
О возможности нагрева тел при трении известно с древнейших времен. Использование же выделяемого в этом случае тепла для целей сварки металлов было впервые практически осуществлено токарем-новатором А.И. Чудиковым, сварившим встык два стержня из низкоуглеродистой стали на токарном станке. Работы по изучению этого процесса, промышленному его применению также впервые в мире начались в 1956 г. во ВНИИЭСО, почему сварку трением в иностранной печати называли «русской сваркой».
Позднее работы по сварке трением стали выполняться в Чехословакии, Японии, Англии, США, Польше, Германии, Франции, Венгрии и в других странах.
Разработкой специализированного оборудования для сварки трением, ее теоретических основ и технологических приемов кроме ВНИИЭСО занимались ЦНИИТМАШ, ИМЕТ (Институт металлургии (г. Москва)) им. А.А. Байкова, Минский и Челябинский тракторные заводы, завод «фрезер», ВНИИИнструментов, НИИТракторосельмаш и другие организации. Координация их деятельности в этом направлении способствовала быстрому внедрению этого способа в различные отрасли промышленности. За относительно небольшой отрезок времени сварка трением заняла видное место среди других способов,
При сварке
трением тепло, необходимое для нагрева металла, выделяется в результате
взаимного трения торцов соединяемых деталей. Такое трение осуществляется в результате
вращения одной, реже — обоих деталей, сжимаемых усилием ![]() (рис. 2.17).
(рис. 2.17).
Осевое давление, оказываемое на детали, в зависимости от свойств свариваемых металлов может быть снято одновременно с прекращением вращения, либо оставлено на некоторое время таким, каким оно было во время вращения, или даже увеличено.
В процессе трения не только выделяется необходимое для сварки тепло, но и происходит освобождение соединяемых поверхностей от окислов, слоя адсорбированных газов и других загрязнений. В результате равномерного нагрева ювенильных поверхностей соединяемых торцов деталей и под действием сил сдавливания протекает пластическая деформация металла в зоне сварки и устанавливаются необходимые межатомные связи. Структура металла формируется здесь мелкозернистая, лишенная каких-либо включений и дефектов. Поэтому сварное соединение, полученное сваркой трением, обладает высокой прочностью и пластичностью.
Основными
параметрами процесса являются: скорость вращения деталей – ![]() , осевое усилие
, осевое усилие ![]() и величина
пластической деформации
и величина
пластической деформации ![]() (величина осадки).
(величина осадки).
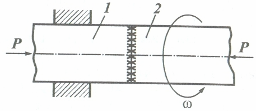
рис. 2.17. Схема процесса сварки трением:
1 неподвижный стержень; 2 – вращающийся стержень
Для сварки трением применяется специализированное оборудование, в котором механизмы вращения деталей и привода сдавливания их (или осадки) должны обладать большой мощностью, особенно для соединения деталей крупного сечения.
К достоинствам сварки трением можно отнести:
малое время нагрева деталей и небольшой расход электроэнергии, так как тепло выделяется только в тонком поверхностном слое деталей. Поэтому удельная потребляемая мощность, соотнесенная к единице сечения при сварке трением, составляет 8 — 20 Вт/мм2, а при контактной сварке того же сечения 100-250 Вт/мм2;
производительность процесса высокая, не уступающая контактной сварке, получаемые сварные соединения обладают необходимой прочностью и пластичностью;
возможность качественной сварки разнородных металлов и сплавов, например, алюминия со сталью, титана с алюминием, меди со сталью и других сочетаний;
возможность сварки деталей, освобожденных от окалины, но с необработанными и загрязненными концами;
отсутствие различных вредных выделений в процессе сварки (газов, брызг металла, излучений, флюсовой пыли и др.), что позволяет устанавливать машины для сварки трением в механообрабатывающих цехах;
простота механизации и автоматизации процесса сварки.
Вместе с тем сварка трением не лишена и недостатков. Это:
ограниченность типа свариваемых деталей стыковыми соединениями стержней, деталями, имеющими форму тел вращения (сплошного или трубчатого сечения);
значительная мощность сварочных машин по силовым характеристикам, высокая их стоимость, ограничение по сечению свариваемых деталей (до 30 000 мм2);
необходимость зачистки сварного стыка от грата.
Сварка трением относится к числу прогрессивных способов, отличающихся большой экономичностью и высоким КПД машин. Она применяется на автомобильных, тракторных, авиационных, станкостроительных заводах, на предприятиях сельхозмашиностроения, в инструментальной промышленности и других предприятиях, особенно с серийным или массовым производством однотипных деталей, дающим максимальный экономический эффект.
Весьма эффективно применение этого процесса для изготовления заготовок режущего инструмента; сваркой трением решена проблема качества концевого режущего инструмента, гладких и резьбовых калибров для токарных станков и других деталей.
СССР является родиной еще одного, сравнительно молодого способа сварки давлением диффузионной в вакууме.
Способ диффузионной сварки в вакууме был разработан в 1953 г. Н.Ф. Казаковым.
Значительную роль в дальнейшем развитии этого способа сыграли работы ряда научно-исследовательских институтов — Института металлургии им. А.А. Байкова (М.Х. Шоршоров), ЦНИИТМАШа (А.С. Гельман), Института электросварки им. Е.О. Патона (Б.С. Касаткин, А.И. Макара) и других организаций. Диффузионная сварка открыла новые возможности соединения металлических и неметаллических материалов, которые другими способами сварки трудно или вообще невозможно было осуществить.
Этот процесс успешно применяют при изготовлении различных машин, приборов и другой новой техники. Этим способом освоена сварка около 400 композиций металлов, сплавов и неметаллических материалов.
Диффузионная сварка в вакууме получила широкое признание и за рубежом в промышленно развитых странах: она используется в США, Англии, Японии, Германии, Швеции, Франции, Бельгии при изготовлении изделий новой техники.
В 1982 г. цикл работ по диффузионной сварке был удостоен Ленинской премии.
Диффузионная сварка основана на нагреве деталей до повышенной температуры с одновременным сдавливанием их. Протекающие при этом явления можно условно разделить на две основные стадии. Для первой характерно (как и при холодной сварке) установление межатомных связей по всей площади соединяемых поверхностей, вследствие протекающей под действием сжатия пластической деформации металла, удаления поверхностных пленок окислов, газов и других загрязнений, мешающих формированию таких связей. Вакуумная же среда, в которой протекает процесс сварки, предупреждает новое образование окислов и адсорбированных газов на соединяемых поверхностях. Явления, протекающие в зоне соединения деталей на второй стадии диффузионной сварки, обусловлены нагревом и сводятся к взаимной диффузии атомов свариваемых металлов, усиливаемой давлением, оказываемым на детали. Этот процесс, заканчивающийся формированием структуры в зоне соединения, в большинстве случаев влияет упрочняющим образом на сварное соединение. Схема процесса диффузионной сварки показана на рис. 2.18.
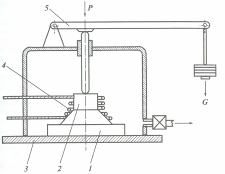
Рис. 2.18. Схема диффузионной сварки в вакууме
Свариваемые
детали 1, 2 помещают в вакуумную камеру 3 и слегка поджимают друг к другу.
После откачки воздуха из камеры и создания необходимого вакуума (![]() мм рт. ст.) детали
нагревают обычно токами высокой частоты до соответствующей температуры (0,7
0,8
мм рт. ст.) детали
нагревают обычно токами высокой частоты до соответствующей температуры (0,7
0,8 ![]() ),
после чего к ним механизмом нагружения 5 установки прикладывают усилие сжатия
),
после чего к ним механизмом нагружения 5 установки прикладывают усилие сжатия ![]() и в таком
состоянии детали выдерживают в течение некоторого времени, зависящего от
свойств свариваемых материалов, величины давления и других факторов.
и в таком
состоянии детали выдерживают в течение некоторого времени, зависящего от
свойств свариваемых материалов, величины давления и других факторов.
После сварки детали охлаждают либо в камере, либо на воздухе.
К достоинствам диффузионной сварки в вакууме следует отнести следующие:
получение соединений высокого качества при любых сочетаниях материалов — металлов, сплавов и неметаллов (керамические и металлокерамические сплавы);
отсутствие расплавления, а значит и резкого различия в структурах в зоне соединения и прилегающих к ней участках;
незначительная или нулевая деформация сваренных деталей, позволяющая сваривать их после окончательной обработки;
безопасность, простота обслуживания установок, отсутствие вредных выделений в окружающую среду (лучистой энергии, газов, пыли и пр.).
К недостаткам процесса относится:
необходимость предварительной механической обработки заготовок, чтобы уменьшить неровности и микровыступы на соединяемых поверхностях;
повышенная трудоемкость процесса из-за сборки, нагрева и сварки деталей в герметичной вакуумной камере, что усложняет задачу комплексной автоматизации процесса;
большая продолжительность формирования сварного соединения.
Этот способ сварки нашел промышленное использование в производстве электровакуумных приборов, инструмента, различных деталей из биметаллических материалов и др. Диффузионная сварка в вакууме относится к весьма перспективным процессам и найдет дальнейшее значительное применение в электронной, космической, авиационной и других важнейших отраслях техники.
В заключение отметим, что в настоящее время получили широкое распространение и другие разнообразные способы сварки давлением, такие, например, как ультразвуковая, индукционная, магнитно-импульсная и т.д.
Многие из них являются единственно возможными способами соединения специальных деталей. Из-за ограниченности объема книги здесь не рассматриваются специфические особенности названных и других способов сварки давлением, однако студенты достаточно подробно знакомятся с ними при изучении специальных дисциплин.
3 4 Газовая сварка и резка
Газовая сварка основана на использовании для расплавления металла пламени сжигаемых в специальных горелках горючих газов.
Родиной этого способа является Франция. В конце XIX века была создана газовая горелка, работающая на смеси водорода и кислорода. Однако эксплуатировать такие горелки было опасно из-за возможности проникновения пламени в резервуар с водородно-кислородной смесью и ее взрыва.
В последующем, такая горелка была усовершенствована французским химиком Сент-Клер Девилем, разместившим водород и кислород в разные резервуары со смешением этих газов уже в самой горелке. Однако получаемое при этом пламя имело недостаточную температуру (-2200 °С) для сварки.
Развитие промышленного способа газовой сварки стало возможным благодаря двум обстоятельствам: во-первых, открытию метода получения горючего газа ацетилена из карбида кальция, во-вторых, — получению в 1895 г. французским химиком Анри Луи Ле Шателье высокотемпературного пламени при сжигании смеси ацетилена и кислорода.
Позже, в 1901 г., французскими инженерами Эдмоном Фуше и Шарлем Пикаром была сконструирована газосварочная горелка, работающая на ацетилено-кислородной смеси. Предложенная ими конструкция газосварочной горелки практически не изменилась до настоящего времени.
Изобретатели газовой сварки назвали ее автогенной, т.е. «самопроизводящейся». Это не столь удачное название употребляется иногда и в настоящее время.
В начальный период развития газовой сварки на предприятиях Москвы, Санкт-Петербурга, Киева и других городов действовало небольшое число газосварочных постов, в основном в ремонтных железнодорожных мастерских и на некоторых машиностроительных заводах. После создания в 1931 г. Московского автогенного завода, выпускавшего аппаратуру для газовой сварки и резки металлов, применение этого способа соединения деталей значительно расширилось.
Большую роль в развитии газовой сварки, а точнее сказать, газопламенной обработки, сыграл Всесоюзный научно-исследовательский институт автогенной обработки — ВНИИавтоген (впоследствии ВНИИавтогенмаш), который наряду с совершенствованием технологии и оборудования для этого процесса достиг значительных успехов в развитии кислородной резки, нанесении газопламенных покрытий, поверхностной закалки и пр.
Для успешной
газовой сварки подавляющего большинства материалов и сплавов температура сварочного
пламя должна быть не менее 3000 °С. Из многочисленных горючих газов этому
условию удовлетворяет только ацетилен ![]() , получаемый в специальных
ацетиленовых генераторах, в которых протекает взаимодействие карбида кальция
, получаемый в специальных
ацетиленовых генераторах, в которых протекает взаимодействие карбида кальция ![]() с водой по
реакции
с водой по
реакции
![]() (2.5)
(2.5)
Карбид кальция — твердое и тугоплавкое кристаллическое вещество, образуется при сплавлении извести (СаО) с углем (С) в дуговых электрических печах:
![]() (2.6)
(2.6)
Для достижения наивысшей температуры при сгорании ацетилена используется почти чистый кислород (97 — 98 % кислорода), который получают из атмосферного воздуха на специальных установках и поставляют потребителю в стальных баллонах под давлением 15 МПа (150 кг/см2).
В практике газовой сварки нашли широкое промышленное применение сварочные горелки инжекторные или низкого давления. Схема такой горелки показана на рис. 2.19.
По шлангу через ниппель 1 и регулировочный вентиль 2 в инжектор 3 горелки поступает кислород под давлением 0,3 — 0,4 МПа (3 — 4 кг/см2). Струя кислорода, выходя с большой скоростью из узкого канала инжектора, инжектирует (подсасывает) ацетилен, подводимый к горелке по шлангу через ниппель 10 под небольшим давлением — менее 0,05 МПа. В смесительной камере 4 кислород смешивается с ацетиленом, откуда смесь по смесительной трубке 5 движется к наконечнику 6 горелки.
При выходе из канала наконечника смесь поджигается, Зуя сварочное пламя сложной структуры. Нормальное чное пламя имеет три характерных зоны; первая зона 7 Со средней температурой 1500 °С, где происходит распад ацетилена (С2Н2 = 2С + Н?}, вторая зона 8, где ацетилен взаимодействует с кислородом, поступающим из горелки (по реакции С2Н2 + О2 = 2СО + Н2). В результате температура пламени возрастает до 3100 °С, причем продукты сгорания обладают восстановительными свойствами. Наконец, в третьей зоне — факел пламени 9 — идет процесс сгорания водорода и окисления СО (по реакции СО + Н2 + 3/2 О2 = = 2СО2 + НаО) за счет кислорода атмосферного воздуха. Температура факела — около 1200 °С. Обычно газосварщик работает на второй зоне пламени (восстановительной), имея возможность следить за характером пламени, корректировать состав смеси ацетиленовым вентилем горелки.
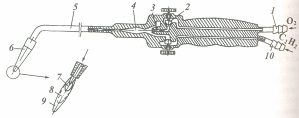
Рис. 2.19. Конструктивная схема инжекторной горелки и строение сварочного пламени.
Газовую сварку можно выполнять в любом пространственном положении, однако, в отличие от дуговой сварки, нагрев металла пламенем замедленный, «мягкий». Для формирования шва используется присадочный пруток.
К несомненным достоинствам газовой сварки относятся:
простота образования высокотемпературного пламени и легкость его регулирования;
универсальность способа, позволяющая использовать его везде, в том числе и в полевых условиях.
К числу существенных недостатков газовой сварки можно отнести следующие:
низкая производительность процесса;
значительный разогрев металла вблизи шва, создающий большую зону термического влияния с крупным зерном, что снижает прочностные свойства сварных соединений.
Одновременно с развитием газовой сварки совершенствовались и способы кислородной резки металла. При кислородной резке металл нагревается в начальной точке газокислородным пламенем до температуры воспламенения, а затем сгорает в струе кислорода, в результате образуется сквозной разрез.
Таким образом, резка осуществляется за счет сгорания металла в струе кислорода. Образующиеся при этом продукты сгорания – окислы, удаляются кинетическим действием – струи режущего кислорода.
Процесс кислородной резки схематически показан на рис. 2.20.
Для успешного
осуществления кислородной резки необходимо, чтобы температура воспламенения
металла в кислороде была ниже температуры его плавления. Этому условию
удовлетворяют многие марки сталей. Так, например, температура воспламенения
низкоуглеродистой стали равна 1150 °С, а температура плавления — 1540 °С.
Второе важное условие кислородной резки — температура плавления металла должна
быть выше температуры плавления образуемых в процессе резки окислов, иначе
тугоплавкие окислы препятствуют контакту металла с кислородом. Это условие не
удовлетворяется при резке алюминия, магния и их сплавов, а также в сталях с
большим содержанием хрома и никеля (нержавеющие стали), Так, например,
температура плавления алюминия составляет всего 660 °С, а его окислов (![]() ) — 2050 °С.
) — 2050 °С.
Все материалы с ограниченной разрезаемостью или неразрезаемые приходится разрезать с использованием порошково-кислородной (флюсокислородной) резки, заключающейся в том, что вместе с кислородной струей в зону реза подаются порошки, химически взаимодействующие с окислами соответствующих металлов или механически воздействующие на окисную пленку.
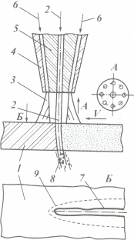
Рис. 2.20. Схема процесса кислородной резки:
1 - разрешаемый металл; 2 — струя кислорода: 3 — подогревающие пламя; 4 — мундштук горючей смеси; 5 - мундштук кислорода; К — горючая смесь для подогревающего пламени; 7 — поверхность реза с окислами; 8 – шлаки, выносимые струей кислорода; 9 — изотерма подогретого металла; V — вектор резки.
Однако более эффективно для резки таких металлов использовать высокотемпературную дуговую плазму, температура факела которой может достигать 15 — 25 тыс. °С, или газолазерную резку.
В связи с большим объемом разделительной резки металлов важное значение приобретает механизация и автоматизация процесса резки. В последнее время в промышленности используются высокопроизводительные координатные машины для кислородной резки консольного или портального типа, управляемые по специальным программам с помощью ЭВМ. Они позволяют производить вырезку деталей любой конфигурации с высокой точностью и производительностью.
3.5 Лучевые виды сварки
Ученые и инженеры разных стран, занимающиеся сварочными проблемами, не могли не обратить внимания на новые виды источников нагрева — лучевые. Задача использования их для целей сварки облегчалась фундаментальными исследованиями физиков в области оптики, квантовой механики, ускорительной техники для электронных и ионных пучков.
В результате интенсивных поисков и исследований специалисты-сварщики разработали новые виды сварки, основанные на энергии интенсивных электронных, ионных и фотонных лучей. Уже первые исследования показали, что лучевые источники нагрева обладают уникальными свойствами, открывающими большую перспективу их использования в области сварки.
Электронно-лучевая сварка
Способ электронно-лучевой сварки (ЭЛС) возник во Франции и СССР почти одновременно в 1957—1958 гг. и связан с именами французского ученого Д.А. Стора (Французская комиссия по атомной энергии) и русского ученого Н.А. Ольшанского (Московский энергетический институт). У истоков появления ЭЛС стояли также К.Г. Штайгервальд (ФРГ) и Б.А. Мовчан (ИЭС им, Е.О. Патона).
Для осуществления нагрева и расплавления металлов при ЭЛС используется энергия быстродвижущихся в глубоком вакууме направленных электронов. Процесс сварки реализуется в специальной установке, принципиальная схема которой изображена на рис. 2.21.
Совершенствование
ЭЛС диктовалось растущим производством большой группы изделий из
трудносваривающихся тугоплавких и химически активных металлов, обладающих
ценными свойствами (![]() — молибден,
— молибден, ![]() — цирконий,
— цирконий, ![]() — вольфрам,
— вольфрам, ![]() — ниобий,
— ниобий, ![]() — тантал,
— тантал, ![]() — бериллий,
— бериллий, ![]() — титан и
др.).
— титан и
др.).
Эти металлы, как и сплавы на их основе, широко используются в химическом машиностроении, реакторостроении, электронном приборостроении, корпусных узлах летательных и космических аппаратов и других областях.
Рис. 2.21. Схема установки электронно-лучевой сварки:
1 электронная пушка; 2 — герметичная камера; 3 — высоковольтный источник питания; 4 — свариваемое изделие; 5 — манипулятор; 6 — вакуумная система; 7 — смотровое стекло.
Сварка изделий из таких металлов связана с большими трудностями, из-за их способности даже при небольшом нагреве жадно поглощать из окружающей среды кислород, азот, водород, что приводит к хрупкости и потери пластичности сварными соединениями.
До появления
ЭЛС такие изделия сваривались с помощью дуги в среде инертных газов,
преимущественно в аргоне, к которому предъявлялись жесткие требования по
содержанию примесей (![]() < 0,01 %,
< 0,01 %, ![]() < 0,003 %). Однако в
техническом отношении процесс отличается сложностью, малоэффективен и
малопроизводителен. При учете стоимости затрачиваемых при этом электроэнергии,
инертного газа, транспортных расходов, контроля газовой среды создание вакуума,
в котором протекает сварка электронным лучом, по данным французских
специалистов оказывается в 35 раз дешевле.
< 0,003 %). Однако в
техническом отношении процесс отличается сложностью, малоэффективен и
малопроизводителен. При учете стоимости затрачиваемых при этом электроэнергии,
инертного газа, транспортных расходов, контроля газовой среды создание вакуума,
в котором протекает сварка электронным лучом, по данным французских
специалистов оказывается в 35 раз дешевле.
За
сравнительно короткий срок, прошедший с момента возникновения ЭЛС, она получила
широкое практическое использование, хотя еще многие теоретические и физические
ее стороны до настоящего времени остаются не выяснены. Это связано со
сложностью протекающих процессов при взаимодействии электронного луча со
свариваемым металлом, высокой концентрацией энергии в пятне нагрева (![]() Вт/см2)
и другими явлениями.
Вт/см2)
и другими явлениями.
Поток электронов создается важнейшей частью такой установки — электронной, пушкой, в которой излучателем электронов является нагреваемый до высокой температуры (~2500 °С) вольфрамовый или металлокерамический катод (рис. 2.22).
Для ускорения движения электронов к ускоряющему электроду и изделию подводится положительный полюс (анод) высоковольтного источника питания. В зависимости от назначения установки ЭЛС и типа электронной пушки величина ускоряющего напряжения меняется в широком диапазоне - от 10 до 200 кВ.
Для
формирования интенсивного электронного пучка с высокой плотностью энергии и
малым углом сходимости ![]() (см. рис. 2.22,
(см. рис. 2.22, ![]() рад) используется
специальная фокусирующая система, так называемые магнитные «линзы», Направление
пучка в заданную точку свариваемого изделия осуществляется специальной
магнитоотклоняющей системой (подобно отклонению электронного луча в кинескопе
телевизора).
рад) используется
специальная фокусирующая система, так называемые магнитные «линзы», Направление
пучка в заданную точку свариваемого изделия осуществляется специальной
магнитоотклоняющей системой (подобно отклонению электронного луча в кинескопе
телевизора).
При
соударении электронов, собранных в пучок малого диаметра ![]() (
(![]() — диаметр пятна
электронного пучка в фокусе), с изделием происходит их торможение с
преобразованием кинетической энергии в тепловую, что вызывает нагрев металла в
месте сварки до высокой температуры вплоть до температуры кипения (испарения).
— диаметр пятна
электронного пучка в фокусе), с изделием происходит их торможение с
преобразованием кинетической энергии в тепловую, что вызывает нагрев металла в
месте сварки до высокой температуры вплоть до температуры кипения (испарения).

Рис. 2.22. Схема электронной пушки с комбинированной системой формирования и управления электронным пучком.
1 - катод; 2 - прикатодный электрод; 3 - ускоряющий электрод (анод); 4 - электронный пучок; 5 - фокусирующая магнитная линза; 6 - система отклонения пучка; 7 - свариваемое изделие.
По мере перемещения луча по направлению сварки или, что чаще, изделия относительно луча, расплавленный металл затвердевает, и образуется сварной шов.
Для
обеспечения свободного движения электронов от катода к изделию (аноду)
необходим вакуум не ниже ![]() мм рт. ст., создаваемый с помощью
вакуумного оборудования.
мм рт. ст., создаваемый с помощью
вакуумного оборудования.
Острая
фокусировка электронного луча на малую площадь изделия (пятно нагрева может
иметь величину до ![]() см2) приводит к
получению очень высокой плотности энергии (до
см2) приводит к
получению очень высокой плотности энергии (до ![]() Вт/см2, в то время как
электрическая дуга имеет плотность энергии
Вт/см2, в то время как
электрическая дуга имеет плотность энергии ![]() Вт/см2), что приводит
к значительному повышению температуры поверхности жидкого металла в зоне сварки
и к образованию характерной формы проплавления металла — узкому и глубокому,
получившему название кинжальное проплавление.
Вт/см2), что приводит
к значительному повышению температуры поверхности жидкого металла в зоне сварки
и к образованию характерной формы проплавления металла — узкому и глубокому,
получившему название кинжальное проплавление.
Электронный луч с высокой плотностью энергии обычно используется для сварки тугоплавких и теплопроводных металлов и деталей больших толщин (до 200 мм). При сварке же легкоплавких и легкоиспаряющихся металлов (например, алюминия, магния) и деталей небольшой толщины целесообразнее применять луч с малой плотностью энергии, а иногда с импульсным нагревом, когда действие луча на изделие чередуется с паузами.
Основные параметры режима ЭЛС складываются из выбора силы тока сварки (мА), ускоряющего напряжения (кВ), скорости сварки (см/сек).
Преимущества ЭЛС
К несомненным преимуществам ЭЛС относятся следующие:
получение наиболее совершенного, очень узкого с глубоким проплавлением шва, что обеспечивает значительную экономию металла;
большая сосредоточенность вводимого в изделие тепла, малое его количество (в 4 —5 раз меньше, чем при дуговой сварке) позволяют получить небольшую зону термического влияния и минимальное изменение формы изделия (коробление);
благодаря вакууму, в котором происходит сварка, отсутствует насыщение металла шва газами, имевшиеся лее в нем газы успевают выделиться (всплыть), в результате достигается весьма высокое качество сварных соединений;
для сварки характерен пониженный расход электроэнергии, применение же вакуума не требует использования дорогостоящих инертных газов.
Недостатки ЭЛС
К числу недостатков ЭЛС можно отнести следующие:
создание вакуума в рабочей камере, загрузка и выгрузка изделий из нее требуют значительного времени, что не только снижает производительность процесса, но и затрудняет осуществление комплексной автоматизации всего процесса изготовления сварных изделий;
вследствие торможения скоростных электронов в свариваемом металле, особенно при большом ускоряющем напряжении (>100 кВ), возникает жесткое рентгеновское излучение, что требует дополнительной биологической защиты обслуживающего персонала и, кроме того, усложняет и без того достаточно сложное оборудование для ЭЛС.
Лазерная сварка
В истории развития науки и техники бывают случаи, когда отдельные открытия и изобретения дают мощные средства для решения ряда практических, в том числе и важных задач.
К числу подобных работ в области квантовой электроники относится открытие в 1952 г. физиками Н.Г. Басовым, А.М. Прохоровым (СССР) и Ч. Таунсоном (США) нового принципа генерации и усиления света, получивших за это открытие Нобелевскую премию.
На основе этих работ в начале 60-х годов XX в, в США был создан для сварки первый оптический квантовый генератор — лазер* на рубине. Лазер получил свое название по первым буквам английской фразы — «Light-Amplification by Stimulated Emission of Radiation» («Усиление света Путем стимулированного излучения»).
Активные разработки лазерных устройств во многих странах привели к появлению в семидесятых годах как твердотельных (рубин, неодимовые стекла и др.). так и газовых лазеров, использующих в качестве излучателей газы и газовые смеси (инертные газы, углекислый газ, смесь СО2 — N2 — Не и др.).
В настоящее время лазерное технологическое оборудование успешно применяется для целей сварки, резки и пробивки отверстий в металлах и неметаллических материалах (керамика, стекло и др.), поверхностной термической обработки ряда изделий и т.д.
Лазерный луч нашел применение в медицине (диагностика, хирургия, терапия и др.), в средствах связи и телевидении, в военно-космической области и т.д.
Основными элементами лазерной сварочной установки на твердотельном лазере являются стержень активной среды 1 (рис. 2,23), мощная импульсная спиралевидная лампа накачки 2, преобразующая электрическую энергию заряжаемых конденсаторов 3 в световую, два зеркала-резонатора 4, 5, система фокусирования излучения 7, 8 на свариваемые детали 9.
Каким же
образом формируется световой луч в твердотельном лазере? Рассмотрим это на
примере рубинового лазера. Рубин — это искусственный кристалл корунда (![]() ), в котором
часть атомов алюминия (до 0,5 %) заменена атомами хрома.
), в котором
часть атомов алюминия (до 0,5 %) заменена атомами хрома.
При импульсной вспышке лампы накачки атомы хрома в рубине переходят в возбужденное состояние, т.е. их электроны переходят на более высокие энергетические уровни. Если количество возбуждаемых атомов за одну вспышку лапы достигает некоторого критического уровня, то под воздействием фотонов стимулируется лавинный процесс перехода возбужденных атомов в обычное состояние с испусканием при этом фотонов, соответствующих красному свету.
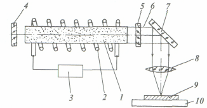
Рис. 2.23. Схема лазерной сварочной установки
Лавинный поток фотонов, движущихся в осевом направлении, мгновенно умножается за счет многократного отражения от зеркал резонатора, пока не окажется достаточным, чтобы прорваться через полупрозрачное зеркало 5 (см. рис. 2.23) наружу в виде когерентного импульсного пучка красного света 6 с очень малым углом расходимости.
Направляя световой пучок зеркалом 7 через длиннофокусную линзу 8, можно достичь очень большой степени его фокусировки, с диаметром светового пятна вплоть до нескольких микрон, что позволяет получить наивысшую плотность тепловой мощности на поверхности свариваемого изделия — более 109 Вт/см2.
В таких условиях все известные материалы не только плавятся, но и испаряются, что и используется реально для целей сверления тончайших отверстий в материале любой твердости и температуры плавления.
Однако для сварки используется лазерный луч с меньшей плотностью энергии (~105-107 Вт/см2) из-за возможности интенсивного испарения и выплеска металла в зоне сварки, что приведет к существенным дефектам сварных швов.
Первые лазерные сварочные установки с твердотельным активным стержнем работали в импульсном режиме (длительность импульса 0,5 — 5 мс) и имели максимальную энергию излучения не выше 2 Дж. Поэтому они использовались для сварки и сверления металлов толщиной 0,1—0,2 мм.
Замена рубиновых кристаллов итрий-алюминиевым гранатом, легированным неодимом, позволила значительно увеличить энергию излучения лазеров и, в конечном счете, разработать и создать серию промышленных лазерных установок типа «Квант», осуществляющих точечную или шовную сварку.
В дальнейшем были разработаны газовые лазеры, позволившие значительно поднять мощность излучения и коэффициент полезного действия (до 20 %). Активный газ или газовая смесь заключается в трубке, ограниченной с двух сторон строго параллельными зеркалами, как в твердотельных лазерах. Возбуждение газовых молекул осуществляется с помощью электрического разряда. Такие лазеры могут работать в непрерывном режиме и позволяют сваривать изделия значительной толщины. Имеются сведения о сварке сталей толщиной 50 мм и более при мощности непрерывного излучения в несколько десятков киловатт.
Преимущества лазерной сварки
К основным преимуществам лазерной сварки в сравнении с другими сварочными процессами можно отнести следующие:
высокая локальность нагрева позволяет осуществлять сварку вблизи хрупких материалов (например, стеклоспаев полупроводниковых элементов) без их разрушения и изменений формы деталей;
минимальное время воздействия лазерного луча на свариваемый металл обеспечивает малые размеры зоны термического влияния и хорошие ее свойства, что особенно важно для тугоплавких металлов и их сплавов;
возможность сварки световым лучом в любой среде, пропускающей свет, — в вакууме, в инертных газах, на воздухе, а также деталей, заключенных в герметические стеклянные оболочки.
Недостатки лазерной сварки
Важнейшими недостатками лазерной сварки являются следующие:
низкий КПД лазеров (~10 %);
из-за неспособности лазерного луча проникать в металл, теплопередача происходит только с поверхности. Поэтому попытки достичь глубокого проплавления за счет повышения тепловой энергии в пятне нагрева приводит к появлению дефектов сварного шва (рыхлость, бугристость, поры) вследствие вытеснения жидкого металла световым давлением и давлением паров испаряемого металла.
Наибольшее применение лазерная сварка нашла в производстве изделий электронной, радиотехнической промышленности, в точном приборостроении, при получении микроминиатюрных элементов (приварка выводов к тонкопленочным схемам, микромодулям, полупроводниковым устройствам и др.).
Сварка лучистым нагревом
В конце 60-х годов XX в. ряд сотрудников Московского авиационно-технологического института им. К.Э. Циолковского, руководимых проф. Г.Д. Никифоровым, разработали процесс сварки и пайки сфокусированной лучистой энергией от мощных источников света. Принципиальная схема процесса весьма проста (рис. 2.24) и сводится к следующему.
Мощная дуговая ксеноновая лампа сверхвысокого давления / помещается в фокусе эллипсоидного отражателя 2. Для более полного использования лучистого потока лампы служит контротражатель 3. Отраженные лучи света от эллипсоидного отражателя, фокусируются на нагреваемом (свариваемом) изделии 4, образуя так называемое фокальное пятно. Оптическую схему можно несколько усложнить, если на пути движения отраженных лучей поставить линзовый объектив, позволяющий уменьшить диаметр фокального пятна.
 |
Рис. 2.24. Оптическая схема установки для сварки лучистой энергией
Эффективность ввода тепла в изделие будет зависеть от плотности лучистого потока в фокальном пятне, которое может довольно просто регулироваться от 0 до Emax. Так, при использовании лампы мощностью 10 кВт удалось получить Emax = 2200 Вт/см2, что вполне достаточно для осуществления сварки сталей, титановых и алюминиевых сплавов толщиной до 2 мм.
Основной особенностью процесса лучистого нагрева при сварке является отсутствие механического давления лучистого потока на сварочную ванну, Поэтому можно проводить сварку без формирующих подкладок (на весу), формирование же сварного соединения происходит, в основном, под действием поверхностного натяжения жидкого металла. Кроме того, благодаря высокой отражающей способности поверхности Жидкого металла отсутствует перегрев металла сварочной ванны и его кипение.
Оптический источник тепла позволяет сваривать не только металлы, но и стекло, керамику, пластмассы. Преимущества этого способа сварки проявились особенно наглядно на примере сварки шлакоситаллового стекла (стеклокерамика), которое до этого считалось несвариваемым.
Широкие пределы регулирования энергетических параметров лучистого потока и размеров фокального пятна нагрева дают возможность применять лучистый нагрев для пайки. Локальность нагрева, высокие градиенты температуры в спаиваемых деталях, возможность применения практически любых из существующих припоев, начиная от легкоплавких оловянно-свинцовистых и кончая тугоплавкими на основе никеля и титана — вот те характерные особенности, присущие лучистому нагреву.
Преимущества сварки лучистым нагревом
Нагрев для целей сварки и пайки сфокусированной лучистой энергией обладает рядом существенных преимуществ перед другими видами нагрева, а именно:
бесконтактным подводом энергии к изделию за счет удаленности источника излучения от изделия, что важно при сварке в труднодоступных местах и при необходимости нагрева через оптически прозрачные оболочки в любой контролируемой атмосфере и в вакууме;
возможностью нагрева различных материалов независимо от их электрических и магнитных свойств;
легкостью регулирования энергетических параметров лучистого нагрева и простотой визуального контроля за поведением материала при нагреве.
К основным недостаткам сварки лучистым нагревом следует отнести:
низкий КПД процесса, колеблющийся от 5 до 15 % в зависимости от схемы установки и типа лампы;
затрудненность выполнения сварки в любых пространственных положениях сварного шва, кроме нижнего, что объясняется невозможностью свободного манипулирования положением фокального пятна нагрева в пространстве.
Конечно, сварщики не могли выпустить из поля зрения такой источник лучистой энергии, как солнце. Опытные установки гелиосварки показали их принципиальную применяемость, однако их громоздкость, зависимость от погодных условий, необходимость постоянной корректировки положения отражающих зеркал на солнце и другие трудности не позволили пока довести этот способ до реального использования.
Библиографический список
1. Сварка в СССР. Том 1. Развитие сварочной технологии и науки о сварке. Технологические процессы, сварочные материалы и оборудование. – М.: Наука, 1981. – 536 с.
2. Сварка в СССР. Том 2. Теоретические основы сварки, прочности и проектирования. Сварочное производство. – М.: Наука, 1981. – 494 с.
3. Чеканов А.А. Николай Николаевич Бенардос (1842-1905). – М.: Наука, 1983. – 142 с.
4. Славянов Н.Г. Труды и изобретения. – Пермь: Книжное издательство, 1988. – 296 с.
5. Патон Б.Е., Корниенко А.Н. Огонь сшивает металл. – М.: Педагогика, 1988. – 144 с.
6. Зорин Е.Е., Худолий Н.Г. Сварка. Введение в специальность. – М.: ООО «Недра-Бизнесцентр», 2004. – 232 с.: ил.
© 2009 База Рефератов