
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Учебное пособие: Сварка и резание металлов
Учебное пособие: Сварка и резание металлов
Сварка металлов
Сварка - это процесс получения неразъемных соединений в различных материалах, в узлах и целых конструкциях, осуществляемый за счет межатомных сил сцепления. Образование сварных соединений исходит в большинстве случаев при нагреве в узкой зоне, расплавлении и кристаллизации с образованием сварного шва за счет свариваемого метала или при помощи промежуточного металла, называемого присадочным. Применяемые в практике процессы сварки подразделяются на классы в зависимости следующих факторов. В зависимости от условий, при которых осуществляется сваривание (образование межатомных связей) частиц металла, различают сварку плавлением и сварку давлением. Сущность сварки плавлением состоит в том, что металл по кромкам сваренной детали подвергается плавлению от нагрева сильным источником тепла: электрической дугой, газовым пламенем, химической реакцией, расплавленный шлаком, энергией электронного луча, плазмой, энергией лазерного луча. Во всех этих случаях образующийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки. Создается общий объем жидкого металла, который называется сварочной ванной. После застывания металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну, образуется сварной шов. Сущность сварки давлением состоит в пластическом деформировании металла в месте соединения под действием силы. Пластическую деформацию кромок деталей осуществить легче, если нагревать место соединения. Источником тепла (при сварке с местным нагревом) служит электрический ток, газовое пламя, химическая реакция, механическое трение, при сварке с общим нагревом — кузнечный горн, нагревательная печь. В зависимости от вида энергии различают три вида сварки: сварки: термическая, термомеханическая механичёская.
К термическому классу относятся виды сварки, осуществляемой плавлением: дуговая, газовая, электрошлаковая.
К термомеханическому классу относятся виды сварки, при которых используется тепловая энергия и давление: контактная, диффузная, дуговая.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, ультразвуковая, трением и др.
В зависимости от технических признаков (способа защиты металла в зоне сварки, непрерывности процесса и степени механизации) сварку различают:
• По способу защиты металла: сварку в воздухе, вакууме, защитных газах, под флюсом, по флюсу, в пене и с комбинированной защитой. В качестве защиты могут применяться активные газы, а также смесь инертных и активных газов. Защита расплавленного металла газом может быть струйной или в контролируемой атмосфере.
• По непрерывности процесса: непрерывные и прерывистые виды сварки.
• По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Процессы сварки плавлением
Среди процессов сварки плавлением широкое применение получила электродуговая сварка, при которой источником тепла является электрическая дуга, которая образуется между двумя электродами в той или иной среде. Температура электрической дуги зависит от материала электродов. В центре дуги по ее оси температура достигает 6000—7000 °С. При электродуговой сварке на нагревание, и расплавление металла используется 60—70% тепла. Остальное количество тепла (80—40%) рассеивается в окружающем пространстве.
Наиболее распространенными способами, электродуговой сварки являются ручная дуговая сварка, автоматическая сварка под слоем флюса, электрошлаковая сварка, сварка в защитных газах и др. Ручная дуговая сварка. Наибольший объем среди других; видов; сварки занимает ручная дуговая сварка. Сварку выполняют электродами, которые вручную подают в зону горения: дуги и перемещают вдоль свариваемого изделия (рис. 18). Дуга горбит между стержнем электрода 1 я основным металлом 2. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну 3.
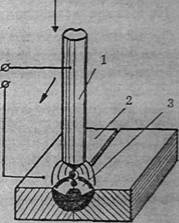
рис.18 ручная дуговая сварка
Так как сварные конструкции обычно изготавливаются из стали, то наибольшее распространение получили стальные электроды диаметром 1—10 мм и длиной до 450 мм. Поверхность таких электродов обычно покрыта слоем специальной обмазки. По мере плавления электрода, обмазка плавится, образуя защитную среду для капель расплавленного металла замечет дымообразующих веществ, а редкоземельные металлы, содержащиеся в обмазке способствуют поддержанию дугового разряда, за счет уменьшения работы выхода электронов. По мере перемещения электрода расплавленный основной металл и электродный кристаллизуется, а обмазка превращается в шлак, располагающийся на поверхности шва. Шлак защищает расплавленный металл от окисления, насыщения азотом. Пря необходимости в состав обмазок вводят легирующие добавки (измельченные ферросплавы). Расплавляясь, они переходят в шов, пополняя убыль элементов, выгорающих из металла под давлением дуги. Источниками тока для сварки служат сварочные трансформаторы и электросварочные машины. Первые применяются при сварке переменным током, вторые являются источниками постоянного тока. Автоматическая сварка под слоем флюса. Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от воздуха.
По степени механизации процесса различают автоматическую в: полуавтоматическую сварку под флюсом. При автоматической, сварке. подаче электрода зону сварки и управления электрической дугой производятся автоматически - специальными механизмами. Автоматическая дуговая сварка осуществляется на разнообразных автоматам (рис. 19), включающих источник тока (генератор)сварочную головку 5 и устройство для передвижения головки относительно свариваемого изделия 2 или изделия относительно головки.
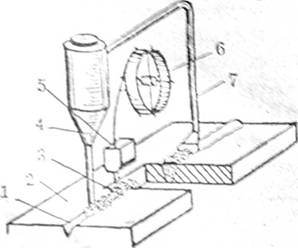
Рис. 19 автоматическая дуговая сварка под слоем флюса
Сварку ведут голой электродной проволокой 3, расположенной в кассете6. Дуга горит между свариваемым изделием и электродной поволокой. Самоходный привод перемещает головку с заданной скоростью вдоль шва. В процессе сварки впереди дуги в разделку кромок I засыпается флюс, поступающий из имеющегося в головке 4. Дуга горит подслоем флюса, который расплавляясь образует пространство между основным металлом и шлаком. Расплавленный шлак, имеет меньшую плотность располагает на поверхности расплавленного металла и защищает его от воздействия воздуха. Остаток неиспользованного флюса через сопло 7 отсасывается в шлак и поступает обратно в бункер, а на поверхности остается корка закристаллизованного флюса, которую потом удаляют. Состав применяемых флюсов зависит от вида и марки свариваемого материала.
Преимущества сварки под флюсом:
благодаря применению больших токов достигается большая глубина проплавления;
—почти полное отсутствие потерь металла разбрызгивание;
механизация процесса сварки;
—высокая производительность;
—высокий КПД - 0,65
высокое качество сварных швов за счет хорошей защиты флюсом сварочной ванны от воздуха.
Недостаткам сварки под флюсом являются сварки только в нижнем положении (наклон до 15)трудность применения в монтажных условиях на коротких швах.
Сварка в защитных газах. Кроме способов шлаковой защиты сварочной зоны от окислена поглощения азота из воздуха применяют газовую путем создания газовой атмосферы вокруг дуги. Для этих целей могут служить различные газы обладающие восстановительными свойствами по отношению к окислам железа и других металлов» например водород» окись углерода, или инертные газы» - гелий или аргон. Наибольшее распространение получили аргонодуговая сварка и сварка в струе углекислого газа.
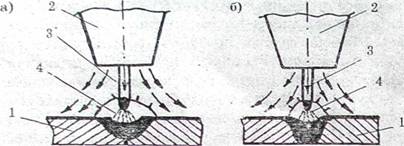
При этой сварке (рис. 20 а) электрод 4 закрещен а специальном держателе 3 к обдувается газом» который во* ступает на сопла 3, защищая сварочную дугу и расплавленный металл
![]()
Рис.20
Сварка в среде защитных газов:
а) неплавящимся электродом
б) плавящимся электродом
сварочной ванны, а при сварке плавящимся электродом (рис. 20 б) и капли электрода. Сварка не плавящимся электродом осуществляется как без присадочного материала (оплавление кромок), так и с присадочным материалом.
Процессы сварки давлением
Сварка давлением – процесс соединения деталей нагревом их в месте контакта до пластического или жидкого состояния с применением одновременного или последующего сильного сжатия, обеспечивающего взаимодействие атомов металла. Контактная сварка является одним из высокопроизводительных способов сварки; она легко поддается механизации и автоматизации, вследствие чего ее широко применяют в машиностроении и строительстве. Контактную сварку по форме свариваемого соединения, определяющего тип сварочной машины, разделяют на точечную, роликовую и стыковую. Нагрев металла при всех видах контактной сварки происходит за счет выделения тепла при прохождении электрического тока по свариваемым деталям. Для получения сварной точки (рис. 21) детали 1 и 2 помещают между сжимающимися электродами 3 и 4 или роликами 5. Сварочный ток доводит металл между электродами до плавления, а прилегающую к ядру зону — до пластического состояния. После кристаллизации расплавленного ядра давление снимается.
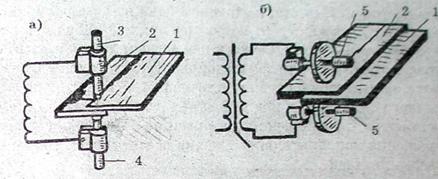
Рис.21 Контактная сварка
а) точечная
б) роликовая
Газовая сварка металлов
Газовая сварка находит широкое применение при сварке деталей малой толщины, чугуна, цветных металлов и сплавов. При газовой сварке металл нагревают высокотемпературным газовым пламенем, которое получается при сгорании горючего газа в атмосфере кислорода. В качестве горючих газов можно использовать природные газы, водород, пары бензина и керосина, нефтяные газы. Для сварочных работ получил наибольшее применение ацетилен, С2Н2, так как он обладает наивысшей теплотворной способностью по сравнению с другими газами и дает самую высокую температуру при сгорании, равную примерно 3200 °С.
Специальные виды сварки
При изготовлении сварных изделий производительность труда может быть повышена за счет организационных и технических мероприятий, а также применения специальных способов сварки: трением, холодной, диффузионной, лазерной и др. Все это дает большие возможности увеличения производительности труда и улучшения качества. Сварка трением осуществляется за счет тепла, выделяющегося при взаимном трении поверхностей свариваемых деталей. При сварке трением одна из деталей вращается вокруг своей оси со скоростью около 3000 об./мин., а вторая деталь прижимается к ней осевым давлением. Сварку трением применяют для соединения деталей встык (стержней, труб), различных режущих инструментов и для образования Т-образных труб. Холодная сварка — сварка, при которой соединение образуется при значительной пластической деформации без внешнего нагрева соединяемых поверхностей. Сварное соединение при этом способе получается внедрением одного металла в другой при их соприкосновении под местным давлением. Свариваемость металлов при холодной сварке зависит от их пластичности и качества подготовки поверхностей. Хорошо свариваются пластичные сплавы алюминия, меди, серебра, золота и подобные металлы, и сплавы в. однородных и разнородных сочетаниях.
Диффузионная сварка в вакууме. При этом способе сварки соединяемые детали. Помещают в вакуумную камеру и нагревают до необходимой температуры, а затем соединяют друг с другом с усилием. Выбор режима при диффузионной сварке зависит от рода свариваемых металлов. Диффузионную сварку применяют для соединения трудно свариваемых металлов и сплавов, цветных металлов, металлокерамических изделий, пластин из твердых сплавов с державкой режущего инструмента, металлов с керамикой, кроме того, этим способом можно получить различные биметаллы, триметаллы.
Электронно-лучевая сварка. Одним из эффективных способов соединения деталей из тугоплавких металлов (молибдена, вольфрама, тантала и др.) и металлов химически активных (цирконий, уран, бериллий), сильно реагирующих с кислородом, азотом, окисью углерода, является огарка электронным лучом в вакууме.
Лазерная сварка. Для получения сварного соединения при лазерной сварке не пользуется когерентный световой высокой плотности оптического квантового генератора – лазера. Температура луча столь высока, что его прямому воздействий ничто нё; может противостоять. Уменьшая диаметр луча, можно довести мощность до очень высоких значений. Лазерный луч способен преломлять призмами и зеркалами. Это позволяет сваривать любое место свариваемого изделия сваривать любое место свариваемого изделия. Можно сваривать детали, помещенные внутрь герметично; закрытого объема, в котором создай вакуум.
Газокислородная резка металлов
Резкой называют процесс разделения на части (заготовки) металла сортового или листового проката окислением или плавлением его или посредством того другого. Сущность резки плавлением состоит в нагреве места резки сильным концентрированным источником до температуры выше температуры плавления металла и выдувании расплавленного металла из места реза дугой с газами, участвующими в процессе резки.
Основными видами термической резки окислением (горением) являются газокислородный и кислородно-дуговой. Основными видами термической резки плавлением являются плазменно-дуговой, газолазерный, газо-дуговой. Наибольшее распространение для резки стали получила газокислородная резка. Достоинствами ее являются несложность применения оборудования и приемов работы, большая универсальность и экономичность процесса.
Резка стали осуществляется специальными режущими горелками — резаками, которые отличаются от сварочных горелок наличием канала для поступлением кислорода. Когда металл разогреется, пускают струю кислорода, сжигающую железо и выдувающую окислы (шлак). Выделяющееся при сгорании железа тепло вместе с теплом подогревающего пламенем нагревает близлежащие слои метала и при перемещений резака в структуре кислорода сгорают новые частицы металла, образуя рез по ходу движения резака.

рис.22 Схема обработки резанием
В машиностроении основным видом обработки является станочная обработка, которая выполняют на металлорежущих станках. Чтобы обработать ту или иную поверхность и получить детали формы необходимо закрепить заготовку и инструмент и перемещать их в процессе обработки относительно друг к другу
1) главное движение резания, при котором лезвие инструмента, врезаясь в материал отделяет об него стружку
2) движение подачи, необходимо для подвода под лезвие новых слоев метала.
Эти движения могут быть вращательными и поступательными.
При точении главное движение сообщается обрабатываемому изделию, вращающемуся вокруг своей оси. При фрезеровании главное движение – вращательное сообщается инструменту, а поступательное движение подачи. При шлифовании главное движение сообщать инструмент, а движение подачи может сообщаться как заготовки, так и инструменты
Припуски на обработку и выбор заготовок
При обработке резанием с обрабатываемого изделия (заготовки) снимается слой материала для получения готового изделия (детали). Этот слой материала называется припуском на обработку. Размер припуска определяют разностью между размерами заготовки и размером детали по рабочему чертежу. Припуски подразделяют на общее, т.е удаляемые в течении всего процесса обработки данной поверхности и межоперационные удаляемые при выполнении отдельных операций. Размер припуска обеспечивается изготовление заготовки, однако повышение требованиям точности в ряде случаев повышают и себестоимость их изготовление.
Понятия об основных элементах процесса резания
Различные способы обработки резанием характеризуются элементами резания; глубиной резания, подачей при резании и скоростью резания. Сочетание этих элементов называется режимом резания. Слой материала, снимаемый с поверхности заготовки за один проход инструмента или одно пёремещёние заготовки, толщиной t мм называется глубина резания. Непрерывность резания обеспечивается передвижением инструмента относительно обрабатываемой/поверхности. Перемещение инструмента за определенное перемещение детали называется подачей, S. Скорость, с которой какая-либо точка обрабатываемой поверхности детали перемещается в единицу времени относительно, но режущей кромки инструмента, называется скоростью резания, У. Выбор режима резания заключается в определении глубины резания, подачи и скорости резания. Как правило, первые два фактора определяются заданными условиями обработки: глубина — величиной припуска на обработку, а да дача — требуемой чистоты.
В зависимости от конкретных условий работы скорость резания изменяется в очень широких пределах, она определяется материалом и формой обрабатываемого изделия, геометрией резания инструмента, глубиной резания, подачей, охлаждением, устойчивостью изделия и инструмента.
Металлорежущие станки, их классификация и условные обозначения
Машины, предназначенные для обработки резанием металлов, сплавов и других материалов, называются металлорежущими станками. Эти станки находят широкое применение во всех отраслях народного хозяйства. Металлорежущие станки классифицируются по различным признакам, зависящим от методов обработки, характера главного движения и движения подачи, степени автоматизации вида и особенностей применяемых инструментов и т. д. Для классификации станков пользуются системой, разработанной экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС). По этой системе станки подразделяются на 9 групп. В свою очередь, каждая группа делится на девять подгрупп (типов) в соответствии с конструктивными и технологическими особенностями специализации и т. д. Тип (модель) металлорежущего станка обозначают соответствующим номером» Первая цифра в номере указывает группу станка, вторая — его подгруппу (тин), третья и четвертая цифры показывают условные размеры станка размер обрабатываемой детали и прочее (для токарных станков - высоту центров, для сверлильных наибольших диаметров отверстия). По степени универсальности различают станки универсальные, специализированные и специальные. Первые предназначены для обработки деталей разнообразной номенклатуры вторые – для конфигурации, но имеющих различные размеры; на специальных станках обрабатывают детали одного типоразмера.
По степени точности станки делятся на пять классов;
Н - нормальной
П - повышенной
В - высокой
А - особо высокой
С - особо точной (мастер станки)
В зависимости от размеров различаются станки настольные, мелкие, средние, крупные и тяжелые.
По степени автоматизации – обыкновенные, полуавтоматические и автоматические станки.
Автоматические станочные линии
Для единичного и мелкосерийного производства характерно групповое расположение оборудования с концентрацией станков определенного технологического назначения на отдельных участках механического цеха (участок токарных ставков, участок фрезерных станков и т. д.). В массовом производстве наиболее эффективно расположения оборудования по ходу технологического процесса, что значительно сокращает длину пути, проходимого обрабатываемого деталью, и уменьшает цикл производства. Наибольшее распространение получили автоматические станочные линии. Их основным оборудованием являются металлорежущие станки-автоматы, выполняющие цикл операций по обработке заготовок резанием. В зависимости от типа используемых станков различают из универсальных, специальных, типовых и агрегатных станков. Автоматические линии из специальных станков создаются для обработки определенных деталей и не допускают переналадки. Переналадочные станочные линии создаются из типовых станков-автоматов и применяются для обработки валов, втулок и др. деталей.
Применение агрегатных станков в автоматических станочных линиях особенно эффективно для обработки крупных корпусных деталей сложной формы. Важнейшим условием экономической целесообразности применения автоматических линий явл. неизменность выпуска продукции, которая в них изготавливается. Один станок с ЧПУ заменяет 3—8 обычных станков, расходы на зарплату сокращаются на 70% у все вздержки производства уменьшаются на 67% производительность труда увеличивается в 3—5 раз. Общая экономия от себестоимости изготовления продукции на этих станках может составить до 90% по сравнению с обычным оборудованием, а экономия трудовых затрат-до 80%.
Характеристика деталей, обработанных резанием
Современное машиностроение создает мощные и быстроходные машины, механизмы которые работают в сложных условиях.
Это требует улучшения комплекса качественных показателей выпускаемых изделий и прежде всего— технологического процесса их производства, обеспечивающего условия качества обработку деталей машин. Во всех случаях при решении вопросов точности в машиностроении следует учитывать сроки службы машин затраты на ее изготовление и эксплуатацию. Пути достижения требуемой точности должны решаться с учетом всех стадий технологического процесса. Во всех случаях при решении вопросов точности в машиностроении следует учитывать сроки службы машин, затраты на ее изготовление и эксплуатацию. Учитывая, что конечная цель любого машиностроительного производства — это выпуск машин высокого качества, вопросы взаимозаменяемости качества и точности обработки приобретают особо важное значение.
Химико-механическая обработка
Этой обработкой достигают формоизменения металлических заготовок вследствие протекания химических и электрохимических реакций с применением поверхностно-активных и химически-активных веществ или электролитов (растворов солей, в основном сульфата меди). Заготовки могут быть из черных и цветных металлов и сплавов, а также из металлокерамических сплавов. При погружении изделия 1 (рис.27) в ванну 2 с раствором металлической соли (обычно сернокислой меди) с абразивным порошком происходит обменная реакция, в результате которой металл изделия переходит в раствор в виде солей, а металлическая медь оседает в виде рыхлого порошка на обрабатываемой поверхности. Осевший рыхлый порошок механически удаляют путем шлифования порошком, взвешенным в растворе. Шлифование осуществляют в ванне взаимным перемещением обрабатываемого изделия 1 и притира 3 при помощи специальных приспособлений. Скорость обработки зависит от концентрации раствора и частоты снятия меди, оседающей на обрабатываемой поверхности.
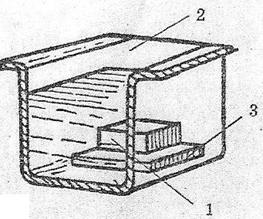
Рис. 27. Схема химико-механической обработки
Химико-механической обработкой выполняют притирку, чистовую доводку и шлифование поверхностей изделий, прежде всего из металлокерамических сплавов, а также их разрезание, если в качестве притира принять диск. Кроме того, этим способом производят химическое фрезерование титана, алюминиевых, магниевых и ряда других сплавов.
© 2009 База Рефератов