
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Ультразвуковой контроль ближней подступной части оси колесной пары
Курсовая работа: Ультразвуковой контроль ближней подступной части оси колесной пары
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Омский государственный университет путей сообщения (ОмГУПС)
Кафедра «Вагоны и вагонное хозяйство»
УЛЬТРОЗВУКОВОЙ КОНТРОЛЬ БЛИЖНЕЙ ПОДСТУПИЧНОЙ ЧАСТИ ОСИ КОЛЕСНОЙ ПАРЫ
Студентка гр. 15 З .
________ Локтева А.
Руководитель : профессор
кафедры «ВВХ»
___Ахмеджанов Р. А.
« » _________ 2008г
Омск 2008
Реферат
УДК 621.436
Курсовая работа содержит
Ось колесной пары, ультразвуковые волны, дефектоскоп, ультразвуковой контроль, пьезоэлектрический преобразователь, дефект.
Цель работы − ознакомление с технологией проведения ультразвукового контроля и составлением технологических карт.
Ультразвуковой метод контроля (далее УЗК) обеспечивает обнаружение в элементах колёсных пар внутренних и поверхностных усталостных трещин и несплошностей, за счёт соотношения отражающих свойств дефекта с отражающими свойствами эталонных отражателей в стандартных или контрольных образцах конкретных элементов колёсной пары.
Задание
Задание: рассмотреть ультразвуковой контроль (УЗК) ближней подступичной части оси колесной пары.
Содержание
Введение
1. Физические основы ультразвукового неразрушающего контроля
1.1 Природа и типы ультразвуковых волн
1.2 Параметры ультразвуковых волн
1.3 Затухание ультразвуковых волн
1.4 Отражение, преломление и трансформация ультразвуковых волн
1.5 Излучатели и приемники ультразвуковых волн
2.Технологические средства ультразвукового контроля
2. 1 Дефектоскоп УД2-102
2. 2 Стандартный образец предприятия СОП 07.09.01 оси РУ1
3. Технология проведения ультразвукового контроля
3.1 Подготовка детали к проведению контроля
3.2 Подготовка аппаратуры к проведению контроля
3. 3 Контроль ближней подступичной части оси
3.4 Оценка результатов контроля
Заключение
Библиографический список
Введение
Колесные пары вагонов работаю в тяжелых условиях эксплуатации, подвергаясь резкопеременным нагрузкам, что способствует зарождению и развитию в их элементах усталостных трещин. Наиболее вероятно появление трещин в подступичной части и в районе галтелей. Трещины, являясь сильными концентраторами напряжений, развиваются поперек оси, обычно неравномерно по всей ее окружности. Наиболее эффективным является ультразвуковой контроль осей в условиях деповского и заводского ремонта. Он основан на уникальной способности ультразвуковых волн глубоко проникать в толщу металла и отражаться от несплошностей.
Ултразвуковой контроль осй более безопасный из методов неразрушающего контроля, а также он позволяет определять внутренние дефекты.
В данной курсовой работе рассматривается ультразвуковой метод неразрушающего контроля ближней подступичной части оси колесной пары.
1.ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
1.1 Природа и типы ультразвуковых волн
В данной работе рассматривается ультразвуковой неразрушающий контроль. Но перед этим необходимо рассматреть природу ультразвуковых волн.
Любые отклонения от положения равновесия, совершаемые материальной точкой под действием какой-либо силы, называют колебаниями. Если при этом движущая сила увеличивается пропорционально отклонению, то такую силу называют упругой, а колебания – упругими или гармоническими.
Гармонический колебательный процесс
(рисунок 2) может быть описан выражением ![]() ,
где отклонение ξ, равное расстоянию колеблющейся точки от положения
равновесия в произвольный момент времени t, называют смещением или амплитудой, ξ0
максимальная амплитуда ее смещения, величину ωt + φ0, являющуюся аргументом косинуса,
называют фазой, а параметр φ0 – начальной фазой колебания.
Совместно с амплитудой ξ0 начальная фаза φ0 определяет
положение, и скорость колеблющейся точки в начальный момент времени. Параметр
,
где отклонение ξ, равное расстоянию колеблющейся точки от положения
равновесия в произвольный момент времени t, называют смещением или амплитудой, ξ0
максимальная амплитуда ее смещения, величину ωt + φ0, являющуюся аргументом косинуса,
называют фазой, а параметр φ0 – начальной фазой колебания.
Совместно с амплитудой ξ0 начальная фаза φ0 определяет
положение, и скорость колеблющейся точки в начальный момент времени. Параметр ![]() называют круговой частотой
(рад/с), в отличие от частоты f,
равной числу полных колебаний в одну секунду ( Гц=1/с).
называют круговой частотой
(рад/с), в отличие от частоты f,
равной числу полных колебаний в одну секунду ( Гц=1/с).
Упругие колебания могут возникать в любой материальной среде. Наличие упругих межмолекулярных связей в среде между частицами позволяет передавать энергию колеблющихся частиц соседним и приводит к тому, что их смещения передаются от одного слоя частиц к другому в различных направлениях.
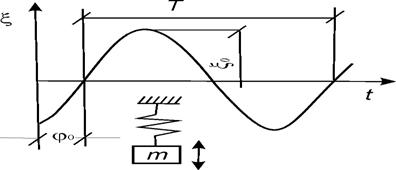 |
Рисунок 1 - Гармонический колебательный процесс
Процесс распространения колебаний в упругой среде иллюстрируется упрощенной пространственной моделью. Здесь отдельные частицы, из которых, по нашим представлениям, состоит твердое тело, прикреплены к своим местам упругими силами. Если одновременно привести в движение все частицы, расположенные по линии АВ, то сожмут пружины и передадут движение частицам по линии CD. Те в свою очередь передадут движение частицам по линии EF и т.д. Частицы по линии АВ, достигнув максимального смещения вправо, силами упругости (пружинами) будут возвращены в положение равновесия, по инерции пройдут его, достигнув максимального смещения влево, после чего возвратятся обратно. Таким образом, каждый слой материальных частиц будет совершать колебательное движение. Если бы частицы были соединены друг с другом жестко, то все они пришли бы в движение одновременно и находились бы постоянно в одинаковом состоянии движения, т.е. оставались бы в одинаковой фазе. В упругих средах дело обстоит иначе. Для передачи движения нужно некоторое время, и слои, к которым движение дошло позже, отстают по фазе от передних. В то время как частицы какого-либо слоя проходят через положение равновесия при колебаниях справа налево, частицы, расположенные в плоскостях правее, только начинают свой путь направо. Они запаздывают как раз на 1/2 периода колебания. Частицы претерпевают в каждом слое полный цикл колебания, передают свои смещения от слоя к слою слева направо с определенной скоростью возбуждения, так как имеет место запаздывание. Так возникает волна как процесс распространения упругих колебаний в материальной среде. И направление, по которому распространяется максимум энергии волнового движения, обозначают лучом.
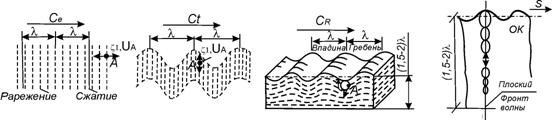
В ультразвуковой дефектоскопии различают три типа волн:
Продольные волны ( l – волны), называемые волнами растяжения-сжатия, в которых направление смещения частиц параллельно направлению распространения волны; в этих аволнах существуют зоны повышенного и пониженного давления, обозначенные на рис 2 а, зонами разной густоты частиц;
Поперечные волны ( t- волны), в которых смещение частиц ортогонально направлению распространения волны (рис. 2 б).
Продольные волны могут существовать в любых средах (твердых, жидких, газообразных), в то время как поперечные волны только в твердых средах, обладающих объемной упругостью.
 |
а б в г
Рисунок 2 - Типы ультразвуковых волн: а – продольная волна; б – поперечная волна; в – поверхностная волна; - поверхностные волны Рэлея
Поверхностные волны (s – волны) – упругие волны, распространяющиеся вдоль поверхностной, слабо напряженной границы твердового тела; (рисунок 2, в). Разновидность поверхностной волны, которая распространяется на границе «твердая среда – газ», называют волной Релея («R» - волна). Она является комбинацией продольных и поперечных волн, ее частицы в приповерхностном слое совершают колебательные движения по эллиптическим траекториям (рисунок 2, г). Большая ось эллипса при этом перпендикулярна к границе и совпадает с плоским фронтом волны. Входящая в R-волну продольная волна затухает с глубиной быстрее, чем поперечная, и поэтому частицы, совершая колебания, движутся по эллипсам с все большей глубиной и более вытянутым. Полное затухание поверхностной волны происходит на глубине 1-1,5 λ.
1.2 Параметры ультразвуковых волн
Ультрозвуковые волны характеризуются следующими основными параметрами: длиной волны λ (м), скоростью распространения волн С (м/с), колебательной скоростью частиц среды V (м/с), частотой f (Гц).
Главный параметр любой волны – длина волны λ. Она равна отрезку пути, пробегаемому волной за период Т времени, в течение которого происходит полный цикл одного колебания, т.е. λ=С.Т. Для продольных волн, например, это некоторое постоянное значение расстояния через которое чередуется зоны сжатия и разрежения, для поперечных – участки сдвига вверх – вниз. Длина волны λ – это внутренняя согласованная мера, относительно которой определяются и через которую связаны многие параметры волн, аппаратуры, среды.
Если учесть, что Т=1/f, то λ представляется в виде ![]()
Это основное соотношение в теории колебаний. Оно справедливо для всех волновых процессов. Отметим важное обстоятельство. Частота f является характеристикой источника колебаний, возбуждающего волну, скорость С константа материала среды, в которой данная волна движется. В силу этого (2) является физически правильной записью соотношения между λ, С и f. Другие математические верные записи формулы (2) ( f=c/ λ или с= λ.f)самостоятельного физического смысла не имеют.
Длина волн для принятой в МПС частоты 2,5 МГц составляет миллиметры. Поэтому детали размером в десятки миллиметров можно считать бесконечными, что дает основание рассматривать существование продольных и поперечных волн раздельным, независимым.
Фронт волны – граница, отделяющая колеблющейся частицы от частиц среды, еще не начинавших колебаться. В зависимости от вида поверхности фронта волны последнюю разделяют на плоскую возбуждается колеблющейся плоскостью, которая должна быть бесконечной; сферическую – возбуждается точечным источником колебаний; цилиндрическую возбуждается источником колебаний, представляющим собой длинный цилиндр малого диаметра, например нить.
Плоской волны не существует, так как для ее излучения требуется бесконечная плоскость и, следовательно, бесконечная мощность, что не возможно. Реальные источники создают сферические волны, но плоская волна удобна для анализа и моделирования процессов ультразвукового контроля. Если использовать точечный источник колебаний, то на большом расстоянии от него, по крайней мере, превышающем длину волны, сферическую волну в первом приближении можно считать плоской.
Колебательная скорость v движения частиц. Ее следует отличать от понятия скорости. С
распространения волны. Если последняя характеризует скорость распространения
возбуждения или определенного состояния среды (сжатия или положения «гребня»),
то колебательная скорость характеризует скорость механического движения частиц
в процессе их смещения относительно положения равновесия, т.е. ![]() .
.
Важно понятие акустического импеданса
Z= ρC, (1)
Его называют еще удельным акустическим сопротивлением. Если сопротивление Z имеет большее значение, то среда называется «жесткой» (акустически твердой): колебательные скорости V и смещения ξ частиц малы даже при высоких давлениях. Если же импеданс Z невелик, то среда называется «мягкой» (податливой): даже при малых давлениях Р достигаются значительные колебательные скорости V и смещения ξ. Таким образом, давление в волне прямо пропорционально акустическому сопротивлению Z и колебательной скорости V движения частиц .
Интенсивность I является энергетическим параметром волны. Она характеризует количество энергии, которое упругая волна несет в направлении своего распространения в единицу времени 1 с через поперечное сечение площадью 1 м2 под углом θ к его нормали.
1.3 Затухание ультразвуковых волн
По мере удаления фронта ультразвуковой волны от источника ее амплитуда, давление и интенсивность падают и убывают по закону экспоненты, что обусловлено затуханием. Оно определяется физико-механическими характеристиками среды и типом волны и учитывается коэффициентом затухания δ, который складывается из коэффициентов поглощения δП и рассеяния δр, 1/м:
![]() (2)
(2)
При рассеянии поток звуковой энергии остается звуковым, но уходит из направленно-распространяющегося пучка. Металлы, применяемые на практике, имеют зернистую структуру. Размеры зерен зависят от химического состава, вида механической и термической обработки деталей. Затухание волн в них обуславливается двумя факторами: рефракцией и рассеянием вследствие анизотропии механических свойств. В результате рефракции фронт волны отклоняется от прямолинейного направления распространения, и амплитуда принимаемых сигналов резко падает. Кроме того, волна, падающая на поверхность границы зерна, испытывает частичное отражение и преломление ультразвука и трансформацию, что и определяет механизм рассеяния. Рассеяние в отличие от фракции приводит не только к ослаблению сигнала, но и к образованию шумов. Явление рассеяния тем сильнее, чем больше средний размер зерна по сравнению с длиной ультразвуковой волны.
Явления поглощения и рассеяния ослабляют ультразвуковую волну тем сильнее, чем больший путь в среде она проходит.
1.4 Отражение, преломление и трансформация ультразвуковых
волн
Если на пути распространения ультрозвуковой волны встречается другая среда, то одна часть энергии проходит во вторую среду, а другая – отражается в первую среду.
На границе раздела происходят основные явления: отражение, преломление и трансформация волн. Преломление – это изменение направления распространения волны, а трансформация преобразование (превращение) волны одного типа в другой. Переходы исходного состояния волны в другие связаны энергетическими соотношениями, определяемыми, главным образом, типом падающей волны, углом ее падения и соотношением удельных акустических сопротивлений обеих сред.
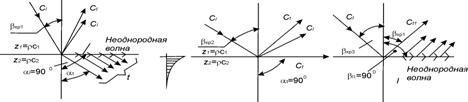
В общем случае, если волна падает на границу раздела двух твердых сред под углом β из первой среды во вторую, то в обеих средах возникают четыре волны (рисунок 3): в каждой по две волны продольного и поперечного типа.
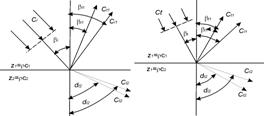
Рисунок 3 - Падение ультразвуковой волны на границу раздела двух сред
Причем при облучении продольной «l» - волной образуются отраженные продольная «l1» и поперечная «t1», возникшая в результате явления трансформации, и две преломленные волны «l2» и «t2», из которых последняя трансформированная (рисунок 3,а). При облучении поперечной волной также образуются отраженные волны «l1» и «t1», но трансформированная волна уже продольная, и две преломленные – «l2» и «t2, где волна продольного типа «l2» также трансформированная (рисунок 3,б).
Углы отражения βe1, βt1 и αe1, αt1 преломления (ввода) отсчитываются от нормали к границе раздела в точке падения (ввода), они связаны между собой и углом падения β через соответствующие скорости законом Снеллиуса (закон «синусов» в оптике» в оптике):
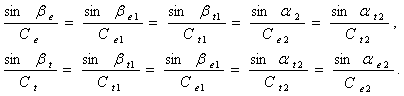 (3)
(3)
Здесь Ce1, Ct1 скорости продольной и поперечной волн в первой среде;
Ce2, Ct2 – то же, но во второй среде.
Из соотношения Снеллиуса следует: для волны одного типа угол отражения равен углу падения; угол отражения волны другого типа, чем падающая, а также углы преломления волн тем больше, чем выше скорость их распространения.
Частный случай - нормальное падение волны. Это наиболее простая ситуация, так как β=0 и, следовательно, α=0. Отсюда главная особенность – нет явления трансформации волн, отраженная и прошедшая волны будут того же типа, что и падающая.
1) βe=0 – нормальное падение «1» - волны. Тогда
и 
Данный случай сводится к частному, трансформация отсутствует, выражения для R и D совпадают.
2) Увеличиваем угол падения (Рисунок 6а) до тех пор, когда уже продольная волна не вводится во вторую среду, а «скользит» вдоль границы раздела, т.е. αe=900. При этом угол падения принимает значение βe= βkp1. Из (3) при αe=900 получаем, что sin βkp1=Ce1/Ce2. Так Ce1/Ce2 1, то такой угол существует, если βkp1=27,50. Например, для пары «оргстекло-сталь» первый критический угол βkp1=27,50
3) Пусть в диапазоне βe> βkp1 растет βe. Теперь (рисунок 6,б) во вторую среду
вводится поперечная волна. При значении βe= βkp2
уже поперечная волна будет «скользить» вдоль границы двух сред. Из (3)
очевидно, что sinβкр2=Сe1/Ct2,
так как αt=900,
это означает, что βkp2![]() существует, когда Ct2 Ce1.
Например, для пары «оргстекло-сталь» второй критический угол существует и равен
540. Заметим, что выполнение условия βkp1<β< βkp2 на практике используется как способ возбуждения
поперечных волн. За вторым критическим углом во вторую среду уже ничто не
вводится. Вдоль поверхности в этом случае распространяется неоднородная волна.
Она самостоятельно не существует, в данном случае она «живет» за счет энергии
падающей, является продольной, но на своем пути теряет энергию, переизлучая ее
в поперечную (рисунок 4,б), и с глубиной быстро затухает.
существует, когда Ct2 Ce1.
Например, для пары «оргстекло-сталь» второй критический угол существует и равен
540. Заметим, что выполнение условия βkp1<β< βkp2 на практике используется как способ возбуждения
поперечных волн. За вторым критическим углом во вторую среду уже ничто не
вводится. Вдоль поверхности в этом случае распространяется неоднородная волна.
Она самостоятельно не существует, в данном случае она «живет» за счет энергии
падающей, является продольной, но на своем пути теряет энергию, переизлучая ее
в поперечную (рисунок 4,б), и с глубиной быстро затухает.
а б в
Рисунок 4 - Отражение и преломление ультразвуковых волн при различных углах падения
1.
Поперечная волна
падает под углом βt
на границу раздела твердой и газообразной сред. Для любого твердого материала
(первая среда) существует такой угол βkp3, когда отраженная продольная волна будет «скользить»
вдоль границы двух сред (рисунок 4,в). Тогда ![]() ,
что возможно, так как всегда
,
что возможно, так как всегда ![]() /. При
углах, больших βkp3, эта
неоднородная волна существует, но энергию она отдает сразу. Для пары
«сталь-воздух» третий критический угол βkp3=340.
/. При
углах, больших βkp3, эта
неоднородная волна существует, но энергию она отдает сразу. Для пары
«сталь-воздух» третий критический угол βkp3=340.
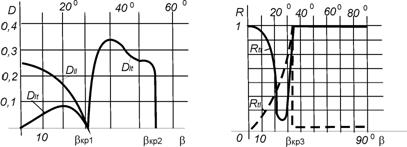
Теперь можно проследить,
как изменяются коэффициенты отражения Rtt и Rt1
и коэффициенты прозрачности Dll и Dlt,
это иллюстрируется рисунке 5. На рисунке 5, а показана зависимость Dll (β) и Dlt(β) для пары «оргстекло-сталь».
В области малых углов βl=(0-100)
в стали существует практически только продольная волна, что используется при
ультразвуковом контроле КП. Далее, вплоть до первого критического угла ![]() идет область
одновременного существования волн двух типов. Эту область в дефектоскопии
используют редко. В интервале между первым и вторым критическими углами существует
только поперечная волна. Эту область наиболее часто используют в дефектоскопии
КП для возбуждения в стали поперечных волн. За вторым критическим углом
идет область
одновременного существования волн двух типов. Эту область в дефектоскопии
используют редко. В интервале между первым и вторым критическими углами существует
только поперечная волна. Эту область наиболее часто используют в дефектоскопии
КП для возбуждения в стали поперечных волн. За вторым критическим углом ![]() может быть возбуждена
поверхностная волна.
может быть возбуждена
поверхностная волна.
а б
Рисунок 5 – Зависимости ![]() и
и ![]() при отражении волны от
границы раздела «твердая среда-газ»
при отражении волны от
границы раздела «твердая среда-газ»
На рисунок 5, б показаны ![]() и
и ![]() при отражении волны от
границы раздела «твердая среда-газ». При угле падения
при отражении волны от
границы раздела «твердая среда-газ». При угле падения ![]() резко падает амплитуда
поперечной волны и возрастает амплитуда продольной. При углах
резко падает амплитуда
поперечной волны и возрастает амплитуда продольной. При углах ![]() 0 и
0 и ![]() .
.
Величиной углов отражения и преломления плоских ультразвуковых волн подчиняются закону Снеллиуса только в том случае, если поверхность раздела сред является зеркально-плоской. Однако на практике таких поверхностей нет. Чистота их обработки определяется средним размером высоты шероховатостей. Поверхность может считаться «акустически зеркальной», если размер длины волны в несколько раз превышает уровень шероховатости. Если же размеры шероховатости соизмеримы с длиной волны, то поверхность считается диффузной, т.е. когда отраженные и преломленные волны случайным образом рассеиваются в различных направлениях.
1.4 Излучатели и приемники ультразвуковых волн
Пьезоэлектрические преобразователи (ПЭП) служат для излучения и приема акустических (ультразвуковых) волн в контролируемой среде.
Основной элемент ПЭП пьезопластина 1, которая приклеена с одной стороны к демпферу, а с другой – к протектору 3. В реально существующих ПЭП пьезопластина (ПП) выполнена круглой или прямоугольной формы из пьезокирамики типа ЦТС-19 (цирконата титана свинца). На обе поверхности ПП нанесены тонкие слои серебра 4, к которым присоединены электроды 5 (рисунок 6,а). Демпфер в ПЭП служит для подавления паразитных колебаний, укорочения длительности импульса колебаний и повышения механической прочности ПП. Протектор предназначен для защиты ПП от механических повреждений, обеспечения электрического согласования с выходом генератора и акустического контакта.
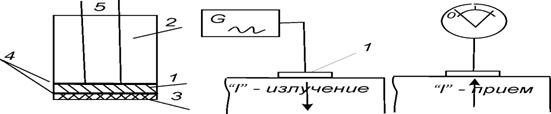
а б в
Рисунок 6 – Схема пьезоэлектрического преобразователя
Работа ПЖП основана на явлениях обратного (при излучении) и прямого (при приеме) пьезоэффектов, суть которых состоит в следующем. Если ПП сдавливать или разжимать, то на ее поверхностях возникают электрические заряды, полярность которых определяется направлением действия сжимающих или растягивающих сил. Величина заряда прямо пропорциональна силе, т.е. амплитуде упругой волны. Это прямой пьезоэффект и используется для приема акустических колебаний (рисунок 6,в). Пьезоэффект явление обратимое, т.е. если на пластину подавать электрическое напряжение, то в зависимости от его полярности пьезопластилина будет сжиматься или разжиматься. Это обратный пьезоэффект, используется для излучения акустических колебаний. Например, если на пьезопластину подавать переменное электрическое напряжение, то она, деформируясь в поперечном направлении, будет как бы «колотить» по поверхности ОК, создавая эффект работы «поршня» и возбуждая при этом в ОК продольные волны (рисунок 6, б).
2.ТЕХНОЛОГИЧЕСКИЕ СРЕДСТВА УЛЬТРАЗВУКОВОГО
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Существует множество ультразвуковых дефектоскопов, такие как УД2-12, УД2-70, УДС2-32 и д. р. На железнодорожном транспорте имеют право использования только те дефектоскопы, которые разрешены в соответствующей документации. В данной работе был выбран ультразвуковой дефектоскоп УД2-102, так как он разрешен документацией. Он является одним из последних достижений отечественной промышленности и по своим функциональным возможностям превосходит, такие дефектоскопы УД2-12 И УДС2-32. А также этот дектооп нашел боле лушее применение на предприятиях железнодоржного транспорта.
2. 1 Дефектоскоп УД2-102
Дефектоскоп УД2-102 отличается достаточно гибкой системой программирования операций контроля на базе типовых вариантов, надежностью в эксплуатации, удобством управления и набором дополнительных сервисных функций. Пеленг является наиболее удобным и информативным дефектоскопом, позволяет повысить производительность за счет использования типовых настроек, создания, запоминания их. Эффективность операций по контролю колесных пар определяется уровнем подготовки операторов и качеством аппаратуры, применяемой для контроля.
Дефектоскоп предназначен для ультразвукового контроля осей и ободьев колесных пар, других деталей грузовых и пассажирских вагонов при плановых видах ремонта и освидетельствовании колесных пар в вагонных депо.
«Пеленг» может использоваться для проведения контроля на железнодорожном транспорте, в метрополитенах; на предприятиях городского электротранспорта и других отраслях.
С помощью дефектоскопа обеспечивается ультразвуковой контроль в вагонных депо, вагоноремонтных (вагоностроительных) заводах (далее - заводы) и других объектах.
Дефектоскоп предназначен для выявления дефектов типа нарушения сплошности (трещины, поры и др.) с измерением и регистрацией в памяти дефектоскопа характеристик выявленных дефектов (амплитуда отраженного сигнала и координаты) при контроле вручную и (или) с использованием устройств сканирования в соответствии с типовыми вариантами работы или предварительно созданных и запомненными настройками.

Рисунок 7 - Лицевая панель дефектоскопа УД2-102
В дефектоскопе предусмотрено:
• типовое представление результатов ультразвукового контроля (А-развертка) и визуализация контролируемого сечения элемента колесной пары (В- и W-развертки);
• энергонезависимая память для созданных настроек и записанных результатов контроля (протоколов);
• возможность создания и сохранения в памяти дефектоскопа блоков этапов (для реализации многоэтапного контроля);
• ведение и сохранение в памяти дефектоскопа отчетов о проведении контроля однотипных изделий (например, колесных пар);
• применение эхо и зеркально-теневого методов (ЗТМ) ультразвукового контроля, а также всех необходимых частот ультразвуковых колебаний (УЗК), позволяющих надежно выявлять дефекты в элементах колесных пар;
• использование автоматической регулировки усиления (АРУ) для контроля осей и ободьев колес;
• существенное упрощение процедуры создания настроек, а также повышение их достоверности благодаря наличию типовых вариантов работы;
• возможность подключения дефектоскопа к типовой ПЭВМ.
Методы ультразвукового контроля, реализованные в дефектоскопе:
1. Эхо-импульсный;
2. ЗТМ (зеркально-теневой);
3. Теневой.
Дефектоскоп "ПЕЛЕНГ УД2-102 является переносным одноканальным ультразвуковым дефектоскопом со встроенным микропроцессорным управлением. Дефектоскоп состоит из следующих основных составных частей
• блок электронный;
• сетевой адаптер;
• головные телефоны;
• комплект инструмента и принадлежностей.
Необходимые для нормального функционирования ручные пьезоэлектрические преобразователи ПЭП, кабели для подключения ПЭП, дискета с программный обеспечением (ПО) для ПЭВМ и др. входят в комплект инструмента и принадлежностей.
БЭ предназначен для генерации импульсных УЗК необходимой частоты, приема и усиления отраженных сигналов, их временной и амплитудной селекции и отображения на ЖКД, а также для измерения характеристик дефектов, управления АСД и сохранения/вызова информации в/из памяти дефектоскопа.
В качестве АСД (порогового индикатора) используется световой индикатор дефекта, встроенный в БЭ звуковой индикатор и (или) головные телефоны, которые подключены к соответствующему разъему БЭ. Типовой интерфейс RS232 предназначен для подключения персонального компьютера с принтером.
Автоматическая регулировка чувствительности. Временная регулировка чувствительности. Изменение чувствительности дефектоскопа осуществляется за счет изменения усиления приемного тракта. Значение усиления индицируется в верхней части экрана ЖКД правее символа" ^ ". При этом большему значению " ^ " соответствует большее усиление и наоборот. Для наиболее распространенного эхо-метода большей чувствительности соответствует большее значение усиления " г" и наоборот. Для ЗТМ и теневого метода имеет место обратная зависимость.
Методика настройки чувствительности дефектоскопа основана на том, что значение требуемой чувствительности задано относительно опорного сигнала (сигнала от эталонного отражателя).
В зависимости от конкретного случая контроля значение требуемой чувствительности может быть:
• равным нулю (в этом случае чувствительность определяется положением вершины опорного сигнала на пороге АСД);
• отрицательным (в этом случае для настройки чувствительности необходимо дополнительно увеличить усиление на заданную величину; при этом, чем более отрицательное знамение требуемой чувствительности, тем выше чувствительность дефектоскопа и наоборот).
Настройку чувствительности можно осуществлять двумя способами:
"классическим" - подводя вершину опорного сигнала к порогу АСД;
• "автоматическим" способом. В этом случае опорный сигнал может иметь любую амплитуду в пределах от 1,5 до 7,5 делений. Для него выполняется операция "СТОП-КАДР" (сигнал запоминается дефектоскопом), далее устанавливается (при необходимости) значение требуемой чувствительности и дается команда на выполнение настройки.
В дефектоскопе предусмотрено:
• индикация фактического значения установленной в данный момент чувствительности. При использовании "автоматического" способа в момент окончания настройки значения требуемой и фактической чувствительностей совпадают. Если после этого изменялось усиление, то синхронно будет изменяться и значение фактической чувствительности. По разности значений требуемой и фактической чувствительности можно определить, на сколько изменена чувствительность;
• быстрое увеличение усиления на заданную величину (параметр "ДОП. УСИЛ.", равный от 0 до 12 дБ), что для эхо-метода соответствует переходу от браковочной чувствительности к поисковой;
Устройство ВРЧ предназначено для подавления шумов ПЭП (в зоне действия зондирующего импульса) с целью обеспечения требуемой мертвой зоны. Кроме того, ВРЧ применяется для выравнивания чувствительности по глубине контролируемой детали (с целью компенсации затухания и рассеяния УЗК), а также подавления сигналов от конструктивных отражателей (например, колец подшипников).
Температура окружающего воздуха должна находиться в пределах:
• от минус 10 до +50° С (для стандартного исполнения дефектоскопа);
• от минус 30 до +50° С (для исполнения дефектоскопа с расширенным температурным диапазоном).
2.2 Стандартный образец предприятия СОП 07.09.01 оси РУ1
Методика настройки чувствительности дефектоскопа основана на том, что значение требуемой чувствительности задано относительно опорного (эталонного) сигнала от отражателя стандартного образца.
Эти образцы подразделяются на государственные (гсо) и образцы предприятия (СОП). гсо являются образцами общего применения и широко используются в дефектоскопии при настройке приборов контроля в различных отраслях промышленности. В качестве примера государственных стандартных образцов можно привести такие, как со-1, СО-2, со-3.
Для настройки дефектоскопов при контроле деталей, которые используются в какой-то конкретной отрасли хозяйства, применяют СОП. Эти образцы изготавливаются из кондиционных объектов контроля, в которых дефект имитируется каким-либо отражателем (пропилом, засверловкой, зарубкой и др.) с определенными геометрическими размерами.
Расположение и ориентация отражателя в соп регламентируется нормативной документацией на проведение контроля каждого конкретного объекта. Мною был выбран стандартный образца предприятия СОП 07.09.01 оси РУ1 (рис. 8).
В этом образце согласно руководству по комплексному контролю колесных пар вагонов (РД 07.09-97.) в каждой контролируемой зоне располагается свой имитатор дефекта в виде пропила.
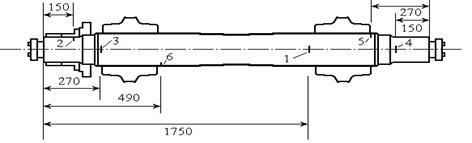
Рисунок 8 - СОП 07.09.01 оси РУ1
Имитатор дефекта в стандартном образце предприятия располагается в реальной контролируемой зоне, то амплитуда сигнала от такого отражателя определяет чувствительность дефектоскопа, при которой найденный дефект является недопустимым. Для однозначного определения чувствительности амплитуда сигнала должна соответствовать некоторому условному базовому уровню. Коэффициент усиления, при котором амплитуда от эталонного отражателя соответствует этому уровню, определяет браковочную чувствительность. По РД 07.09-97 за браковочный уровень принимается половина вертикальной шкалы экрана дефектоскопа.
Для каждого контролируемого участка объекта желательно использовать специальную настройку параметров прибора, характерную только для данной зоны. Под настройкой следует понимать определенное сочетание регулировочных параметров дефектоскопа, позволяющих осуществлять контроль детали в исследуемой зоне.
В качестве материалов и вспомогательного инструмента при проведении УЗК деталей и элементов колесных пар применяются:
- машинное масло или любые жидкие среды без механических примесей;
-волосяная щетка;
-обтирочный материал (ветошь) по ТУ 63-178-77-82;
-шлифовальная шкурка;
-мелки или краска.
3.ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
УЗК колесных пар должен проводиться в соответствии с настоящим руководством по комплексному ультразвуковому контролю колесных пар вагонов РД 07.09-97. Технологический контроль должны определять последовательности технологических операций при проведении УЗК детали с учетом характеристик объекта, средств и условий контроля. Он утверждается руководителем (главным инженером) предприятия по представлению руководителя подразделения НК или работника, выполняющего его функции.
Ультразвуковой контроль ближней подступичной части оси колесной пары проводят при полном освидетельствовании колесных пар грузовых и пассажирских вагонов.
Согласно руководству по комплексному ультразвуковому контролю колесных пар вагонов РД 07.09-97:
7.3.4 УЗК осей колесных пар с демонтажем буксового узла без снятия колец подшипников.
7.3.4.3 УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы.
Выполняют путем сканирования наклонным или комбинированным (частота - 2,5 МГц, угол ввода - 18°) по зарезьбовой канавке (ось РУ) или по торцу оси (РУ1Ш). Браковочная чувствительность соответствует выявлению эталонного отражателя в КО - поперечного пропила глубиной 3 мм на расстоянии 280-330 мм от поверхности сканирования.
7.3.5 УЗК осей колесных пар со снятыми кольцами подшипников.
7.3.5.3 УЗК подступичной части оси в зоне под внешней кромкой ступицы.
Выполняют путем сканирования наклонным ПЭП (частота -2,5 МГц, угол ввода - 50°) по цилиндрической поверхности шейки оси.
Браковочная чувствительность соответствует выявлению эталонного отражателя в КО - поперечного пропила глубиной 1,5 мм выполненного на расстоянии 280-330 мм от торца оси.
Для проведения данного метода контроля была выбрана ось РУ1 с напрессованными и со снятыми внутренними кольцами. Ось изготовлена из стали ОсВ, ее шероховатость: Rz 20,твердость HВ 200.

Рисунок 9 – Ось РУ1
3.1 Подготовка детали к проведению контроля
Перед проведением УЗК участки поверхности контролируемой оси РУ1, в которые вводится ультразвук, должны быть подготовлены. Для этого следует:
чистить их от загрязнений;
устранить зачисткой возможные грубые риски, выступающие заусенцы от клейм;
крашенные поверхности не должны иметь отслоений или наплывов краски.
Толщина слоя краски не должна быть более 100 мкм, в противном случае она должна быть устранена.
для создания акустического контакта ПЭП с проверяемым изделием используют жидкие среды повышенной вязкости, обеспечивающие эффективное смачивание поверхности изделия и не содержащие механических примесей, (было выбрано машинное масло).
3.2 Подготовка аппаратуры к проведению контроля
Перед проведением УЗК фиксируют рабочие режимы дефектоскопа и ультразвукового преобразователя. Важнейшими рабочими режимами дефектоскопа являются его браковочный уровень чувствительности ("ослабление"), масштаб развертки, а также соответствующие установленному масштабу развертки границы зоны контроля. При подготовке и настройке аппаратуры проводятся следующие операции:
· установка органов управления электронного блока дефектоскопа в исходные положения;
· подключение соответствующего преобразователя;
· установка масштаба развертки;
· определение браковочных режимов чувствительности.
Подготовка дефектоскопа к работе.
.1. Предварительная подготовка дефектоскопа к контролю.
· Электропитание дефектоскопа может осуществляться от встроенной АБ или непосредственно от сети переменного тока (220 В, 50 Гц) через источник питания. Время непрерывной работы от полностью заряженной встроенной АБ составляет не менее 8 часов. Разряженное состояние АБ индицируется светодиодом «Разряд» на передней панели прибора.
· Загорание светодиода «Разряд» сигнализирует об автоматическом отключении дефектоскопа через 15-20 минут работы.
· Для обеспечения максимальной продолжительности работы встроенной АБ необходимо ежедневно перед началом работы осуществлять подзарядку до момента погасания
· светодиодного индикатора «Заряд». Для обеспечения электропитания дефектоскопа от сети переменного тока необходимо подключить его к сети через источник питания. Дефектоскоп при этом остается работоспособным, а подзарядка встроенной АБ осуществляется автоматически.
· Включить дефектоскоп тумблером «Вкл.-откл.» на верхней (коммутационной) панели. При этом раздается звуковой сигнал, и на экране появляется таблица (меню) «Режим работы».
· Частоту ультразвука устанавливают 2,5 МГц.
·
|
|
· набрать номер требуемого типового варианта (согласно таблице настроек для ближней подступичной части № 131, 134 ) с помощью кнопок или нажатием кнопки F с последующим набором номера настройки оцифрованными кнопками (после чего повторно нажать кнопку F );
· нажатием кнопки вывести на экран дефектоскопа соответствующую вызванному типовому варианту А-развертку (дефектограмму);
· нажатием кнопки ⊕ вызвать на экран таблицу «Настройка» и установить значение браковочной чувствительности контроля контролируемой зоны оси . Для установки чувствительности используются пропилы (модели дефектов), выполненные в СОП 07.09.01 оси РУ1:
а) установить ПЭП в точку ввода ультразвука в соответствии с акустической схемой контроля проверяемой зоны на СОП 07.09.01 оси РУ1
б) перемещая ПЭП, найти такое его положение (точку "наилучшей видимости дефекта"), при котором амплитуда эхо-сигнала от модели дефекта, расположенной в соответствующей зоне СОП 07.09.01 оси РУ1, имеет максимальное значение
· Подключить к гнезду ⊝ на верхней панели дефектоскопа напрямую или через переходной кабель требуемый ПЭП. и установить его на смазанную контактной жидкостью поверхность КО .
Контроль ближней подступичной части оси.
. УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы.
Выполняют наклонным или комбинированным ПЭП (частота - 2,5 МГц, угол ввода - 18°) по зарезьбовой канавке (оси РУ1).
Браковочная чувствительность соответствует выявлению эталонного отражателя в КО - поперечного пропила глубиной 3 мм на расстоянии 280-330 мм от поверхности сканирования.
3.4 Оценка результатов контроля
Оценку качества (состояния) деталей и элемент колесных пар по результатам НК производит дефектоскопист с привлечением, при необходимости, руководителя подразделения НК или работника, выполняющего его функции, а также контрольного мастера или начальника отдела технического контроля, инспектора МПС. Решение о браковке принимают, если в зоне контроля виден хотя бы один эхо-сигнал с амплитудой, достигающей (или превышающей) половину вертикальной шкалы (символ «>¾<») при браковочном уровне чувствительности или же если отсутствует донный эхо-сигнал .
Детали колесной пары подлежат браковке в соответствии с нормами браковки, указанными в соответствующей ТИ (ТК) на контроль .
Результаты УЗК заносят в рабочий журнал по форме приложения И, журнал учета или другие технологически журналы, форма которых утверждена главным инженер предприятия.
Заключение
В ходе выполнения курсовой работы были изучены излучатели и приемники ультразвуковых волн, методы ультразвукового контроля их физические основы. Был подробно изучен ультразвуковой дефектоскоп УД2-102 «Пеленг», его реализация и принцип работы, настройка браковочной чувствительности с помощью стандартного образца предприятия СОП 07.09.01 оси РУ1. Составлена подробная технология проведения контроля ближней подступичной части оси: подготовка детали и аппаратуры, проведение контроля и оценка его результатов.
В ходе работы использовалась инструкция РД-07.09.97г (УЗК), предназначенная для дефектоскопа УД2 – 12, что несколько усложняло прохождение работы.
Библиографический список
1. Ермолов И. Н. Ультразвуковой контроль / И. Н. Ермолов, М. И. Ермолов. М.: Народный учитель, 2000.
2. Методы акустического контроля металлов / Под ред. Н. П. Алешина. М.: Машиностроение, 1989.
3. Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении / Е. Ф. Кретов / ООО «Радиоавионика». СПб, 1995.
4. Ахмеджанов Р. А. Контроль технического состояния деталей вагонов / Р. А. Ахмеджанов / Омская гос. акад. путей сообщения. Омск, 1996.
5. Ахмеджанов Р. А. Ультразвуковой контроль / Р. А. Ахмеджа-нов, В. В. Макарочкин, В. Ф. Соколов / Омский гос. ун-т путей сообщения. Омск, 2004.
6. ГОСТ 20415-82. Контроль неразрушающий. Методы акустические.
Контролируемая часть оси |
Контрольный отражатель | Тип ПЭП и схема прозвучивания | Границы зон контроля оси | |||
| Подальность вдоль оси точки ввода, мм | По горизонтальной шкале экрана, дел. ГИ | |||||
| РУ - 1 | РУ-1Ш | РУ – 1 | РУ– 1Ш | |||
|
1 Ближняя подступичная часть оси под внешней кромкой ступицы (кольца надеты) Тип. вар. 131(РУ-1) |
Пропил глубиной 3 мм в сечении Б-Б | Наклонный ПЭП (угол ввода 18 градусов)с резьбовой канавки | 270…300 | 1,1…1,4 | ||
| Наклонный ПЭП (угол ввода 18 градусов) с торца | 280…310 | 1,2…1,5 | ||||
| 2 Ближняя подступичная часть оси под внешней кромкой ступицы (кольца сняты) Тип. вар. 131(РУ-1) | Пропил глубиной 1,5 мм в сечении Д-Д | Наклонный ПЭП (угол ввода 50 градусов) с цилиндрической поверхности шейки | 258 | 1,6…2,0 | ||
© 2009 База Рефератов