
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Грохот вибрационный ГВ-06
Дипломная работа: Грохот вибрационный ГВ-06
МИНИСТЕРСТВО ОБРАЗОВАНИЯ АВТОНОМНОЙ РЕСПУБЛИКИ КРЫМ
КРЫМСКОЕ РЕСПУБЛИКАНСКОЕ ПРОФЕССИОНАЛЬНО—ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ
АРМЯНСКОЕ ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ
ХИМИЧЕСКОЙ ПРОМЫШЛЕНОСТИ
«УТВЕРЖДАЮ»
Зам. Директора по УПР
____________________
Экзаменационная работа.
На Тему: _____________________________________________________
_____________________________________________________________
_____________________________________________________________
Выполнил учащийся группы №123 _______________________________
(Подпись) (Ф.Й.О)
Проверил преподаватель: ___________________ Литвиненко А.В.
(Подпись)
Оценка работы: ( )
г. Армянск-2005 г.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ АВТОНОМНОЙ РЕСПУБЛИКИ КРЫМ
КРЫМСКОЕ РЕСПУБЛИКАНСКОЕ ПРОФЕССИОНАЛЬНО—ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ
АРМЯНСКОЕ ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ
ХИМИЧЕСКОЙ ПРОМЫШЛЕНОСТИ
«УТВЕРЖДАЮ»
Зам. Директора по УПР
____________________
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к письменной экзаменационной работе
На Тему: ___________________________________________________
_____________________________________________________________
_____________________________________________________________
Выполнил учащийся группы №123 _______________________________
(Подпись) (Ф.Й.О)
Проверил преподаватель: ___________________ Литвиненко А.В.
(Подпись)
Оценка работы: ( )
г. Армянск-2005 г.
АВПУХП «Утверждаю»
Зам, Директор по УПР
Выпускное экзаменационное задание
Учащейся группы №___________________________________________
Специальность 72331 Слесарь - ремонтник: 72122 Электросварщик ручной сварки:,72152 Стропальщик
Дата выдачи: 20.03.2005 г.
Срок выполнения:________________
Тема задания:________________________________________________
_____________________________________________________________
_____________________________________________________________
Содержание задания.
I. Пояснительная записка:
1.Раздел. Общая часть. Введение.
2. Раздел. Организационная часть.
2.1 Организация рабочего места слесаря-ремонтника.
2.2 Инструмент, оборудование и приспособления, применяемых при ремонте.
2.3 Материалы, применяемые в ремонтном деле.
3 Раздел. Техническая часть.
3.1 Назначение, устройство и техническая характеристика:__________
____________________________________________________________
3.2 Правила эксплуатации, основные неисправности и их устранение.
3.3 Технологическая последовательность:________________________
_____________________________________________________________
3.4 Контроль качества выполнения ремонта.
3.5 Сварочные работы по ремонту технологического оборудования.
3.5.1 _______________________________________________________
3.5.2_________________________________________________________
3.6 Стропальные работы по ремонту технологического оборудования.
3.6.1_________________________________________________________
3.6.2_________________________________________________________
3.7 Безопасные приемы работы при выполнении ремонта.
4 Раздел. Охрана труда
4.1 Общее положение по охране труда для слесаря- ремонтника
4.1.1 Вредные и опасные производственные факторы на рабочем месте, способы их устранения.
4.1.2 Правила организации рабочего места, виды опасных зон на рабочем месте.
4.1.3 Электробезопасность.
4.1.4 Пожарная безопасность.
II. Графическая часть
Лист 1 (формат А1)___________________________________________
Лист 2 (формат А1)____________________________________________
III. Практическая работа_____________________________________________________________
_____________________________________________________________
Преподаватель консультант: Литвиненко А.В.
Рецензия на выполненную работу: Работа выполнена______________________________________
________________________________________________________
Оценка: ( ) Дата проверки_____________________
Консультант _______________
Введение
Непрерывное быстрое развитие нашей промышленности требует максимального использования действующего оборудования. Это значит, что машины, механизмы и приспособления необходимо правильно эксплуатировать: постоянно поддерживать в рабочем состоянии, своевременно ремонтировать.
Последнее требование относится, прежде всего, к службе ремонта на предприятиях. Это очень важное требование. Значение его все более возрастает в связи с непрерывно повышающимся техническим уровнем машин, внедрением прогрессивных технологических режимов обработки и высокопроизводительного инструмента.
Даже при самом лучшем техническом оснащении предприятий основная обязанность их ремонтного персонала — борьба с износом как главной причиной потерь производительности и мощности оборудования. Как бы хорошо ни осуществлялся уход за оборудованием, нарастающий износ деталей и сборочных единиц машин неизбежно вызывает постепенное снижение точности работы, а с ним ухудшение качества выпускаемой продукции.
Одной из главных задач, стоящих перед ремонтными службами, является дальнейшее повышение качества и снижение стоимости ремонта оборудования путем более широкого внедрения индустриальных методов и всемерного развития специализированных мощностей.
Во многих случаях машины после ремонта как бы начинают новую жизнь, и тогда главное — отлично проводить их межремонтное обслуживание.
Весь комплекс работ по техническому обслуживанию и ремонту составляет систему планово-предупредительного ремонта.
Крупные плановые ремонты стараются сочетать с работами по модернизации оборудования, цель которой путем конструктивных улучшений и изменений поднять технический уровень устаревших агрегатов до современного уровня.
Определение границ экономической целесообразности ремонта и на этой основе оптимальных сроков службы оборудования, путей наиболее рациональной организации ремонтных работ приобретает с каждым днем все большее значение.
Частые ремонты оборудования, причиной которых может быть неправильная эксплуатация или низкое качество ремонтных работ, — явление отрицательное. Они снижают мощность предприятий, ухудшают использование производственных площадей, приводят к огромным малоэффективным затратам денежных средств и материалов.
В ремонтном деле важную роль играет слесарь, который должен иметь хорошую техническую подготовку. Слесарь по ремонту промышленного оборудования должен знать назначение и устройство сборочных единиц оборудования, уметь распознать признаки и причину износа деталей различных механизмов и владеть современными способами восстановления изношенных частей машин.
Слесарь-ремонтник пользуется универсальными и специальными приспособлениями и устройствами, механизирующими тяжелые и трудоемкие ручные операции. Наконец, слесарь-ремонтник должен хорошо знать систему планово-предупредительного ремонта.
2. Раздел.
Организационная часть.
2.1 Организация рабочего места слесаря
Рабочим местом называется определённый участок производственной площади цеха, участка, мастерской, закреплённый за данным рабочим (или бригадой рабочих), предназначенный для выполнения определенной работы и оснащенный в соответствии с характером этой работы оборудованием, приспособлениями, инструментами и материалами.
Организация рабочего места является важнейшим звеном организации труда. Правильные выбор и размещение оборудования, инструментов и материалов на рабочем месте создают наиболее благоприятные условия работы.
Под рациональной организацией рабочего места понимают такую организацию, которая при наименьшей затрате сил и средств труда обеспечивает безопасные условия работы, наивысшую производительность и высокое качество продукции.
Рабочее место слесаря организуется в зависимости от содержания производственного задания и типа производства (единичное, серийное, массовое), однако большинство рабочих мест оборудуют, как правило, слесарными верстаками, на которых устанавливают и закрепляют слесарные тиски.
Установка тисков без учета роста работающего значительно тормозит формирование навыков правильного выполнения работы, снижает производительность труда, увеличивает утомляемость. Оптимальная высота тисков при опиливании — 102 см над уровнем пола (при росте работающего 168 см). Отступление от этого значения приводит к уменьшению количества снимаемого с заготовки металла. Это объясняется следующим.
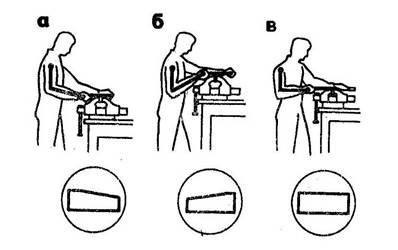
Рис.1--Положения работающего относительно тисков при опиливании:
а, б – неправильные, в - правильное
При низком расположении тисков предплечье образует с плечом тупой угол, мышцы предплечья сильно напрягаются, движение затрудняется, нарушается равномерность нажима правой и левой руками, спина сгибается. Так как при согнутой спине положение работающего неустойчиво, то он, стремясь сохранить равновесие, наклоняется вперед и усиливает нажим левой рукой. А это вызывает "завал" левого края обрабатываемой заготовки.

Рис.2--Высота установки тисков:
а – при опиливании, б, в – при рубке соответственно в параллельных и стуловых тисках
При высоком расположении тисков предплечье и плечо образуют острый угол. В этом случае условия работы еще хуже, так как передача усилия резания от плеча к инструменту требует особого напряжения, что часто бывает не под силу учащемуся: усилие передается больше правой рукой, что приводит к "завалам" правого края. Правильное и не правильное положение работающего показано на рисунке.
Высота верстака с установленными на нем тисками определяется в соответствии с ростом работающего. Выбирая высоту установки тисков с параллельными губками, согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка, или устанавливают боек молотка на ударную часть зубила, при этом плечевая часть правой руки должна иметь вертикальное положение, а локтевая — горизонтальное под углом 90°. Стуловые тиски устанавливают на такую высоту, чтобы согнутая в локте левая рука, поставленная на губки тисков, касалась подбородка согнутыми в кулак пальцами.
При малом росте рабочего используют специальные регулируемые по высоте подставки (решетки) под ноги.
2.2 Инструмент, оборудование и приспособления, применяемых при ремонте.
2.2.1 Рубка металла.
При выполнении ремонта приходится выполнять слесарные операции – рубку.
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка ) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части.
Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки.
Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале. Кроме того, рубка применяется, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а особо крупные — на том месте, где они находятся.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0,4... 1 мм.
2.2.2 Инструменты для рубки.
Режим инструмент. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило состоит из трех частей - рабочей, средней и ударной. Рабочая часть зубила представляет собой стержень с клиновидной режущей частью (лезвием на конце, заточенной под определенным углом). Ударная часть (боек) сделана суживающейся кверху, вершина ее закруглена. За среднюю часть зубило держат при рубке. Угол заострения выбирают в зависимости от твердости обрабатываемого металла.
Рекомендуемые углы (град) заострения зубила для рубки некоторых материалов приведены ниже.
Зубило изготовляют длиной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20мм. Рабочую часть зубила на длине 0,3...0,5 закаливают и отпускают. После термической обработки режущая кромка должна иметь твердость НRСЭ 53...59, а боек - НRСэ 35...45.
При испытании зубила на прочность и стойкость им отрубают зажатую в тиски полосу из стали марки Стб толщиной 3 мм и шириной 50мм. После испытания на лезвии зубила не должно быть вмятин, выкрошенных мест и заметных следов затупления.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части. Если при этом напильник не снимает стружку с закаленной части зубила (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен, для вырубания узких канавок, шпоночных пазов и т. п. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Крейцмейсели изготовляют из тех же материалов, что и зубила. Значения углов заострения и твердости рабочих н ударных частей крейцмейселя и зубила также одинаковы.
Для вырубания профильных канавок — полукруглых, двугранных и других — применяют специальные крейцмейсели, называемые канавочниками; они отличаются от крейцмейселя только формой режущей кромки. Канавочники изготовляют из стали УЗА длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 иЗ мм.
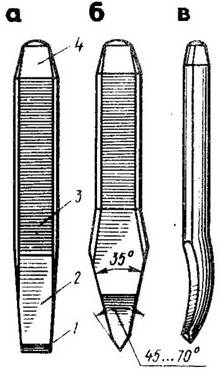
Рис.3--Инструменты для рубки:
а – зубило, б крейцмейсель, в - канавочник
2.3 Материалы, применяемые в ремонтном деле.
Детали машин и аппаратов изготавливают из стали.
Сталь – это сплав железа и углерода (до 2-х) процентов, а также природных примесей (кремний, марганец, фосфор, сера).
Определение и классификация легированных сталей.
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами, а стали – легированными.
Для обозначения легирующих элементов приняты следующие буквы: Х – хром, Н – никель, Г марганец, С – кремний, В – вольфрам, М – молибден, Ф – ванадий, К – кобальт, Т титан, Ю – алюминий, Д – медь, П –фосфор, Р – бор, А – азот, Е – селен, Ц цирконий, Б – ниобий.
Сталь может содержать один или несколько легирующих элементов, которые придают им специальные свойства.
Cодержание легируюшихх элементов может изменяться в очень широких пределах: хром или никель – 1% и более процентов; ванадий, молибден, титан, ниобий – 0,1… 0,5%; также кремний и марганец – более 1 %. При содержании легирующих элементов до 0,1 % микролегирование.
В конструкционных сталях легирование осуществляется с целью улучшения механических свойств (прочности, пластичности). Кроме того меняются физические, химические, эксплуатационные свойства.
Легирующие элементы повышают стоимость стали, поэтому их использование должно быть строго обоснованно.
Достоинства легированных сталей:
1. особенности обнаруживаются в термически обработанном состоянии, поэтому изготовляются детали, подвергаемые термической обработке;
2. улучшенные легированные стали обнаруживают более высокие показатели сопротивления пластическим деформациям ;
3. легирующие элементы стабилизируют аустенит, поэтому прокаливаемость легированных сталей выше;
4. возможно использование более «мягких» охладителей (снижается брак по закалочным трещинам и короблению), так как тормозится распад аустенита;
5. повышаются запас вязкости и сопротивление хладоломкости, что приводит к повышению надежности деталей машин.
Недостатки:
1. подвержены обратимой отпускной хрупкости II рода;
2. в высоколегированных сталях после закалки остается аустенит остаточный, который снижает твердость и сопротивляемость усталости, поэтому требуется дополнительная обработка;
3. склонны к дендритной ликвации, так как скорость диффузии легирующих элементов в железе мала. Дендриты обедняются, а границы – междендритный материал – обогащаются легирующим элементом. Образуется строчечная структура после ковки и прокатки, неоднородность свойств вдоль и поперек деформирования, поэтому необходим диффузионный отжиг.
4. склонны к образованию флокенов.
Флокены – светлые пятна в изломе в поперечном сечении – мелкие трещины с различной ориентацией. Причина их появления – выделение водорода, растворенного в стали.
При быстром охлаждении от 200o водород остается в стали, выделяясь из твердого раствора, вызывает большое внутреннее давление, приводящее к образованию флокенов.
Меры борьбы: уменьшение содержания водорода при выплавке и снижение скорости охлаждения в интервале флокенообразования.
Легированные конструкционные стали
Легированные стали широко применяют в тракторном и сельскохозяйственном машиностроении, в автомобильной промышленности, тяжелом и транспортном машиностроении в меньшей степени в станкостроении, инструментальной и других видах промышленности. Это стали применяют для тяжело нагруженных металлоконструкций.
Стали, в которых суммарное количество содержание легирующих элементов не превышает 2.5%, относятся к низколегированным, содержащие 2.5-10% - к легированным, и более 10% к высоколегированным (содержание железа более 45%).
Наиболее широкое применение в строительстве получили низколегированные стали, а в машиностроении - легированные стали.
Легированные конструкционные стали маркируют цифрами и буквами. Двухзначные цифры, приводимые в начале марки, указывают среднее содержание углерода в сотых долях процента, буквы справа от цифры обозначают легирующий элемент. Пример, сталь 12Х2Н4А содержит 0.12% С, 2% Cr, 4% Ni и относится к высококачественным, на что указыКонструкционные (машиностроительные) цементируемые (нитроцементуемые) легированные стали
Для изготовления деталей, упрочняемых цементацией, применяют низкоуглеродистые (0.15-0.25% С) стали. Содержание легирующих элементов в сталях не должно быть слишком высоким, но должно обеспечить требуемую прокаливаемость поверхностного слоя и сердцевины.
Хромистые стали 15Х, 20Х предназначены для изготовления небольших изделий простой формы, цементируемых на глубину 1.0-1.5мм. Хромистые стали по сравнению с углеродистыми обладают более высокими прочностными свойствами при некоторой меньшей пластичности в сердцевине и лучшей прочности в цементируемом слое., чувствительна к перегреву, прокаливаемость невелика.
Сталь 20Х - sв=800МПа, s0.2=650МПа, d=11%, y=40%.
Хромованадиевые стали. Легирование хромистой стали ванадием (0.1-0.2%) улучшает механические свойства (сталь 20ХФ). Кроме того, хромованадиевые стали менее склонны к перегреву. Используют только для изготовления сравнительно небольших деталей.
Хромоникелевые стали применяются для крупных деталей ответственного значения, испытывающих при эксплуатации значительные динамические нагрузки. Повышенная прочность, пластичность и вязкость сердцевины и цементированного слоя. Стали малочувствительны к перегреву при длительной цементации и не склонны к перенасыщению поверхностных слоев углеродом
Сталь 12Х2Н4А - sв=1150МПа, s0.2=950МПа, d=10%, y=50%.
Хромомарганцевые стали применяют во многих случаях вместо дорогих хромоникелевых. Однако они менее устойчивы к перегреву и имеют меньшую вязкость по сравнению с хромоникелевыми.
В автомобильной и тракторной промышленности, в станкостроении применяют стали 18ХГТ и 25ХГТ.
Сталь 25ХГМ - sв=1200МПв, s0.2=1100МПа, d=10%, y=45%.
Хромомарганцевоникелевые стали. Повышение прокаливаемости и прочности хромомарганцевых сталей достигается дополнительным легированием их никелем.
На ВАЗе широко применяют стали 20ХГНМ, 19ХГН и 14ХГН.
После цементации эти стали имеют высокие механические свойства.
Сталь 15ХГН2ТА - sв=950МПа, s0.2=750МПа, d=11%, y=55%.
Стали, легированные бором. Бор увеличивает прокаливаемость стали, делает сталь чувствительной к перегреву.
В промышленности для деталей, работающих в условиях износа при трении, применяют сталь 20ХГР, а также сталь 20ХГНР.
Сталь 20ХГНР - sв=1300МПа, s0.2=1200МПа, d=10%, y=09%.
Конструкционные (машиностроительные) улучшаемые легированные стали
Стали имеют высокий предел текучести, малую чувствительность к концентраторам напряжений, в изделиях, работающих при многократном приложении нагрузок, высокий предел выносливости и достаточный запас вязкости. Кроме того, улучшаемые стали обладают хорошей прокаливаемостью и малой чувствительностью к отпускной хрупкости.
При полной прокаливаемости сталь имеет лучшие механические свойства, особенно сопротивление хрупкому разрушению - низкий порог хладноломкости, высокое значение работы развития трещины КСТ и вязкость разрушения К1с.
Хромистые стали 30Х, 38Х, 40Х и 50Х применяют для средненагруженных деталей небольших размеров. С увеличением содержания углерода возрастает прочность, но снижаются пластичность и вязкость. Прокаливаемость хромистых сталей невелика.
Сталь 30Х - sв=900МПа, s0.2=700МПа, d=12%, y=45%.
Хромомарганцевые стали. Совместное легирование хромом (0.9-1.2%) и марганцем (0.9-1.2%) позволяет получить стали с достаточно высокой прочностью и прокаливаемостью (40ХГ). Однако хромомарганцевые стали имеют пониженную вязкость, повышенный порог хладноломкости (от 20 до -60°С), склонность к отпускной хрупкости и росту зерна аустенита при нагреве.
Сталь 40ХГТР - sв=1000МПа, s0.2=800МПа, d=11%, y=45%.
Хромокремнемарганцевые стали. Высоким комплексом свойств обладают хромокремнемарганцевые стали (хромансил). Стали 20ХГС, 25ХГС и 30ХГС обладают высокой прочностью и хорошей свариваемостью. Стали хромансил применяют также в виде листов и труб для ответственных сварных конструкций (самолетостроение). Стали хромансил склонны к обратимой отпускной хрупкости и обезуглероживанию при нагреве.
Сталь 30ХГС - sв=1100МПа, s0.2=850МПа, d=10%, y=45%.
Хромоникелевые стали обладают высокой прокаливаемостью, хорошей прочностью и вязкостью. Они применяются для изготовления крупных изделий сложной конфигурации, работающих при динамических и вибрационных нагрузках.
Сталь 40ХН - sв=1000МПа, s0.2=800МПа, d=11%, y=45%.
Хромоникелемолибденовые стали. Хромоникелевые стали обладают склонностью к обратимой отпускной хрупкостью, для устранения которой многие детали небольших размеров из этих сталей охлаждают после высокого отпуска в масле, а более крупные детали в воде для устранения этого дефекта стали дополнительно легируют молибденом (40ХН2МА) или вольфрамом.
Сталь 40ХН2МА - sв=1100МПа, s0.2=950МПа, d=12%, y=50%.
Хромоникелемолибденованадиевые стали обладают высокой прочностью, пластичностью и вязкостью и низким порогом хладноломкости. Этому способствует высокое содержание никеля. Недостатками сталей являются трудность их обработки резанием и большая склонность к образованию флокенов. Стали применяют для изготовления наиболее ответственных деталей турбин и компрессорных машин.
Сталь 38ХН3МФА - sв=1200МПа, s0.2=1100МПа, d=12%, y=50%.
3 Раздел.
Техническая часть.
3.1 Назначение, устройство и техническая характеристика грохота вибрационного ГВ-06.
Назначение
Грохот вибрационный ГВ-06 предназначен для классификации и рассева проб угля и других твердых материалов.
Технические данные представлены в таблице №1
Техническая характеристика грохота вибрационного ГВ-06.
Таблица №1
|
Наименование основных параметров и размеров |
Нормы | |
| 1. Производительность, (т/час), кг/с | (1…10), 0,278…2,78 | |
| 2. Крупность грохотимого материала, мм не более | 75 | |
| 3. Частота колебаний короба, кол/мин | 1240 | |
| 4. Амплитуда колебаний, мм | 2 | |
| 5. Мощность электродвигателя, кВт | 1,1 | |
| 6. Число сит | 1 | |
|
7. Рабочая площадь сита, м2 |
0,6 | |
| 8. Размеры просеивающей поверхности | Ширина (расстояние между внутренними плоскостями боковых стенок короба) | 580 |
| Длина (расстояние между крайними элементами крепления сита) | 1200 | |
| 9. Размеры ячейки сита, мм | 3; 6; 13; 20; 25; 50 | |
|
10. Угол наклона к горизонту, град длина |
10…20 1500 |
|
|
11. Габариты грохота, мм ширина высота |
830 980 |
|
| 12. Масса, кг | 400 | |
Устройство и работа изделий
Грохот представляет собой конструкцию, объединяющую в себе: привод, состоящий из электродвигателя со шкивом и клиноременной передачи с ограждением, короб в сборе с ситом, инерционным вибратором, пружинами, поворотную раму, винтовой механизм и опорную раму.
Короб грохота установлен наклонно на четырех пружинных опорах, каждая из которых состоит из двух пружин, расположенных под углом одна к другой. Такое расположение пружин способствует быстрому гашению колебаний при резонансе, возникающем при включении и выключении грохота. Короб совершает колебательные движения под действием центробежной силы инерции, возникающей при вращении дебалансного вала инерционного вибратора. Траектория движения каждой точки короба находится в вертикальной плоскости и представляет собой замкнутую, близкую к окружности в центре и к эллипсу на концах короба. Круговые колебания короба и его наклонное к горизонту положение обеспечивают транспортирование поступающего угля по ситу одновременно с просеиванием. Просеивающийся уголь попадает на дно короба и совершает аналогичные перемещения.
Таким образом, при работе грохота происходит разделение грохотимого материала по крупности на два класса.
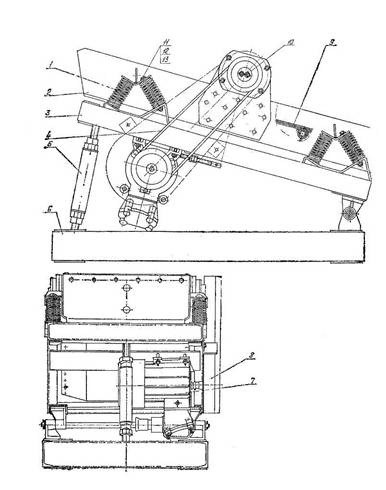
Рис.4--Грохот вибрационный ГВ-06.
1 – пружина ГВ – 06.002; 2 – короб ГВ - 06.060;
3 – рама поворотная ГВ - 06.050; 4 – клиноременная передача;
5 – винтовой механизм; 6 рама; 7 – электродвигатель;
8 – ограждение ГВ 06.080; 9 – сито ГВ – 06.100;
10 – инерционный вибратор; 11 – болт М12х150;
12 – гайка; 13 – шайба 12
3.1.4 Устройство и работа составных частей изделия
Короб является основной частью грохота и предназначен для рассортировки по крупности грохотимого материала. Он представляет собой сварно-клепанную конструкцию, состоящую из двух боковых стенок с накладными щеками для крепления вибратора, задней стенки, труб.
Внутри короба вдоль стенок приварены полосы. Они опираются на трубы и служат опорами для сита. На трубы надеты резиновые кольца.
Короб, установленный наклонно, колеблется под действием центробежной силы, возникающей от вращения, дебалансного вала инерционного вибратора.
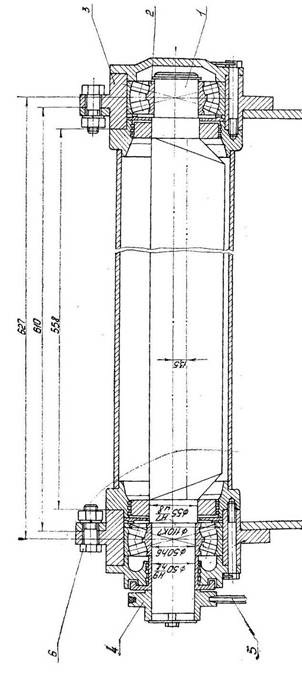
Инерционный вибратор состоит из дебалансного вала, вращающегося на роликоподшипниках, заключенных в корпусы, уплотнений подшипниковых узлов, приводного шкива, клиноременной передачи и крепежных деталей.
Поворотная рама представляет собой сварную конструкцию из швеллеров и угольников. К нижней ее части крепится электродвигатель, а к верхней четыре пружинные опоры. Раму устанавливают под углом к горизонту посредством винтового механизма.
Опорная рама представляет собой сварную конструкцию из швеллеров. На ней крепятся поворотная рама и винтовой механизм, при помощи которого устанавливается необходимый угол наклона поворотной рамы.
Электродвигатель через клиноременную передачу сообщает вращение валу вибратора. Электродвигатель закреплен на поворотной раме.
Сито состоит из сетки, захватов и полос, скрепленных болтами. Оно обеспечивает просеивание поступающего материала и его транспортирование.
Сетку сита крепят захватами за связи - балки и за уголок откидной скобы. Скоба состоит из уголка, приваренного к трубам, в которых имеется ось с насаженными на него резиновыми кольцами. Эти кольца обеспечивают необходимое натяжение сита без помощи вспомогательных средств. Дополнительного подтягивания раз натянутого сита не требуется. Это увеличивает срок службы сита и улучшает качество рассева.
3.2 Правила эксплуатации, основные неисправности и их устранение.
Возможные неисправности и методы их устранения грохота вибрационного ГВ-06представлены в таблице №2.
Возможные неисправности и методы их устранения грохота вибрационного ГВ-06.
Таблица №2.
| Наименование неисправности, внешнее проявление и дополнительные признаки | Метод устранения | |
| 1. Перекос пружин | Неправильно выставлены пружины | Выставить пружины |
| 2. Дребезжание поддона | Недостаточно затянуты гайки | Подтянуть гайки |
| 3. Нагрев подшипниковых узлов |
Чрезмерное наполнение корпуса подшипника смазкой Применены не соответствующие данным условиям марки смазки Отсутствие смазки в подшипнике Смазка не поступает вследствие засорения смазочных отверстий и каналов Попадание в подшипники пыли |
Убрать лишнюю смазку Убрать старую смазку. При помощи шприца ввести смазку 1 —13 жировую ГОСТ 1631-61 Заполнить подшипник смазкой Прочистить смазочные отверстия и каналы Разобрать подшипниковый узел, промыть подшипники, заполнить смазкой |
| 4. Шум в подшипниках и повышение их температуры |
Повреждение рабочих поверхностей подшипника Загрязнение подшипника твердыми частицами; загрязнение пространства между лабиринтными кольцами |
Заменить подшипник Удалить старую смазку, промыть подшипники бензином и заполнить новой смазкой |
|
5. Грохот замедляет движение, т. е. уменьшается число оборотов приводного вала вибратора. При этом амплитуда колебаний короба увеличивается Недостаточное натяжение сита |
Ослабло натяжение приводных ремней Потеря жесткости резиновыми кольцами |
Натянуть ремни, отодвинув электродвигатель при помощи натяжного устройства Заменить резиновые кольца |
3.2.1 Порядок установки
1. Подготовьте горизонтальную площадку. Отклонение от горизонтального расположения площадки не должно превышать 1 градуса
2. Установите грохот на площадку таким образом, чтобы со всех сторон было свободное пространство не менее 1м.
3. Закрепите грохот фундаментными болтами.
4. Снимите болты и шайбы.
5. Подсоедините электродвигатель к сети гибким кабелем.
6. Проверьте надежность крепления ограждения.
3.2.2 Подготовка к работе
1. Перед пуском проверьте:
— наличие смазки в подшипниках;
— работу вентиляционных установок;
— затяжку всех гаек и болтов;
— натяжение сети и установку пружинных опор.
2. Проверьте электропитание грохота и в течение одного часа проследите за его работой без нагрузки.
3. Во время работы не должно наблюдаться дребезжания, ударов короба о поворотную раму.
3.2.3 Порядок работы
1. Основным рабочим режимом грохота считается следующий:
— число оборотов двигателя - 1410 об/мин;
— равномерная подача материала по всей ширине короба грохота;
— правильная регулировка угла наклона короба;
2. Соблюдайте при пуске грохота следующую очередность операций:
— очистите сито;
— включите электродвигатель грохота;
— включите подачу материала.
3. Смену сита производите в следующем порядке:
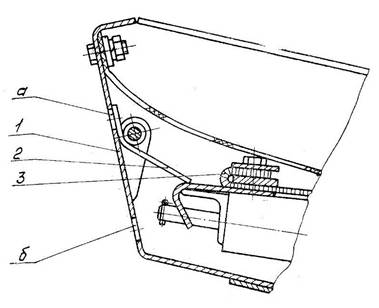
Рис.6--Демонтаж сита
1 – Стенка задняя ГВ 06.063; 2 – защелка ГВ – 06. 070;
3 – сито ГВ – 06.100; «а» - отверстие; «б» - отверстие
— вставьте ломик в отверстие стенки короба;
— отожмите сито вниз;
— поворачивайте защелку вокруг оси;
— отпустите сито, снимите.
4. Натяжение сита производите в обратном порядке (отверстие служит для подъема защелки).
3.3 Технологическая последовательность технического обслуживания.
Техническое обслуживание
1. Рекомендуемая система планово-предупредительных ремонтов предусматривает выполнение следующих видов работ:
— ежесуточная проверка правильной эксплуатации и технического состояния (П); ремонтные осмотры (РО)
— плановые ремонты — текущие ремонты (Т); капитальные ремонты (К).
2. Ежесуточная проверка правильной эксплуатации и технического состояния осуществляется лицами надзора и специалистами младшего звена (механиками, сменными мастерами и т. д.), а также ремонтными слесарями и электрослесарями. Остальные виды обслуживания производят ремонтные бригады.
3. Ремонт грохота, смазку подшипников, натяжение ремней можно производить только во время полной остановки грохота.
Виды, периодичность и порядок технического обслуживания
Таблица№3
| Вид технического обслуживания | Периодичность | Содержание работ |
| Проверка правильной эксплуатации | Ежесуточно |
Проверить нагрев подшипников по нагреву корпуса. Проверить натяжение ремней. Проверить подсоединение заземления грохота |
| Ремонтный осмотр | 1 раз в месяц |
Заменить смазку подшипников. Проверить надежность болтовых соединений Проверить надежность крепления ограждения клиноременной передачи. |
| Текущий ремонт | 1 раз в месяц |
Произвести работы ремонтного осмотра. Проверить пружинные опоры. Заменить изношенные резиновые кольца. |
4. Капитальный ремонт рекомендуется производить один раз в три года.
5. Названные периодичность и порядок технического обслуживания и ремонтов грохота могут быть изменены с учетом особенностей условий его эксплуатации.
6. При сборке составных частей грохота детали должны быть тщательно очищены от грязи.
7. Запрещается производить посадку деталей ударами молотка.
8. Подшипники перед соединением с валом по напряженным посадкам необходимо нагревать в масле до температуры 80—90°С.
9. Смазка грохота производится согласно таблице ( таблица №4) смазки изделия и рисунку №5.
3.3.1 Правила хранения.
1. Грохот должен храниться под навесом на прокладках, предохраняющих его от соприкосновения с землей, от заливания водой. Способ установки грохота на прокладках должен предохранять его от деформаций и повреждений.
2. Неокрашенные обработанные поверхности составных частей грохота законсервированы согласно ГОСТ 9.014-78. для жестких условий (ОЖ) сроком на 3 года, а запасные части — сроком на 5 лет.
3. Если срок хранения превышает сроки консервации, указанные в разделе «Правила хранения», произвести переконсервацию согласно ГОСТ 9.014-78.
Таблица смазки.
Таблица № 4.
| Наименование и обозначение изделия (механизма), номера позиций на иллюстрированной схеме смазки | Наименование смазочных материалов и стандарта (технических условий) на них для эксплуатации | Количество точек смазки | Способ нанесения смазочных материалов | Периодичность проверки и замены смазки | Примечание | ||
| При температуре до минус 40°С | При температуре до плюс 40°С | Для длительного хранения | |||||
|
Подшипник вибратора 1 Подшипник электро-двигателя 2 |
Смазка 1 13 жировая ГОСТ 1631 -61 |
Смазка К-17 ГОСТ 10877-61 |
2 | Шприцем | 2 раза в месяц |
170 г. на точку См. паспорт электродвигателя ВАС 21 - 4 |
|
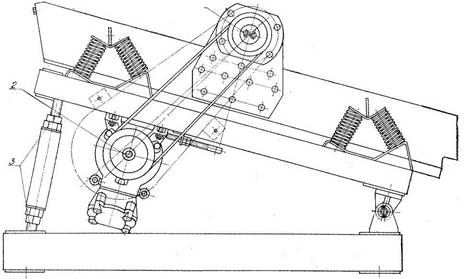
Рис.5--Схема смазки.
3.4 Контроль качества выполнения ремонта.
Проверка технического состояния грохота после ТО и ремонта приведена в таблице № 5.
Проверка технического состояния грохота.
Таблица № 5
| Что проверяется и при помощи какого инструмента, приборов и оборудования Методика проверки | Технические требования |
|
1. Температура смазки подшипников. Проверяется «Методом термометра» по ГОСТ 2933-62 установкой термометра А №3-1°— 160—100 мм ГОСТ 2823—50. |
Температура смазки в подшипниках не должна превышать 60° |
| 2. Готовность грохота к работе. Проверяется проворачиванием двигателя за шкив на валу от руки | Вал должен вращаться свободно, без заеданий |
| 3. Надежность крепления составных частей. Проверяется внешним осмотром | Резьбовые соединения должны быть предохранены от самоотвинчивания |
| 4. Предохранение подшипников от проникновения в них пыли, воды, вытекания из них смазки. Проверяется внешним осмотром | |
| 5. Работа механизма подъема. Проверяется вращением гайки подъемного механизма | Механизм подъема короба должен работать плавно, без заеданий на всей длине винта |
| 6. Крепление накладных листов для установки вибратора. Проверяется обстукиванием головок заклепок молотком | Закрепочные соединения должны быть плотными. Ослабление заклепок не допускается |
| 7. Натяжение сита. Проверяется во время обкатки грохота вхолостую при установившемся режиме работы с помощью вибрографа на боковых стенках короба в плоскости, перпендикулярной просеивающей поверхности. | Амплитуда колебаний грохота должна быть равной 2 мм при частоте 1240 колебаний в минуту |
3.5 Сварочные работы по ремонту технологического оборудования
3.5.1 Ремонт сварных соединений
Ремонт сварных соединений включает операции по выявлению дефектов соединения, подготовку дефектных мест под заварку и сам процесс сварки.
Способы определения дефектов разнообразны и зависят от характера работы соединения. Простейшим способом проверки является внешний осмотр, который имеет целью выявить дефекты сварки, выходящие на поверхность. Эти дефекты представляют собой поры, трещины, непровары, прожоги и др. При осмотре пользуются лупой. Плотность шва может быть определена керосиновой пробой. Для этого на проверяемый участок с наружной стороны наносят тонкий слой разведенного в воде мела. После просушки на внутреннюю поверхность соединения накладывают тряпку, обильно смоченную керосином, и если через 10—15 мин на слое мела появятся потемнения (влажность), то это указывает на неплотность сварного шва или трещины. Эти дефекты обычно устраняют подваркой.
Сварные соединения, несущие большие нагрузки, к качеству которых предъявляются самые высокие требования, например в котлах высокого давления и т. п., подвергают рентгеновскому просвечиванию, магнитному и ультразвуковому контролю.
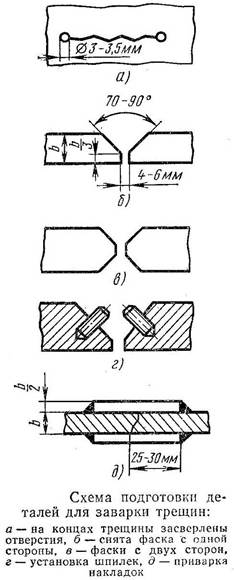
Подлежащие восстановлению детали подвергают определенной подготовке. Замасленные детали вываривают в горячем растворе каустической соды, затем их промывают теплой водой. Поверхности деталей также промывают в органических растворителях (керосине и др.), очищают пескоструйной обработкой, зачисткой напильником и другими способами. Затем детали тщательно осматривают. Если в них имеются трещины, то их подготовляют к заварке следующим обрезом.
После очистки поверхности на концах трещины сверлят отверстия диаметром 3—3,5 мм, чтобы трещина не распространялась дальше. По всей длине трещины прорубают вручную или выполняют на станке фаску. Если толщина детали превышает 12 мм, фаску снимают с обеих сторон. Иногда для большей прочности сварного шва вдоль трещины устанавливают несколько шпилек. Заваривают трещину дуговой или газовой сваркой.
Мелкие трещины на неответственных местах заделывают короткими поперечными швами, которые, охлаждаясь, стягивают трещину. Трещины на деталях из алюминиевых сплавов разделывают до получения канавки глубиной и толщиной до 3 мм. Трещины на деталях толщиной до 10 мм не разделывают.
При ремонте деталей постановкой накладок поверхность вокруг трещины зачищают так, чтобы края ее отстояли от трещины на 25-30 мм.
3.5.1 Классификация сварки.
Сварка технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка – экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопостовимые с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Электродуговая сварка.
Принцип действия.
Дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает в себя три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3-6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание выполняется для разогрева торца электрода и заготовки в зоне контакта с электродом. После отвода электрода с его разогретого торца (катода) под действием электрического поля начинается термоэлектронная эмиссия электронов. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации. По мере разогрева столбца дуги и повышение кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. Отдельные атомы также ионизируются в результате поглощения энергии, выделяемой при соударении других частиц. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда.
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
а) Сварка неплавящимся (графитным или вольфрамовым) электродом, дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла.
б) Сварка плавящимся (металлическим) электродом, дугой прямого действия, с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом.
в) Сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами. При этом основной металл нагревается и расплавляется теплотой столба дуги.
г) Сварка трехфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.
Питание дуги осуществляется постоянным или переменным током. При применение постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катод), во втором – к положительному (анод).
Ручная дуговая сварка.
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом – дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистая, легированная и высоколегированная.
Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях нижнем, вертикальном, горизонтальным, потолочном, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом.
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов.
Автоматическая дуговая сварка под флюсом.
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва.
В процессе автоматической сварки под флюсом дуга горит между проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30 – 35 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – ванна жидкого шлака. Для сварки под флюсом характерно глубокое проплавление основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва, покрытого твердой шлаковой коркой. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи и перемещения. Ток к электроду поступает через токопровод.
Дуговую сварку под флюсом выполняют сварочными автоматами, сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Назначение сварочных автоматов – подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2 – 100 мм. Под флюсом сваривают металлы различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одным из основных звеньев автоматической линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб.
Электрошлаковая сварка и приплав.
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Процесс электрошлаковой сварки начинается с образования шлаковой ванны в пространстве между кромками основного металла и формирующими устройствами (ползунами), охлаждаемые водой, подаваемой по трубам, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой и вводной планкой. После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуры шлака (до 2000 градусов по Цельсию) и расплавления кромок основного металла и электродной проволоки. Проволока вводится в зазор и подается в шлаковую ванну с помощью мундштука. Проволока служит для подвода тока и пополнения сварочной ванны расплавленным металлом. Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых заготовок. По мере заполнения зазора между ними мундштук для подачи проволоки, и формирующие ползуны передвигаются в вертикальном направлении, оставляя после себя затвердевший сварной шов.
В начальном и конечном участках шва образуются дефекты. В начале шва – не провар кромок, в конце шва - усадочная раковина и неметаллические включения. Поэтому сварку начинают на вводной, а заканчивают на выходной планках, которые затем удаляют газовой резкой.
Шлаковая ванна – более распределенный источник теплоты, чем электрическая дуга. Основной металл расплавляется одновременно по всему периметру шлаковой ванны, что позволяет вести сварку металла большой толщины за один проход.
Заготовки толщиной до 150 мм можно сваривать одним электродом, совершающим поперечные колебания в зазоре для обеспечения равномерного разогрева шлаковой ванны по всей толщине. Металл толщиной более 150 мм сваривают тремя проволоками, а иногда и большим числом проволок, исходя из использования одного электрода на 45 – 60 мм толщины металла. Специальные автоматы обеспечивают подачу электродных проволок и их поперечное перемещение в зазоре.
Электрошлаковая сварка имеет ряд преимуществ по сравнению с автоматической сваркой под флюсом: повышенную производительность, лучшую макроструктуру шва и меньшие затраты на выполнение 1 м сварного шва.
К недостаткам электрошлаковой сварки следует отнести образование крупного зерна в шве и околошовной зоне вследствие замедленного нагрева и охлаждения. После сварки необходима термическая обработка (отжиг или нормализация) для измельчения зерна в металле сварного соединения.
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления ковано – сварных и лито сварных конструкций, таких, как станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т. п. Толщина свариваемого металла составляет 50 – 2000 мм.
Сварка в среде защитных газов.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа.
В качестве защитных газов применяют инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), а иногда – смеси двух газов и более.
Сварка в среде защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, полуавтоматической и автоматической.
По сравнению с ручной сваркой покрытыми электродами и автоматической под флюсом сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
Области применения сварки в защитных газах охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т. п.). Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей.
Контактная сварка.
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта.
На поверхности свариваемого металла имеются пленки оксидов и загрязнения с малой электропроводимостью, которые также увеличивают электро - сопротивление контакта. В результате в точках контакта металл нагревается до термопластического состояния или до оплавления. При непрерывном сдавливании нагретых заготовок образуются новые точки соприкосновения, пока не произойдет полное сближение до межатомных расстояний, т. е. сварка поверхностей.
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную, шовную.
Стыковая сварка.
Стыковая сварка разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины. Зажим 1 установлен на подвижной плите, перемещающийся в направляющих, зажим 2 укреплен на неподвижной плите. Сварочный трансформатор соединен с плитеми гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия, развиваемого механизмом осадки.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой оплавлением.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавления выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуются особой подготовки места соединения. Можно сваривать заготовки с сечением, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Наиболее распостраненными изделиями, изготовляемые стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетонная арматура.
Точечная сварка.
Точечная сварка разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и зажимают между электродами, подводящими ток к месту сварки. Соприкасающиеся с медным электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжается до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл свариваются несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно сваривать 2 –200 точек одновременно. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токораспределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. Многоточечную сварку применяют в основном в массовом производстве, где требуется большое число сварных точек на заготовке.
Шовная сварка.
Шовная сварка разновидность контактной сварки, при которой между свариваемыми заготовки образуется прочное и плотное соединение. Электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.
В процессе шовной сварки листовые заготовки соединяют внахлестку, зажимают между электродами и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной геометрически шов. Шовную точку, так же как и точечную, можно выполнить при двусторонней и одностороннем расположениях электродов.
Шовную сварку применяют в массовом производстве при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3 – 3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной, но используют для получения герметичного шва.
3.5.2 Дефекты, образующиеся при сварке.
Остаточные сварочные напряжения и деформация.
Дефекты в соединениях бывают двух типов: внешние и внутренние. В сварных соединениях к внешним дефектам относят наплывы подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним – скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. В паяных соединениях внешними дефектами являются наплывы и натеки припоя, неполное заполнение шва припоем; внутренними – поры, вкючения флюса, трещины и др.
Качество сварных и паяных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и пайки и приемочным контролем готовых сварных или паяных соединений. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
Применяемые сварочные материалы.
Сварочные электроды
Металлические электроды для сварки представляют собой пруток из специальной проволоки, называемой стержнем электрода (в подавляющем большинстве случаев из низкоуглеродистой стали), на который нанесён слой покрытия (см. рисунок). Электроды диаметром 4, 5 и 6мм имеют стандартную длину 450мм.
Электродное покрытие служит: а) для защиты металла сварочной ванны от воздуха, б) для раскисления и легирования наплавленного металла, в) для стабилизации горения дуги.
В соответствии с этим в состав любого электродного покрытия входят материалы, выполняющие соответствующие функции : шлакообразующие (например, марганцевая руда, гематит, гранит, мрамор, рутил и др.); флюсующие, т.е. придавать шлаку жидкотекучесть (плавиковый шпат); раскисляющие(ферросплавы элементов, обладающих большим сродством к кислороду); легирующие(ферросплавы различных элементов); стабилизирующие(материалы, содержащие элементы, обладающие низким потенциалом ионизации, например, мрамор, поташ, углекислый барий и др.).
3.6 Стропальные работы по ремонту технологического оборудования.
Такелажем называется совокупность средств, применяемых для подъема и перемещения грузов; к ним относятся стальные и пеньковые канаты, стропы и цепи, блоки, тали, применяемые совместно с грузоподъемными механизмами.
Монтаж колонн
Монтаж колонн начинают только после установки и выверки фундаментов.
Колонны, устанавливают на фундамент стаканного типа. В верхней узкой части такого фундамента расположено отверстие, называемое стаканом. В это отверстие (стакан) устанавливают колонну и замоноличивают ее.
Колонны транспортируют и хранят в горизонтальном положении, а устанавливают вертикально. Поэтому их приходится строповать за верхнюю часть или выше центра тяжести, а для расстроповки, если нет специальных приспособлений, необходимо подниматься на значительную высоту. Кроме того, при подъеме из горизонтального положения в вертикальное в колонне от собственного веса возникают нагрузки, которые могут привести к появлению трещин в бетоне. До подъема колонны обстраивают лестницами и люльками, с которых ведут дальнейший монтаж.
Колонны промышленного здания начинают устанавливать там, где по проекту должны находиться связи между колоннами. Если необходимо начинать монтаж с несвязевых колонн, между ними ставят временные связи.
Колонны монтируют с помощью крана. Способ строповки колонн определяется проектом производства работ. В некоторых колоннах устраивают проушины-петли, за которые с помощью универсальных или облегченных стропов с крюками их и стропуют.
Колонны стропуют различными захватными приспособлениями, например захватными скобами, универсальной траверсой. С помощью скоб колонны переводят из горизонтального положения в вертикальное на весу. Захватные скобы состоят из блочной подвески, которая крепится к крюку грузоподъемного механизма, роликовых скоб и стропа. При развороте колонны строп перемещается по ролику на блочной подвеске. Универсальную траверсу используют не только для монтажа колонн, но и для монтажа других конструкций, например балок и ригелей.
Она состоит из траверсы, к которой шарнирно подвешиваются однорольные блоки. Через блоки пропущен канат, закрепляемый за колонну. Если на колонне есть петли, то вместо каната применяют два стропа с крюками, петлями или карабинами на концах.
Приспособление для монтажа длинномерных элементов состоит из облегченного стропа, который крепят концами к проушинам на обойме. Между ветвями стропа устанавливают трубчатую траверсу, которую закрепляют к стропу с помощью зажимов. Расстояние от обоймы до траверсы должно быть таким, чтобы после подъема колонны в вертикальное положение ее верх свободно проходил между обоймой и траверсой. Наверху строп обрамляют скобой, выполненной из разрезанной и согнутой трубы, которую (зажимами крепят к стропу. Она служит для предохранения стропа от перетирания. К обойме крепят облегченный строп, его один конец идет к обойме, а второй - к скобе. Стропы на концах имеют коуши. Это приспособление удобно тем, что после установки
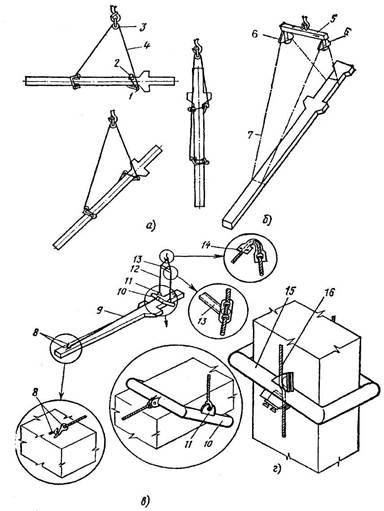
Рис.7-- Строповка колонны:
а - захватными скобами, б - универсальной траверсой,
в, г - приспособлениями для монтажа колонн; 1, 2, 8, 14 - скобы,
3 - блочная подвеска 4, 9, 12, 16 -стропы, 5, 13 — траверсы,
6 однорольные блоки, 7 - канат, 10, 15 -обоймы, 11 - проушина.
элементов из горизонтального положения в вертикальное (в частности — колонн) такелажнику не приходится подниматься на верх для расстроповки.
Если поднимаемая колонна должна быть после установки расчалена, перед подъемом к колонне прикрепляют расчалки. Балки или стропильные фермы устанавливают на колонну с временных приставных лестниц.
Приспособление применяют для монтажа колонн как одноэтажных, так и многоэтажных зданий. Одним из условий применения данных грузоподъемных приспособлений является отсутствие выше обоймы выступающих деталей.
Длину стропов выбирают в зависимости от длины поднимаемых элементов. Строп можно внизу крепить к скобе или к любой выступающей детали, способной выдержать вес поднимаемого элемента.
После установки колонны в вертикальное положение на фундамент и ее закрепления такелажник с земли открепляет строп от колонны и обойма, принимая горизонтальное положение (за счет противовеса, вставленного внутри трубы обоймы, равного массе стропа и расположенного в противоположной стороне от крепления стропа), снимается с колонны.
Это приспособление применяют в тех случаях, когда колонна расположена на земле плашмя и поднимается в плоскости наименьшей жесткости. Если колонна располагается в горизонтальном положении на ребре, то используют приспособление, представленное на рисунке. Как и в предыдущем примере, перед, подъемом обойму надевают на колонну. Вместо двух облегченных стропов в данном случае применяют один строп, который крепят вверху к траверсе и скобе.
На обойме есть вваренные щеки, между которыми проходит строп. Между щеками вварены овальные прокладки—одна постоянная вверху и вторая перемещающаяся внизу. Нижняя подвижная прокладка оснащена болтами, которые прижимают облегченный строп к обойме и. препятствуют перемещению стропа в процессе подъема. За счет овальности прокладок строп в обойме не перетирается и находится постоянно в необходимом положении. Размеры обоймы должны быть немного больше размеров поднимаемых элементов для того, чтобы после расстроповки обойма, оснащенная стропами, свободно поднималась вверх и соскальзывала с колонны. Если описанных приспособлений нет, применяют полуавтоматические захваты или траверсы.
Колонны поднимают двумя способами: поворотом вокруг ее нижнего конца, лежащего на земле, или способом скольжения. В первом случае стрела крана перемещается по мере подъема колонны, а нижний конец колонны, поворачиваясь, остается на одном месте. Во втором случае стрела крана не перемещается, а низ колонны скользит по земле. Под низ подкладывают катки или тележки.
3.6.2 Техника безопасности при монтаже колонн.
Такелажные работы при монтаже строительных конструкций в большинстве случаев приходится выполнять на большой высоте. Поэтому каждый такелажник должен знать правила техники безопасности.
К работе по монтажу строительных конструкций допускаются лишь рабочие, прослушавшие вводный (общий) инструктаж на рабочем месте о правилах безопасного выполнения конкретной работы. Проведение инструктажа оформляют в журнале соответствующей записью, которая подтверждается подписями рабочего, получившего инструктаж, и лица, проводившего инструктаж.
Такелажники, выполняющие работу на высоте, к которой предъявляются повышенные требования по технике безопасности, должны пройти обучение по утвержденной программе, сдать экзамены по технике безопасности и иметь соответствующее удостоверение. До прохождения обучения их к самостоятельной работе не допускают.
В сроки, установленные Министерством здравоохранения, такелажники проходят предварительный и периодический медицинские осмотры.
К верхолазным и другим особо опасным строительно-монтажным работам допускаются лица не моложе 18 лет. Верхолазными считаются все работы, которые выполняются на высоте более 5 м от поверхности грунта, перекрытия или рабочего настила, над которым производятся работы с временных монтажных приспособлений или непосредственно с элементов конструкций оборудования, машин и механизмов при их установке, монтаже и ремонте. При этом рабочий должен быть в предохранительном поясе.
Администрация монтажного участка обязана все монтажные приспособления, подъемные механизмы и вспомогательные приспособления до пуска в работу подвергнуть техническому освидетельствованию.
Каждый такелажник должен знать правила знаковой сигнализации (табл. 1), применяемой при перемещении грузов кранами.
Во время подачи знаковой сигнализации место, с которого подаются сигналы, должно быть хорошо освещено. При недостаточном освещении места работы, а также при сильном снегопаде или тумане и в других случаях, когда машинист крана плохо различает сигналы стропальщика, работы по подъему или перемещению грузов следует прекратить.
3.7 Безопасные приемы работы при выполнении ремонта.
Указание мер безопасности
1. К обслуживанию грохота могут быть допущены только лица, выдержавшие испытания в объеме техминимума, по технике безопасности и прошедшие инструктаж.
2. Для избежания нарушения правил техники безопасности необходимо:
— обеспечить в помещении для грохота надлежащую общую вентиляцию и отсос пыли;
— очищать сетку деревянными шуровочными приспособлениями и деревянными молотками только после остановки грохота;
— соблюдать при монтаже, опробовании и эксплуатации грохота «Правила технической эксплуатации электроустановок потребителей» и «Правила техники безопасности при эксплуатации электроустановок»;
— заземлить раму стальной проволокой диаметром не менее 5 мм, приварив один конец проволоки к раме, а другой подсоединив к заземляющему контуру цеха;
— заземлить электродвигатель с помощью заземляющей жилы силового кабеля;
— смазывать подшипники только во время полной остановки грохота;
— вести постоянный контроль за грохотом.
3. Запрещается:
— производить какие бы то ни было работы на грохоте, поднятом на стропах;
— включать грохот без ограждения;
— регулировать, смазывать или ремонтировать грохот на ходу;
— включать электродвигатель грохота без заземления и при неисправных злектропусковых устройствах;
— устанавливать на движущихся частях грохота дополнительные детали или сборочные единицы, загрузочные или разгрузочные лотки, кожухи и т. п., так как это может привести к нежелательному изменению режима работы грохота уменьшению амплитуды колебаний, поломкам;
— подавать материал на грохот с высоты более 0,5 м, так как это увеличит интенсивность износа сит и деталей грохота;
— допускать просыпание материала через борта короба — это может вызвать заштыбовку зазоров между подвижными частями и неподвижными конструкциями;
— оставлять работающий грохот без надзора.
4. Питающие и приемные устройства должны удовлетворять следующим требованиям:
— питающие устройства, подводящие материал, должны равномерно распределять его по всей ширине короба и подавать на грохот по ходу движения;
— загрузка грохота должна производиться через равномерные промежутки времени так, чтобы подаваемый материал не скапливался в загрузочной части короба;
— конструкция загрузочного устройства должна исключать возможность образования столба подаваемого на сито - грохота материала;
— загрузочные устройства должны быть сблокированы с пусковым устройством грохота таким образом, чтобы при включении первым включался грохот, а при выключении первым выключалось загрузочное устройство.
4. Раздел.
Охрана труда
4.1 Общее положение по охране труда для слесаря- ремонтника.
Охрана труда это система законодательных актов и законов. Соответствующих им экономических механических и санитарно – технических норм, направленное на сохранение жизни и здоровья работающих на предприятиях.
Задача охраны труда свести к минимуму производственный травматизм и профессиональные заболевания.
Производственный травматизм – это состояние нетрудоспособности в результате производительной деятельности (в рабочее время на рабочем месте или на территории предприятия).
Профессиональные заболевания – это болезни, вызванные условиями труда (пыль, шум, освещённость, влажность).
Вредные производственные факторы – это факторы, которые приводят к профессиональным заболеваниям.
Опасные производственные факторы – приводят к производственным факторам (электрический ток, колюще режущий инструмент, вращающиеся части станков).
Структура органов охраны труда представлена на рисунке № 8
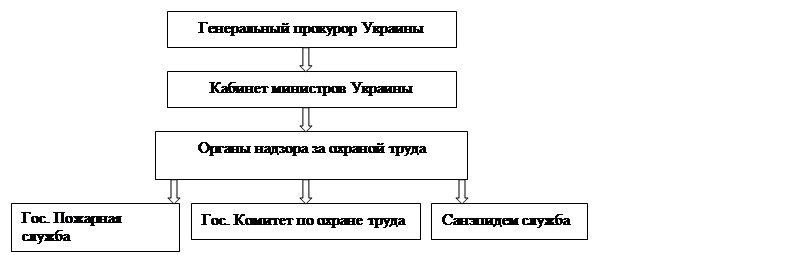
Рис.8-- Структура органов охраны труда
4.1.1 Вредные и опасные производственные факторы на рабочем месте, способы их устранения.
Вредные производственные факторы представлены в таблице № 6.
Вредные производственные факторы.
Таблица № 6.
| Вредные производственные факторы | |||
| Химические | Физические | Биологические | Психофизиологические |
|
- токсическая пыль; - химические газы; - химические выбросы; |
- пыль; - шум; - освещённость; - вибрации; - излучение; - температура; - влажность; - давление; |
- бактерии; - вирусы; - микроорганизмы; |
- нервные перегрузки; - стрессы; - монотонность труда; |
Характеристика видов вредных производственных факторов.
1. Микроклимат
t = 18 – 25 oC (для цехов 14 – 16 oC)
W = 40 – 60 %
давление = 760 мм ртутного столба
2. Освещённость – это распределение светового потока по рабочей зоне.
Правила освещённости:
- Наличие двух источников света – естественного и искусственного;
- Равномерность освещения;
- Отсутствие мигания и ярких вспышек.
Измеряется освещённость люксметром, норматив до 30 люкс/м2
3. Шум – это смешение звуков разной частоты и силы, которые присутствуют на рабочем месте.
Звуковая шкала:
- до 20 дБ – уровень шепота;
- до 40 дБ – уровень разговорной речи;
- до 85 дБ – уровень производственного шума;
- до 130 дБ – уровень непереносимого шума;
- до 180 дБ – уровень «утомления метала».
Измеряется шумометром.
4. Вибрации это колебания различных волновых процессов, которые происходят при определённых физических нагрузках.
Признаки вибрационной болезни:
- частые головные боли, головокружения, обмороки.
- ушные и носовые кровотечения, нервные стрессы;
- отклонения от прямо - хождения, нервные типы;
- инсульт, инфаркт, парализация организма.
5. Производственная пыль это взвешенные в воздухе твёрдые частицы, которые образуются в воздухе из отходов производства или в процессе труда.
Измеряется двумя показателями ПДК и ПДН.
ПДК – предельно допустимые концентрации.
ПДН - предельно допустимые нормы.
6. Излучение - бывает электромагнитным, ионизирующим, радиоактивным, лазерным и т.д.
Источники излучений:
- силовые подстанции;
- компьютеры и телевизоры;
- атомные электростанции;
- медицинская техника;
- лазерные установки.
Общие требования к организации рабочего места слесаря
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к другим рабочим местам в мастерской, расположению оборудования, местоположению рабочего и оснастки, размещению инструментов, приспособлений (порядок на рабочем месте).
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте делят на предметы постоянного и временного пользования, за которыми постоянно закреплены места хранения и расположения.
Расстояния от тары с заготовками и готовой продукцией и от оборудования (верстака) до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук. При этом учитывают, что при выполнении трудовых приемов, связанных с небольшими сопротивлениями усилию, особенно при необходимости выдержать большую точность при изготовлении деталей, в работу включают мелкие звенья руки (кисть или даже одни пальцы). При выполнении приемов, связанных с усилиями среднего значения и характеризующихся небольшими амплитудами, движение совершают за счет мышц плеча и предплечья и, наконец, при выполнении приемов, связанных со значительным усилием (6...8 Н), в движении принимает участие вся рука и даже корпус рабочего.
Между организацией рабочего места и уровнем организованности труда учащихся имеется прямая связь. От планировки, т.е. характера размещения на рабочем месте основного и вспомогательного оборудования, заготовок, изготовленных деталей, инструментов и приспособлений, зависит создание условий для высокопроизводительного труда учащихся.
При планировке рабочих мест должны учитываться: зоны досягаемости рук в горизонтальной и вертикальной плоскостях; количество сочленений тела, участвующих в движениях.
Зоны (1, 2, 3) досягаемости рук учащихся в горизонтальной плоскости при работе стоя и сидя . Эти зоны определяют, на каком расстоянии от корпуса рабочего должны быть размещены предметы, которыми он пользуется в процессе работы. Соблюдение зон досягаемости избавляет рабочего от лишних движений. Наиболее удобная, оптимальная зона определяется полудугой радиусом примерно 300 мм для каждой руки. Максимальная зона досягаемости — 430 мм без наклона корпуса и 650 мм - с наклоном корпуса не более чем на 30° для учащегося среднего роста. Расположение предметов дальше указанных пределов повлечет дополнительные, а следовательно, лишние движения, т.е. вызовет ненужную затрату рабочего времени, ускорит утомляемость работающего и снизит производительность труда.
Зоны досягаемости рук в вертикальной плоскости при работе стоя. Эти зоны дают возможность определить наиболее выгодное расположение всех предметов с учетом роста работающего.
Трудовые движения учащихся можно подразделить на пять групп: 1) движения пальцев; 2) движения пальцев и запястья; 3) движения пальцев, запястья и предплечья; 4) движения пальцев, запястья, предплечья и плеча; 5) движения пальцев, запястья, предплечья, плеча и корпуса.
Для снижения утомляемости, в движениях работающего должно участвовать наименьшее количество сочленений. Поэтому рабочие места планируют и оборудование расставляют так, чтобы работающий использовал более простые движения, т.е. движения первых трех групп. Движения пятой группы, т.е. всего корпуса, по возможности должны быть устранены. Для этого все предметы, в первую очередь заготовки, располагают на такой высоте, при которой работающий берет их руками, не сгибаясь.
Основные требования по соблюдению указанного, порядка на рабочих местах состоят в следующем:
все необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет;
инструменты и материалы, которые во время работы требуются чаще, размещают ближе к себе, а применяемые реже — дальше; все используемые предметы располагают примерно на высоте пояса;
инструменты и приспособления размещают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держат справа, что берут левой - слева; что используют чаще -кладут ближе, что используют реже - дальше;
нельзя класть один предмет на другой или на отделанную поверхность детали;
документацию (чертежи, технологические или инструкционные карты, наряды и др.) держат в удобном для пользования и гарантированном от загрязнения месте;
заготовки и готовые детали хранят так, чтобы они не загромождали проходы и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие; легкие предметы кладут выше тяжелых.
Ручной инструмент должен соответствовать особенностям анатомической формы руки человека: в противном случае в ходе работы будут травмироваться межпальцевые бугорки, снабженные тонкими нервными окончаниями, и ямка ладони наименее мускулистая часть.
На межпальцевых бугорках могут появиться потертости, нарывы, мозоли. Поэтому рукоятки слесарных инструментов должны быть такой формы, которая позволяла бы соприкасаться с рукояткой мышцам большого пальца и бугорка мизинца. Эти выступы на ладони имеют не только сильные мускулы, но и упругую жировую ткань, которая смягчает вибрации и удары.
При размещении на рабочем месте инструментов, приспособлений.
4.1.3 Электробезопасность.
При работе с электрооборудованием необходимо, прежде всего, остерегаться непосредственного соприкосновения со всякого рода токоведущими частями, с частями оборудования и металлоконструкциями, которые оказались под напряжением вследствие нарушения изоляции в тех или иных электроустановках.
В сухих производственных помещениях относительно безопасным считается напряжение тока до 40 В. В помещениях жарких, сырых, с земляным или бетонным полом безопасно напряжение только до 12 В. Провода высокого напряжения должны быть, размещены в местах, не доступных для соприкосновения с ними.
Чем больше сила тока, тем больше опасность поражения. Ток в 0,1 А и выше, как правило, является для человека смертельным.
Степень опасности поражения электрическим током зависит от ряда условий, в частности от характера прикосновения к токоведущим частям. Особенно опасно двухполюсное прикосновение, т.е. одновременное прикосновение к двум фазам находящейся под напряжением электрической сети. Тело человека тогда оказывается под действием полного рабочего напряжения сети, и ток, проходящий через него, достигает 0,1 А.
При однополюсном прикосновении, которое нередко наблюдается в моменты случайного прикосновения человека к одному из проводов сети, напряжение, действующее на человека, почти в два раза меньше.
Поражение электрическим током может иметь место не только при контакте с токоведущими частями, но и при соприкосновении счастьями оборудования, в обычных условиях не находящихся под напряжением. Последнее может произойти в результате нарушения изоляции токоведущих частей. Причиной поражения электрическим током могут быть также ручные электроинструменты, временные осветительные и силовые проводки, а также переносные электрические осветительные приборы.
Для безопасного проведения работ предусматриваются следующие меры:
1. Заземление или зануление всех металлических частей оборудования.
2. Применение индивидуальных средств защиты (изолирующие резиновые коврики и перчатки, инструмент с изолированными ручками и т.д.)
3. Применение безопасного напряжения (не выше 36 В при пользовании ручными переносными лампами и не выше 12 В при работе в особо опасных условиях – в сырых помещениях, внутри аппаратов и т.п.)
4. Сооружение временных ограждений от проводов и кабелей, находящихся под напряжением и проходящих в районе ремонтной площадки.
Если отключение установки не может быть осуществлено достаточно быстро, нужно принять меры к отделению пострадавшего от токоведущих частей, к которым он прикасается.
Для отделения пострадавшего от токоведущих частей или провода напряжением до 1000 В следует воспользоваться сухой одеждой, канатом, палкой, доской или каким - либо другим сухим предметом, не проводящим электрический ток. Использовать в таких случаях металлические или мокрые предметы запрещается. Можно взяться за одежду пострадавшего, если она сухая или отстаёт от тела, например за полы пиджака или пальто, избегая при этом прикосновения к окружающим и металлическим предметам и к частям тела, не прикрытым одеждой. Оттаскивая пострадавшего за ноги, не следует касаться его обуви.
В целях изоляции оказывающий помощь должен надеть диэлектрические перчатки и галоши или обмотать свои руки шарфом, обернуть суконной фуражкой, натянуть на кисти руки рукав и т.п. Для изоляции рук можно также накинуть на пострадавшего резину, прорезиненную материю (плащ) или просто сухую материю. Можно также встать на сухую доску или какую либо сухую, не проводящую электрический ток подстилку, свёрток одежды и т.д.
При отделении пострадавшего от токоведущих частей рекомендуется действовать по возможности одной рукой.
При необходимости нужно перерубить или перервать провода топором с сухой деревянной рукояткой или другим соответствующим изолированным инструментом. Производить это нужно с должной осторожностью (не касаться проводов, рубить каждый провод в отдельности, надев диэлектрические резиновые перчатки и галоши).
При отделении пострадавшего от земли или от токоведущих частей, находящихся под напряжением выше 1000 В, необходимо быть в перчатках и действовать штангой или клещами, рассчитанными на соответствующее напряжение.
Необходимо также помнить, что после отключения линии на ней может сохраняться заряд, опасный для жизни, и что лишь надёжное заземление может его нейтрализовать.
Пожарная безопасность
Противопожарные мероприятия при производстве ремонтных работ не отделимы от мероприятий по технике безопасности.
К основным профилактическим мероприятиям можно отнести:
- удаление пожаро – и взрывоопасных продуктов (сырья, полупродуктов, готовой продукции) из аппаратов и коммуникаций;
- очистку, промывку, пропарку и продувку ремонтируемого оборудования;
- поддержание строгого распорядка при производстве огневых работ.
С целью предотвращения пожаров в период подготовки к ремонту из помещения, аппаратов и коммуникаций удаляется сырьё, продукты реакций, готовая продукция, тара, упаковочные материалы; расчищаются повреждённые участки полов, облицовок, изоляций, которые пропитанные химическими веществами. Проводится уборка и проветривание помещений.
Аппаратура и технологические трубопроводы, в которых находились вредные и легковоспламеняющиеся вещества, подвергаются тщательной обработке. Вид обработки применяется исходя из местных условий и применяемых в производстве веществ.
Наиболее ответственными и трудоёмкими являются огневые работы, к которым относится электрическая и газовая сварка, а также резка металлов.
Перед электросварочными работами проводится тщательная подготовка всего помещения (цеха, участка).
В необходимых случаях с целью быстрой ликвидации пожаров предусматриваются специальные мероприятия: установка дополнительных пожарных линий, отходящих от магистральных трубопроводов, увеличение на опасных участках переносимых или перевозимых средств тушения пожаров.
Допускать к проведению огневых работ лиц, не прошедших противопожарного техминимума, запрещается.
Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения.
С целью разработки пожаропрофилактических мероприятий для взрыво – и пожароопасного цеха привлекается специалист, который определяет объем и сроки ремонта пожарных водопроводов, спринклерных и дренчерных устройств, а также пенного и углекислотного оборудования и инвентаря. Определяются наиболее опасные участки, уточняется список противопожарных средств, проверяется наличие и исправность противопожарного оборудования и инвентаря. Специалист по пожарной технике совместно с руководством цеха на основании графика ремонта оборудования указывает места расположения временных пожарных постов и устанавливает способы сигнализации на случай возникновения пожара (автоматическая тревожная сигнализация, переносной временный телефон и т.д.)
Список литературы.
1. Гельберг Б.Т., Ремонт промышленного оборудования, Высшая школа, 1981.
2. Макиенко Н.И., Общий курс слесарного дела, Высшая школа, 1989.
3. Ермаков В.И., Технология ремонта химического оборудования, 1977.
4. Ермаков В. И., Шеин В. С. Технология ремонта химического оборудования. Л. «Химия», 1977. 280 с., 15 табл., 133 рис., список литературы 130 назв.
5. Общий курс процессов и аппаратов химической технологии: Учебник: В 2 кн./В.Г. Айнштейн, М.К. Захаров, ГА. Носов и др.; Под рел. В.Г. Айнштейна. М.: Логос; Высшая школа, 2003. Кн. 1.912 с.: ил.
6. Общий курс процессов и аппаратов химической технологии: Учебник: В 2 кн./ В.Г. Айнштейн, М.К. Захаров, Г.А. Носов и др.; Под ред. В,Г. Айнштейна. М: Логос; Высшая школа, 2003. Кн. 2. 872 с.: ил.
7. Маслов В.И. Сварочные работы:-М.:ПрофОбрИздат,2002 г.
8. Глизманенко Д.Л. Сварка и резка металлов М.:-Высш. Шк.,1971 г.
9. Рыбоков В. М. Дуговая и газовая сварка М.: Высш. шк. 1986 г.
10. Шебеко Л.П. Оборудование и технология дуговой механизированной и автоматической сварки М.: Высш. шк. 1986 г.
11. Чернышов Г.Г. Сварочное дело. Сварка и резка металлов М.: ПрофОбрИздат 2002 г.
12. Рахмилевич З.З., Радзин И. М.,Фарамазов С.А. Справочник механика химической и нефтехимической производства. М.: Химия, 1985. 592 с.
13. Безопасность работ в химических производствах (сборник официальных материалов и методических указаний). Киев, Техника, 1980. 398 с.
14. Фаримазов С. А. Охрана труда при эксплуатации и ремонте оборудования химических и нефтеперерабатывающих предприятий. М., Химия, 1985.
15. Техническое описание и инструкция по эксплуатации и ремонту Грохот вибрационный ГВ-06.000 ТО
16. Терехов В.К., Металловедение и конструкционные материалы, Москва 1988
Содержание.
Реферат
1.Раздел. Общая часть. Введение.
2. Раздел. Организационная часть.
2.1 Организация рабочего места слесаря-ремонтника.
2.2 Инструмент, оборудование и приспособления, применяемых при ремонте.
2.3 Материалы, применяемые в ремонтном деле.
3 Раздел. Техническая часть.
3.1 Назначение, устройство и техническая характеристика
3.2 Правила эксплуатации, основные неисправности и их устранение.
3.3 Технологическая последовательность техническое обслуживание и ремонт
3.4 Контроль качества выполнения ремонта.
3.5 Сварочные работы по ремонту технологического оборудования.
3.5.1 Классификация сварки.
3.5.2 Дефекты, образующиеся при сварке.
3.6 Стропальные работы по ремонту технологического оборудования.
3.6.1 Монтаж колонн
3.6.2 Техника безопасности при монтаже колонн
3.7 Безопасные приемы работы при выполнении ремонта.
4 Раздел. Охрана труда
4.1 Общее положение по охране труда для слесаря- ремонтника
4.1.1 Вредные и опасные производственные факторы на рабочем месте, способы их устранения.
4.1.2 Правила организации рабочего места, виды опасных зон на рабочем месте.
4.1.3 Электробезопасность.
4.1.4 Пожарная безопасность.
Список литературы.
© 2009 База Рефератов