
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов
Дипломная работа: Совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
На тему:
"Совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов"
2009
Введение
Сегодня полимерные материалы широко используются практически во всех отраслях промышленности и в быту, в том числе и для изготовления ответственных и высоконагруженных изделий. Мировой объем производства полимерных материалов постоянно растет.
Все многообразие полимерных материалов подразделяют на 3 больших класса. Первый – это материалы общетехнического назначения: полиэтилен, полипропилен, полистирол и его сополимеры, поливинилхлорид и др. Эти материалы производятся в мире десятками миллионов тонн. Они имеют относительно невысокую цену, темпы роста объемов их производства – 3 – 4% в год. Второй класс – это материалы инженерно-технического назначения. К этому классу принято относить всего шесть типов полимеров: полиамиды, поликарбонат, полиацетали, полибутилентерефталат, модифицированный полифениленоксид и термоэластопласты. Объемы их современного производства достигли в 2000 г. 4,7 млн. тонн, а ежегодные темпы роста за последние пять лет находятся в пределах 5–7%. Третий класс – это суперконструкционные материалы. Объем их производства относительно невелик и измеряется в сотнях тысяч тонн. К этому классу относят полисульфон и его модификации, полифениленсульфид и поли-эфиримиды, полиэфирэфиркетон и др. [1, 2]. Наибольший объем производства базовых термопластов приходится на полиэтилен.
К числу самых крупнотоннажных полимеров относится полиэтилен низкого давления. В настоящее время ПЭНД (в том числе линейный полиэтилен низкой плотности ЛПЭНД) производят на 140 заводах, принадлежащих 114 фирмам. США принадлежат несколько более 40% мировых мощностей ПЭНД, Японии – около 7%.
Мощности по производству полиэтилена на разных предприятиях составляют от 25 тыс. т в год до 400 тыс. т в год и часто зависят от объемов производства этилена на данном предприятии [3]. Предприятия, производящие синтетические полимерные материалы (смолы, реактопласты, термопласты), базируются в основном, на непрерывных технологических процессах.
Сырьем для производства синтетических полимерных материалов, как правило, служат продукты нефтепереработки, нефтехимии и газопереработки. В последние 10-15 лет проявилась тенденция организации производства синтетических полимерных материалов не на самостоятельно функционирующих предприятиях, производящих только полимерные смолы и пластмассы, а как продолжение технологической цепочки предприятий нефтепереработки и нефтехимии. Такие предприятия, производя мономеры и полупродукты из нефти и газа, перестают поставлять мономеры как товарную продукцию, а организуют производство полимеров как заключительный этап технологической цепочки или даже производя из полимерного материала готовые изделия промышленного назначения и поставляя в качестве готовой продукции не мономеры и не гранулированные полимерные материалы, а изделия из полимерных материалов.
Несмотря на постоянное снижение уровня производства за прошедшие годы, производство термопластов пока остается рентабельным. Хотя уровень рентабельности также постепенно снижается, даже при сохранении существующего парка оборудования (хотя и значительно устаревшего) и существующих в настоящее время объемов и поставщиков сырья, производство термопластов останется рентабельным еще около 10 лет. Важным фактором сохранения производства термопластов является замена устаревшего оборудования и устаревших технологических процессов на современные, обеспечение сырьевой базы и снижение себестоимости продукции.
В современных рыночных условиях актуальным вопросом для предприятия является расширение ассортимента, при сохранении конкурентоспособности продукции, то есть увеличение прочностных характеристик и улучшение внешнего вида изделий.
В связи с этим в данном дипломном проекте предлагается совершенствование производства труб из полиэтилена низкого давления путем применения суперконцентратов для окрашивания в различные цвета с целью улучшения их внешнего вида, прочностных характеристик и увеличение ассортимента.
1. Технологический раздел
1.1 Информационный анализ
1.1.1 Свойства промышленных полиэтиленов
Исходным сырьём для получения полиэтилена является этилен. При нормальных условиях этилен – бесцветный газ с температурой кипения равной 103,80С. Предел взрываемости 3–34% объемных. Устойчив при нагревании до температуры 3500С, выше разлагается с выделением метана, ацетилена, водорода и твёрдого углерода. Растворим в спиртах, дихлорэтане, эфире, плохо растворим в воде.
Получают пиролизом непредельных углеводородов при 870–8300С. Для этой цели используют попутные газы, выделяющиеся при добыче нефти, природные углеводородные газы. В настоящее время для производства полиэтилена применяют три технологии:
1. Полимеризация этилена при высоком давлении (ПЭВД).
Осуществляется по реакции радикальной полимеризации этилена в конденсированной газовой фазе мономера в присутствии радикальных инициаторов (кислород, органические перекиси) при давлении 150–300 МПа и температуре 200–2800С. Такой полиэтилен называют полиэтиленом высокого давления или низкой плотности. Он имеет плотность r = 920–930 кг/м3, молекулярную массу от 80000 до 500000, степень кристалличности 50–65%. Высокомолекулярный полиэтилен образуется только при высокой концентрации этилена, чему способствует создание высокого давления (при давлении реакции концентрация этилена выше примерно в 450–500 раз, чем при атмосферном давлении).
2. Полимеризацию этилена при низком давлении (ПЭНД).
Полимеризация осуществляется в среде органического растворителя при давлении, не превышающем 0,5 МПа, и температуре ниже 800С. Катализаторами являются комплексы Циглера–Натта.
Большой интерес для промышленности представляет радиационная полимеризация этилена, протекающая под действием γ-лучей при 13–20 атм. и комнатной температуре.
3. Полимеризацию этилена при среднем давлении (ПЭСД).
Полимеризацию проводят в среде разбавителя при 3,5–4,0 МПа и 125–1500С на окисно-металлических катализаторах.
В зависимости от условий полимеризации различают три вида полиэтилена [4]: полиэтилен высокого давления (ПЭВД, или низкой плотности – ПЭНП), полиэтилен среднего давления ПЭСД и полиэтилен низкого давления ПЭНД (или высокой плотности, ПЭВП). Несмотря на то, что различные виды полиэтилена получают из одного и того же мономера, они представляют собой совершенно различные материалы (табл. 1.1.). Это объясняется разным строением макромолекул и разной способностью к кристаллизации.
Например, ПЭНП состоит из разветвленных макромолекул и представляет собой мягкий и эластичный материал, ПЭСД и ПЭНД (ПЭВП), имеющие линейное строение и довольно высокую степень кристалличности (85–90%), – жесткие продукты. Существенным недостатком полиэтиленов является быстрое старение под действием кислорода и УФ-излучения. Старение можно резко замедлить введением антиоксидантов, светостабилизаторов или химическим модифицированием [5].
Полиэтилен хорошо сваривается, что позволяет легко создавать сложные конструкции из отрезков изделий, кроме того, он широко применяется для защиты металлов методом газопламенного напыления.
Полиэтилен низкой плотности – ПЭНП – полупрозрачный эластичный материал молочного цвета с хорошими диэлектрическими свойствами и низким водопоглощением [6–8].
Таблица 1.1
| Свойства | Полиэтилен | ||
ВД |
НД | СД | |
|
Число групп СН3 на 100 атомов углерода (разветвлённость) |
21,6 | 5,0 | 1,5 |
| Количество двойных связей на 1000 атомов углерода | 0,4 – 0,6 | 0,4 – 0,7 | 1,1 – 1,5 |
| Степень кристалличности, % | 55 | 85 | 90 |
|
Плотность, кг/м3 |
910 – 920 | 940 – 950 | 950 – 970 |
|
Температура плавления, 0С |
105 – 108 | 120 – 128 | 127 – 130 |
|
Теплостойкость (метод НИИПП), 0С |
108 –110 | 120 – 128 | 128 – 133 |
| Разрушающее напряжение (растяжение), МПа | 12 – 16 | 22 – 32 | 25 – 40 |
| Твёрдость по Бриннелю, МПа | 0,14 – 0,25 | 0,45 – 0,58 | 0,56 – 0,65 |
Свойства полиэтилена
Благодаря молекулярной структуре с разветвлениями разной длины цепи ПЭНП называется «полиэтиленом с разветвленной цепью». Материал относится к полукристаллическим и имеет степень кристалличности не выше 50–60%. Температура плавления ПЭНП 103–110°С, плотность 0,917–0,923 г/см3, прочность при растяжении 11,5–15,0 МПа, относительное удлинение при разрыве 550–600%, разрушающее напряжение при изгибе 12,0–20,0 МПа, предел текучести при растяжении 9,5–14,0 МПа, секущий модуль эластичности 90–215 МПа. Водопоглощение за 30 сут составляет не более 0,020%. Максимальная температура эксплуатации 60°С.
Для экструзии используют высоковязкие (экструзионные) марки полимера с ПТР 0,3–2,0 г/10 мин (Г – 190 X; Р = 2,16 кгс).
Химической модификацией ПЭНП получен линейный полиэтилен низкой плотности (ЛПЭНП, PE-LLD, L-LDPE), который представляет собой легкий эластичный кристаллизующийся материал с теплостойкостью по Вика до 118°С. Имеет большую стойкость к растрескиванию, ударную прочность и теплостойкость, чем ПЭНП, биологически инертен [4, 7–9].
Применяется в основном для производства плоской и рукавной упаковочной пленки, емкостей, контейнеров, в том числе и для пищевых продуктов.
В России производство отечественного ЛПЭНП в промышленных масштабах в настоящее время отсутствует. Свойства и производители зарубежных марок приведены в [8–9], например, Clearflex, Flexirene (Polymen Europa), Dowlex (Dow), Escorene (ExxonMobil), LLDPE(Borealis), Marlex(CPC), Sclair (NOVA Chemicals), SeetecLLDPE(Hyundai). Отечественный сополимер этилена с винилацетатом, получаемый совместной полимеризацией этилена и винилацетата в массе под высоким давлением, известен под торговой маркой Сэвилен, который выпускается в гранулированном виде (как базовые марки, так и композиции со стабилизаторами). Основной производитель в России – Казанский завод нефтеорганического синтеза. Сэвилен имеет большую эластичность и прозрачность, чем ПЭНП; его свойства зависят, в первую очередь, от содержания винилацетата: с его повышением кристалличность, прочность при растяжении, твердость и теплостойкость уменьшаются, а плотность, эластичность, прозрачность и адгезия возрастают. Для экструзии применяют марку 11104–030 с содержанием винилацетата 5–7%. Марка имеет плотность 0,925 г/см3, ПТР 1–5 г./10 мин, прочность при растяжении 11,3 МПа, относительное удлинение при разрыве 600%, теплостойкость по Вика 85–95°С [10]. Широко используется при производстве витых шлангов разного диаметра из Z-образного профиля. Основное назначение таких шлангов – воздухоотсосы от различного оборудования.
Полиэтилен высокой плотности – ПЭВП – полупрозрачный высококристаллический материал молочного цвета, обладает высокой упругостью расплава, имеет хорошую стойкость к большинству органических и неорганических кислот, щелочей и солей. Недостаточно стоек к хлорированным углеводородам и материалам-окислителям. Температура плавления 125–135°С, плотность 0,95–0,96 г./см3, температура размягчения по Вика 120–125°С, предел текучести при растяжении 22–25 МПа, относительное удлинение при разрыве 250–700%, модуль эластичности при изгибе 680–850 МПа. Водопоглощение за 30 сут не более 0,03 – 0,04%. Максимальная температура эксплуатации 60°С [4, 5, 7]. Для экструзии профилей применяют высоковязкие марки ПЭВП с ПТР 0,3–2,4 г/10 мин (Т= 190°С, Р= 5 кгс). Отечественные марки ПЭВП соответствуют ГОСТу 16638–77. Материал применяется для производства профилей относительно несложной формы.
Свойства ПЭВП связаны с молекулярной массой и кристалличностью полимера. При переработке молекулярную массу характеризует текучесть расплава (или его ПТР), а степень кристалличности – плотность изделия. Чем уже распределение по молярным массам (полидисперсность), тем хуже перерабатываемость, меньше остаточные напряжения в изделии и выше прочность расплава и предельная вытяжка.
Высокомолекулярный полиэтилен (ВМПЭ, PE-HMW, PE-UHMW). Высокомолекулярный полиэтилен (ВМПЭ) обладает комплексом свойств, существенно отличающих его от «обычного» ПЭВП [10, 11]:
¨ низкий коэффициент трения в сочетании с высокой механической прочностью позволяет использовать ВМПЭ для изготовления лыжной ленты, разнообразных профильных направляющих и подложек для транспортеров и конвейеров в пищевой и холодильной промышленности, листов для футеровки оборудования в горнорудной промышленности, кузовов автомобилей, бесшумных не смазываемых шестерней, деталей эндопротезов, блоков в виде стержней и плит для дальнейшей механической обработки и изготовления втулок, опор, направляющих;
¨ высокая химическая стойкость позволяет применять ВМПЭ для изготовления деталей насосов в химической промышленности (взамен фторпластов), прокладок для агрессивных сред, сепараторов, аккумуляторов взамен мипоры;
¨ биологическая инертность и свойства, допускающие возможность стерилизации материала, позволяют применять ВМПЭ в медицинской и пищевой промышленности.
Показатели качества ВМПЭ, производителем которого в России является Томский нефтеперабатывающий комбинат, соответствуют ТУ 2211–068–057 96653–98 и имеют следующие значения: плотность не менее 0,936 г/см3, массовая доля золы не более 0,05–0,10%, содержание летучих веществ не более 0,25–0,50%, прочность на разрыв не менее 30 МПа, относительное удлинение при разрыве не менее 250% [11].
ВМПЭ выпускают в виде порошка без добавок (базовая марка) или с добавками по рецептурам, указанным в ГОСТе 16338.
1.1.2 Виды полиэтиленовой продукции
Все виды полиэтиленовой продукции, получаемые различными методами находят широкое применение.
Большая часть продукции из полиэтилена низкой плотности служит упаковочным материалом, конкурируя с другими пленками (целлофановой, поливинилхлоридной, полиэтилентерефталатной и др.), меньшая используется для изготовления различных изделий (сумок, мешков, облицовки для ящиков, коробок и других видов тары).
Широко применяются пленки для упаковки замороженного мяса и птицы, при изготовлении аэростатов и баллонов для проведения метеорологических исследований верхних слоев атмосферы, защиты от коррозии магистральных нефте- и газопроводов. В сельском хозяйстве прозрачная пленка используется для замены стекла в теплицах и парниках. Черная пленка служит для покрытия почвы в целях задержания тепла при выращивании овощей, плодово-ягодных и бобовых культур, а также для выстилания силосных ям, дна водоемов и каналов. Все больше применяется полиэтиленовая пленка в качестве материала для крыш и стен при сооружении помещений для хранения урожая, сельскохозяйственных машин и другого оборудования.
Из полиэтиленовой пленки изготовляют предметы домашнего обихода: плащи, скатерти, гардины, салфетки и т.д. Пленка может быть нанесена с одной стороны на различные материалы: бумагу, ткань, целлофан, металлическую фольгу.
Армированная полиэтиленовая пленка отличается большей прочностью, чем обычная пленка такой же толщины. Материал состоит из двух пленок, между которыми находятся армирующие нити из синтетических или природных волокон или редкая стеклянная нить.
Из очень тонких армированных пленок изготовляют скатерти, а также пленки для теплиц; из более толстых пленок – мешки и упаковочный материал. Армированная пленка, упрочненная редкой стеклянной тканью, может быть применена для изготовления защитной одежды и использована в качестве обкладочного материала для различных емкостей.
На основе пленок из ПЭ могут быть изготовлены липкие (клеящие) пленки или ленты, пригодные для ремонта кабельных линий высокочастотной связи и для защиты стальных подземных трубопроводов от коррозии. Полиэтиленовые пленки и ленты с липким слоем содержат на одной стороне слой из низкомолекулярного полиизобутилена, иногда в смеси с бутилкаучуком. Выпускаются они толщиной 65–96 мкм, шириной 80–150 мм.
ПЭНП и ПЭВП применяют и для защиты металлических изделий от коррозии. Защитный слой наносится методами газопламенного и вихревого напыления [12].
Из всех видов пластмасс полиэтилен нашел наибольшее применение для изготовления методами экструзии и центробежного литья труб, характеризующихся легкостью, коррозионной стойкостью, незначительным сопротивлением движению жидкости, простотой монтажа, гибкостью, морозостойкостью, легкостью сварки [13].
Непрерывным методом выпускаются трубы любой длины с внутренним диаметром 6–300 мм при толщине стенок 1,5–10 мм. Полиэтиленовые трубы небольшого диаметра наматываются на барабаны. Литьем под давлением изготовляют арматуру к трубам, которая включает коленчатые трубы, согнутые под углами 45 и 90°, тройники, муфты, крестовины, патрубки. Трубы большого диаметра (до 1600 мм) с толщиной стенок до 25 мм получают методом центробежного литья.
Полиэтиленовые трубы вследствие их химической стойкости и эластичности применяются для транспортировки воды, растворов солей и щелочей, кислот, различных жидкостей и газов в химической промышленности, для сооружения внутренней и внешней водопроводной сети, в ирригационных системах и дождевальных установках.
Трубы из ПЭНП могут работать при температурах до +60°С, а из ПЭВП до +100°С. Такие трубы не разрушаются при низких температурах (до -60°С) и при замерзании воды; они не подвергаются почвенной коррозии.
Из полиэтиленовых листов, полученных экструзией или прессованием, можно изготовить различные изделия штампованием, изгибанием по шаблону или вакуумформованием. Крупногабаритные изделия (лодки, ванны, баки и т.п.) также могут быть изготовлены из порошка полиэтилена путем его спекания на нагретой форме. Отдельные части изделий могут быть сварены при помощи струи горячего воздуха, нагретого до 250°С.
Формованием и сваркой можно изготовить вентиля, колпаки, контейнеры, части вентиляторов и насосов для кислот, мешалки, фильтры, различные емкости, ведра и т.п.
Одним из основных методов переработки ПЭ в изделия является метод литья под давлением [14–17]. Полиэтилен всех марок является физиологически безвредным, поэтому большое распространение в фармацевтической и химической промышленности получили бутылки из полиэтилена объемом от 25 до 5000 мл, а также посуда, игрушки, электротехнические изделия, решетчатые корзины и ящики.
В настоящее время методы изготовления двух- и трехцветных изделий из пластических масс литьем под давлением находят все более широкое применение. Ведущее место в мировом производстве пластмассовых многоцветных изделий, а также литьевых машин и форм для их получения занимают ФРГ, Япония и Великобритания [18].
Номенклатура выпускаемых деталей довольно широка: посуда, шкатулки, игрушки, клавиши печатных и вычислительных машин, ручки управления автомобилей, телефонные цифровые диски, осветительная арматура автомобилей и т.п.
Многоцветные изделия получают в основном двумя способами. Первый способ заключается в том, что на обычном литьевом оборудовании отливают сначала часть детали одного цвета, а затем используют ее как арматуру во второй форме, где отливают часть детали второго цвета. При литье многоцветных изделий данным способом необходимы две или три литьевые машины. Второй способ предполагает применение только одной специализированной литьевой машины. Этот способ более прогрессивный. Затраты на изготовление в этом случае значительно меньше за счет снижения стоимости оборудования, трудовых затрат (уменьшения количества обслуживающего персонала) и повышения производительности труда в результате сокращения технологического цикла (многоцветная деталь на специализированной машине отливается за 21–35 с, а на обычных машинах – за 3– 5 мин).
Оборудование для изготовления двух- или трехцветных деталей из пластических масс можно классифицировать по расположению инжекционных узлов. Существует три основных типа литьевых машин: с параллельным расположением инжекционных узлов, перпендикулярным расположением: с расположением инжекционных узлов в линию по обе стороны от поворотной формы. В отдельную группу можно выделить роторные литьевые установки.
Из машин первой группы следует отметить литьевую машину, созданную фирмой «Windsor» (Великобритания), на которой за один цикл отливается трехцветное изделие. Из трех узлов впрыска два имеют объем по 164 см3, третий – 360 см3. Усилие узла замыкания – 500 тс. Электрическое управление обеспечивает необходимые последовательность, длительность операций и температурный режим. Той же фирмой выпущена литьевая машина для производства двухцветных изделий. Ее конструкция позволяет отливать два изделия одного цвета или одно изделие большого объема (в режиме интрузии). В общем случае при производстве многоцветных изделий предпочтительнее использовать машины с вертикальными узлами смыкания, многопозиционными формами и с поворотными столами. Это значительно сокращает технологический цикл.
Во второй группе машин представляет интерес литьевая машина «Allrounder 200» (США). Она создана на основе стандартной модели литьевой машины и снабжена вторым узлом впрыска, клапаном для переключения потоков, материала и дополнительной системой управления. Дополнительный узел впрыска установлен перпендикулярно первому узлу. Эта машина используется в основном для отливки клавишей счетных и пишущих машинок.
Третью группу машин представляет установка, состоящая из нескольких машин, установленных по обе стороны поворотной формы. Примером может служить установка, состоящая из трех литьевых машин, которые расположены по обе стороны от неподвижной плиты, на которой находится блок с поворотными полуформами. К подвижным плитам также присоединены полуформы. Подвижные плиты передвигаются по колоннам при помощи гидроцилиндров и производят смыкание форм. Затем к формам подводятся литьевые машины тоже при помощи специальных гидроцилиндров. После впрыска и охлаждения расплава все литьевые машины и подвижные плиты отводятся, а неподвижная плита поворачивается на 180° вокруг вертикальной оси. Затем снова происходит смыкание форм и впрыск материала. Впрыск материала со стороны двух машин производится через два отдельно расположенных литниковых канала. В результате получается трехцветное изделие. Можно с обеих сторон от неподвижной плиты установить по две машины и отливать четырехцветное изделие.
При производстве многоцветных изделий необходимо учитывать конструкцию формы, так как для четкого разграничения цветов требуется обеспечить высокую точность изготовления формующих элементов. Для этого также должна быть достигнута определенная плоскостность поверхностей арматуры и матрицы в местах их стыка. В противном случае граница цветов будет размазана. Кроме того, арматура должна быть на 0,01–0,02 мм выше матрицы. Это позволит исключить подливы.
При конструировании многоцветного изделия учитывается совместимость полимеров (если его предполагается изготавливать из разных материалов). Для повышения прочности таких деталей используют различные уступы, приливы, штифты и т.п. Формы для получения многоцветных изделий имеют большое число подвижных элементов и изготавливаются с повышенной точностью. Их отличительной особенностью является наличие механизма, перемещающего оформляющие части из одной позиции в другую.
Фирма «Chubu Loses Co Ltd» (Япония) разработала форму, которая разделена перегородками на две части (или более). После впрыска одного расплава перегородки извлекаются из формы (без ее разъема) и производится впрыск второго.
Конструкция форм фирмы «Arburg Allrounder Co» (ФРГ) предусматривает многократное их замыкание и размыкание при отливке одного или нескольких изделий. Примером может служить шестигнездная двухпозиционная форма для изготовления клавиши или двухгнездная форма для телефонного цифрового диска.
В Австрии применяют 20- и 26-гнездовые формы, которые позволяют отливать полный комплект клавиш для пишущих машинок. Клавиши, очищенные от литников и облоя, отличаются высокой точностью размеров (до ±0,01 мм). Для отливки клавиш также может быть использована специальная стационарная форма с двумя литниковыми каналами для двух расплавов, снабженная выдвижными стержневыми вставками, которые закрывают в момент впрыска первого материала литниковый канал и часть формы, предназначенные для второго материала [14].
1.1.3 Переработка полимеров методом экструзии
Как отмечалось выше, полиэтилен можно перерабатывать методами экструзии и литья. В данном дипломном проекте предлагается изготавливать полиэтиленовые трубы методом экструзии.
Экструзия это изготовление из гранулированного, порошкообразного или зернистого полимера бесконечного формованного профилированного изделия.
В экструзионной установке наиболее значимым элементом является сам экструдер, называемый также шнековым прессом.
Принцип работы экструдера состоит в том, что в нагреваемом материальном цилиндре вращается шнек, который уплотняет, расплавляет и гомогенизирует полимерную массу, а затем выдавливает ее сквозь выходное отверстие формующей головки. Сам по себе экструдер еще не является машиной для переработки полимеров, а представляет собой лишь пластицирующее устройство.
Экструдер, укомплектованный формующей головкой, устройствами калибровки, охлаждения, отвода и намотки – это технологическая установка для переработки полимеров.
Наряду с одношнековыми машинами также используются и многошнековые экструдеры.
Из многошнековых машин для переработки порошкообразных полимеров особое значение приобрел двухшнековый экструдер.
Экструзии поддаются все термопласты. Единственное ограничивающее условие – все подлежащие переработке полимеры в состоянии плавления должны обладать высокой степенью вязкости. Это необходимо для того, чтобы выходящий из формующей головки расплав не растекался, а сохранял на короткое время приданную ему форму. Высокая вязкость расплава достигается либо высокой степенью полимеризации, либо введением в полимер определенных добавок. Из всех термопластов экструзией чаще других перерабатывается ПВХ, за ним следуют ПЭ и ПП. При изготовлении труб для обогрева полов все большее значение приобретает сшитый ПЭ, в котором образование поперечных химических связей достигается использованием пероксида. Как правило, доля порошковых добавок (вспенивающий агент или пероксид) в полимере составляет от 0,5 до 5%.
Основным элементом экструзионной производственной линии является экструдер. Одношнековый экструдер состоит из материального цилиндра с размещенным в нем шнеком, электродвигателя, загрузочного бункера и редуктора (рис. 1.1).
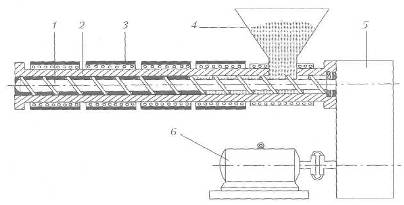
Рис. 1.1. Схематическое изображение экструдера: 1 – шнек; 2 – материальный цилиндр; 3 нагреватели; 4 – загрузочный бункер; 5 – редуктор; 6 – двигатель
На цилиндре устанавливаются несколько кольцевых нагревателей (от 4 до 6), каждый из которых регулируется индивидуально. Как правило, в каждой зоне нагрева смонтировано охлаждающее устройство, что повышает точность регулировки температуры. Для предотвращения преждевременного оплавления полимерной массы зона цилиндра, находящаяся в непосредственной близости от загрузочного отверстия, в процессе работы экструдера постоянно охлаждается.
Назначение экструдера состоит в перемещении, уплотнении, пластикации и гомогенизации полимерной массы, направляемой в формующую головку.
Все эти технологические процессы происходят внутри материального цилиндра. Именно поэтому шнек разделен на несколько зон (рис. 1.2). Разделение шнека на зоны следует из ставящихся перед экструдером задач.

Рис. 1.2. Разделение шнека на три стадии технологического
В одношнековом экструдере движение материала в зоне питания происходит за счет сил трения между полимерной массой, стенкой цилиндра и шнеком. В этом случае действительна следующая формулировка: «Чем меньше коэффициент трения между шнеком и полимером, и чем выше коэффициент трения между стенкой материального цилиндра и полимером, тем лучше проходит процесс движения материала».
Поскольку соотношения сил трения в гладком цилиндре и в канале шнека не является чрезмерно высокими, то и добиться оптимальной подачи материала не представляется возможным.
В данном дипломном проекте, чтобы добиться принципиальных улучшений, предлагается внедрить в процесс захватывающую втулку, снабженную пазами. У полимерной массы появляется возможность зацепиться за пазы, что предотвращает ее одновременное вращение со шнеком. Это явление можно сравнить с винтом и гайкой – если ключом удерживать гайку на вращающемся винте, то она за счет резьбы может перемещаться вдоль оси вращения.
Двухшнековые экструдеры с соскабливающими противоточными шнеками работают по принципу принудительной подачи.
За счет сцепления гребней одного шнека с витками второго образуются закрытые камеры, таким образом, полимерная масса передается по цилиндру.
На синхронно срабатывающих двухшнековых машинах абсолютного образования подобных камер достичь невозможно. Материал имеет возможность обратного течения вокруг обоих шнеков. Тем не менее, за счет вращательного движения шнеков обеспечивается эффективное движение полимерной массы вперед.
Пустоты между частицами сыпучего продукта (гранулят, порошок) заняты воздухом. Перед полным расплавлением полимера этот воздух необходимо выдавить или отсосать.
Необходимое для уплотнения давление достигается за счет уменьшения объема витка в средней части длины шнека.
Этого можно добиться постоянным уменьшением глубины нарезки при ее неизменном шаге (шнек с уменьшающейся глубиной канала), или же за счет уменьшения шага витка (шнек с дегрессивным шагом). При использовании одношнековых экструдеров первый из перечисленных вариантов встречается чаще всего.
На двухшнековых экструдерах сжатие полимерной массы достигается за счет создания дополнительных шагов витка. На конических двухшнековых экструдерах сужение шагов витка шнека происходит по направлению к коническому концу, а значит и сжатие, создаваемое за счет уменьшающегося диаметра шнека, задано заранее.
Другой способ отвода воздуха и летучих веществ, образующихся в процессе расплавления полимеров, состоит в их отсосе через специальные отверстия в цилиндре.
Длина шнеков с системой дегазации, как правило, составляет 30D. Отсос летучих компонентов происходит на среднем участке шнека, в так называемой области декомпрессии.
На двухшнековых экструдерах для процесса дегазации рекомендуется использовать шнеки со встречным движением. Полимерная масса постоянно захватывается вращающимися шнеками, что предотвращает забивку отверстия дегазации.
Расплавление полимера
Процесс расплавления полимерной массы также начинается со сжатия. За счет соприкосновения с горячей стенкой цилиндра и вследствие трения о шнек и материальный цилиндр полимер нагревается до тех пор, пока не начинают плавиться отдельные его частицы. Передняя стенка канала шнека постоянно соскабливает расплав полимера со стенки цилиндра (рис. 1.3.) [19–20].
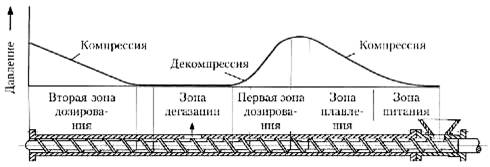
Рис. 1.3. Профиль давления на шнеке с системой дегазации
Перед толкающей стенкой канала образуется скопление расплавленной фракции, которая захватывает и увлекает за собой нерасплавленные частицы. При этом происходит постоянный теплообмен, который совершается до тех пор, пока в одном витке шнека не будет расплавлен весь материал. Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. В этом случае на данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека: вначале – небольшого объема для расплава и значительного – для твердого вещества, а в конце наоборот: большой объем – для расплава и небольшой – для нерасплавленного полимера. Через барьерный виток расплав из канала с твердым веществом перетекает в канал с расплавом.
Изменяя высоту нарезки обоих каналов, можно регулировать мощность расплавления и однородность расплава. Это тип шнека часто используют в сочетании со сдвиговыми и смесительными элементами.
После расплавления необходимо гомогенизировать (тщательно перемешать) расплав. Это необходимо как для равномерного распределения добавок, так и для тождественности температур. После завершения процесса расплавления температура граничных слоев расплава у цилиндра и шнека гораздо выше, чем температура массы в середине капала.
Перемешивание достигается за счет сложных движений потока (гидродинамики потока), происходящих в канале шнека в зоне гомогенизации.
Наряду с осевым потоком, определяющими для гомогенизации являются радиальный (вращательное движение), противопоток (под действием давления в формующем инструменте) и поток утечек (е зазоре между гребнем нарезки шнека и внутренней поверхностью материального цилиндра).
Расплавленная полимерная масса на участке диспергирующего элемента продавливается сквозь узкий зазор между ним и стенкой цилиндра. За счет напряжения сдвига полимерная масса нагревается и становится более текучей. В следующей зоне смешения происходит значительное усиление гомогенизации. Сам процесс смешения осуществляется за счет разделения и последующего объединения потока с помощью многочисленных кулачков, размещенных на шнеке.
Процесс гомогенизации в двухшнековом экструдере может осуществляться путем смешения, протекающего в зазоре. Смешение происходит на участке наложения шнеков, при этом расплав полимера перемещается из соответствующих камер шнеков. Потоки материала встречаются в зазорах перехода от одного шнека к другому и тщательно перемешиваются друг с другом.
В ходе всех процессов гомогенизации отдельные частицы расплава испытывают сдвиговые напряжения, в результате чего происходит разогрев материала.
Чем больше число оборотов шнека, тем сильнее разогрев материала за счет сдвиговых напряжений. Экструдеры, используемые для переработки ПЭ – полимера с широкой областью плавления, могут работать без внешнего нагрева – за счет большего количества числа оборотов шнека. Подобные экструдеры известны как адиабатические или автотермические. В зависимости от диаметра шнека число его оборотов может колебаться от 200 до 500 в мин.
Давление внутри цилиндра возникает из-за противодействия, которое встречает на своем пути материал, перемещаемый шнеком.
Причиной противодействия становится узкий участок между материальным цилиндром и экструзионной головкой, а также размер и форма выходного канала (фильеры) последней [20–21].
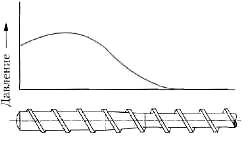
Рис. 1.4. Распределение давления по всей длине шнека
Для получения однородного расплава в материальном цилиндре экструдера необходима определенная величина давления. Максимальное давление устанавливается на каком-либо из участков материального цилиндра. Оттуда давление воздействует в том числе и на зону загрузки экструдера, то есть в направлении, противоположном направлению подачи, что приводит к возникновению противопотока (рис. 1.4). В современных экструдерах контроль производства осуществляется с помощью датчика давления, установленного между концом шнека и формующей головкой.
Распределение давления, характерное для шнеков с зоной дегазации, приведено на рис. 1.3. В этом случае имеют место два участка максимального давления и зона декомпрессии, в которой и осуществляется дегазация.
Рост давления в двухшнековых экструдерах со встречным движением шнеков начинается лишь в последних витках зоны дозирования. Оно достигает своего максимума на участке дросселирования между цилиндром и экструзионной головкой. В двухшнековых экструдерах с узконаправленным вращением незакрытые камеры обеспечивают лучшее распределение давления в цилиндре экструдера, хотя и здесь наиболее высокого значения давление массы достигается в конце материального цилиндра.
Экструзионные линии.
В состав экструзионной линии входят: экструдер, формующая головка, калибровочное, охлаждающее, приемное, наматывающее оборудование, а также оборудование, используемое для разделительной резки.
Нередко в экструзионной линии используются и другие установки, например, приборы для измерения толщины стенок, маркировочные устройства (для тиснения на трубах необходимой информации), штамповочное оборудование или устройства формовки трубопроводных муфт.
Кроме того, в состав линии можно включить устройства для приема изделий, например, вакуумные всасывающие рукава для приемки листов, качающиеся желоба (лотки) для труб и штабелирующее устройство.
Экструзионная линия для изготовления труб и профилей состоит из экструдера, трубной экструзионной головки, калибровочного устройства, участка охлаждения, гусеничного или роликового тянущего устройства, устройства для разделительной резки и качающегося желоба.
Для экструзии профилей и труб используется пластифицированный и непластифицированный ПВХ, ПЭ, ПП, ПА, ПС, ПММА.
Для переработки гранулята применяется одношнековый экструдер, а для переработки порошкового ПВХ – двухшнековый.
Кроме того, тип экструдера, как и все остальные составляющие экструзионной линии, зависит от вида погонажного изделия.
При изготовлении труб малого и среднего диаметра используются вакуумные калибровочные устройства, тогда как трубы большого диаметра могут быть изготовлены только с использованием калибровки сжатым воздухом с пробкой.
В качестве охлаждающих участков при изготовлении груб, как правило, выступают водяные бани или камеры с несколькими распределенными по периметру трубы водяными душами.
Маркировка трубы выполняется после охлаждения изделия. Она осуществляется тиснением или оттиском и предполагает нанесение фирменного (товарного) знака, обозначение размера, номинального давления или знака качества. Затем гусеничное приемное устройство захватывает трубу и передает на качающийся желоб (лоток). При изготовлении труб большого диаметра приемное устройство оснащено большим количеством «гусениц» (до 12), которые равномерно распределяются по всему диаметру трубы.
За приемным устройством следует устройство разделительной резки. Изготовление профилей из жестких полимерных материалов схоже с изготовлением труб малого диаметра. Поскольку толщина стенок труб, как правило, невелика, достаточно использовать устройство вакуумной калибровки с водяным охлаждением [16].
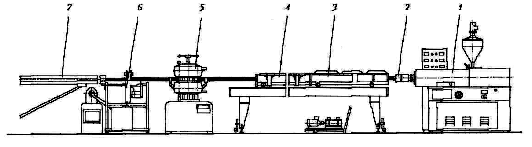
Рис. 1.5. Экструзионная установка для производства труб. 1. – экструдер; 2 экструзионная головка; 3 – калибровочное устройство; 4 – водяная баня; 5 тянущее устройство; 6 – разделительная пила; 7 – качающийся желоб
В некоторых областях (например, в производстве профилей оконных рам) высокая конкуренция заставляет производителей искать пути повышения производительности. Один из путей – замена стандартного калибровочного участка несколькими последовательными калибровочными узлами, длина которых составляет от 600 до 700 мм. Часто в таких случаях водяная баня заменяется охлаждающим туннелем, внутри которого размещены несколько вентиляционных (воздушных) щелей. В зависимости от чувствительности профилей звенья цепи гусеничного приемного устройства покрываются резиной или пенорезиной. Сплошные профили калибруются за счет непосредственно прилегающих к экструзионной головке термостатируемых калибровочных насадок.
Для гофрированных труб из непластифицированного ПВХ или рифленых труб со шлицами необходимы особые калибровочные устройства.
Горячий полимерный рукав, выходящий из удлиненной формующей головки попадает непосредственно в калибровочное устройство, которое в данном случае играет рол ь тянущего устройства.
Для этого используется непрерывно движущаяся пара цепей, которые изготовлены из стали и оснащены формовочными сегментами, рифлеными с внутренней стороны (рис. 1.6). Формовка гофрированных труб может осуществляться как при помощи сжатого воздуха, подаваемого через отверстия в оболочке сегментов, и заглушки, так и посредством вакуума.
Шлицы в рифленых трубах проделываются вращающимися вокруг изделия фрезерными дисками после его выхода из калибровочного устройства.
Изделия из вспененных полимеров с плотной наружной поверхностью (так называемые интегральные пенопласты) при равном количестве используемого сырья и материалов обладают повышенным моментом сопротивления. В производстве изделий из вспененного материала методом экструзии это является преимуществом [16].
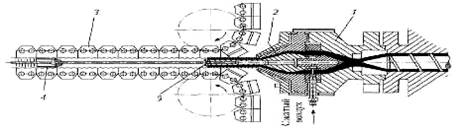
Рис. 1.6. Наружная калибровка гофрированной трубы с использованием сжатого воздуха и формовочных цепей: 1 – экструзионная головка; 2 – формующая щель; 3 формовочная цепь; 4 – уплотнительная пробка; 5 – выход сжатого воздуха
Возможность изготовления профилей и труб из вспененных полимеров требует некоторого преобразования экструзионной головки и калибровочного оборудования.
1.1.4 Особенности переработки полиэтилена
Как отмечалось полиэтилен легко перерабатывается на стандартном экструзионном оборудовании без каких-либо существенных изменений в конструкции агрегатов, комплектующих линию.
Поверхности калиброванного профиля можно улучшить путем кратковременного оплавления, пропуская профиль через нагревательный туннель, в котором установлены инфракрасные нагреватели. Степень нагрева поверхности профиля и прогрева его в целом следует контролировать и регулировать интенсивность теплового излучения. При недостаточном охлаждении внутренней поверхности профиля его повторный нагрев может деформировать форму изделия, и изделие пойдет в брак. Наиболее благоприятный вариант оплавления поверхности – профиль полностью остыл ниже Т, а нагрев поверхности происходит очень быстро и на малую глубину.
Улучшения качества поверхности профиля можно добиться также путем введения в материал специальных добавок [12, 22], создающих при течении расплава смазывающий слой на границе расплав-металл. Благодаря этому течение приближается к стержневому, уменьшается разбухание расплава и искажение формы экструдата. Например, российская фирма «Сталкер» [22] предлагает процессинговую экструзионную добавку ПО-АР 11 для улучшения перерабатываемости ПЭВП, ПЭНП, ПП, повышения внешнего вида и других качественных характеристик изделий из полиолефинов. Содержание добавки в композиции не превышает 0,5–2,5%.
При выборе такого рода добавок и подборе режима переработки необходимо следить за тем, чтобы течение было стабильное и не приобретало характер режима течения с периодическим проскальзыванием (stick-sleep). Это регулируется с помощью подбора оптимального количества добавки и температуры по зонам головки.
Предварительный подогрев материала снижает удельные энергозатраты на переработку и улучшает качество изделий, поэтому желателен подогрев материала в бункерных сушилках до температуры 80–90°С.
Полиэтилен перерабатывается в довольно широком диапазоне температур. Для повышения производительности процесса рекомендуется снижать температуру расплава. Чем выше температура массы, тем больше потребуется отвести тепла от профиля и удлинить путь калибрования и охлаждения. Резкое охлаждение профилей сложной формы не желательно, так как это вызывает их коробление. ПЭВП с ПТР = 0,2–0,5 г/10 мин экструдируют при температуре раплава 190–195ºС, тогда как для ПЭ с ПТР = 0,6–1,5 г/10 мин температура экструзии на 10–15°С ниже. ПЭНП экструдируют при температурах 150–170°С. С увеличением температуры качество поверхности профиля улучшается, так как профиль приобретает высокий глянец. Выбор температуры экструзии зависит от конструкции используемого экструдера, технологической оснастки, формы экструдируемого профиля и реологических свойств марки ПЭ. Основными особенностями материала, которые следует учитывать при экструзии профильных изделий, являются:
· высокая прочность расплава, что допускает большие вытяжки экструдата;
· широкий диапазон температур переработки;
· высокая эластичность расплава и зависимость ее от параметров технологического процесса, причем этот фактор ограничивает использование полиэтилена (особенно ПЭВП) для производства изделий сложной конфигурации;
· высокая кристалличность материала, требующая равномерного охлаждения экструдата при создании значительного удельного давления калибрования;
· значительная термическая усадка материала при охлаждении и склонность к накоплению остаточных напряжений;
· быстрое охлаждение расплава ПЭВП и сравнительно медленное – расплава ПЭНП определяет возможность формования относительно сложных изделий для ПЭНП и затруднено для ПЭВП.
Для уменьшения остаточных напряжений жесткие полиэтиленовые профили (ПЭВП) могут быть подвергнуты термообработке на оправке в воде при температуре 80–90°С в течение 30 мин. Благодаря термообработке можно уменьшить продольную кривизну отрезков профилей до приемлемого уровня.
ЛПЭНП легко перерабатывается на том же оборудовании, что и ПЭНП и ПЭВП. Для некоторых марок ЛПЭНП необходимо правильно подобрать конструкцию шнека и режим охлаждения загрузочной зоны экструдера [13, 16]. При экструзии расплав ЛПЭНП меньше коробится, чем у ПЭНП и особенно ПЭВП, а стабильность размеров выше. Температура экструзии 170–200 «С, температуру воды, подаваемой в калибратор, лучше поддерживать на уровне 20–60ºС. Режим экструзии конкретных марок подбирается при наладке технологического процесса.
Чистка оборудования и оснастки. Чистка шнека и оснастки возможна с помощью загрузки в экструдер смеси-консерванта на основе ПВХ. Высоковязкая смесь удаляет прилипший расплав к шнеку, цилиндру, деталям головки. После «прогонки» консерванта не представляет труда вынуть и механически почистить шнек и детали головки. Прогонку консерванта следует производить при температуре 160–170°С, оставлять консервант в головке не рекомендуется, так как удалить его можно только более вязким расплавом, для чего потребуется много времени и материала. Механическая чистка деталей от консерванта при температуре 100–150°С затруднений не вызывает. Если детали головки, особенно фильеры, выполнены неразъемными и имеют малые формующие зазоры, необходимо позаботиться о подходящем инструменте для чистки. Это тонкие упругие пластины или стержни со скругленными краями и имеющие нужную ширину или диаметр, поскольку понадобится целый набор таких пластин для чистки каналов различных размеров.
Большие и тяжелые головки отжигают в печах во взвешенном слое окиси алюминия при температуре до 400–500С. Остатки материала в головке частично сгорают, после чего необходима механическая чистка остатков и полировка деталей.
Фирма Rolf Schlicht GmbH, ФРГ, выпускает специальный гранулят для удаления остатков термопластов из экструзионных головок [23]. Гранулят состоит из ПЭВП, пропитанного концентрированным раствором нейтральной неорганической соли. Он не пылит и после изготовления без осложнений хранится на складе. При прохождении через оборудование соль переводит остатки термопластов в низковязкое состояние, и они легко соединяются с ПЭ. Такой способ предпочтителен, так как не требует демонтажа и нового монтажа головки, поэтому очищенную таким способом головку можно целиком хранить до следующей установки на экструдер. Предлагаются и другие средства для чистки оснастки, например, фильерная паста ООО «Полимер-Проект XXI» [24], назначение которой аналогично. Выбор метода чистки оборудования и оснастки зависит от многих причин и определяется конкретными условиями производства.
Переработка ВМПЭ. Основным методом переработки ВМПЭ в погонажные изделия является плунжерная экструзия, на долю которой приходится примерно 35% общего объема переработки ВМПЭ. С помощью этого метода получают полуфабрикаты типа простых профилей, труб, стержней, прутков. В плунжерных экструдерах полиэтиленовый порошок сжимается до образования уплотненной массы, которая в последней обогреваемой зоне цилиндра пластицируется под высоким давлением. Температура переработки составляет 180–200ºC.
Широкому применению ВМПЭ препятствует трудность его переработки вследствие высокой вязкости расплава. Материал не плавится при температуре выше точки плавления его кристаллической фазы (136°С), а только переходит в вязкоэластичное состояние.
Калибрование и охлаждение ограничивает производительность технологической линии. При выборе способа калибрования и охлаждения следует ориентироваться на максимальную (пластикационную) производительность экструдера, а расчет длины калибрующих и охлаждающих устройств также выполнять по теоретически возможной производительности.
Около половины всего выпускаемого полиэтилена ВД расходуется на производство пленки, используемой в сельском хозяйстве и для упаковки продуктов. Вообще же пленки и листы могут быть изготовлены из ПЭ любой плотности.
Пленки изготавливаются двумя методами: экструзией расплавленного полимера через кольцевую щель с последующим раздувом или экструзией через плоскую щель с последующей вытяжкой. Они выпускаются толщиной 0,03 – 0,30 мм; шириной до 1400 мм (в некоторых случаях до 10 м) и длиной до 300 м.
Кроме тонких пленок из ПЭ изготовляют листы толщиной 1–6 мм и шириной до 1400 мм. Их применяют в качестве футеровочного и электроизоляционного материала и перерабатывают в изделия технического и бытового назначения методом вакуумного формования.
1.1.5 Модификация полиэтиленовых композиций
Большинство полимеров обладают традиционным комплексом свойств. Придать им специфические свойства можно с помощью различных методов модификации. Модификации полиэтилена посвящено много работ [25–32]. В основном полимеры – это прозрачные или в зависимости от степени кристалличности матово-белые бесцветные материалы. В ряде случаев вследствие особенностей химического строения и наличия добавок они окрашены в желтые, красные, коричневые, черные тона. Тем не менее способность окрашиваться в различные цвета является одним из важнейших качеств, которое обусловило широкое применение пластмасс, особенно в быту. Это делает окрашивание необходимой частью технологии переработки полимерных материалов.
Окрашивание пластмассовых изделий может проводиться либо предварительным введением красящих веществ [0,05–2% (масс.)] в полимер, либо окрашиванием поверхности сформованного изделия (к последнему варианту можно отнести различные виды декоративной обработки) [32].
Первоначальной технологической задачей при изготовлении окрашенных пластмассовых изделий является выбор красящего вещества. Помимо чисто эстетических соображений при этом необходимо учитывать следующие требования: термостойкость красящих веществ не должна быть ниже, чем у окрашиваемого полимера; химическая стойкость красящих веществ должна обеспечивать эксплуатацию изделий в требуемых условиях; красящие вещества не должны ухудшать свои характеристики при взаимодействии с другими добавками (отвердителями. ускорителями отверждения и т.д.); светостойкость красящих веществ не должна быть ниже, чем у окрашиваемого полимера; они должны хорошо диспергироваться и равномерно распределяться в массе полимера; они не должны мигрировать из массы на поверхность изделия, в том числе в средах органических и неорганических растворителей (этот процесс может привести к необратимому изменению или ослаблению окраски – выцветанию, а также к загрязнению соприкасающихся с такими материалами поверхностей как при эксплуатации, так и при переработке – плейт-эффект); красящие вещества должны быть нетоксичны и по возможности легкодоступны.
Красящие вещества подразделяют на красители и пигменты.
Красители – это красящие вещества, растворимые в полимерах. Обычно это азо- и антрахиноновые соединения различных цветов. К этой группе также относится распространенный черный краситель – нигрозин. Вследствие хорошей совместимости красителей с полимера ми, окрашенные ими пластмассовые изделия имеют прекрасный внешний вид, блестящую поверхность, равномерную интенсивную окраску, сохраняют прозрачность. Однако миграционная способность их велика, они нестойки к действию органических растворителей. Хотя разработаны новые виды красителей с пониженной миграционной способностью, доля их в общем объеме применяемых в переработке пластмасс красящих веществ составляет лишь несколько процентов.
Пигменты – это красящие вещества, нерастворимые в полимерах. Пигменты обладают минимальной миграционной способностью.
Неорганические пигменты – это различные природные и синтетические оксиды и соли металлов. В эту группу входят наиболее термо– свето-, химически стойкие красящие вещества. Однако при использовании неорганических пигментов требуются наибольшие усилия для их распределения в полимере. В общем объеме применяемых при производстве пластмасс красящих веществ доля этих пигментов составляет около 80%.
К органическим пигментам относятся нерастворимые в полимерах органические вещества, как правило синтетические, со сложной химической структурой: фталоцианиновые, азо-, полициклические, диокса-зиновые пигменты, а также лаки, получаемые осаждением красителей из их водных растворов. Эти красящие вещества лучше диспергируются в полимерах, однако они менее термостабильны, чем неорганические пигменты, выше их миграционная способность.
Следующей задачей, стоящей перед технологом, занимающимся окрашиванием пластмассовых изделий, является выбор способа окрашивания. Несмотря на то что окраска изделия определяется цветом тонкого, в несколько десятых долей миллиметра слоя, наиболее распространенными способами окрашивания полимеров являются способы, связанные с введением красящих веществ в массу полимера. Больший расход красящего вещества в этом случае компенсируется значительно более надежным и устойчивым окрашиванием. Кроме того, объемное окрашивание требует значительно меньшего количества дополнительных технологических операций, чем поверхностное.
Применяют следующие способы введения красящих веществ в полимерный материал: окрашивание в процессе синтеза полимера; сухое окрашивание; окрашивание в расплаве; окрашивание изделия в растворе красящего вещества через поверхность изделия.
Сухое окрашивание. При сухом окрашивании гранулы полимера опудриваются порошками красящего вещества. Сухое окрашивание не имеет самостоятельного значения, а является промежуточной, подготовительной стадией изготовления окрашенных пластмасс и используется с целью повышения равномерности распределения красящего вещества в массе полимера. Сухое смешение проводят в различных смесителях инерционного типа, в тихоходных или скоростных лопастных смесителях. Пигменты рекомендуется подвергать предварительному размолу. При увеличении концентрации красящих веществ в смеси, с целью предотвращения расслоения различных по дисперсности гранул полимера и частиц пигментов, применяются смачиватели (например, вазелиновое масло, полиэтиленовый воск и другие вещества), закрепляющие порошки на поверхности гранул. Количество смачивателей должно быть минимальным в связи с возможностью слипания гранул и ухудшения условий питания перерабатывающих агрегатов и транспортирующей способности шнековых машин.
Окрашивание в расплаве. В этом случае диспергирование и распределение красящих веществ проводится в расплаве полимера под действием сдвиговых напряжений и деформаций в перерабатывающем оборудовании. Этот способ является наиболее важным в технологии переработки пластмасс.
Основная часть этого процесса включает начальное дозирование компонентов.
Окрашивание изделия через поверхность. Этот способ окрашивания используют при производстве волокон из полимеров. По данной схеме волокна окрашиваются при прохождении ванны, заполненной растворителем, частично растворяющим полимер и содержащим краситель. За время нахождения волокна в ванне молекулы красителя диффундируют в объем волокна, окрашивая его.
Другое направление улучшения внешнего вида пластмассовых изделий связано с нанесением на их поверхность красочных покрытий. Среди способов осуществления этого процесса можно назвать следующие: окрашивание поверхности, печатание, тиснение, аппликация, декалькомания.
С помощью этих способов возможно воспроизведение на поверхностях многокрасочных рисунков, что переводит изделия из пластмасс в разряд декоративных, а иногда и художественных изделий. Кроме того, лакокрасочные покрытия предохраняют поверхность изделий от вредного влияния окружающей среды и повреждений.
Основной проблемой, возникающей при проведении указанных процессов, является создание условий, обеспечивающих прочное адгезионное соединение красочного покрытия с поверхностью пластмассовых изделий. В этом заключаются основные отличия указанных процессов от процессов декоративной обработки других материалов. Помимо способа нанесения влияние на прочность такого покрытия оказывают состав и свойства лакокрасочного материала и свойства поверхности изделия.
Для изделий из полимерных материалов очень важен внешний вид. Одним из основных показателей внешнего вида является окраска изделий. Хорошая окраска увеличивает потребительскую стоимость изделия.
В процессе литья под давлением полимерные материалы окрашивают концентратами красителей (выпускают в виде гранул и крошки) или непосредственно порошкообразными красителями и пигментами.
Для того, чтобы получить хорошо окрашенные литьевые изделия, необходимо правильно организовать все стадии технологического процесса получения изделий: смешение концентрата красителей с основным материалом, подготовку материала к переработке (сушку), пластикацию и формование.
Важно также правильно подобрать марку полимера.
Показателями хорошего окрашивания изделий являются следующие: сохранение цвета в конечном изделии, стабильность цвета – отсутствие разнооттеночности изделий, получаемых в разных циклах (особенно важно при сборке изделий), равномерность окраски, отсутствие цветовых разводов, пятен.
Смешение полимеров с концентратами красителей. Для получения цвета, соответствующего эталону, и обеспечения стабильности цвета изделий, получаемых в разных циклах, следует точно соблюдать рекомендации, регламентирующие процентное содержание концентрата красителей в основной полимере.
Рекомендуемый процент указывается в сертификате качества, паспорте или технических условиях на концентрат.
Уменьшение доли концентрата красителей в основном полимере приводит к получению блеклых, не ярко выраженных тонов.
Смешанный полимер с концентратом красителей следует засыпать в бункер литьевой машины небольшими порциями.
Сушка полимера при подготовке к переработке играет важное значение в достижении требуемого цвета изделий и устранении разводов на их поверхности.
Сушку полимера можно проводить отдельно или вместе с концентратом красителей (предварительно смешав), если требуется сушка концентрата перед переработкой.
Сушка полимера (отдельно или вместе с концентратом красителей) не должна приводить к изменению цвета самого полимера, в частности, к пожелтению. Изменение цвета возможно в результате термической деструкции полимера при сушке.
В случае, если полимер нетермостабилен, требуется сушка полимера под вакуумом при пониженной температуре. Сокращают продолжительность сушки.
Стадия пластикации – наиболее ответственная стадия в обеспечении равномерности окраски изделий.
Окрашивать полимеры концентратами красителей при литье под давлением можно только на литьевых машинах со шнековой пластикацией.
Для получения хорошо окрашенных изделий стадия пластикация должна обеспечить высокую степень смешения полимера с концентратом. Хорошее качество смешения достигается при высокой частоте вращения шнека N (линейной скорости V) и высоком давлении пластикации Рпл.
Частоту вращения шнека N и давление пластикации Рпл нужно устанавливать высокими одновременно. Повышение температуры материала Тп (нагревательных цилиндров) способствует достижению равномерности окраски изделий. Это связано с тем, что с повышением Тп вязкость материала снижается и распределение красителей (пигментов) в окрашиваемом материале облегчается. Чрезмерное увеличение температуры материала может привести к деструкции полимера или красителей. При этом изменяется цвет изделий.
Качество смешения красителей с полимером при пластикации можно оценить по внешнему виду струи, вытекающей при впрыске из сопла (без впрыска её в форму). При хорошем качестве смешения струя равномерно окрашена, на ней нет разводов. Только при таком качестве смешения достигается равномерное окрашивание изделий в форме.
Процессы формования оказывают влияние на равномерность окраски изделий. Это влияние зависит от конфигурации изделия, конструкции формы и технологических параметров формования.
Выбор марки полимера для окрашивания. Для получения хорошо окрашенных изделий нужно применять натуральные (неокрашенные) марки полимера. Если исходный полимер уже окрашен, например, в белый цвет, то при введении концентратов красителей получается не окрашивание, а так называемое «перекрашивание». При «перекрашивании» изделия получаются блеклыми, не ярко выраженных тонов.
«Перекрашивание» часто является причиной образования такого дефекта как мрамор, когда белые полосы на поверхности изделия чередуются с окрашенными.
Улучшению «перекрашивания» и уменьшению разводов способствует улучшение смешения полимера с концентратами красителей при пластикации. Для этого увеличивают частоту вращения шнека, давление пластикации, повышают температуру материала.
Наоборот, для получения поверхности изделия, окрашенной под мрамор, технологические параметры изменяют в противоположном направлении.
Проведенный анализ и обобщение существующих разработок показал:
· Возрастание объемов производства ПЭВД для изготовления товаров народного потребления.
· Основным направлением для повышения конкурентоспособности полимерной продукции является модификация полиэтилена как на стадии синтеза, так и на стадии переработки, окрашивания и наполнения.
Таким образом анализ литературы показал, что для совершенствования технологии изготовления полиэтиленовых труб, для расширения их ассортимента и улучшения качества рекомендуется:
– использование экструзионного оборудования при переработке;
– изменение конструкции шнека, приводящее к принципиальным улучшениям процесса, за счет внедрения в процесс захватывающей втулки, снабженной пазами. У полимерной массы появляется возможность зацепиться за пазы, что предотвращает ее одновременное вращение со шнеком;
– использование суперконцентратов для придания улучшенного внешнего вида полиэтиленовым трубам и одновременно – расширения ассортимента.
1.2 Патентные исследования
Задачей патентных исследования является исследование тенденций развития производства полиэтиленовых труб с повышенной прочностью и различной окраски.
По результатам проведенного поиска по РЖ ВИНИТИ Химия «Технология полимерных материалов», и бюллетеня «Изобретения. Полезные модели» выявлено, что ведущей страной в разработке технологии получения полиэтиленовых труб является РФ, эта страна выбрана в качестве страны поиска. Глубина поиска по источникам патентной и научно-технической документации принята 10 лет, исходя из потребности для решения поставленной задачи. Начало поиска 1 января 2006 г.
Поиск проводился по фондам ЭТИ СГТУ и в Интернете: www.fips.ru по следующим материалам:
Таблица 1.2. Материалы поиска патентной документации
| Предмет поиска | Цель поиска информации | Страны поиска | Классификационные индекса: | Наименование источников информации, по которым проводился поиск | |
| Научно-техническая документация | Патентная документация | ||||
| Способы изготовления полиэтиленовых труб | Создание полиэтиленовых труб с повышенной прочностью и различной окраски для расширения ассортимента | РФ |
МПК6 F16L 9/08 – 9/12 МПК7 B29D 23/00 |
Реферативный журнал «Химия. Технология полимерных материалов». №1,1996 – №2, 2006 |
«Изобретения» №1, 1996 – №18, 1996 №1, 1998 – №36, 1998 №1, 1999 – №24, 1999 «Изобретения. Полезные модели» №1, 2000 – №20, 2006 www.fips.ru с 1995 по 2006 года |
1.3 Характеристика исходного сырья, вспомогательных материалов и готовой продукции
Качественные показатели полиэтилена низкого давления марки 277–73 соответствуют ГОСТ 16338–85 [33, 34] и приведены в таблице 1.3.
Таблица 1.3
| № п/п |
Наименование показателя |
Значение показателей |
| 1 |
Плотность, г/см3 |
0,958–0,964 |
| 2 | Показатель текучести расплава, г /10 мин | 17,6–25,6 |
| 3 | Разброс показателя текучести расплава в пределах партии, % не более | 18 |
| 4 | Количество включений, шт. не более | 5 |
| 5 | Массовая доля золы, % не более | 0,03 |
| 6 | Массовая доля летучих веществ, % не более | 0,09 |
| 7 | Содержание стабилизатора, % не менее | - |
| 8 | Запах и привкус водных вытяжек, балл, не более | 1 |
В качестве красителя предлагается использовать суперконцентраты (СКП 101 – красный, СКП 501 – синий, СКП 301 – желтый). Качественные показатели, которых соответствуют ТУ 2243 – 001 – 23124265 – 2000 и приведены в таблице 1.4.
Физико-механические характеристики готовой продукции – напорных труб из ПЭВП марки 277–73 (ГОСТ 16338–85), для хозяйственного-питьевого водоснабжения приведены в таблице 1.5.
Таблица 1.4. Характеристики суперконцентрата
| № п/п | Наименование показателя | Значение показателя |
| 1 | Внешний вид | Гранулы размером 2–5 мм. Количество гранул размером менее 2 мм и более 5 мм менее 1%. |
| 2 | Цвет (оттенок) окрашенного полимера | Соответствует цвету образца. |
| 3 | Качество окрашивания | Равномерное окрашивание по тону без разводов и включений более 0,5 мм |
| 4 |
Насыпная плотность, г/см3 |
2,5 |
| 5 | Термостойкость, °С, не менее | 200 |
| 6 | Миграционная стойкость | Миграция отсутствует |
| 7 | Показатель текучести расплава концентрата не менее г/10 мин | 2,5 |
| 8 | Коэффициент трения статический, не более | 0,25 |
Таблица 1.5. Характеристика готовой продукции
| № п/п | Наименование показателя | Значение показателя |
| 1 | Предел текучести при растяжении, МПа, не менее | 17,0 |
| 2 | Разрушающее напряжение при растяжении, МПа, не менее | 11,0 |
| 3 | Относительное удлинение при разрыве, % не более | 400 |
| 4 |
Ударная вязкость без надреза, кДж/м2, не менее |
4,1 |
| 5 | Температура хрупкости, °С | от – 50 до – 70 |
1.4 Описание технологического процесса
Технологический процесс изготовления изделий состоит из следующих стадий [34]:
- Подготовка сырья (сушка).
- Формование трубы экструзией.
- Охлаждение труб.
- Механическая обработка изделий.
Исходный материал из бункера для хранения направляется в сушилку гранул для удаления поверхностной влаги из полимера. Загрузка сырья проводится через загрузочный бункер экструдера 1.
Принцип работы экструдера состоит в том, что в нагреваемом материальном цилиндре вращается шнек, который уплотняет, расплавляет и гомогенизирует полимерную массу, затем выдавливает ее сквозь выходное отверстие формующей головки. Все эти технологические процессы происходят внутри материального цилиндра. Поэтому шнек разделен на несколько зон (зона питания, зона сжатия или плавления, зона дозирования или гомогенизации). Разделение шнека на зоны следует из поставленных перед экструдером задач.
В одношнековом экструдере движение материала в зоне питания происходит за счет сил трения между полимерной массы между, стенкой цилиндра и шнеком.
Принципиальных улучшений удалось добиться с внедрением в процесс захватывающей втулки, снабженной пазами. У полимерной массы появляется возможность зацепиться за пазы, что предотвращает ее одновременное вращение со шнеком. Пустоты между частицами сыпучего продукта заняты воздухом. Перед полным расплавлением полимера этот воздух необходимо выдавить или отсосать. Этого можно добиться постоянным уменьшением глубины нарезки при ее неизменном шаге (шнек с уменьшающейся длиной канала), или же за счет уменьшения шага витка (шнек с дегрессивным шагом).
Процесс расплавления полимерной массы начинается со сжатия. За счет соприкосновения с горячей стенкой цилиндра и вследствие трения о шнек и материальный цилиндр полимер нагревается до тех пор, пока не начинают плавиться отдельные его частицы. Передняя стенка канала шнека постоянно соскабливает расплав полимера со стенки цилиндра. Перед толкающей стенкой канала образуется скопление расплавленной фракции, которая захватывает и увлекает за собой нерасплавленные частицы. При этом происходит постоянный теплообмен, который совершается до тех пор, пока в одном витке шнека не будет расплавлен весь материал.
После расплавления необходимо гомогенизировать расплав. Это необходимо как для равномерного распределения добавок, так и для тождественности температур. После завершения процесса расплавления температура граничных слоев расплава у цилиндра и шнека гораздо выше, чем температура массы в середине канала.
Перемешивание достигается за счет сложных движений потока, происходящих в канале шнека в зоне гомогенизации.
Расплавленная полимерная масса на участке диспергирующего элемента продавливается в узкий зазор между ним и стенкой цилиндра. За счет напряжения сдвига полимерная масса нагревается и становится более текучей. В следующей зоне смешения происходит значительное усиление гомогенизации. Сам процесс смешения происходит за счет разделения и последующего объединения потока с помощью многочисленных кулачков, размещенных на шнеке.
Для изготовления труб используются головки во внутренних гнездах, которых устанавливаются дорны. Дорн жестко фиксируется в головке в специальных держателях с радиально расположенными спицами. Экструзионная головка 2 – это формоообразующий элемент. Она устанавливается на конце материального цилиндра и сконструирована таким образом чтобы расплав полимера принимал желаемую форму сечения.
После того как за счет формующего инструмента расплаву полимера будет придана определенная форма, она должна сохраняться вплоть до кристаллизации (затвердевания) расплава. Затем экструдант переходит на приемное устройство калибрирующую насадку 3 со скоростью, соответствующей производительности экструдера. Цель калибровки – сохранение заданного профиля сечения экструданта вплоть до затвердевания расплава полимера.
После калибровки экструдант охлаждается. В качестве охлаждающих участков 4,5 при изготовлении труб выступают водяные бани.
Маркировка трубы – 6 выполняется после охлаждения изделия. Она осуществляется тиснением с помощью измерительно – маркирующего устройства 7 и предполагает нанесение фирменного знака, обозначение размера, номинального давления или знака качества.
Затем гусеничное тянущее устройство 8 захватывает трубу и передает на качающийся желоб.
За приемным устройством следует устройство разделительной резки 9.
Готовые изделия подаются на приемный стол – 10, где проходят визуальную проверку соответствия с утвержденным стандартом. Изделия, прошедшие ОТК упаковываются и отправляются на склад.
1.5 Основные параметры технологического процесса
В качестве основных технологических параметров приняты следующие: распределение температур по зонам нагрева шнека, давление пластикации (противодавление), температура расплава, скорость наружной калибровки, время охлаждения [34].
Переработка окрашенных суперконцентратами полиэтилена высокой плотности требует корректировки режимов пластикации: увеличение температуры пластикации на 10°С и увеличение линейной скорости вращения шнека до 0,2 м/мин.
Распределение температур по зонам нагрева шнека следующее:
1 зона: 140 – 150°С.
2 зона: 150 – 160°С.
3 зона: 160 – 170°С.
1.5 Техническая характеристика основного технологического оборудования [34–36]
1. Сушилка гранул СГ-100 предназначена для автоматической загрузки, подогрева и подсушки гранул термопластов при непрерывных процессах их дальнейшей переработки. Технические характеристики:
Производительность, кг/час, не более 100
Температура нагрева воздуха, °С 50 – 60
Емкость бункера устройства нагрева, м3, не менее 0,1
Емкость бункера загрузчика, м3, не менее 0,15
Высота подачи материала, м, не более 6
Мощность нагревателей, кВт 6,0
Габаритные размеры бункера загрузчика, мм, не более 950´600´905
Масса, кг, не более 250
2. Загрузочное устройство ЗГВ–500 предназначено для автоматической загрузки гранул термопласта в бункер экструдера. Технические характеристики:
Производительность, кг/час, не более 500
Емкость бункера, м3, не менее 0,15
Высота подачи материала, м, не более 6
Мощность агрегата воздуховсасывающего, кВт 0,66
Габаритные размеры бункера, мм, не более 950´600´905
Масса, кг, не более 84
3. Экструдер. Технические характеристики:
Диаметр червяка, мм 125
Отношение рабочей длины червяка и его диаметра 25
Производительность пресса по ПЭ кг/час, не более 500
Число обогреваемых зон корпуса 4
Частота вращения червяка, об/мин 12–117
Общая мощность электронагревателей, кВт 35
Габаритные размеры, мм 4660´3700´1800
Масса, кг 4400.
4. Охлаждающая ванна: температура воды 20–50°С, расход циркуляционной воды 40 м3/час.
2. Безопасность проекта
Производство и переработка пластмасс относится к тем отраслям промышленности, которые представляют опасность профессиональных отравлений и заболеваний работающих, а также загрязнение окружающей среды [21, 38, 39].
Полиэтилен является экологически безвредным полимером. Полиэтилен марки 277–73 и композиции на его основе при комнатной температуре не выделяют в окружающую среду токсичных веществ и при непосредственном контакте не оказывают влияния на организм человека, поэтому работа с полиэтиленом не требует особых мер предосторожности [35, 40].
Серьезные загрязнения воздушной среды наблюдаются при переработке полиэтилена. При нарушении требований регламента воздушная среда загрязняется вредными парами и газами летучих продуктов термоокислительной деструкции. Так, при нарушении регламента, при экструзии полиэтилена, в процессе переработки воздушная среда загрязняется окисью углерода, парами формальдегида и ацетальдегида [6]. Эти вещества оказывают негативное действие на организм человека.
При разгрузке полиэтилена в бункер и при резке труб воздух засоряется пылью. От охлаждающей ванны выделяются пары воды. Кроме того, выделяется большое количество тепла от нагретых поверхностей цилиндра экструзионной машины, от электродвигателя и электронагревателей.
Поэтому цех производства труб рекомендуется располагать в отдельных одноэтажных корпусах. Отделения с технологическим оборудование, в котором выделяется избыточное тепло, располагаются около наружных продольных стен с оконными проемами для обеспечения естественной вентиляции в теплый период года.
Можно выделить физические опасные и вредные факторы, которыми сопровождается технологический процесс:
– взрывоопасность и пожароопасность, которые обусловлены наличием легковоспламеняющихся и горючих жидкостей;
– опасность получения механических травм обусловлена применением подвижных частей технологического оборудования;
-
повышенная
загазованность воздуха рабочей зоны в результате
разгерметизации оборудования, трубопроводов;
-
электроопасность
обусловлена применением электрического тока
для приведения в действие электрооборудования, возникновением зарядов
статического электричества при движении продуктов в трубопроводах и
аппаратах;
- повышенный уровень шума от действующего оборудования.
К психофизическим факторам относятся:
– физические нагрузки, связанные с ведением технологического процесса, ремонтом оборудования, монотонностью труда.
Таким образом, при разработке проекта, прежде всего, следует знать имеющееся опасные зоны, вредные и опасные факторы, уметь правильно оценить их уровень воздействия разработать мероприятия, позволяющие создать для персонала безвредные и опасные условия для работы.
2.1 Опасные производственные факторы и мероприятия по технической безопасности
Опасные производственные факторы – это факторы, которые могут оказать на работника мгновенное физическое воздействие и вызвать травму. Для данного технологического процесса характерны следующие факторы:
· травмирование движущими частями механизмов;
· ушибы и порезы острыми частями оборудования и инструмента;
· поражение электрическим током;
· ожоги о нагретые поверхности оборудования.
Полимерные материалы перерабатываются методом экструзии в диапазоне температур от 120 до 300°С. В результате цилиндр и формующая головка значительно нагреваются и при соприкосновении с ними возможны тяжелые ожоги. Поэтому нагретые части машины изолированы, корпуса машин должны быть заземлены в соответствии с действующими правилами. Поверхности электронагревательных элементов должны иметь наружную термоизоляцию и быть укрыты кожухом для исключения избыточного тепловыделения и предотвращения ожогов. Разборку и чистку машины следует проводить в перчатках, незакаленные детали чистить деревянным или латунным инструментом, следует избегать ударов, особенно при очистке червяка. Во избежание возникновения травматизма на рабочем месте предусмотрены блокировки, устраняющие возможность захвата рук и одежды машиниста выдувного агрегата [41, 42].
Важнейшим условием обеспечения работы электроустановок является своевременное проведение профилактических испытаний электрооборудования. В электроустановках напряжением до 1000 В, с изолированной нейтралью периодически в процессе эксплуатации, но не реже одного раза в месяц, проверяется звуковая сигнализация устройство постоянного контроля изоляции и целостности пробивного предохранителя.
При загрузке гранул полиэтилена могут возникать значительные заряды статического электричества, поэтому экструдеры, а также тянущие, режущие и приемные устройства экструзионных установок должны быть заземлены.
При разборке, замене частей, ремонте электрооборудования необходимо обесточить. Электрооборудование выбирают с учетом класса взрывоопасности зоны. Участок получения полиэтиленовых изделий в соответствии с ПУЭ [43] относится к помещениям класса П – IIа, то есть при нормальных условиях горючие пыли взрывоопасной концентрации не образуются, их образование возможно только при авариях или неисправностях. При возгорании электрооборудования необходимо отключить его от сети и применить для тушения углекислотный огнетушитель [44, 45].
Источником повышенной опасности поражения электрическим током для человека является тянущее устройство. На приемный барабан труба поступает после охлаждения. На барабан подается ток напряжением 25 кВ. Барабан – заземлен. В качестве заземляющих проводников, соединяющих заземляемые части электроустановок с заземлителем, применяют медные или алюминиевые проводники. Заземляющие проводники проложены в хорошо доступном для осмотра месте и имеют отличительную окраску – по зеленому фону желтые полосы шириной 15 мм на расстоянии одна от другой 150 мм. Сопротивление заземляющего устройства не должно превышать 10 Ом. Электроприжим оснащен блокировочным устройством, предназначенным для его автоматического отключения, если аппаратчик заблаговременно его не отключит.
При работе экструдера в его формующей головке развивается высокое давление расплава, а при засорении сеток давление будет увеличиваться и может произойти разгерметизация соединения головки с пластикационным цилиндром, разрушение шпилек и болтов. Для защиты обслуживающего персонала от этого явления экструдер оборудуют блокировочным устройством – реле давления [42].
Для исключения ожогов горячим расплавом в момент заправки первой заготовки в приемное устройство применяют индивидуальные средства защиты – хлопчатобумажные перчатки.
Линии для производства труб оснащены оборудованием для механизированной укладки для устранения физического труда.
Таким образом, строгое соблюдение всех инструкций и техники безопасности, предусмотренных данным производством, дает гарантии для безопасного труда рабочего персонала, а также работы технологического оборудования.
2.2 Вредные производственные факторы и мероприятия по гигиене труда и производственной санитарии
К вредным относятся факторы физиологического, гигиенического, химического и психологического характера, длительное действие которых, постепенно накапливаясь, разрушает организм и может вызвать профессиональное заболевание. Вредные факторы: неблагоприятные метеорологические условия (температура, влажность, подвижность воздуха), наличие в воздухе газов или пыли, наличие в воздухе газов или пыли, наличие тепловых и других невидимых излучений, шум и вибрация, неудобное или требующее физического перенапряжения положение тела человека при работе и т.д. Перечисленные факторы формально относятся к вредным, если их уровни превышают действующие санитарные нормы.
При нагревании полиэтилена свыше 140°С может начаться процесс термоокислительной деструкции, и выделение в воздух летучих продуктов, содержащих органические кислоты, карбоновые соединения, в том числе формальдегид, ацетальдегид и окись углерода. При концентрации этих веществ в рабочей зоне выше допустимых возможны острые и химические отравления. Вторым по значимости вредности производственным фактором является органическая пыль, образующаяся в процессе загрузки гранул полиэтилена в экструдер и резке труб.
Соблюдение ПДК вредных веществ, приведенных в таблице достигается путем соответствующей организации технологических процессов [46]. Характеристика вредных веществ, выделяющихся при производстве труб из ПЭ приведена в таблице 2.1 [47–50].
Таблица 2.1. Токсическая характеристика вредных веществ
| Наименование вещества | Характеристика воздействия на человека | Класс опасности |
ПДК, мг/м3 |
||
| ПДКв воздухе рабочей зоны | в атмосферном воздухе населенного пункта | ||||
| ПДК м.р. | ПДК с.с | ||||
|
Формальдегид (СН20) |
Поражение центральной нервной системы, органов зрения, почек, оказывает мутагенное, канцерогенное действие | II | 0,5 | 0,035 | 0,003 |
|
Ацеталь-дегид (С2Н40) |
Оказывает наркотическое, раздражающее, обще токсическое действие | III | 5 | 0,01 | 0,01 |
| Оксид углерода (СО) | Действует на ц.н.с., органы дыхания, вызывает нарушение обмена веществ | IV | 20 | 5 | 3 |
| Пыль ПЭ | Поражение бронхов и легких | IV | 6 | - | - |
Для защиты рабочих от воздействия вредных веществ, их обеспечивают индивидуальными средствами защиты: спец. одеждой, спец. обувью, перчатками х/б, защитными очками ЗП1 – 80, респираторами типа «лепесток», противогазами 5КФ, кремом для защиты рук.
В производственном цехе предусмотрена общеообменная приточно-вытяжная вентиляция с удалением воздуха из верхней зоны помещения. Воздух, подаваемый в рабочую зону, должен быть предварительно очищен от пыли до концентрации не менее 0,5 мг/м.
Для предотвращения попадания вредностей в помещение используют вытяжные вентиляционные системы, которые максимально сокращают выделения.
Метеорологические условия
Одним из необходимых условий здорового и высокопроизводительного труда на химических предприятиях является обеспечение нормальных метеорологических условий в производственных помещениях, являющихся важнейшей характеристикой санитарно–гигиенических условий труда.
Метеорологические условия для рабочей зоны производственных помещений регламентируются ГОСТ 12.1.005–88 «Общие санитарно – гигиенические требования к воздуху рабочей зоны». К метеорологическим условиям относятся: температура, влажность и скорость движения воздуха.
Работы, связанные с производством изделий из пластмасс, относят к категории IIа – средней тяжести. Это работы, связанные с постоянной ходьбой, выполняемые стоя или сидя, но не требующие переноса тяжести.
Нормы микроклимата представлены в таблице 2.2.
Таблица 2.2. Нормы температуры, влажности, скорости движения воздуха
| Категория работ | Температура воздуха, °С | Относительная влажность, % | Скорость движения воздуха, с | |||
| оптим. | допуст. | оптим. | допуст. | оптим. | допуст. | |
|
Средней тяжести (IIа) |
18–20 21–23 |
17–23 18–27 |
40–60 40–60 |
75 75 |
0,2 0,3 |
не более 0,3 0,2–0,4 |
Во избежание профессиональных заболеваний рабочих в цехе экструзии предусмотрены мероприятия, обеспечивающие поддержание необходимых метеорологических условий воздушной среды.
Для уменьшения тепловых потерь в производственных помещениях предусматривается тепловая изоляция, чтобы температура поверхности нагретого оборудования не превышала 45°С.
Важным техническим средством обеспечения метеорологических условий в цехе является вентиляция, которая обеспечивает необходимую чистоту воздуха в производственном помещении. На данном производстве предусмотрена приточно-вытяжная вентиляция.
Над формующей головкой червячного пресса и местами разборки головок при их очистки, от ПЭ где происходит выделение вредных веществ предусмотрены местные отсосы зонтичного типа, через которые летучие вещества поступают в адсорбционную установку, для более полной очистки загрязненного воздуха, который затем выбрасывается в атмосферу.
Для теплого периода года, для которого характерна температура наружного воздуха выше 10ºC, оптимальные значения температуры на 2–3ºC выше, а допустимые не должны превышать выше чем на 3°С [51].
Производственное освещение
Правильно устроенное освещение приводит к повышению производительности труда, уменьшению утомления, а значит к повышению качества продукции и снижению травматизма.
Для освещения производственных помещений газоразрядными лампами применяют многоламповые светильники. Это дает возможность использовать
схемы включения с уменьшенной пульсацией светового потока и обеспечить высокий уровень освещенности рабочих мест. Поэтому для производства полиэтиленовых труб рекомендуется применять светильники прямого света типа ОДА со сплошным отражателем на две и четыре лампы.
Кроме рабочего освещения в цехе предусмотрено аварийное освещение для безопасного продолжения работ или для эвакуации при включении основного режима освещения. Наименьшая освещенность рабочих поверхностей при аварийном режиме должна составлять не менее 2 лк внутри зданий и не менее 1 лк на открытых площадках.
Для освещения оборудования во время ремонта предусматривают низквольтные переносные светильники на 12–36 В.
Шум и вибрация
Шум, сопровождающий работу технологического оборудования, неблагополучно воздействует на организм человека, снижает производительность труда и может явиться причиной профзаболевания.
При воздействии шума повышается утомляемость, ослабляется внимание, длительное воздействие сказывается на состоянии нервной системы и органов слуха [53].
Основным источником шума и вибрации является работающее экструзионное оборудование. Гидравлическая система экструзионной машины – основной источник повышенного шума. В гидравлическую систему входят насосы, клапаны, а также электродвигатели. Уровни шума, создаваемые насосными установками колеблются в пределах от 78 до 110 дБа.
Для снижения шума насосов, уменьшения динамических нагрузок на строительные конструкции, а также снижение передачи структурного шума по конструкциям здания, насос необходимо установить на виброизолированный фундамент.
Экструдер также является источником повышенного шума, поэтому чтобы снизить этот шум, устанавливают звукоизолирующий кожух на червячный пресс. Акустическая эффективность такого кожуха составляет 15-ЗОдБа.
Для исключения распространения вибрации прибегают к виброизоляции, используя для этого рессоры и упругие материалы (дерево, резина, войлок). Допустимые уровни звукового давления и звука представлены в табл. 2.4.
Таблица 2.4. Допустимые уровни звукового давления и звука
| Рабочие места | Уровни звукового давления в активных полосах со среднегеометрическими частотами, Гц | Уровни звука, дБа | |||||||
| 63 | 195 | 950 | 500 | 1000 | 2000 | 4000 | 8000 | ||
|
Постоянные рабочие места и зоны в рабочих помещениях, а также на территории предприятия |
|||||||||
| 99 | 92 | 86 | 83 | 80 | 78 | 75 | 74 | 85 | |
2.3 Взрывопожаробезопасность
Пожарная безопасность технологического процесса определяется свойствами используемых веществ и материалов. Пожароопасные свойства веществ, используемых при производстве изделий из ПЭ, приведены в табл. 2.5.
Таблица 2.5. Пожароопасные свойства горючих газов и кристаллических веществ, выделяющихся на производстве
| Наименование вещества | Физическое состояние | Температура вспышки паров, °С | Температура воспламенения, °С | Температура самовоспламенения, °С | Концентрационные пределы воспламенения, % | |
| нижний | верхний | |||||
| 1. Формальдегид | горючий газ | - | - | 430 | 7 | 73 |
| 2. Ацетальдегид | газ | - | - | 172 | 4,1 | 57 |
| 3. Оксид углерода | горючий газ | - | - | 605 | 12,5 | 74 |
| 4. ПЭНД | аморфное | - | 306 | 440 | 12* | - |
*конц. г/м3.
На основании анализа свойств, используемых веществ и НПБ-105–95 цех по производству полиэтиленовых труб относится к пожароопасной категории В-это помещение, где используются горючие, трудногорючие жидкости, твердые трудногорючие и вещества и материалы, кислородом воздуха только гореть [54]. Все вспомогательные и складские помещения в цехе обеспечиваются первичными средствами пожаротушения и пожарного инвентаря, которые имеют отличительную красную окраску.
Наряду с этим помещения снабжаются пожарной сигнализацией, которая может быть электрической и автоматической. Предпочтение отдается шлейфовой системе с автоматическими увещателями, та как извещатель, подавая сигнал на пожарную станцию, одновременно дает информацию о месте своего нахождения. К месту срабатывания извещателя немедленно выезжает пожарное подразделение.
Для обеспечения пожаровзрывобезопасности проводятся следующие мероприятия:
– Ведется контроль исправности и герметичности оборудования.
– Контроль воздушной среды.
– Рабочий персонал проходит противопожарный инструктаж.
Соблюдаются порядок и нормы хранения сырья и готовой продукции.
Пожаро- и взрывозащита технологического процесса получения полиэтиленовых труб в значительной степени обеспечивается правильным выбором промышленных площадок, строительных конструкций производственных зданий и пожаро-взрывозащитой оборудования.
К первичным средствам пожаротушения относятся внутренние пожарные краны различного типа, огнетушители, песок, вода, огнегасительные пены, инертные газы, асбестовые одеяла.
Противопожарный инвентарь размещен в специально отведенных для этого местах, согласованных с органами пожарного надзора, в установленном количестве и с соблюдением их хранения. К средствам пожаротушения обеспечивается свободный доступ. Для ликвидации пожара имеются пожарные гидранты, рукава и огнетушители типа ОХП–10, ОУ–10.
Внутренний пожарный кран – элемент внутреннего пожарного водопровода располагается на высоте 1,35 м. от пола на лестничных клетках и входов в коридорах. Пожарный кран снабжается рукавом диаметром 50 мм, длинной 10–20 м. В одном помещении должно быть не менее двух пожарных кранов. К стационарным системам относится установки, в которых все элементы смонтированы и находятся постоянно в готовности. Стационарные установки имеют как правило местное или дистанционное включение и одновременно выполняют функцию автоматической пожарной сигнализации.
Наибольшее распространение в настоящее время получили стационарные водные спринклерные и дренгерные установки. Предпочтение отдается дренгерной системе, она включается либо вручную, либо автоматически от сигнала датчика, установленного в зоне пожаротушения. С целью своевременного оповещения и вызова пожарных, действует система пожарной связи и оповещения. Основной вид пожарной связи «телефонная».
При расположении производственного оборудования необходимо учитывать обязательные требования противопожарной безопасности. Размещение оборудования должно обеспечивать поточность производственного процесса, удобное и безопасное обслуживание, ремонт и чистку оборудования. Проходы для обслуживания оборудования, между выступающими частями машин должны быть не менее 8 м. Ширина проходов по которым осуществляет движение внутрицеховой транспорт, определяется габаритами транспорта, и увеличивается на 0,8 м с каждой стороны до выступающих деталей оборудования. Запрещено загораживать оборудованием, коммуникациями, щитами выходы из помещений, а так – же проходы к окнам, открывающимся от пола. Кроме того, в производственных цехах между машинами и аппаратами предусмотрены проходы, связанные с эвакуационными выходами.
3. Экологическая экспертиза проекта
В середине прошлого столетия резко обострились проблемы, связанные с химическим загрязнением биосферы. Это вызвало расширение и интенсификацию исследований по масштабам и темпам загрязнения окружающей среды, по поиску эффективных приемов охраны атмосферного воздуха, природных вод, почвенного покрова, предусматривающих как снижение потоков химических загрязняющих веществ, поступающих в биосферу с выбросами промышленности, транспорта, с бытовыми отходами, так и ограничение или полное устранение токсического действия различных веществ техногенного происхождения на растительный и животный мир и главным образом, предотвращения отрицательного их влияния на здоровье человека.
Источниками химического загрязнения биосферы стали практически все промышленные предприятия, транспорт, все более или менее крупные населенные пункты, зоны отдыха и др., поэтому создание безотходных, экологически безвредных производств является одной из важнейших задач современного общества.
Практические исследования существующих технологий свидетельствуют об опасности этих производств и требуют немедленного технологического решения.
Анализ экологической модели технического объекта позволяет выявить его недостатки, определить необходимые экологические мероприятия, то есть проведения экологической экспертизы.
Экологическая экспертиза объекта (предприятия, агрегата, устройства) представляет собой оценку воздействия объекта на природную среду. Задачей экологической экспертизы является предотвращение возможных вредных последствий хозяйственной деятельности, отражающихся на состоянии природной среды и здоровье человека [55].
Одной из актуальных проблем в наше время является защита окружающей среды от вредных воздействий: газообразных выбросов, сточных вод и твердых отходов. Утилизация, образующихся в производстве пластмасс отходов – важная народнохозяйственная задача. Большое количество отходов свидетельствует прежде всего о несовершенстве технологического процесса. Любой технологический процесс должен предусматривать сведение отходов к минимуму или полное их исключение, а также возможность рационального использования этих отходов в данном производстве. Поэтому основная проблема состоит в разработке и внедрении безотходной технологии при переработке пластмасс, что имеет отношение и к переработке полиэтилена.
Полиэтилен и изделия на его основе при комнатной температуре не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте влияния на организм человека. Работа с ними не требует особых мер предосторожности [55]. Однако при температурах, превышающих температуру плавления полиэтилена возможно выделение в воздух вредных паров и газов летучих продуктов термоокислительной деструкции, содержащих формальдегид, ацетальдегид, окись углерода, аэрозоль полиэтилена, органические кислоты [56]. Концентрация вредных паров и газов при термоокислительной деструкции в экструзионном отделении не превышает норм ПДК, утвержденных Министерством здравоохранения РФ [57].
При нарушении технологического процесса вредные вещества могут образовываться в больших концентрациях, что оказывает негативное воздействие на организм человека, следовательно необходимо предотвращать контакт данных веществ с человеком и проводить переработку полиэтилена при строгом соблюдении технологического режима.
3.2 Экологическая характеристика загрязнений
При производстве труб из полиэтилена в окружающую среду выделяется пыль полиэтилена, формальдегид, ацетальдегид, окись углерода и тепло от оборудования.
При термодеструкции полиэтилена образуется:

[-CH2 – CH2-]n → CH3CHO + HCHO + CO
Формальдегид поражает центральную нервную систему, органы зрения, почки, оказывает мутагенное канцерогенное действие.
ПДК в воздухе рабочей зоны – 0,5 мг/м3;
ПДК м. р. – 0,035 мг/м3
ПДК ср. сут 0,003 мг/м3
Класс опасности – II [47–50].
Ацетальдегид оказывает неарматическое, раздражающее, обще токсическое действие.
ПДК в воздухе рабочей зоны – 5 мг/м3;
ПДК м. р. – 0,01 мг/м3
ПДК ср. сут 0,01 мг/м3
Класс опасности – III [47–50].
Окись углерода действует на центральную нервную систему, органы дыхания, вызывает нарушения обмена веществ.
ПДК в воздухе рабочей зоны – 20 мг/м3;
ПДК м. р. – 5 мг/м3
ПДК ср. сут 3 мг/м3
Класс опасности – IV [47–50].
Пыль полиэтилена поражает бронхи и легкие.
ПДК в воздухе рабочей зоны – 6 мг/м3;
ПДК м. р.; ПДК ср. сут – не установлены
Класс опасности – IV [47–50].
Таким образом, при производстве полиэтиленовых труб в воздух окружающей среды и в воду выделяются вредные вещества выше нормы ПДК.
3.3. Операционная схема движения отходов
Таблица 3.1. Операционная схема движения отходов
| № | Наименование материала | Ед. измерения | Поступило в производство | Выход в продукцию | Безвозвратные потери | Отходы | ||||
| Выбросы в атмосферу | Отходы, уносимые с водой | Технологические потери | всего | Поступило в обработку | Поступило на размещение | |||||
| 1 | ПЭ | т | 2000 | 2400 | 0,0012 | - | 0,0024 | 0,0036 | 0,0014 | - |
3.4 Обезвреживание отходов.
При переработке полиэтилена в изделия содержание примесей в выбросах обычно мало, но общий объем газов достаточно велик и достигает нескольких сот тысяч м3/час.
Техника очистки газов весьма разнообразна как по характеру конструкций аппаратов удаления пыли и вредных газов, их по масштабу, так и по методам удаления этих загрязнений окружающей среды. Очистка газов может быть механической (очистка от твердых частиц и капелек жидкости), сорбционной и основанной на химическом превращении вредных газов в безвредные (каталитическое окисление, термическое разложение и т.д.). Выбор метода очистки газов определяется в первую очередь их химическими и физико-химическим свойствами, характером производства, свойствами участвующих в производстве веществ, объемом выбрасываемого газа и пыли, возможностью рекуперации или утилизации улавливаемых продуктов [58].
К известным и хорошо зарекомендовавшим себя регенеративным методам очистки газов относятся сорбционные, которые в зависимости от агрегатного состояния сорбента и его физико-химических свойств подразделяют на адсорбционные и абсорбционные.
Адсорбционный метод, позволяющий удалять вредные примеси из технологического газового потока путем их концентрирования на поверхности твердого сорбента. Адсорбционный процесс существенно повышает экономичность, когда наряду с очисткой газовых выбросов он решает задачи извлечения и вторичного использования технологически ценных компонентов [59].
Для незначительного количества выбросов, образующихся при производстве полиэтиленовых туб, эффективным методом очистки является адсорбционно-окислительный. Работу адсорбционно-окислительной установки организуют следующим образом: загрязненный примесями вредных веществ воздух с помощью вентилятора подается в адсорбер, где происходит его очистка от примесей активированным углем. Очищенный от выбросов воздух выбрасывают в атмосферу.
В качестве адсорбционного слоя используют уголь. Регенерацию угля проводят путем его обработки продуктами сжигания природного газа. Газы, выходящие из адсорбера разделяют на два потока: один поток охлаждают в теплообменнике, а затем смешивают в камере со вторым (горячим) потоком. Это позволяет поддерживать в адсорбере постоянную температуру. Продукты десорбции вместе с газовым потоком направляются в печь для обезвреживания. Охлаждение регенерированного угля осуществляют циркуляционными газами. При этом подачу продуктов сжигания газа прекращают [58].
В процессе производства полиэтиленовых труб образуются сточные воды, которые сбрасываются во внутренние сети промышленных площадок.
Анализы сточных вод показали следующее: рН = 7,5; взвеси – 7,6; сухой остаток 263,2 мг/м3 (ПДК до 1000 мг/м3); нефтепродукты не обнаружены; ацетон – не обнаружен.
Таким образом, очистка сточных вод нецелесообразна. Также в процессе производства полиэтиленовых труб образуются твердые полиэтиленовые отходы, которые делятся на две группы: безвозвратные и возвратные.
Безвозвратные отходы полиэтилена образуются при приеме, хранении, транспортировке и растаривании сырья, включая потери в виде летучих при экструзии, сушке и пыли при резке.
Возвратные отходы полиэтилена образуются при запуске и наладке линии, при контроле качества труб, регулировке технологических параметров. Возвратные отходы собираются, измельчаются и возвращаются в производство в качестве добавки к исходному сырью.
Кроме выделения токсичных веществ в цехе при загрузке полиэтилена в бункеры дли хранения сырья, промежуточные бункеры, при резке труб образуется пыль, ПДК в воздухе рабочей зоны которой не должно превышать 6 мг/м3.
Так как концентрация пыли в экструзионом отделении не превышает норм ПДК, то этом случае эффективно в качестве очистного устройства использовать тканевый рукавный фильтр, схема которого приведена на рис. 3.1 [60].

Рис. 3.1. Рукавный фильтр: 1 – корпус, 2 – выхлопная труба, 3 – фильтрующий рукав, 4 – затвор
Корпус фильтра - 1 – металлический шкаф, разделенный вертикальными перегородками на секции, в каждой из которых размещена группа фильтрующих рукавов. Пыль осаждается в порах ткани, затем попадает в камеры и выгружается через затвор, а очищенный воздух проходит через выхлопную трубу и удаляется из аппарата.
Для очистки воздуха в помещении используют вытяжные вентиляционные системы, которые помимо воздуховодов имеют различные по виду и форме местные укрытия максимально сокращающие выделения вредных веществ в рабочее помещение. Устройство для выброса удаляемого из помещения воздуха в атмосферу должно быть расположено на 1,5 м выше конька крыши.
Место для забора свежего воздуха выбирают с учетом направления ветра. В холодное время когда приточный воздух подогревают. Воздух должен подаваться в рабочую зону на уровне дыхания (до 2 м) в месте наименьшего выделения вредностей.
Чтобы в воздухе населенного пункта концентрация вредностей не превышала ПДК, т.е. не создавались опасные для здоровья человека условия, для каждого источника загрязнения устанавливается предельно-допустимый выброс (ПДВ).
Предельно-допустимый выброс – это максимально допустимое к выбросу в воздух количество загрязняющих веществ данным источником загрязнения в единицу времени.
Таким образом, проблема экологии в производстве полиэтиленовых труб заключается и использовании безотходной технологии и эффективных методов очистки выбрасываемых газов.
© 2009 База Рефератов