
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Усовершенствование блока управления и конструкции реактора установки вакуумного напыления
Дипломная работа: Усовершенствование блока управления и конструкции реактора установки вакуумного напыления
МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ
ХЕРСОНСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ
КАФЕДРА ТЕХНОЛОГІЇ МАШИНОБУДУВАННЯ
ДИПЛОМНИЙ ПРОЕКТ СПЕЦІАЛІСТА
Вдосконалення блока керування та конструкції реактора установки вакуумного напилення
ПОЯСНЮВАЛЬНА ЗАПИСКА
090.212 Електронне машинобудування
Виконавець: _____________
Керівник:
старший викладач ___________
Консультанти:
з економіки та організації виробництва:
старший викладач __________
з техніки безпеки та охорони праці:
старший викладач __________
Нормо контролер:
Старший викладач _________
Допущено до захисту «______»___________________
Завідувач кафедри:
д.т.н. професор _____________
РЕФЕРАТ
В дипломном проекте по теме “Усовершенствование блока управления и конструкции реактора установки вакуумного напыления” усовершенствована схема блока управления и устройство поворота заслонки в вакуумной камере с целью обеспечения большей эффективности, надёжности, простоты и удобства обслуживания и управления процессом напыления.
Данный проект состоит из следующих разделов:
1.Технологии вакуумного напыления и оборудование для нанесения тонких слоев и плёнок.
Рассмотрены: различные методы напыления и физические основы нанесения тонких пленок, основные требования и системы оборудования для нанесения тонких плёнок, элементы вакуумных систем и устройство вакуумных камер для получения тонких плёнок.
2.Усовершенствование установки вакуумного напыления.
Рассматривается конструкция и принцип работы лабораторной установки вакуумного напыления, усовершенствования и разработка 3-х канального блока управления током нагрева испарителей и подогревателя подложки, расчёт силового трансформатора, а также изменения принципа поворота заслонки с помощью поворотного устройства через вакуумное уплотнение.
3.Экономическая часть
Содержит экономическое обоснование разработки установки вакуумного напыления.
4.Охрана труда и техника безопасности.
Проводится анализ условий труда и расчет защитного заземления для данной установки.
Также в дипломный проект входит графическая часть из 8-ми чертежей формата А-1
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ТЕХНОЛОГИИ ВАКУУМНОГО НАПЫЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ТОНКИХ СЛОЁВ И ПЛЁНОК
1.1. Физические основы нанесения тонких плёнок в вакууме
1.1.1. Термическое вакуумное напыление
1.1.2. Катодное распыление
1.1.3. Ионно-плазменное напыление
1.2. Вакуумные системы и их элементы
1.2.1. Основные требования, предъявляемые к вакуумным системам.
1.2.2. Вакуумные системы оборудования для нанесения тонких плёнок
1.2.3. Элементы вакуумных систем
1.3. Устройство вакуумной камеры для получения тонких плёнок термическим испарением
2 УСОВЕРШЕНСТВОВАНИЕ БЛОКОВ УСТАНОВКИ ВАКУУМНОГО НАПЫЛЕНИЯ
2.1. Конструкция и принцип работы лабораторной установки вакуумного напыления
2.1.1. Блок-схема
2.1.2. Принципиальная схема вакуумной системы
2.1.3. Устройство вакуумной системы.
2.1.4. Структура электрической схемы базовой установки
2.2. Модернизация электрической схемы установки вакуумного напыления
2.2.1. Расчёт силового трансформатора
2.2.2. Разработка трёхканального устройства регулирования тока
2.2.3. Обеспечение поддержания постоянной температуры подложки
2.2.4. Структура модернизированной электрической схемы.
2.3. Разработка механического устройства поворота заслонки
2.3.1. Выбор устройства для передачи движения в вакуумную камеру
2.3.2. Конструкция механизма поворота заслонки
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1Технологический процесс изготовление печатной платы и валика
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1. Подготовительный этап
4.2. Информационный этап
4.3. Заключение
5. ОХРАНА ТРУДА И ТЕНИКА БЕЗОПАСНОСТИ
5.1. Анализ условий труда
5.2. Освещенность
5.3. Искусственное освещение
5.4. Электробезопасность. Расчёт защитного заземления
5.5. Шум
5.6. Оздоровление воздушной среды
5.7. Пожарная безопасность
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Вакуумная техника широко применяется как во многих отраслях промышленности так и при научных исследованиях.
Без развития техники получения высокого, а затем и сверхвысокого вакуума не были бы возможны успехи атомной и ядерной физики, приведение к практическому использованию атомной энергии и глубокому изучению строения вещества. С достижением сверхвысокого вакуума в камерах имитации космического пространства в условиях Земли стало возможным изучение космоса.
В производстве изделий электронной техники современное вакуумное оборудование обеспечивает возможность успешной разработки новых электронных приборов. Вакуумная техника широко используется в установках для получения тонких пленок, для изготовления резисторов, конденсаторов, контактов, функциональных схем и жидкокристаллических ячеек. Изготовление полупроводниковых приборов, элементов солнечных батарей и кварцевых резонаторов также требует применения вакуумной техники.
Настоящий дипломный проект посвящен усовершенствованию установки вакуумного напыления металлических слоёв и диэлектрических пленок в вакууме с целью повышения их качества .
1. ТЕХНОЛОГИИ ВАКУУМНОГО НАПЫЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ТОНКИХ СЛОЁВ И ПЛЕНОК
В настоящей главе приведен краткий обзор технологий получения пленочных структур на основе вакуумной техники, наиболее часто использующихся при производстве изделий электронной техники. Рассмотрены принципы построения вакуумных систем и их элементы. Более подробно описан метод и оборудование для нанесения тонких пленок в вакууме методом термического испарения.
1.1. Физические основы нанесения тонких пленок в вакууме
В технологии получения тонких пленок вакуумными методами различают три этапа:
1) испарение вещества с целью получения пара-атомарного потока;
2) перенос пара в вакуумном пространстве;
3) конденсация пара на подложке и образование пленочной структуры.
В тонкопленочной технологии для нанесения тонких пленок наибольшее применение нашли следующие методы: термическое вакуумное напыление, катодное распыление, ионно-плазменное напыление.[3.стр. 37]
1.1.1. Термическое вакуумное напыление
Сущность данного метода заключается в нагреве вещества в вакууме до температуры, при которой возрастающая с нагревом кинетическая энергия атомов и молекул вещества становится достаточной для их отрыва от поверхности и распространения в окружающем пространстве. Это происходит при такой температуре, при которой давление собственных паров вещества превышает на несколько порядков давление остаточных газов. При этом атомарный поток распространяется прямолинейно и при столкновении с поверхностью испаряемые атомы и молекулы конденсируются на ней. При испарении в замкнутой системе между испарившимися и конденсируемыми частицами устанавливается динамическое равновесие, которому соответствует равновесное давление паров (насыщенный пар). Давление насыщенного пара зависит только от температуры:
p = BT-1/2exp(-C/T) , (1.1)
где В и С - постоянные коэффициенты, значения которых различны для разных материалов.
Температуру, при которой давление паров вещества над его поверхностью составляет 1,33 Па, называют температурой испарения вещества.
Скорость испарения вещества vисп определяется количеством частиц, покидающих в единицу времени единицу поверхности испаряемого вещества. При молекулярном режиме испарения, когда давление остаточных газов мало (менее 10-2 Па), скорость испарения зависит от давления насыщенного пара и температуры испарения. Исходя из кинетической теории газов, скорость vисп определяют таким образом. Количество частиц v, испаряющихся за 1 с с единичной поверхности твердого или жидкого тела в вакууме,
![]()
![]() =
=![]() nv
(1.2)
nv
(1.2)
где n - концентрация молекул; v - скорость молекул.
Молекулы газа, обладая кинетической энергией mv2/2, при ударении о стенку сосуда создают давление
p = ![]() n
n![]() (1.3)
(1.3)
В условиях динамического равновесия давление молекул во всем объеме вакуумного пространства остается постоянным и определяется, согласно (1), температурой испарения. От температуры испарения зависит и средняя кинетическая энергия молекул газа:
![]() (1.4)
(1.4)
На основании (3) и (4) связь концентрации молекул с давлением газа определяется выражением
n = p/(kT) (1.5)
Поскольку молекулы в
вакуумном пространстве перемещаются со среднеквадратичной скоростью ![]() =
= ![]() , выражение (2) с учетом
(5) записывают в виде
, выражение (2) с учетом
(5) записывают в виде
![]() (1.6)
(1.6)
Чтобы выразить значение скорости испарения в единицах массы, выражение (6) следует умножить на массу одной молекулы. Тогда
 (1.7)
(1.7)
где М - молекулярный вес вещества; А0 - число Авогадро.
Согласно кинетической
теории газов, средняя длина свободного пробега ![]() определяется
среднеарифметической скоростью v и числом столкновений молекулы
определяется
среднеарифметической скоростью v и числом столкновений молекулы ![]() с другими молекулами в 1
с:
с другими молекулами в 1
с:
![]() = v/z =
= v/z = ![]() (1.8)
(1.8)
или с учетом (5)
![]() =
=  (1.9)
(1.9)
где ![]() - эффективный диаметр
молекулы газа (
- эффективный диаметр
молекулы газа (![]() =3,7
=3,7 ![]() 10-10 м).
10-10 м).
Из выражения (9) следует,
что значение ![]() зависит от степени вакуума
(при p = 1,33 Па
зависит от степени вакуума
(при p = 1,33 Па ![]() = 4,7 мм, при p
= 1,33
= 4,7 мм, при p
= 1,33 ![]() 10-2 Па
10-2 Па ![]() = 47 см). Это
обусловливает конструктивные параметры рабочей камеры при получении
молекулярного (атомарного) потока. В частности, расстояние подложки от
испарителя должно быть всегда меньше
= 47 см). Это
обусловливает конструктивные параметры рабочей камеры при получении
молекулярного (атомарного) потока. В частности, расстояние подложки от
испарителя должно быть всегда меньше ![]() .
.
После столкновения атомов паровой фазы с подложкой могут происходить три явления: адсорбция, приводящая к окончательному оседанию атома, адсорбция, приводящая к реиспарению через некоторое время, отражение сразу после столкновения. Отражение обычно имеет небольшую вероятность. Вероятность реиспарения в единицу времени
 (1.10)
(1.10)
где f - частота колебаний
адсорбированного атома; ![]() Еа - энергия активации
адсорбции или энергия связи адсорбированного атома с поверхностью; Тп
- температура подложки.
Еа - энергия активации
адсорбции или энергия связи адсорбированного атома с поверхностью; Тп
- температура подложки.
Как видно из (10), для
уменьшения реиспарения необходимо, чтобы ![]() Еа » kTп ,
что достигается определенным значением температуры подложки.
Еа » kTп ,
что достигается определенным значением температуры подложки.
[3.стр. 64]
1.1.2. Катодное распыление
Данный метод нанесения пленок основан на явлении разрушения катода при бомбардировке его ионизированными атомами разреженного газа. Атомы, вылетающие с поверхности катода при его разрушении, распространяются в окружающем пространстве и конденсируются на подложке.
Физическая сущность катодного распыления состоит в следующем. Между двумя электродами (анодом и катодом), находящимися в газе при небольшом давлении (102 - 1 Па), при подаче постоянного напряжения возникает тлеющий разряд, сопровождающийся эмиссией электронов из катода. В основной области тлеющего разряда - темном катодном пространстве, где сосредоточено максимальное электрическое поле, происходит ускорение электронов до энергии ионизации газа, что необходимо для поддержания разряда. Ионы газа ускоряются в при катодной области и бомбардируют катод. Энергии бомбардируемых ионов недостаточно для выбивания атомов из катода; они только увеличивают частоту колебаний атомов. Эти колебания передаются более эффективно по направлению наиболее плотно упакованных атомных рядов кристаллической решетки, в том числе и по направлению поверхности катода. В результате наложения многих колебаний поверхностный атом может получить от соседних атомов энергию, достаточную для преодоления силы связи. В этом случае атом вылетает с поверхности катода. Одновременно в результате бомбардировки происходит эмиссия электронов из катода.
Количество вещества катода Q, распыляемого в единицу времени, определяется выражением
Q = k![]() (1.11)
(1.11)
где k - коэффициент пропорциональности; U - приложенное напряжение; Uk - напряжение критического катодного падения; i - сила ионного тока; р - давление; d - ширина темного катодного пространства.
Скорость распыления определяется коэффициентом катодного распыления - количеством атомов, покидающих катод, на каждый бомбардирующий его ион, что зависит от материала, энергии и угла падения иона.
Коэффициент катодного распыления рассчитывают на основании экспериментальных данных по формуле
s = A0Q![]() (1.12)
(1.12)
где Z - атомный номер иона; А - атомный вес вещества.
Распределение частиц по направлениям вылета подчиняется закону косинуса. Только небольшая доля частиц достигает подложки прямолинейно. Средняя длина свободного пробега в вакууме при остаточном давлении 10-1 Па не превышает нескольких миллиметров, поэтому частицы металла теряют свою энергию при столкновении с молекулами и ионами остаточного газа и достигают подложки в результате диффузии. Для получения равномерной по толщине пленки градиент концентрации атомов металла в диффузионном слое должен быть всегда направлен перпендикулярно подложке. Это требует параллельного расположения подложки по отношению к катоду. При конденсации подложка не нагревается.
Различают физическое и реактивное катодное распыление. При физическом распылении отсутствует химическая реакция; в качестве рабочих газов используют аргон или азот. Реактивное распыление основано на введении дополнительного (реактивного) газа, который взаимодействуя с конденсируемыми атомами на подложке, способствует получению пленок с различными свойствами.
Системы для нанесения пленок катодным распылением, в которых мишень из распыляемого материала является катодом, а держатель подложек - анодом, называются двухэлектродными или диодными. Схема установки для нанесения пленок катодным распылением приведена на рис.1. Подложки 5 помещают на металлическую (обычно алюминиевую) пластину (анод) 6. Катодом 3 служит пластина, сетка или решетка, изготовленные из материала, подвергаемого распылению. Подложки помещают на определенном (в зависимости от условий распыления) расстоянии от катода. Из объема установки откачивают воздух. Напыление пленки производят при давлении 1,3-13 Па в остаточной атмосфере воздуха или в инертном газе, чаще всего в аргоне. Для зажигания тлеющего разряда между катодом и анодом через ограничительный резистор подается высокое напряжение (1-20 кВ).
Для получения оптимальных условий распыления подбирают соответствующее соотношение между тремя величинами: расстоянием между катодом и анодом, приложенным напряжением и давлением газа.
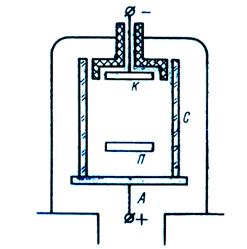
Рисунок 1. Камера для катодного распыления
1.1.3. Ионно-плазменное напыление
Ионно-плазменный метод нанесения пленок является разновидностью катодного распыления, но в отличие от последнего распыление осуществляется не бомбардировкой катода возбужденными ионами тлеющего разряда, а бомбардировкой специальной мишени ионами плазмы газового разряда.
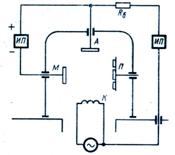
Рисунок 2. Схема установки ионно-плазменного распыления
Системы для
ионно-плазменного напыления пленок называют трехэлектродными или триодными. На
рис.2 показана схема установки для распыления материалов в плазме газового
разряда низкого давления с искусственным катодом. В верхней части вакуумного
колпака помещается анод 4, в нижней - вольфрамовый катод 7. Третьим электродом
или зондом Лэнгмюра служит мишень 5, используемая в качестве источника
распыляемого материала. Подложка 2 является электродом, на поверхности которого
конденсируется распыляемый материал. Печь 3 служит для подогрева подложки.
Перед подложкой установлен подвижный экран 1, а рядом с мишенью - неподвижный
экран 6. Камеру с помощью паромасляного диффузионного насоса откачивают до
давления 1,3 ![]() 10-4 Па,
подогревают подложку и включают ток накала на катод. Катод разогревается до
температуры, достаточной для получения термоэлектронного тока высокой плотности
(порядка нескольких ампер на квадратный сантиметр); между накаленным катодом и
анодом прикладывают напряжение. После этого в камеру поступает инертный газ при
давлении 1,33 (10-2 - 10-1) Па.
10-4 Па,
подогревают подложку и включают ток накала на катод. Катод разогревается до
температуры, достаточной для получения термоэлектронного тока высокой плотности
(порядка нескольких ампер на квадратный сантиметр); между накаленным катодом и
анодом прикладывают напряжение. После этого в камеру поступает инертный газ при
давлении 1,33 (10-2 - 10-1) Па.
Зажигание разряда осуществляют с помощью высокочастотного трансформатора Тесла, а при достаточно большом термоэлектронном токе разряд возникает сам или требуется лишь небольшое дополнительное повышение анодного напряжения. После возникновения разряда разрядный ток достигает нескольких ампер, а напряжение на аноде падает до 60-40 В, т.е. для разряда характерна падающая вольтамперная характеристика.
Возникающие в разряде положительные ионы с низкой энергией бомбардируют подложку и удаляют с ее поверхности большую часть слабосвязанных загрязнений путем нагрева и «ионного травления». После этого на источник распыляемого материала (мишень) подается отрицательный потенциал. Вытягиваемые из плазмы разряда положительные ионы бомбардируют мишень с энергией, достаточной для распыления атомов материала мишени. При больших энергиях бомбардирующих ионов выбитые из мишени атомы движутся преимущественно в направлении, перпендикулярном ее поверхности, и могут быть сконденсированы на поверхности подложки, находящейся напротив мишени. Подвижный экран позволяет одновременно или последовательно предварительно очищать поверхности подложки и мишени путем распыления поверхностных загрязнений. Качество очистки поверхности мишени и особенно подложки является одним из важнейших факторов в процессе формирования пленки из конденсирующего распыленного материала.
Большим преимуществом ионно-плазменного напыления является его универсальность. С одинаковым успехом могут быть распылены металлы с различными свойствами, например вольфрам и золото. Такие сплавы, как нихром, пермаллой и нержавеющая сталь, распыляются без изменения их состава. Сложные (сплавные) пленки, состоящие из двух или нескольких металлов, можно изготовлять также одновременным распылением нескольких независимых мишеней.
Метод ионно-плазменного напыления является наиболее распространенным в производстве ИМС для получения пленок из материалов с различными свойствами. [3.стр. 127]
1.2. Вакуумные системы и их элементы
Вакуумное оборудование для нанесения тонких пленок так же, как оборудование для откачки ЭВП, может быть разделено на следующие группы: вакуумные установки непрерывного действия; вакуумные установки непрерывного действия и конвейерные линии непрерывного действия.
Установки периодического
действия колпакового типа наиболее распространены в промышленности. Однако
контактирование довольно сложного подколпачного устройства установки с
атмосферным воздухом после подъема колпака, а также невозможность прогрева
колпака затрудняют получение давления меньше 1 ![]() 10-4
Па. Производительность таких установок также невелика из-за значительного
вспомогательного времени, необходимого для получения рабочего давления.
10-4
Па. Производительность таких установок также невелика из-за значительного
вспомогательного времени, необходимого для получения рабочего давления.
Стремление повысить производительность оборудования, а также обеспечить одинаковые условия для изготовления изделий привело к созданию автоматизированных установок непрерывного действия с шлюзовой загрузкой. Непрерывная подача изделий в рабочую камеру устраняет необходимость в остановке работы вакуумной системы и сообщении рабочей камеры с атмосферным воздухом при переходе от одной партии изделий к другой.
Благодаря этому резко сокращается вспомогательное время, обеспечивается однородность технологического процесса и повышается производительность труда.
Вакуумные системы современных установок для нанесения тонких пленок состоят из следующих основных узлов: вакуумной рабочей камеры, коммутирующих элементов, средств откачки и средств измерения давления.
[3.стр. 132.], [ 2.стр.285 ]
1.2.1. Основные требования, предъявляемые к вакуумным
системам
В зависимости от назначения технологической установки к ее вакуумной системе может быть предъявлен ряд требований, выполнение которых обеспечивает возможность проведения необходимого технологического процесса, осуществляемого в вакууме.
1. Вакуумная система должна обеспечить получение требуемого давления в откачиваемом сосуде. Так, установка, предназначенная для откачки ЭВП, должна иметь вакуумную систему, обеспечивающую получение и поддержание давления в приборе на таком уровне, который исключает отравление катода и загрязнение других элементов прибора при достаточно быстром его обезгаживании прогревом. Для удовлетворения этого требования вакуумная система должна быть герметичной и снабжена соответствующими средствами откачки, измерения давления, коммутирующими и разъемными элементами.
Важным условием выполнения этого требования является подбор материалов, из которых будут изготовлены вакуумная система и ее элементы, а также методы подготовки вакуумной системы к работе.
2. Вакуумная система должна обеспечить возможность получения требуемой быстроты откачки сосуда. Для этого вакуумная система должна иметь определенную проводимость, а примененный вакуумный насос должен обладать необходимой быстротой действия.
3. Вакуумная система должна быть снабжена устройствами для контроля ряда параметров, характеризующих ее состояние.
К таким основным параметрам относятся общее и парциальные давления остаточных газов, скорость собственного газовыделения вакуумной системы, скорость накопления отдельных газов и паров в вакуумной системе и т.д.
Для контроля и измерения этих параметров вакуумную систему снабжают преобразователями давления, масс-спектрометрами, потокомерами и другими измерительными приборами.
4. При применении автоматических систем управления технологическими процессами (АСУТП) вакуумная система должна быть оснащена набором различных датчиков, осуществляющих передачу информации на ЭВМ. Используемые в вакуумной системе коммутирующие элементы должны быть автоматизированными, а средства откачки - высокопроизводительными и долговечными.
Технологический процесс, осуществляемый на вакуумных установках, часто длится многие десятки часов, поэтому вакуумная система должна быть высоконадежной при эксплуатации и иметь длительный межремонтный период. Это требование вызвано также и тем, что необходимо поддерживать вакуумную систему в рабочем состоянии в течение как можно большего времени. Вакуумная система, длительно не соприкасающаяся с атмосферой (особенно это относится к высоковакуумным магистралям), с течением времени обезгаживается, снижается ее собственное газовыделение и повышается эффективность ее работы. [3.стр. 162.], [ 2.стр.264 ]
1.2.2. Вакуумные системы оборудования для нанесения тонких
пленок
Требования, предъявляемые к вакуумным системам оборудования для нанесения тонких пленок, сформулированы в параграфе 1.2.1, а принципиальное построение вакуумных систем во многом напоминает схемы вакуумных систем индивидуальных откачных постов.
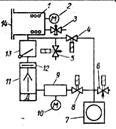
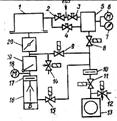
В табл.1 приведены
принципиальные схемы вакуумных систем наиболее распространенных установок для
нанесения тонких пленок. Вакуумная система, выполненная по схеме 1 табл.1,
нашла применение в установках для производства интегральных схем. Рабочая
камера 14 предварительно откачивается до давления 5 Па через кран 4
механическим вакуумным насосом 7, который в этой время отсоединен от
пароструйного диффузионного насоса 11 краном 8. Затвор 13 закрыт, а насос 11
работает на форвакуумный баллон 9. После достижения давления около 10 Па
высоковакуумная откачка рабочей камеры до давления 1![]() 10-4
- 510-5 Па осуществляется через азотную ловушку 12 высоковакуумным
насосом 11; при этом кран 4 закрыт, а кран 8 открыт. При выключении насоса 7 в
него напускают воздух через электромагнитный клапан 6. Краны 4 и 8 и
электромагнитный клапан 6 смонтированы в один блок.
10-4
- 510-5 Па осуществляется через азотную ловушку 12 высоковакуумным
насосом 11; при этом кран 4 закрыт, а кран 8 открыт. При выключении насоса 7 в
него напускают воздух через электромагнитный клапан 6. Краны 4 и 8 и
электромагнитный клапан 6 смонтированы в один блок.
Давление в вакуумной системе измеряют манометрическими преобразователями 2 и 10.
Часто внутри рабочей камеры 14 размещают охлаждаемую жидким азотом ловушку 1 (мейснеровская ловушка), назначение которой - улучшить вакуум в камере при значительном газовыделении некоторых материалов при их испарении. С этой же целью в ряде конструкций устанавливают в рабочей камере дополнительные титановые испарительные геттерные насосы или криосорбционные насосы, охлаждаемые жидким гелием. Для напуска воздуха или газа в рабочую камеру предусмотрены электромагнитный натекатель 5 и ручной натекатель 3.
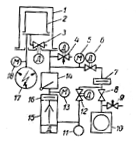
Вакуумная система, изготовленная по схеме 2 табл.1, используется в установках для производства многослойных тонкопленочных элементов микросхем методом ионного испарения материалов. В качестве основного средства откачки применен бустерный насос 16 с азотной ловушкой 17, который откачивает рабочую камеру 1 до давления 5*10-3 Па через затвор 19. Затем из смесительного бака 5, который может быть предварительно откачан через кран 8, с помощью игольчатых натекателей 2,3 и 4 газ или смесь газов подается в рабочую камеру, и давление в ней возрастает до 15-5*10-1 Па.
Уровень рабочего давления в камере стабилизируется и регулируется как изменением потока газа, напускаемого через игольчатые натекатели, так и положением заслонки 20, изменяющей эффективную быстроту откачки рабочей камеры 1. Предварительная откачка рабочей камеры чрез кран 9 и насоса 16 через краны 15 и 11 осуществляется механическим вакуумным насосом 13, снабженным водоохлаждаемым маслоотражателем 10. Электромагнитный клапан 14 служит для напуска воздуха в систему, а клапан 12 - в насос 13. Измерение давления в различных участках системы производится манометрическими преобразователями 7 и 18.
Как уже отмечалось, вакуумные установки колпакового типа с использованием резиновых уплотнителей не позволяют получать высокий вакуум из-за невозможности производить высокотемпературный прогрев с целью обезгаживания рабочей камеры. Применение металлических уплотнителей при частых подъемах и опусканиях колпака значительно затрудняет эксплуатацию оборудования. Поэтому для получения давления меньше 10-5 Па в лабораторных установках для нанесения тонких пленок оказалось целесообразным использование двухстенных рабочих камер, выполненных по системе «вакуум в вакууме».
Сверхвысоковакуумная система, изготовленная по этому принципу, соответствует схеме 3 табл.1. Наружная водоохлаждаемая толстостенная камера 1 уплотняется с плитой с помощью резинового уплотнителя и через кран 6 с моторным приводом, водоохлаждаемую ловушку 7 и кран 8 предварительно откачивается механическим вакуумным насосом 10 до давления 10-1 Па. Затем камера 1 через затвор 14 и азотную ловушку 16 откачивается до давления 10-3 - 10-4 Па пароструйным диффузионным насосом 15. Внутренняя тонкостенная рабочая камера 2 предварительно откачивается до давления 10-3 - 10-4 Па через кран 3 с моторным приводом, установленным в камере 1, одновременно с наружной камерой. Высоковакуумная откачка рабочей камеры 2 до давления 5*10-7 Па производится ионно-геттерным насосом 17. Для обезгаживания рабочей камеры 2 прогревом до 700 К через ее тонкие стенки пропускают электрический ток при непрерывной откачке камер 1 и 2. Уплотнение внутренней камеры осуществлено по притертым поверхностям. Благодаря тому, что вокруг камеры 2 создано достаточно высокое разрежение, перетекание газа из камеры 1 в камеру 2 незначительно. Газ в камеру 1 напускается с помощью натекателя 4, а в механический насос - натекателем 9. При предварительной откачке камер 1 и 2 насосом 10 последний отсоединяется от высоковакуумного насоса 15 краном 12, причем роль форвакуумного баллона в это время выполняет отсоединенный трубопровод, объем которого оказывается достаточным для поддержания необходимого выпускного давления на патрубке насоса 15. Для измерения давления в системе предусмотрены манометрические преобразователи 5, 11, 13 и 18.
[3.стр. 185.], [2.стр.286 ]
Таблица 1. Принципиальные схемы вакуумных систем оборудования
для нанесения тонких пленок
| № | Техническая характеристика, применение | Рисунок | |||
| 1 |
Пароструйный диф.насос с азотной ловушкой, Механический вакуумный насос; Рост = 5•10-5 Па. Установка для производства тонко-пленочных элементов и интегральных схем. |
|
|||
| 2 |
Бустерный насос с азотной ловушкой; механический вакуумный насос, Рост = = 5•10-3 Па. Установка для производства много-слойных тонкопленочных элементов микросхем методом полного испарения металлов. |
|
|||
| 3 |
Ионно-геттерный насос. Пароструйный диффузионный насос. Механический вакуумный насос. Рост = 5•10-7 Па. Исследовательская установка для отработки тонкопленочной технологии. |
|
1.2.3. Элементы вакуумных систем
1. Разборные вакуумные соединения
Разборные вакуумные соединения относятся к числу наиболее ответственных узлов любой вакуумной системы. Это связано с тем, что потеря вакуумной плотности вакуумной системы чаще всего вызывается разгерметизацией разборного соединения. При выборе конструкции разборного соединения для работы в конкретной вакуумной системе необходимо руководствоваться следующими характеристиками:
1) натеканием, т.е. количеством газа, протекающего в единицу времени в вакуумный сосуд между поверхностями уплотнителя и элементом соединения, а также за счет проницаемости газа через материал уплотнителя;
2) газовыделением с поверхностей уплотнителя и элементов соединения, соприкасающихся с вакуумным сосудом;
3) механической прочностью соединения;
4) термической стойкостью, т.е. способностью выдерживать многократные нагревы и охлаждения без нарушения герметичности;
5) химической стойкостью;
6) легкостью монтажа и демонтажа соединения и степенью сложности его изготовления;
7) простотой проверки герметичности.
В разборных вакуумных соединениях в зависимости от предъявляемых требований к разрежению в вакуумной системе могут быть использованы как неметаллические, так и металлические уплотнители.[ 3.стр.213. ], [ 2.стр.293 ]
2. Устройства для передачи движения в откачиваемый сосуд
Возможность использования того или иного устройства для ввода движения в значительной степени определяется конструкцией уплотнительного элемента, передающего движение в откачиваемый сосуд.
Конструкция уплотнительного элемента определяет диапазон рабочих давлений и температур, максимально возможную передаваемую нагрузку, максимально допустимые скорость и перемещение ведомого звена в вакууме, кинематическую точность, срок службы и другие параметры ввода.
В зависимости от конструкции уплотнительного элемента вводы движения могут быть разбиты на три группы:
1. Вводы движения с контактным уплотнительным элементом.
2. Вводы движения с деформируемым уплотнительным элементом.
3. Вводы движения с неподвижным уплотнительным элементом.
[ 3.стр.238.. ], [ 2.стр.300 ]
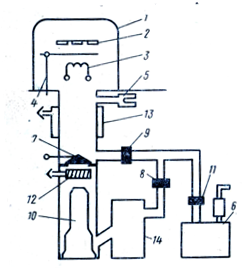
1.3. Устройство вакуумной камеры для получения тонких пленок термическим испарением
На рис.3 схематически показано устройство вакуумной установки, применяемой для получения тонких пленок путем термического испарения в вакууме. Установка состоит из рабочей камеры, вакуумной системы и пульта управления.
Рабочая камера 1 выполнена в виде цилиндрического колпака из нержавеющей стали со смотровыми окнами 16, краном для напуска воздуха - натекателем 6 и манометрами 13 для измерения давления. Этот колпак устанавливается на базовой плите, через которую проходят все провода от колпака. Вакуумно-плотное соединение рабочей камеры с базовой плитой достигается с помощью прокладки 14 из эластомера, обладающего незначительным газовыделением.
Внутри рабочей камеры расположены нагреватели 2 для обезгаживания, испаритель 7 для нагрева напыляемых веществ, трафарет (маска) 5, обеспечивающий заданную конфигурацию тонкопленочного слоя, и подложка 4 с нагревателем 3, на которой конденсируется испаряемое вещество. Между испарителем и маской помещена заслонка 15, позволяющая прекращать процесс напыления, как только толщина напыляемой пленки достигнет требуемого значения.
Вакуумная система представляет собой последовательное соединение паромасляного 11 и вращательного 10 насосов. Откачка рабочего объема производится через отверстие в базовой плите. На входе паромасляного насоса установлены маслоотражатель, ловушка 12 и затвор 9, отделяющий входной патрубок паромасляного насоса от рабочего объема. Первоначальное удаление основной массы воздуха из рабочего объема установки производится вращательным насосом по трубопроводу, соединенному через вентиль 8 с откачиваемым объемом. .[ 3.стр.286. ]
Пульт управления состоит из высоковольтного и низковольтного источников питания, с помощью которых нагревается испаряемое вещество и возникает тлеющий разряд между электродами для ионизации откачиваемого газа. Высоковольтный источник необходим также, если испарение материалов и очистка подложек осуществляются путем электронной бомбардировки. На пульте управления устанавливаются контрольные приборы для ионизационного и термопарного манометров, определения скорости напыления и толщины полученных пленок, температуры подложки и др.
 |
.[ 3.стр.286. ],
Рисунок 3. Схематическое устройство вакуумной установки
2. УСОВЕРШЕНСТВОВАНИЕ БЛОКОВ УСТАНОВКИ ВАКУУМНОГО НАПЫЛЕНИЯ
Базовая установка для напыления тонких пленок термическим вакуумным испарением была предусмотрена для реализации последовательного напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом.
2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления
2.1.1. Блок-схема
Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение тонких пленок, средства создания вакуума - форвакуумный насос и диффузионный паромасляный насос с водной и азотной ловушками. Управление процессами напыления и вакуумной системой осуществляется при помощи приборов, расположенных в стойке управления. Блок-схема установки представлена на рис. 4. Контроль за температурой подложки и измерение вакуума в камере осуществляется при помощи милливольтметра постоянного тока с хромель-алюмелевой температурой и вакуумметра ВИТ-2П, работающего с преобразователями ПМТ и ПМИ в зависимости от требуемого уровня вакуума в камере для напыления.
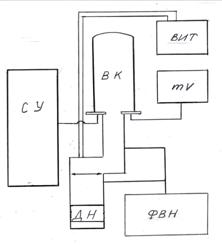
Рисунок 4. Блок схема установки вакуумного напыления
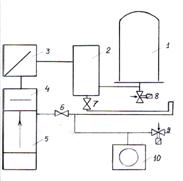
Рисунок 5. Принципиальная схема вакуумной установки для
нанесения тонких плёнок
2.1.2. Принципиальная схема вакуумной системы
Принципиальная схема
вакуумной системы установки для нанесения тонких пленок представлена на рис. 5.
Рабочая вакуумная камера 1предварительно откачивается до давления 5*10-2
Па при помощи форвакуумного механического насоса через магистраль, включающую
кран 7 и форвакуумный объем 2. После этого кран 7 перекрывается и производится
откачивание рабочего объема пароструйного диффузионного насоса 5, соединенного
с объемами 4 и 3 до такого же остаточного давления, затем включается
подогреватель масла диффузионного насоса и открывается заслонка шиберного
устройства 3. В режиме открытых крана 6, шибера 3 при закрытом кране 7 и
клапанах 8,9 осуществляется откачка вакуумной камеры до остаточного давления 10-4-
10-5 Па. В случае, если после проведения процесса напыления
необходимо перезагрузить испарители и произвести повторное нанесение тонких
пленок диффузионный насос 5 отсекается шибером 3 и при помощи клапана 8
осуществляется разгерметизация вакуумного объема 1 для перезагрузки
лодочек-испарителей, либо подложек. После этого перекрывается кран 6 и
открывается вакуумный кран 7 и при закрытом клапане 8 осуществляется
предварительная откачка камеры 1 до давления 5![]() 10-2
Па. Затем перекрытием крана 7 и последовательным открыванием крана 6 и шибера 3
вакуумная система возвращается в полный рабочий цикл.
10-2
Па. Затем перекрытием крана 7 и последовательным открыванием крана 6 и шибера 3
вакуумная система возвращается в полный рабочий цикл.
Окончание работы вакуумной системы осуществляется в последовательности:
- выключение напряжения питания подогревателя диф-
фузионного насоса;
- закрытие шиберной заслонки 3;
- закрытие вакуумного крана 6;
 |
- выключение форвакуумного насоса 10 с одновременным
открытием клапана 9.
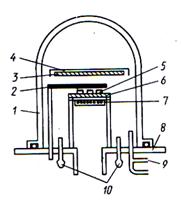
Рисунок 6. Устройства вакуумной камеры
2.1.3. Устройство вакуумной камеры.
Герметизация вакуумной камеры осуществляется прижатием кварцевого колпака 1 к основанию 4 через прокладку из вакуумной резины 3. Внутри камеры расположены на кронштейнах резистивный нагреватель 8 подложки 7 (кронштейны на рисунке не показаны). Температура подложки контролируется термопарой 2, размещенной с тыльной стороны подложки 7. Заслонка 6 предназначена для предотвращения попадания вещества с испарителей 5 в начальный момент нагрева последних, а в дальнейшем при распылении отводится в сторону при помощи электромагнита, подносимого с внешней стороны колпака. Заслонка 6 свободно вращается на оси, закрепленной к основанию камеры 4.
2.1.4. Структура электрической схемы базовой установки
Установка для нанесения тонких пленок термическим испарением в вакууме подключается к трехфазной сети переменного тока. Условно электрическая схема может быть разделена на три блока по функциональному назначению (рис. 7). Первый блок предназначен для электрообеспечения средств создания вакуума и обеспечивает включение электродвигателя форвакуумного насоса, а также подачу напряжения на электрический воздушный тэн, предназначенный для подогрева масла диффузионного насоса вакуумной установки. С целью обеспечения управления температурой подогрева тэн включен через лабораторный автотрансформатор. Температура масла в диффузионном насосе не измеряется, опосредованный ее контроль обеспечивается возможностью непосредственного контроля напряжения на нагревателе стрелочным вольтметром, расположенным на стойке управления.
Вторая часть электрической схемы установки предназначается для обеспечения процесса нанесения тонких пленок. Силовая часть обеспечивает подачу тока на испарители-лодочки, из которых и происходит распыление металлов. Она состоит из лабораторного автотрансформатора мощностью
2 кВт, в нагрузку к которому подключена первичная обмотка силового трансформатора, питающего от вторичной сильноточной обмотки испарители. При этом испарители при помощи переключателя подключаются ко вторичной обмотке силового трансформатора поочередно. Контроль тока через испарители осуществляется по первичной обмотке силового трансформатора. Для обеспечения подогрева подложки выполнена отдельная электрическая цепь, состоящая из ЛАТРа, амперметра и, собственно, электрической нагревательной спирали из нихрома, расположенной внутри камеры (рис. 6) в непосредственной близости от подложки.
Третий функциональный блок состоит из вольтметра постоянного тока В7-27, предназначенного для измерения температуры подложки и прибора ВИТ-2П, работающего с преобразователями ПМТ и ПМИ (рис. 7), предназначенных для измерения уровня вакуума в системе.
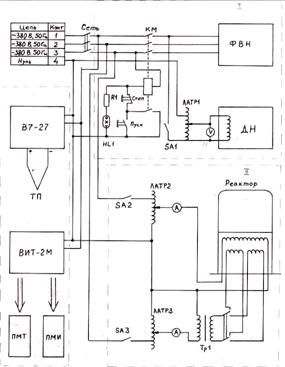 |
Рисунок 7. Электрическая схема базовой установки
2.2. Модернизация электрической схемы установки вакуумного
напыления
В параграфе 2.1.4 описана электрическая схема базовой установки. Как следует из рис. 7, ее исполнение не позволяет выполнять одновременное испарение металлов из двух лодочек, кроме того управление по первичной обмотке трансформатора при разогреве лодочек приводит к значительным потерям электрической мощности и не позволяет осуществлять достаточно точную регулировку тока через испарители. Базовая электрическая схема не предусматривала возможность поддержания постоянной температуры подложки. В настоящей работе мы выполним модернизацию блока управления температурой подложки и испарителей с целью обеспечения более высокой точности управления токами через испарители и нагреватель подложки, а также осуществление режима поддержания постоянства температуры подложки.
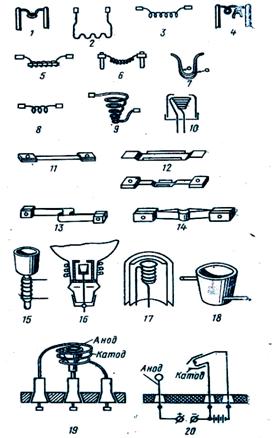 Рис. 8
Виды испарителей: проволочные (1—10), ленточные (//—14) тигли
(15—19) и электронно-лучевой (20)
Рис. 8
Виды испарителей: проволочные (1—10), ленточные (//—14) тигли
(15—19) и электронно-лучевой (20)
2.2.1. Расчет силового трансформатора
Для конструктивного расчета силового трансформатора устанавливаем следующие исходные данные:
-
напряжение питающей сети - ![]() U1
= 200 В;
U1
= 200 В;
- действующее напряжение вторичных обмоток U2 = U3 = 40 В, U4 = 20 В;
- действующие токи вторичных обмоток I2 = I3 = 50 A; I4 = 5 A.
1. Определяем сумму мощностей всех вторичных обмоток при полной нагрузке
PII = P2 + P3 + P4 = I2U2 + I3U3 + I4U4 = 2 х 40 х 50 + 5 х 20 = 4100 Вт.
Мощность трансформатора
определяется формулой Pтр = PII/![]() =
=
= 4100/0,9 ![]() 4600 Вт. Принимаем
величину индукции В = 11
4600 Вт. Принимаем
величину индукции В = 11![]() 103
гс, плотность тока
103
гс, плотность тока ![]() = 2,8 А/мм2.
= 2,8 А/мм2.
2. Определяем необходимую активную площадь сечения сердечника Sc по формуле:
|
Sc = 700 |
2.1 |

где a = 5,0, f = 50 Гц - частота питающей сети:
Sc
= 700![]() = 85,6 см2
= 85,6 см2
Поперечное сечение сердечника с учетом коэффициента заполнения
k3 = 0,92, Sс![]() = Sc/k3
= 93 см2.
= Sc/k3
= 93 см2.
3. Определяем число витков обмоток
![]() 2.2
2.2
![]() 2.3
2.3
С учетом 10%
поправки ![]() ;
; ![]() .
.
4. Определяем диаметры проводов обмоток
d2 = d3 = 1,13![]() =
4,8 мм; d4 = 3,1 мм. 2.4
=
4,8 мм; d4 = 3,1 мм. 2.4
5. Ток в первичной обмотке определяем по формуле
6. I1 = 1,1![]() = 1,1
= 1,1![]() .
2.5
.
2.5
6. Определяем число витков в первичной обмотке
![]() 2.6
2.6
при диаметре провода d1 = 3,25 мм.
2.2.2. Разработка трехканального устройства регулирования тока
Для обеспечения независимого управления нагревом лодочек-испарителей, а также температурой подложки, на которую осуществляется нанесение тонкой металлической пленки, разработано трехканальное устройство управления током. Устройство предназначается для регулирования температуры мощных низковольтных нагревательных элементов. Оно состоит из трех независимых блоков, подключенных к отдельным понижающим обмоткам силового трансформатора и позволяет осуществлять регулировку тока в каждой из нагрузочных цепей независимо друг от друга. Принципиальная электрическая схема трехканального устройства управления токами нагрузки, чертежи печатной платы и монтажной платы приведены на рис. 9.
Сетевое напряжение (~220 В) понижается силовым трансформатором до расчетных значений напряжений U2, U3, U4 (см.п.2.2.1) и подается на схемы регулирования тока 1,2 и 3, состоящие из мощных силовых симисторов и интегральных драйверов. Интегральный драйвер выполнен на основе интегральной микросхемы КР1182ПМ1, предназначенной для регулирования тока через активную нагрузку мощностью до 150 Вт, либо для управления внешними тиристорами, либо симисторами. На выводах 14 и 15, а также 10 и 11 микросхемы формируются импульсы с частотой питающей электросети, скважность импульсов зависит от сопротивления переменного резистора, которым и осуществляется регулирование тока через активную нагрузку (лодочку-испаритель). Каналы 1 и 2, управляющие мощными симисторами ТС-161-160-2, обеспечивают регулировку тока через испарители. Канал 3 предназначается для управления током через нихромовую спираль, служащую для подогревания подложки, в нем использован симиcтор средней мощности ТС122-25-2, рассчитанных на токи до 10 А. Оптимальная технология изготовления печатной платы трехканального устройства регулирования тока приведены в табл.2
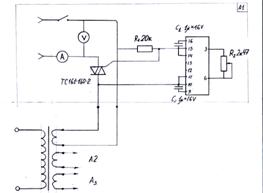
Рис. 9 Принципиальная схема управления тока спиралей
Примечание: Блоки А1; А2; А3 эдентичны, за исключением блока А3 где установлен семистор ТС122-25-2
2.2.3. Обеспечение поддержания постоянной температуры подложки
Поскольку при напылении тонких пленок не требуется сверхпрецизионной точности поддержания температуры (параграф 1.1), то в качестве регулирующего температуру подложки устройства был выбран прибор Ш4541- позволяющий одновременно производить измерение и регулирование температуры в пределах 0-1100 0С при использовании хромель-алюмелевой термопары. Измерительный механизм прибора Ш4541 - магнитоэлектрической системы, с подвижной частью на кернах. Двухпозиционный регулирующий сигнал обеспечивается посредством индуктивного датчика положения стрелки, представляющего собой жестко закрепленный на стрелке экран, взаимодействующий с контурными катушками генератора. При температуре ниже заданной, когда указатель стрелки находится левее указателя задачи регулирующего устройства, экран, закрепленный на стрелке, находится вне зазора контурных катушек и генератор вырабатывает высокочастотные колебания. Транзистор VT2 (рис. 10) при этом открыт и на контактах колодки 5,6 возникает выходной сигнал - напряжение постоянного тока порядка 12V при токе до
100 mА. При достижении температуры подложки заданного значения, когда указатель стрелки совпадает с указателем задачи регулирующего устройства, экран входит в зазор и генерация срывается, что приводит к запиранию транзистора VT2 и к исчезновению выходного сигнала. Схема включения регулирующего устройства приведена на рис. 11.
 |
[ 8.стр.5 ]
Рис 10. Схема электрическая принципиальная Ш4541
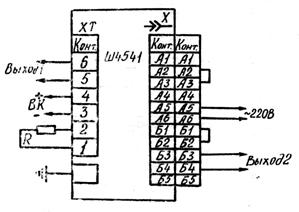
ВК - термоэлектрический преобразователь;
Х - разъем РП10-11
ХТ - колодка.
R - медный резистор
Рис. 11. Схема включения регулирующего устройства
2.2.4. Структура модернизированной электрической схемы
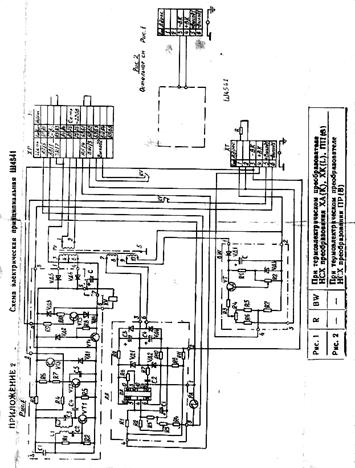
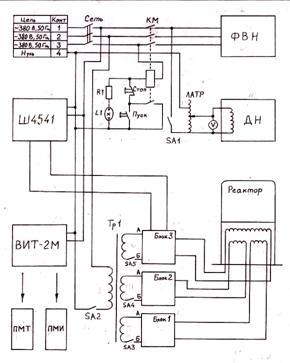
Структура модернизированной электрической схемы установки представлена на рис. 12. Без изменений остался только функциональный блок, предназначенный для управления вакуумной системой. Охарактеризуем отличительные особенности модернизированной электрической схемы. Прежде всего функциональные блоки измерения и управления температурой фактически стали одним устройством за счет использования вместо измерительного милливольтметра В7-27 прибора Щ4541, являющегося одновременно и измерительным милливольтметром постоянного тока, и регулирующим устройством температуры, обеспечивающим вместе с блоком 3 трехканального устройства регулировки тока постоянство температуры подложки в процессе напыления пленок. Из рис. 11 видно, что, в отличие от базовой схемы, модернизированная позволяет осуществлять нагрев лодочек-испарителей как по отдельности, путем поочередного замыкания цепи электропитания блоков регулировки тока 2 и 1 выключателями SA2, SA4, либо SA2, SA3, так и реализовывать процесс одновременного напыления из двух лодочек (при этом цепи
 |
замыкаются одновременным включением SA2, SA3, SA4.
Рисунок 12. Структурная схема усовершенствованной электрической схемы установки
2.3. Разработка механического устройства поворота заслонки
В первоначальном виде в установке была предусмотрена заслонка, которая приводилась в движение путем перемещения мощного электромагнита вдоль наружной поверхности кварцевого колпака вакуумной камеры. Заслонка крепилась при помощи кронштейна с подшипником скольжения на жестко закрепленный к основанию вакуумной камеры стальной стержень. Однако при эксплуатации установки обнаружили, что вследствие достаточно близкого расположения кронштейна с подшипником к лодочкам испарителя в процессе напыления некоторая часть распыляемого материала попадает на поверхности скольжения, что ухудшает его качество и приводит к необходимости периодического демонтажа заслонки для удаления химическим травлением слоев металла. Кроме этого, схема питания электромагнита обусловливает дополнительное потребление электрической энергии.
2.3.1. Выбор устройства для передачи движения в вакуумную камеру
Так как лабораторная установка не требует автоматизации процессом перемещения заслонки, было принято решение о замене конструкции заслонки на простую и надежную, основанную на механическом перемещении. Были рассмотрены различные варианты передачи движения в вакуумную камеру.
Для надежной и долговечной работы вакуумных вводов движения необходимо, чтобы герметизирующий элемент не воспринимал передаваемые устройством усилия. Поскольку нам необходимо передавать вращательное движение, то в результате поиска было выбрано техническое табл. 2. В этом устройстве промежуточное звено 1 совершает
плоскопараллельное движение по цилиндрической поверхности с радиусом, равным эксцентриситету е с центром на общей оси ведущего и ведомого валов 2 и 3. Крутящий момент от сил трения в опорах промежуточного звена 1, смонтированного на ведущем и ведомом валах, воспринимается гибким уплотнительным элементом (металлическим сильфоном или резиновой мембраной), нагружая его касательными напряжениями, величина которых обратно пропорциональна эксцентриситету. В свою очередь, эксцентриситет должен быть весьма малым с целью ограничения деформации гибкого уплотнительного элемента. Указанные причины ограничивают область применения ввода вращения подобной конструкции, допуская его использование лишь в случаях относительно малых крутящих моментов сопротивления на ведомом валу 3, однако для поворота заслонки этот вариант ввода вращения является приемлемым ввиду незначительности нагрузки на ведомом валу, обусловленном малым весом 0,15 кг заслонки вместе с кронштейном.
Выбранный тип устройства передачи вращения в вакуумную камеру, эскизно представленный на рис. 12 , содержит мембрану 4 (уплотнитель), которая должна быть выполнена из вакуумной резины. Уплотнители для вакуумных систем изготавливаются из резин марок 7889, 9024, 51-1578, 51-1433 и др. Одной из важнейших характеристик вакуумных резин является их проницаемость (табл. 3). Наибольшей проницаемостью из газов обладает водород, затем в порядке уменьшения следуют гелий, кислород и азот. Кроме перечисленных газов, резины проницаемы для паров многих растворителей, а также для сложных газов. При прогреве резины в вакууме выделяются газообразные, жидкие и твердые продукты, причем скорость выделения этих продуктов увеличивается с возрастанием температуры. При длительном прогреве резины в вакууме и последующем охлаждении до комнатной температуры скорость газовыделения уменьшается и достигает мало изменяющейся величины. Резиновый уплотнитель вырезается из пластин (ТУ 38-105116-70). Однако наилучшие показатели получаются при непосредственном формовании резиновой смеси и последующей вулканизации в пресс-формах.
Исходя из реальных требований к лабораторной установке по остаточному давлению газов, реальных температурных условий эксплуатации, вышеперечисленных требований к вакуумным уплотнителям и экономической целесообразности, нами выбрано два типа резины, подходящих для изготовления мембраны устройства передачи движения в вакуумную систему, физико-механические свойства которых приведены в табл. 4. Однако с учетом требований по химической стойкости окончательный выбор сделан в пользу хотя и более дорогой, но более химически стойкой резины марки 9024.
[ 2.стр.304 ]
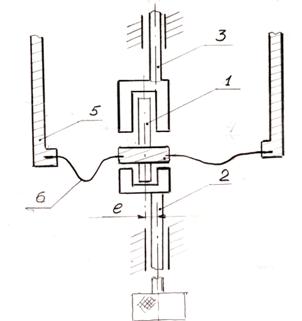
Рисунок 13. Передача вращательного движения заслонки.
2.3.2. Конструкция механизма поворота заслонки
Выбор механизма ввода движения в вакуумную камеру, сделанный в предыдущем параграфе, во многом предопределяет конструкцию всего механизма поворота заслонки. При его разработке использованы стандартные технические решения, что, с учетом отсутствия значительных нагрузок на подвижные (вращающиеся) детали конструкции, позволило отказаться от расчетов прочности валов. Выборы размеров диктовались реальными габаритными данными вакуумной камеры модернизируемого устройства, характер механической обработки деталей - общими машиностроительными требованиями.
Эскиз механизма поворота представлен на рис.14. Процесс изготовления валика приведен в технологической части 3, таблице 6.
Таблица 2. Характеристики устройства ввода движения
| Наименование ввода движения |
Диапазон рабочих давлений, Па |
Максималь-ная темпера-тура прогрева, К |
Вид уплотни-теля | Частота враще-ния, об/мин |
Макси-мальный пере-даваемый момент, Н.м |
| Ввод вращения с промежуточным звеном,совершаю-щим лоскопарал-лельное движение |
10-3- 10-5 |
350 -450* |
Резино-вая мембра-на | до 100 | 3 |
* В зависимости от марки вакуумной резины, из которой изготовлена мембрана.
Таблица 3. Физико-механические свойства вакуумной резины марок
7889 (1) и 9024(2)
| Миним. рабочая темп-ра в вакууме,К |
Максим. рабочая темп-ра в вакууме, К |
Хими-ческая стой-кость |
Удельн. поток газовыдел. при максим. рабочей темп-ре, м3 Па/(м2с) |
Характе-ристика продук-тов газовы-деления |
Прони-цаемость при давлении 105Па/(м2с) по азоту |
|
| 1 | 243 | 350 | Нестой-кая |
5,3•10-5 |
твердые, жидкие, газообраз-ные |
2,3•10-7 |
| 2 | 240 | 360 | Масло-стойкая |
2,7•10-5 |
-“- |
2,5•10-8 |
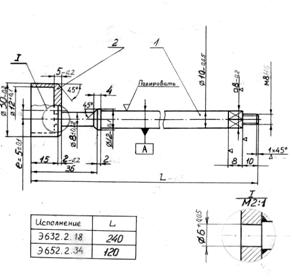
Рис. 14 Эскиз поворотного валика
3.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Технология изготовления печатной платы и поворотного валика представлены в таблицах 2 и 3
|
|
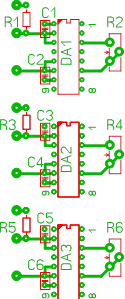
Рис. 15 Печатная плата управляющего устройств
Таблица 4 Технология изготовления печатной платы
|
Режим |
||||||
|
№ опера-ции |
Наименование операции |
Оборудование, инструмент, приспособления |
Фото-материал |
Концен-трация или количе-ство |
темпера-тура, оС |
время, мин |
| 1. | Проверить качество поверхности и прочность сцепления фольгированного диэлектрика в соответ-ствии с требованиями МРТУ | Инструмент оговаривается МРТУ | ||||
| 2. | Штамповать или нарезать заготовки плат с учетом технологического припуска | Пресс эксентриковый вырубной или ножницы, угольник, линейка | ||||
| 3. | Снять заусениц по периметру заготовки | Установка для снятия заусениц или напильник личной | ||||
| 4. |
Сверлить фиксирую-щие отверстия (в слу-чае технологической необходимости) |
Сверлильный станок, кондуктор, сверло спиральное | ||||
| 5. | Снять заусеницы в фиксирующих отверстиях | Развертка, надфиль | ||||
| 6. | Очистить поверхность заготовки, предварительно смочив ее водо | Полировальная машина или вруч-ную | Шлифпоро-шок № 5, венская известь | |||
| 7. | Промыть проточной водой (холодной) | Ванна с душевым устройством |
20 |
0,5-1,0 | ||
| 8. | Декапировать | Ванна | Кислоты соляная или серная | 50-100 г/л |
10-15 сек |
|
| 9. | Промыть проточной холодной водой | Ванна с душевым устройством | 20± 5 | 0,5-1,0 | ||
| 10. |
На фольгированную поверхность заготовки нанести слой эмульсии |
Ванна |
Поливини-ловый спирт Аммоний двухромо-вокислый ОП-10 (ОП-7) 5%-ный раствор спирта |
70-90 г/л 10-15 г/л 5 мг/л 30-50 мг/л |
||
| 11. | Сушить светочувст-вительный слой | Центрифуга с подогревом | 35-40 | До высы-хания | ||
| 12. | Проверить визуально качество нанесенного светочувствительного слоя | |||||
| 13. | Смонтировать негатив с заготовкой платы | |||||
| 14. | Произвести экспони-рование | Светокопироваль-ная установка | 5-15 | |||
| 15. | Проявить и окрасить изображение схемы | Ванна с красите-лем, поролоновая губка | Метилвио-лет, вода | 3-5 г/л | 35-40 | 4-5 |
| 16. | Промыть холодной проточной водой | Ванна с душем | Вода водопровод-ная |
20 |
0,5-1,0 | |
| 17. | Произвести химиче-ское дубление | Ванна | Хромовый ангидрид | 30-50 г/л |
20 |
0,5-1,0 |
| 18. | Промыть холодной водой | Ванна |
Вода водо- проводная |
20 |
1,0 | |
| 19. | Сушить заготовку платы | Вентилятор, стойка, калорифер | 20-40 | До высы-хания | ||
| 20. | Обработать поверх-ность платы ватным тампоном, смоченным раствором | Ватный тампон или поролон |
Раствор состава; хлористый кальций, кислота мо-лочная спирт, глицерин, раданистый аммоний |
100 мл 25 мл 50 мл 500 мл 500 мл |
||
| 21. | Промыть холодной проточной водой |
Ванна с душевым устройством |
Вода водо-проводная |
20 |
1 | |
| 22. | Сушить обдувкой воздухом | Калорифер |
20 |
До высы-хания | ||
| 23. | Произвести тепловое дубление | Сушильный шкаф с терморегулятором | 150 | 30-60 | ||
| 24. | Ретушировать рисунок схемы на плате по светочувствительной эмульсии | Штатив, кисть колонковая № 0,1, бинокулярные очки | Асфальтлак № 411, лю-бой нитролак |
20 |
||
| 25. | Сушить | Стойка |
20 |
|||
| 26. | Контроль 100%-ного качества изображения | Лупа | ||||
| 27. | Обработать раствором | Поролон |
Раствор состава: хлористый кальций, кислота молочная, спирт, глицерин, раданистый аммоний |
100 мл 25 мл 50 мл 500 мл 500 мл |
20 |
0,5-2 |
| 28. | Травить | Установка травления |
Хлорное железо, технический раствор уд.вес 1,38-1,4 |
20 |
До 20 | |
| 29. | Промыть холодной проточной водой | Ванна с душевым устройством | Вода водопровод-ная |
20 |
1-2 | |
| 30. | Сушить обдувкой теплым воздухом | Калорифер | 35-40 | До высы-хания | ||
| 31. | Удалить ретушь протиркой (поролон) | Поролон | Скипидар, бензин, ацетон | |||
| 32. | Удалить задубленный светочувствительный слой | Ванна |
Кислота щавелевая Натрий хлористый |
150-200 г/л 50-100 г/л |
60-80 | До 5 |
| 33. | Промыть холодной проточной водой | Ванна с душевым устройством | Вода водо-проводная |
20 |
||
| 34. | Сушить | Калорифер | До 60 | До высы-хания | ||
| 35. | Контроль 100%-ного качества | Лупа, бинокулярные очки | ||||
| 36. | Нанесение технологического покрытия | Кювет | Раствор КПЭЦ или спиртокани-фольный флюсующий раствор | |||
| 37. | Сушить | Сушильный шкаф | 50-60 | 180 | ||
| 38. | Сверлить отверстия, произвести механиче-скую обработку плат в соответствии с черте-жом | Сверлильный станок, пресс ручной | ||||
| 39. | Контроль 100%-ного качества | Лупа, бинокулярные очки | ||||
| 40. | Маркировка | Трафарет, кисть колонковая |
Краска БМ по НО 028000 |
|||
| 41. |
Контроль готовых печатных схем |
Лупа, бинокулярные очки | ||||
| 42. | Упаковка | Бумага, коробки, пакеты, полиэтиленовые мешки | ||||
Таблица 5. Технологический процесс изготовления валика Э652.2.34.
(рис. 14), вариант сборный.
| №№ опера-ций | Наименование операций | Содержание операций | Наименование , шифр оборудования, приспособления, инструмент |
| 5. | Заготовительная (отрезная) |
Деталь 1, валик Зажать пачку прутков Æ14 в тиски, отрезать в размер 112+1 |
Пила механическая. |
| 10. | Токарная |
1 переход. Установить в патрон, подрезать торец как чисто, центровать Æ2. 2
переход. Переустановить другим торцом, подрезать в р-р 108 |
Токарный станок 16К20. Патрон з-х кулачковый, резец подрезной, сверло центровое. |
| 15. | Токарная |
1 переход. Установить в центр с поводковым хомутиком, точить: 1.1.
Æ6-0,05, 1.2.
Æ8-0,2, 1.3.
Æ12, 2 переход. Переустановить деталь обратной стороной, точить: 2.1
Æ8-0,12, 2.2
Æ105-0,05, расчетный). |
Токарно-винтовой станок 16К20, центра, хомут поводковый, резцы: проходной, подрезной. |
| 20. | Токарная (резьбонарезная) | 1. Установить в патрон, нарезать резьбу М8. | Токарно-винт. станок 16К20, патрон 3-х кулачковый, плашка М8 |
| 25. | Фрезерная |
Установить в патрон: 1 переход. Фрезеровать одну грань 4-х гранника по чертежу, повторить переход «1» 3 раза, обеспечивая симметричность граней относительно оси детали 0,1 мм. |
Станок фрезерный, головка делительна с 3-х кулачк. пат-роном. |
| 30. | Слесарная | Снять заусеницы после фрезерования квадрата. | Верстак, напильник |
| 35. | Шлифовальная | Установить в центры, шлифовать Æ10-0,05 по чертежу | Кругло-шлифовальный-станок |
| 40. | Полировальная | Установить в 3-х кулачк.патрон., полировать Æ10 по чертежу. | Токарный станок 16К20 |
| 5. | Заготовительная (отрезная) |
Деталь 2, стакан Зажать прутки Æ32 в тиски, отрезать заготовку в размер 20± 1. |
Пила механическая |
| 10. | Токарная |
Установить в патрон: 1. Подрезать торец. 2. Проточить Æ30,5, на длину 8+2мм; точить фаску 2,25х450 |
ок.-винтовой станок 16К20, патрон 3-х кулачковый, резец проходной |
| 15. | Слесарная-сверлильная |
1.
Разметить со стороны фаски центр.отв.Æ6,
выдерживая 2. Центровать, сверлить отв.Æ6+0,05 глубина 5+1 |
Станок сверлильный 2Н118, сверло центровое сверло Æ6. |
| 20. | Токарная |
Установить в патрон, 1. Подрезать торец в размер 17-0,1 2. Центровать отверстие; 3. Сверлить отв.Æ10+1 глуб.9-1; 4. Расточить отв. Æ12+0,05 глуб. 12± ± 0,5. |
Станок токарн.16К20, сверло центровое Æ2, сверло Æ10 или Æ11, резец расточной. |
| 25. | Токарная | Установить деталь на оправку по Æ12, поджать центром задней бабки. Точить Æ30-0,2 по чертежу. | Станок токарн. 16К20, резец проходной. |
| 5. | Эл.сварочная |
Валик в сборе 1. Соединить валик стаканом. 2.
Приварить валик к стакану по чертежу с |
Эл.-сварочный аппарат |
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
В экономической части мы выполним расчет затрат (себестоимости) нового варианта модернизированной части электрической схемы установки вакуумного напыления.
4.1. Подготовительный этап
1. Характеристики базовой электрической схемы и ее назначение
Базовая электрическая схема, приведенная на рис.7 характеризуется следующими недостатками:
- невозможность реализации одновременного нагрева двух испарителей;
- отсутствие устройства поддержания температуры подложки;
- низкое значение коэффициента использования полезной мощности вследствие нестационарного режима использования элементов в цепи ЛАТР3-Тр1.
В этой связи установка имеет существенные ограничения как по реализации качественно новых экспериментов, так и по воспроизводимости экспериментальных результатов.
2. Основные направления улучшения изделия
Основными направлениями улучшения электрической схемы установки являются:
- обеспечение возможности независимого управления испарителями за счет использования раздельной регулировки токов при одновременном снижении общих энергозатрат, обеспечиваемом применением современных электронных компонентов;
- обеспечение возможности точного поддержания температуры за счет включения в электрическую схему соответствующего устройства.
4.2. Информационный этап
1. Расчет стоимости покупных деталей и полуфабрикатов
Расчет стоимости полученных деталей и полуфабрикатов производим по данным электрической схемы модернизированной установки (рис.8, 10, 11), сведенным в табл. 5.
Таблица 6
Расчет покупных изделий и полуфабрикатов
|
Наименование изделия |
Тип или модель |
К-во штук |
Цена за единицу, грн. |
Стоимость, грн. |
| ИМС | КР1182МП1 | 3 | 4,50 | 13,50 |
| Конденсатор |
1;0 |
6 | 0,50 | 3 |
| Резистор | 20К, МЛТ2 | 3 | 0,20 | 0,60 |
| Потенциометр | СП-2,47к | 3 | 0,80 | 2,40 |
| Симистор | ТС161-160-2 | 2 | 15,00 | 30,00 |
| Симистор | ТС122-25-2 | 1 | 5,50 | 5,50 |
| Прибор измерительный | Щ4541 | 1 | 250,00 | 250,00 |
| Реле | РЭС55А | 1 | 1,50 | 1,50 |
|
ИТОГО: |
306,50 |
2. Расчет стоимости вспомогательных материалов
Определим стоимость вспомогательных материалов методом удельного веса стоимости материалов в общей калькуляционной стоимости. Учитывая производственный опыт промышленности, принимаем удельный вес в прямых затратах покупных материалов равным 0,5 (50%), а стоимость вспомогательных материалов 0,1 (10%).
Звсп.м.
= ![]()
где Звсп.м - затраты на вспомогательные материалы, грн.;
Зпок. - прямые затраты на покупные материалы, грн.;
Апок - удельный вес в прямых затратах покупных материалов, %;
Авсп.м. - удельный вес в прямых затратах вспомогательных
материалов, %.
3. Затраты на основную заработную плату
Для радиоэлектронной промышленности стоимость изготовления колеблется в зависимости от сложности изготавливаемого устройства и составляется в процентах от стоимости основных материалов. В нашем случае - это плата невысокой сложности и малой степени интеграции (принимаем 18%).
Технологический процесс изготовления печатной платы можно разделить на несколько стадий, каждая из которых дает свой весовой коэффициент в процентах от основной заработной платы.
Подготовительные операции - операции по шлифовке и очистке. Они выполняются на шлифовальных машинах. Квалификация работ низкая. Специальность - шлифовальщик II разряда. Весовой коэффициент - 3%.
Операция по нанесению рисунка с фотошаблона - трафаретная печать выполняется на специальных автоматах. Квалификация - высокая. Специальность - оператор сеткографического аппарата. Весовой коэффициент - 10%.
Прессовка и термообработка - операции по прессовке слоев печатной платы. Эти операции выполняются автоматически с применением роботов. Квалификация работ по обслуживанию пресс-автомата. Весовой коэффициент - 5%.
В механическую обработку входят операции резания, сверления, фрезерования, обработка отверстий. Все операции выполняются на станках с ЧПУ. Специальность - оператор ЧПУ. Весовой коэффициент - 60%.
Химическая обработка. Эта стадия связана с применением химических реактивов и выделением вредных газов в процессе реакции. Поэтому данная стадия выполняется в закрытых камерах без участия человека, кроме транспортных функций, для которых не требуется высокой квалификации рабочего. Весовой коэффициент - 8%.
Сборка. На этапе сборки осуществляется установка элементов, их пайка. Для установки используются роботы, для пайки - запаечные машины с волновой или каскадной пайкой. Этот этап очень ответственный, так как качество пайки определяет надежность и долговечность устройства. Специальность - расфасовщик. Весовой коэффициент - 8%.
Проверка и тестирование. На этом этапе производится проверка качества полученного устройства и его характеристики. Работы выполняются на испытательном стенде старшим техником. Весовой коэффициент - 4%.
Кроме того, для обслуживания станков, машин, оборудования требуются: слесарь-наладчик III разряда, инженер-робототехник и инженер-электронщик. Весовой коэффициент на оплату их труда составляет 2% от стоимости основных материалов. Определим затраты на основную заработную плату на основании удельного веса заработной платы в прямых затратах, равного 0,2 (20%).
Зпл.осн.
= ![]()
где: - Зпл.осн. - затраты на основную заработную плату, грн.;
- Зпок. - прямые затраты на покупные материалы, грн;
- Апок - удельный вес покупных материалов в прямых затратах, грн.;
- Апл.осн. - удельный вес основной заработной платы в прямых
затратах, грн.
Определим затраты на заработную плату на каждом этапе изготовления модернизированной электрической схемы управления и контроля вакуумной установки. Результаты помещены в таблице 6.
Таблица 6
Расчет затрат на заработную плату для различных этапов технологического процесса
|
№ п/п |
Специальность |
Разряд |
% |
Зпл.грн. |
| 1. | Шлифовальщик | II | 3 | 3 |
| 2. | Оператор сеткографического аппарата | 10 | 12,26 | |
| 3. | Оператор прессавтомата | 5 | 6,13 | |
| 4. | Оператор станков с ЧПУ | 60 | 73,56 | |
| 5. | Рабочий | 8 | 9,81 | |
| 6. | Расфасовщик | 8 | 9,81 | |
| 7. | Старший техник | 4 | 4,90 | |
| 8. |
Слесарь-наладчик Инженер-электронщик Инженер-робототехник |
2 | 2,45 | |
|
ИТОГО: |
100% |
122.60 |
4. Затраты на дополнительную заработную плату
Среднеотраслевые доплаты составляют 20% от основной заработной платы. Отсюда затраты на дополнительную заработную плату равны:
Зпл.доп.
= ![]()
где: - Зпл.доп. - затраты на дополнительную заработную плату (в т.ч.
доплаты за вредность выполняющим стадию
химической обработки), грн.
5. Отчисления в бюджет
Отчисления в бюджет принимаем равными 39,55 % от затрат на зарплату:
Зсоц.мер.
= ![]()
![]()
где Зсоц.мер. - затраты на отчисления в фонд социальных мероприя-
тий, грн.
6. Затраты на подготовку и освоение новых видов изделий
Затраты на подготовку новых видов изделий находим при помощи коэффициента, определяющего, какой части основной заработной платы равняются затраты по этой статье расходов. Отраслевое значение коэффициента Кп.u. принимаем равным 20%.
Зп.u.
= Зпл.осн.![]()
где Зп.u. затраты на подготовку и освоение новых видов изделий, грн.
7. Затраты на износ специнструмента и приспособлений
Затраты на износ специнструмента и приспособлений находим при помощи коэффициента, определяющего, какой части основной заработной платы равняются затраты по этой статье расходов. Отраслевое значение коэффициента Кuз приблизительно равен 40-80%.
Зuз
= Зпл.осн.![]()
где Зuз - затраты на износ специнструмента и приспособлений, грн.
8. Расходы на содержание и эксплуатацию оборудования
Затраты на содержание и эксплуатацию оборудования находим при помощи коэффициента, определяющего, какой части основной заработной платы равняются затраты по этой статье расходов. Отраслевое значение коэффициента Крсэо = 60-75%.
Зрсэо
= Зпл.осн.![]()
где Зрсэо - затраты на содержание и эксплуатацию оборудования, грн.
9. Общепроизводсвенные расходы.
Цеховые расходы находим при помощи коэффициента Ку, определяющего, какой части основной заработной платы равняются затраты на содержание и эксплуатацию оборудования %
Зу
= Зпл.осн.![]()
где Зу - затраты на цеховые расходы, грн.
10. Общезаводские расходы
Общезаводские расходы находим при помощи коэффициента, определяющего, какой части основной заработной платы равняются затраты по этой статье расходов. Отраслевое значение коэффициента Коз приблизительно равно 70%.
Зоз
= Зпл.осн.![]()
где Зоз - общезаводские расходы, грн.
11. Прочие производственные расходы
Прочие производственные расходы находим при помощи коэффициента, определяющего, какой части заработной платы равняются затраты по этой статье расходов. Отраслевое значение коэффициента Кпр приблизительно равно 11%.
Зпр
= Зпл.осн.![]()
12. Внепроизводственные расходы
Внепроизводственные расходы находим при помощи коэффициента, определяющего, какой части стоимости производственных затрат равняются затраты по этой статье расходов. Отраслевое значение коэффициента Квпр равно 2%.
Звпр = Спр![]() (1)
(1)
где: Звпр - внепроизводственные расходы, грн.
Спр - сумма всех производственных затрат, грн.
Спр. = Зпок. + Звсп.м. + Зпл.осн. + Зпл.доп. + Зсоц.мер. + Зп.u. + Зuз + Зрсэо + Зу +
+ Зоз + Зпр = 306,50 + 61,30 + 122,60 + 24,52 + 55,17 + 24,52 + 77,56 +
+ 85,82 + 61,30 + 85,82 + 13,49 = 918,60 грн.
Найденное значение подставляем в формулу (1) и получаем результат:
Звпр = 918,60×0,02 = 18,37 грн.
13. Полная себестоимость рассматриваемого объекта
Полная себестоимость рассматриваемого объекта равняется сумме производственных и непроизводственных затрат
Спол. = Спр + Звпр = 918,60 + 18,37 = 936,97 грн.
Где Спол - полная себестоимость объекта, грн.
14. Прибыль (с учетом рентабельности)
Рентабельность Р для радиоэлектронной промышленности равна 40%.
Пи
= Спол.![]()
где Пи - прибыль (с учетом рентабельности) грн.
15. Оптовая цена на изделия
Оптовая цена на единицу изделия Цопт равна сумме полной себестоимости и прибыли
Цопт = Спол + Пи = 936,97 + 374,79 = 1311,76 грн.
3.3. Заключение
Поскольку результатом модернизации не ставилось улучшение экономических показателей, а только придание ему новых функциональных возможностей, провести сравнительный анализ базового и нового варианта электрической схемы не представляется возможным.
В этой связи в настоящем экономическом расчете ограничимся расчетом себестоимости единицы продукции, которая составляет 936,97 грн..
5. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
Модернизируемая установка предназначена для осаждения диэлектрических и полупроводниковых слоев в вакууме.
5.1. Анализ условий труда
Установка рассчитана на эксплуатацию в помещении при температуре окружающей среды 20 ± 5 оС, относительной влажности воздуха 60 ± 15% при нормальном атмосферном давлении.
Питание автомата осуществляется трехфазным переменным током от четырех проводной линии (с нулевым проводом) частотой 50Гц напряжением 380В. Электрическая мощность, потребляемая автоматом не более 5 кВт.
Для освещения рабочего места предпочтительно использовать естественное освещение, но в зимнее время, а также при пасмурной погоде, необходимо предусмотреть искусственное освещение, которое должно обеспечивать нормальные условия труда.
Для поддержания в помещении, где расположена установка, требуемой температуры необходимо использовать устройства контроля климата.
Выявленные потенциальные производственные опасности вызывают необходимость проведения технических, технологических и организационных мероприятий, которые должны быть разработаны для создания безопасных и безвредных условий труда.
5.2. Освещенность
Свет обеспечивает связь организма с внешней средой, обладает высоким биологическим и тонизирующим действием. Около 90% всей информации в внешнем мире человек получает через органы зрения.
Рациональное производственное освещение улучшает условия зрительной работы, снижает утомление, способствует повышению производительности труда, уменьшению брака, снижает производственный травматизм, уменьшая потенциальную опасность многих производственных факторов, оказывает положительное психологическое воздействие на работающих.
Плохая освещенность приводит к перенапряжению и быстрому утомлению органов зрения, плохо различаются производственные опасности, повышается производственный травматизм, действует угнетающе на организм и психическое состояние человека.
При освещении производственных помещений используют:
- естественное освещение, создаваемое светом небосвода;
- искусственное освещение, осуществляемое электрическими источниками света;
- совмещенное освещение, при котором в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным.
Естественное освещение по своему спектральному составу является наиболее благоприятным для органов зрения, оказывает оздоравливающее биологическое и тонизирующее воздействие на человека.
По конструктивным особенностям естественное освещение подразделяется на боковое, осуществляемое через окна в наружных стенах; верхнее, осуществляемое через аэрационное и зенитные фонари, проемы в покрытиях, а также через световые проемы в местах перепадов высот смежных пролетов зданий; комбинированное, когда к верхнему освещению добавляется боковое.
5.3. Искусственное освещение
Искусственное освещение применяют в ночное время в любых условиях, а в производственных помещениях без фонарей и сплошных проемов оно является основным.
Одним из методов расчета искусственного освещения являются расчет по световому потоку для определения требуемой мощности (в Вт) лампы Fл светотехнической установки, обеспечивающей заданную освещенность:
![]()
или фактическую освещенность от установленной мощности лампы
![]()
где Еmin нормируемая освещенность (выбирается по СНИП) для данного типа искусственного освещения (от ламп накаливания или от люминесцентных ламп) s – площадь производственного помещения в м2, k - коэффициент запаса, учитывающий старение ламп и загрязнение светильников; n – количество ламп в данной светотехнической установке одинаковой мощности z – коэффициент неравномерности распределения фактической освещенности в данном производственном помещении. Расчет по методу светового потока производят при условии равномерной освещенности горизонтальной плоскости светильниками рассеянного и отраженного света в помещениях с высокими коэффициентами отражения стен и потолка, хорошей оптической прозрачностью воздушной среды и площадью помещения более 10 м2. Вашем случае площадь помещения составляет 4,2 х 5,8 = 24,36 м2. Характеристика точности работ точные (размер объектов (0,3-10 мм), разряд работы ІІІ, подразряд б (контакт объекта различения с фоном средний, фон светлый. Выбираем экономичные люминесцентные лампы ЛД 40. Для указанных характеристик работ наименьшая освещенность Еmin, составляет при комбинированном освещении 750 люкс. Коэффициент использования светового потока принимаем равным η=0,53, коэффициент запаса 1,15. Коэффициент неравномерности освещенности 0,08. Воспользовавшись этими данными определяем, что для создания нормального освещения по СНИП необходимо установить в помещении 2 светильника мощностью 2 х 40 Вт с люминесцентными лампами типа ЛД 40
5.4. Электробезопасность
Помещение, в котором будет находиться данная установка, относится к помещению без повышенной опасности, так как это сухое беспыльное помещение с нормальной температурой воздуха и изолированном полом.
К работе с системой допускаются лица, прошедшие инструкцию по технической безопасности при работе на данном оборудовании. А так же прошедшие инструктаж по технике безопасности на рабочем месте, он должен иметь квалификационную группу не ниже 1 при работе на электроустановках до 1000 В. Перед эксплуатацией составные части системы: блоки, емкости, устройство загрузок и выгрузок приборов должны быть каждый в отдельности подключены к шине защитного заземления медной шиной сечением не менее
6 мм2.
Наладочные работы, осмотр и ремонт имеют право производить только лица, имеющим третью группу допуска при работе в электроустановках до 1000 В и достигших 18 лет, а также запрещается работа на системе с открытой обшивкой каркаса. Плавкие предохранители должны соответствовать номиналам, указанным на гравировке.
Расчёт защитного заземления
Исходные данные в таблице 5.1
Таблица 5.1
|
№ п/п |
Параметр |
Услов- ное обоз- наче- ние |
Едини- ци изме-рения |
Значение |
По какой форму-ле произведён расчёт или по какой таблице выбрано значе-ние параметра |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
Климатичаская зона Грунт Вид вертикального заземлителя Мощность агрегата Способ размещения електродов Длина одиночного вертикального заземлителя (електрода) Диаметр или ширина полки уголка вертикального одиночного заземлителя Диаметр или ширина полосы горизонтального соединительного електрода Удельное, обьёмное сопротивление гранта Заглубление електрода Коэфициент сезонности Повышающий коэффициент Удельное, обьёмное сопротивление грунта с учётом ψ и К. Наибольшее допусти-мое сопротивление защитных заземляющих устройств |
N d d1 ρ t ψ K ρк Rзаз |
кВт м m m Ом м m Ом Ом |
4 суглинок круглый 5 вертика- льный 3 0.025 0.025 115 0.5 1.3 0.23 150 10 |
5.2.1. Расчитываем сопротивление растеканию тока одиночного
вертикального заземлителя по формуле:
|
|
5.1 |
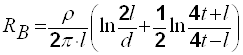
при расчёте значения ρ учитываем коэффициент сезонности ψ=1.3
|
|
5.2 |

5.2.2. Определяем количество вертикальных заземлителей в заземляющем устройстве по формуле:
|
|
5.3 |
Первоначально принимаем ηв=0.63
Принимаем количество заземлителей равным 8
Уточняем коэффициент ηв

5.2.3. Определяем сопротивление растекания тока горизонтальных заземляющих соединительных проводников по формуле:
|
|
5.4. |
|
|
5.5. |
5.2.4. Находим сопротивление группового заземлителя
(Rгр ) в Ом , по формуле:
|
|
5.6. |

5.2.5. Сравниваем сопротивление
защитних заземляющих устройств:
Rгр=6.064 < Rзаз=10
Rгр < Rзаз -условие соблюдено
Заземляющее устройство рассчитано правильно
5.5 Шум
Допустимый уровень шума при среднегеометрических частотах октановых полос (63-8000)Гц в лаборатории для проведения экспериментальных работ (94-70)дБ.
Для уменьшения шума системы вся механическая часть закрыта кожухом, электродвигатель установлен на резиновые прокладки, для уменьшения вибрации и шума.
5.6. Оздоровление воздушной среды
Так как в помещении, где будет установлена система, необходимо поддерживать температуру 20 (±5)0С и влажность 50÷80%, то в холодное время года необходимо повысить температуру при помощи радиаторов, которые подключены к общей отопительной системе завода, что необходимые для поддержания заданной температуры условия.
Одним из необходимых условий здорового и высокопроизводительного труда является обеспечение чистоты воздуха, поэтому необходимо в помещении установить кондиционер или подключить к общей вентиляционной системе.
Для уменьшения физиологических нагрузок на работающего, применяют нажимные кнопки, поворотные галетные выключатели и тумблера с усилием переключения не более 2 кгс.
Применение различной окраски на рабочем месте по – разному влияет на работающего, поэтому рациональное ее использование поможет снизить утомляемость, повысить тонус, а так же увеличить безопасность за счет предупреждающих цветов в опасных местах. Корпус системы окрашен в зеленый цвет или близкий к нему цвет устройства загрузки - выгрузки в желтый цвет, надписи «Сеть» и сами кнопки сделать красного цвета.
5.7. Пожарная безопасность
На предприятиях электронной промышленности пожары представляют собой большую опасность для рабочих и могут причинить огромный материальный ущерб и привести к травмам работающих, так как тушить пожары на электроустановке необходимо лишь порошковым огнетушителем, потому что жидкостные огнетушители проводят электрический ток, опасный для человека. Тушение производить при отключенном оборудовании.
Вывод:
Данная установка содержит ряд опасных и вредных факторов:
1.Электробезопасность, поражение электрическим током в результате пробоя на корпус, в защитных мерах устанавливаем защитное заземление по которому делаем расчет из которого видно что данное заземление соответствует нормам ПУЭ и обеспечивает безопасность.
2.Возможность взрыва вакуумной колбы в результате воздействия высокого вакуума (напряженность стекла) и высокая температура порядка 3000 градусов, в целях безопасности колба защищена дополнительным колпаком выполненным из оргстекла.
3. Из-за низкой освещенности может страдать зрение через постоянное напряжение поэтому устанавливаем дополнительное освещение описанное в разделе 5.1
4. Шум. Согласно нормам для лабораторий соответствует нормам и дополнительно снижен шум за счёт кожухов и резиновых амортизаторов.
5. В целях пожарной безопасности в помещении устанавливаются порошковые огнетушители.
Поэтому данная установка является безопасной для эксплуатации и обслуживания.
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте произведено усовершенствование блоков установки вакуумного напыления, а именно разработка трехканального устройства управления с разработкой печатной платы и электрической схемы и расчётом силового трансформатора. В результате получена расчётная мощность 4100 Вт с входным напряжением 220В и выходными 40/40/20В.
Также усовершенствование механизма управления поворотной заслонкой путём внедрения ручного управления с использованием деформирующего ввода движения в вакуум показанного на рисунке __13___
Корректировки в разработке оптимизации метода вакуумного напыления позволили более эффективно использовать оборудование и улучшить качество нанесения тонких слоев и плёнок на подложки.
Поскольку результатом усовершенствования не ставилось улучшение экономических показателей, а только придание ему новых функциональных возможностей, провести сравнительный анализ базового и нового варианта электрической схемы не представляется возможным.
В этой связи в настоящем экономическом расчете ограничимся расчетом себестоимости единицы продукции, которая составляет 1071,39 грн., что не значительно по сравнению с улучшением качества и новых возможностей получения тонких металлических, полупроводниковых слоёв и диэлектрических пленок.
Данная установка содержит ряд опасных и вредных факторов:
1.Электробезопасность, поражение электрическим током в результате пробоя на корпус, в защитных мерах устанавливаем защитное заземление, по которому делаем расчет из которого видно что данное заземление соответствует нормам ПУЭ и обеспечивает безопасность.
2.Возможность взрыва вакуумной колбы в результате воздействия высокого вакуума (напряженность стекла) и высокая температура порядка 1500 градусов, в целях безопасности кварцевый колпак защищен дополнительным колпаком, выполненным из оргстекла.
3. Из-за низкой освещенности может страдать зрение через постоянное напряжение, поэтому устанавливаем дополнительное освещение описанное в разделе 4.1
4. Шум. Согласно нормам для лабораторий соответствует и дополнительно снижен шум за счет кожухов и резиновых амортизаторов.
5. В целях пожарной безопасности в помещении устанавливаются порошковые огнетушители.
Поэтому данная установка является безопасной для эксплуатации и обслуживания.
СПИСОК ЛИТЕРАТУРЫ
1. И.Е.Ефимов, И.Я.Козырь, Ю.И.Горбунов. Микроэлектроника.М. Высшая школа. 1986.464с.
2. А.И.Пипко, В.Я.Плисковский, Б.И.Королев, В.И.Кузнецов. Основы вакуумной техники. М. Энергоиздат. 1981. 432с.
3. Технология тонких плёнок . под ред. Л.Майссела, Р. Гленга. М. Сов.радио.1977.664с.
4. Приборостроение и средства автоматики. Справочник в 5 томах. Т.З. под ред. Ю.В.Шарловского. М.:Машиностроение. 1964.599с.
5. Разработка и оформление конструкторской документации РЭА/под ред.Э.Т.Романычевой.М.:Радио и связь.1989.-448с
6. С.Т.Усатенко, Т.К.Каченюк, М.В.Терехова. Выполнение электрических схем по ЭСКД.М.:Издательсво стандартов.1989.325с.
7. Медников М.И. Вводы движения в вакуум.М.:Машиностроение.1974.184с.
8. Милливольтметр для измерения и регулирования температуры типа Щ4541. Техническое описание и конструкция по эксплуатации. ДЖУ 2.821.102ТО
9. М.Л.Каминский, В.М.Каминский, Монтаж приборов и систем автоматизации. ВШ. М, 87г.
10. Д.Л.Кельберт. Охрана труда в электронной промышленности. Учебник для вузов.3-е издание. М. 1990.
11.Кузнецов И.Е. Методические указания к проведению лабораторных работ по курсу охрана труда для студентов всех специальностей.
12.Семерникова И.А. Методические указания к выполнению раздела «Экономика производства» дипломного проекта для студентов специальностей 090212 всех форм обучения. Херсон 2003г.
© 2009 База Рефератов