
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Каталитические методы газоочистки
Контрольная работа: Каталитические методы газоочистки
Содержание
Введение1. Общая характеристика каталитических методов очистки
2. Каталитическая очистка газовых выбросов от оксидов азота и углерода
2.1 Существующие катализаторы и процессы нейтрализации оксидов азота и углерода
2.2 Новые разработки каталитических систем
3. Перспективы каталитической очистки газовых выбросов
Задача
Выводы
Список литературы
Введение
До определенного этапа развития человеческого общества, в частности индустрии, в природе существовало экологическое равновесие, т.е. деятельность человека не нарушала основных природных процессов или очень незначительно влияла на них. Экологическое равновесие в природе с сохранением естественных экологических систем существовало миллионы лет и после появления человека на Земле. Так продолжалось до конца XIX в.
Двадцатый век вошел в историю как век небывалого технического прогресса, бурного развития науки, промышленности, энергетики, сельского хозяйства.
Одновременно как сопровождающий фактор росло и продолжает расти вредное воздействие индустриальной деятельности человека на окружающую среду. В результате происходит в значительной мере непредсказуемое изменение экосистем и всего облика планеты Земля.
В настоящее время с ростом и бурным развитием промышленности большое внимание уделяется ее экологической обоснованности, а именно проблеме очистке и утилизации отходов. В данной работе рассматривается один из видов отходов промышленности – газовые выбросы предприятий. Впервые как проблему газовые выбросы можно рассматривать на примере лондонского «смога» (от англ. smoke дым), под которым первоначально понимали смесь сильного тумана и дыма. Такого типа смог наблюдался уже в Лондоне уже более 100 лет назад. В настоящее время это уже более широкий термин – над всеми большими и индустриально развитыми мегаполисами помимо дымотуманного смога выделяют и фотохимический смог. Если причиной смога первого типа является в основном сжигание угля и мазута, то причиной второго – выбросы автотранспорта.
Конечно же, все это усугубляется некоторым кумулятивным действием большого количества примесей. Zb, при дымотуманном смоге сернистый газ дает аэрозоль серной кислоты (из ряда кислотных дождей) который, естественно, намного реактивней по своему действию.
Неудивительно, что в настоящее время пристальное внимание уделяется проблеме удаления первопричин возникновения таких нежелательных явлений, как выбросы в атмосферу. В данной работе тематика проблемы сознательно ограничена рамками промышленных газовых выбросов, так как именно промышленность является источником опасных и крайне опасных примесей и составляющих явлений типа «смога».
В газообразных промышленных выбросах вредные примеси можно разделить на две группы: а) взвешенные частицы (аэрозоли) твердых веществ пыль, дым; жидкостей туман б) газообразные и парообразные вещества.
К аэрозолям относятся взвешенные твердые частицы неорганического и органического происхождения, а также взвешенные частицы жидкости (тумана).
Пыль это дисперсная малоустойчивая система, содержащая больше крупных частиц, чем дымы и туманы. Счетная концентрация (число частиц в 1 см3) мала по сравнению с дымами и туманами. Неорганическая пыль в промышленных газовых выбросах образуется при горных разработках, переработке руд, металлов, минеральных солей и удобрений, строительных материалов, карбидов и других неорганических веществ. Промышленная пыль органического происхождения – это, например, угольная, древесная, торфяная, сланцевая, сажа и др. К дымам относятся аэродисперсные системы с малой скоростью осаждения под действием силы тяжести. Дымы образуются при сжигании топлива и его деструктивной переработке, а также в результате химических реакций, например при взаимодействии аммиака и хлороводорода, при окислении паров металлов в электрической дуге и т.д. Размеры частиц в дымах много меньше, чем в пыли и туманах, и составляют от 5 мкм до субмикронных размеров, т.е. менее 0,1 мкм. Туманы состоят из капелек жидкости, образующихся при конденсации паров или распылении жидкости. В промышленных выхлопах туманы образуются главным образом из кислоты: серной, фосфорной и др. Вторая группа газообразные и парообразные вещества, содержащиеся в промышленных газовых выхлопах, гораздо более многочисленна. К ней относятся кислоты, галогены и галогенопроизводные, газообразные оксиды, альдегиды, кетоны, спирты, углеводороды, амины, нитросоединения, пары металлов, пиридины, меркаптаны и многие другие компоненты газообразных промышленных отходов.
В настоящее время, когда безотходная технология находится в периоде становления и полностью безотходных предприятий еще нет, основной задачей газоочистки служит доведение содержания токсичных примесей в газовых примесях до предельно допустимых концентраций (ПДК), установленных санитарными нормами. В данной таблице выборочно приведены ПДК некоторых атмосферных загрязнителей.
1. Общая характеристика каталитических методов очистки
Каталитические методы очистки газов основаны на реакциях в присутствии твердых катализаторов, т. е. на закономерностях гетерогенного катализа. В результате каталитических реакций примеси, находящиеся в газе, превращаются в другие соединения, т. е. в отличие от рассмотренных методов примеси не извлекаются из газа, а трансформируются в безвредные соединения, присутствий: которых допустимо в выхлопном газе, либо в соединения, легко удаляемые из газового потока. Если образовавшиеся вещества подлежат удалению, то требуются дополнительные операции (например, извлечение жидкими или твердыми сорбентами).
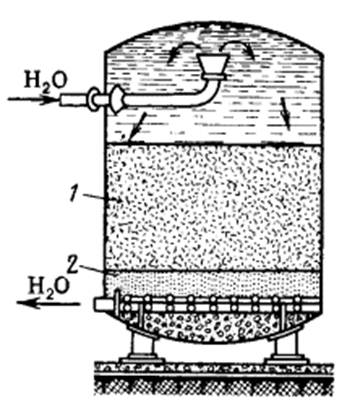
Рис.1. Катионитовый фильтр:
1 катионит;
2 песок
Трудно провести границу между адсорбционными и каталитическими методами газоочистки, так как такие традиционные адсорбенты, как активированный уголь, цеолиты, служат активными катализаторами для многих химических реакций. Очистку газов на адсорбентах–катализаторах называют адсорбционно-каталитической. Этот прием очистки выхлопных газов весьма перспективен ввиду высокой эффективности очистки от примесей и возможности очищать большие объемы газов, содержащих малые доли примесей (например, 0,1—0,2 в объемных долях SO2). Но методы утилизации соединений, полученных при катализе, иные, чем в адсорбционных процессах.
Адсорбционно-каталитические методы применяют для очистки промышленных выбросов от диоксида серы, сероводорода и серо-органических соединений. Катализатором окисления диоксида серы в триоксид и сероводорода в серу служат модифицированный добавками активированный уголь и другие углеродные сорбенты. В присутствии паров воды на поверхности угля в результате окисления SO2 образуется серная кислота, концентрация которой в адсорбенте составляет в зависимости от количества водяного пара при регенерации угля от 15 до 70%.
Схема каталитического окисления H2S во взвешенном слое высокопрочного активного угля приведена на рис. 2. Окисление H2S происходит по реакции
H2S + 1/2 О2 = Н2О + S
Активаторами этой каталитической реакции служат водяной пар и аммиак, добавляемый к очищаемому газу в количестве ~0,2г/м3. Активность катализатора снижается по мере заполнения его пор серой и когда масса S достигает 70—80% от массы угля, катализатор регенерируют промывкой раствором (NH4)2S. Промывной раствор полисульфида аммония разлагают острым паром с получением жидкой серы.
Представляет большой интерес очистка дымовых газов ТЭЦ или других отходящих газов, содержащих SO2 (концентрацией 1-2% SO2), во взвешенном слое высокопрочного активного угля с получением в качестве товарного продукта серной кислоты и серы.
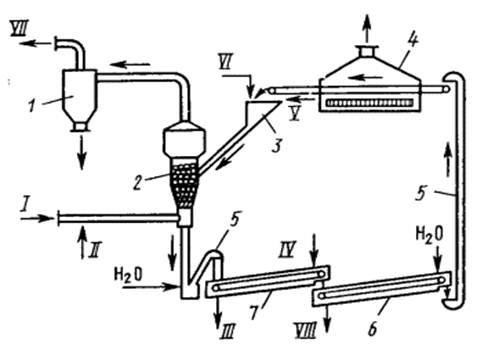
Рис. 2. Схема каталитической очистки газа от сероводорода во взвешенном слое активного угля: 1 – циклон-пылеуловитель; 2 – реактор со взвешенным слоем; 3 бункер с питателем; 4 – сушильная камера; 5 – элеватор; 6 – реактор промывки катализатора (шнек); 7 – реактор экстракции серы (шнек-растворитель); I – газ на очистку; II – воздух с добавкой NH3; III раствор (NH4)2Sn на регенерацию; IV –раствор (NH4)2S; V регенерированный уголь; VI – свежий активный уголь; VII – очищенный газ; VIII – промывные воды
Другим примером адсорбционно-каталитического метода может служить очистка газов от сероводорода окислением на активном угле или на цеолитах во взвешенном слое адсорбента-катализатора.
Широко распространен способ каталитического окисления токсичных органических соединений и оксида углерода в составе отходящих газов с применением активных катализаторов, не требующих высокой температуры зажигания, например металлов группы платины, нанесенных на носители.
В промышленности применяют также каталитическое восстановление и гидрирование токсичных примесей в выхлопных газах. На селективных катализаторах гидрируют СО до CH4 и Н2О, оксиды азота — до N2 и Н2О etc. Применяют восстановление оксидов азота в элементарный азот на палладиевом или платиновом катализаторах.
Каталитические методы получают все большее распространение благодаря глубокой очистке газов от токсичных примесей (до 99,9%) при сравнительно невысоких температурах и обычном давлении, а также при весьма малых начальных концентрациях примесей. Каталитические методы позволяют утилизировать реакционную теплоту, т.е. создавать энерготехнологические системы. Установки каталитической очистки просты в эксплуатации и малогабаритны.
Недостаток многих процессов каталитической очистки— образование новых веществ, которые подлежат удалению из газа другими методами (абсорбция, адсорбция), что усложняет установку и снижает общий экономический эффект.
2. Каталитическая очистка газовых выбросов от оксидов азота и углерода
2.1 Существующие катализаторы и процессы нейтрализации оксидов азота и углерода
Процесс очистки газовых выбросов может быть основан на адсорбционном, абсорбционном и каталитическом методах. Наиболее эффективным инструментом обезвреживания загрязняющих веществ до уровня предельно допустимых концентраций являются каталитические реакции. Каталитический метод предпочтителен и с экономической точки зрения.
Так, для денитрификации отходящих газов ТЭС разработаны каталитические процессы высокотемпературного и селективного восстановления с использованием высокоактивных катализаторов [3]. Первый процесс протекает в бескислородной среде, второй — осуществляется при взаимодействии восстановителя, чаще всего аммиака, с NОх в присутствии кислорода.
Надо отметить, что каталитический процесс нейтрализации продуктов горения протекает, как правило, при температуре выше 300 °С и при малых временах контакта, что связано с большими скоростями потока промышленных выбросов и отработанных газов двигателей внутреннего сгорания [1, 4]. Соответственно к катализаторам очистки газов предъявляются весьма жесткие требования — высокая активность и избирательность каталитического действия, термостабильность, устойчивость к действию ядов, высокая механическая прочность, большая теплопроводность. Катализаторы не должны быть потенциально опасными, а их производство не должно привносить дополнительное загрязнение в окружающую среду [5, 6].
В настоящее время все большее распространение получают насыпные (гранулированные) и монолитные многокомпонентные каталитические системы, содержащие активные металлы на различных носителях. В качестве активного компонента используют один или несколько металлов:
Mn, Fe, Cr, V, Мо, Со, Се, Ni, W, Си, Sn.Au, Pt, Pd, Rh и lr
Существующие методы каталитической очистки газовых выбросов от оксидов азота основаны на восстановлении NОх такими соединениями как аммиак, углеводороды, монооксид углерода и др. Для практического использования в этом процессе пригодны только те катализаторы, которые сохраняют свою активность в присутствии кислорода, являющегося конкурентом NOx при взаимодействии с оксидом углерода. Поэтому большой избыток кислорода резко снижает конверсию NOx [13].
Вместе с тем установлено, что на некоторых катализаторах с увеличением концентрации кислорода возрастает конверсия оксида углерода.
Селективное восстановление N0* монооксидом углерода в окислительной среде достигается с участием lr, Pt, Pd, Rd, нанесенных на Al2О3 [5]. Монооксид углерода селективно восстанавливает оксиды азота также на биметаллических Pt-Ru, Pd-Ag, Pd-Cr, Pt-Rh-катализаторах [6].
В качестве катализаторов селективного восстановления оксидов азота испытаны оксиды ванадия, хрома, цинка, железа, меди, марганца, никеля, кобальта, молибдена и др. Каталитическая активность их при 200 — 350 °С снижается в ряду:

В практике дожигания вредных веществ часто используют оксидные и металлические катализаторы, отработанные в целевых промышленных процессах — алюмоплатиновые катализаторы риформинга и изомеризации, палладиевые катализаторы гидрирования, оксидные хромсодержащие катализаторы конверсии метана и монооксида углерода (НТК-4, СТК-1-7, ГИПХ-105). Однако следует иметь в виду, что эти катализаторы содержат соединения хрома (значительная их часть представлена Сr6+), что делает опасным использование данных катализаторов в экологических целях.
Проведено изучение восстановления NO метаном и пропаном в присутствии избытка кислорода на каталитических композициях, представляющих собой механические смеси известных промышленных катализаторов [19, 25, 26]. Каталитическая система МК1(3) — механическая смесь промышленных катализаторов, Ni-Cr-оксидного и НТК-10-1 — показала высокую активность в процессе комплексной очистки газов от N0, СЬЦ и СО. Степень превращения указанных компонентов составила соответственно 73, 99 и 99% в интервале температур 400—490 0С.
Вообще в последнее время много внимания уделяется разработке новых каталитических систем для селективного восстановления NOx углеводородами и, прежде всего, метаном [2]. При проведении процесса восстановления оксидов азота метаном на Со-, Мn-, Ni-цеолитных катализаторах при температуре 400—450 °С и соотношении СH4 : О2 = 0,05 конверсия NOx составила 50% [3], что считается хорошим результатом, так как реакция в этом случае протекает в условиях значительного избытка кислорода. Зависимость конверсии NOx от концентрации метана имеет вид «кривой насыщения» [2]. Показано, что с повышением температуры более 450 0С вклад реакции окисления СН4 на цеолитном катализаторе Ga-H-ZSM-5 не велик (конверсия метана составляет около 32%). Напротив, на катализаторах Co-H-ZSM-5 и Cu-H-ZSM-5 при температуре выше 500 0С протекает в основном реакция окисления метана до диоксида углерода и воды (конверсия метана составляет более 99%).
Методом термопрограммированной десорбции установлено [5], что катализатор Ga-H-ZSM-5 не адсорбирует кислород, но адсорбирует метан, а катализатор Cu-H-ZSM-5, напротив, адсорбирует кислород, который реагирует с углеводородами.
Изучение влияния кислорода на процесс восстановления оксидов азота метаном на цеолитах при 450 °С показало [2], что конверсия NO при добавлении кислорода составляет 47—50%, а в отсутствие его лишь 10%. Степень же превращения N2O не зависит от концентрации кислорода в газовой смеси. При одновременном добавлении NO и СН4 в газовый поток, конверсия N2O значительно снижается. По мнению авторов, реакции разложения N2O и окисления метана проходят на одних и тех же центрах катализатора.
Было проведено изучение процесса восстановления оксида азота NO метаном в интервале 580—680 °С на оксидных катализаторах: MgO, Li/MgO. Установлено, что литий оказывает промотирующий эффект, но он мало зависит от концентрации лития в катализаторе.
Перспективными считаются блочные катализаторы и системы, не содержащие благородных металлов [7]. Блочные катализаторы сотовой структуры (ячеистое строение с параллельными каналами определенной геометрии и с тонкими разделяющими стенками между ними) обладают рядом уникальных свойств: значительная однородность геометрической структуры, максимальное соотношение поверхности к объему, низкое гидравлическое сопротивление, а также высокая механическая прочность и термостабильность. Наиболее оправданно применение блочных катализаторов в процессах с высокими эндотермическими эффектами при малых временах контакта и высоких объемных скоростях реакционных систем. Блочные катализаторы широко используются в практике газовой очистки в западных странах. Известные фирмы «Corning», «Engelhard» (США), «Siemens», «Degussa», «BASF» (Германия), «NGK» (Япония), «Haldor Topsoe» (Дания) и другие производят блочные сотовые носители и катализаторы.
При селективном восстановлении оксидов азота аммиаком применяют оксидный катализатор V2О5 /ТiO2 в виде гранул или сотовых блоков при 250—400 °С [8]. Промотирующее действие оказывает WО3, а связками служат силикатные добавки. Катализатор фирмы «Shell» может работать при низких температурах (120—350 °С) и объемных скоростях 40000 м3/м3(кат.)ч. При малом содержании серы в топливе срок службы катализатора достигает 100 тыс. часов (16 лет). Однако реакция окисления SO2 в SО3, которая протекает после сгорания обычного топлива, приводит к сульфатированию и разрушению катализатора. Кроме того, при избытке аммиака образуется сульфат аммония, осаждающийся на холодных участках технологического оборудования и вызывающий коррозию, а также создающий дополнительное сопротивление газовому потоку.
В качестве носителя блочного ванадийтитанового катализатора сотовой структуры для селективного восстановления NOx аммиаком рекомендована пластическая масса на основе аэросилогеля и огнеупорной глины [9]. Блоки, сформованные из этой массы, механически прочны, устойчивы к спеканию и имеют развитую поверхность. Катализатор отличается высокой устойчивостью к диоксиду серы, а в некоторых случаях SO2 даже увеличивает активность созданной системы. Установлено, что SО2 повышает кислотность поверхности катализатора, при этом появляются новые центры, характеризующиеся высокой энергией связи аммиака, способствующие благоприятному протеканию целевой реакции. Степень очистки отходящих газов ТЭС от оксидов азота с применением данного катализатора составляет более 80% при скорости газового потока до 10000 ч-1.
Как показали кинетические исследования, технологические параметры процесса селективного каталитического восстановления NOx с использованием аммиака в качестве восстановителя, а также окисления SО2 на промышленных пластинчатых катализаторах определяются не только собственной активностью катализатора, но и его морфологией и геометрией. В частности, установлено [13], что наиболее эффективный в реакции восстановления NOx пластинчатый катализатор обладает самой низкой собственной активностью. Высокие конверсии NOx в данном случае обусловлены морфологическими особенностями катализатора, а именно, значительная доля макропор способствует диффузии реагентов внутри блоков, что приводит к существенному повышению эффективности катализатора.
Наметившимся направлением совершенствования катализаторов сотовой структуры является нанесение на поверхность блочных катализаторов активного компонента — вторичного покрытия с последующим его закреплением. Вторичное покрытие позволяет существенно снизить содержание благородных и тяжелых металлов (на единицу объема катализатора) и повысить механическую прочность катализатора. Такая модификация особенно эффективна для катализаторов на керамических носителях, так как они обеспечивают сильное сцепление с вторичным покрытием и повышают устойчивость последнего к истиранию. С использованием этого подхода созданы катализаторы селективного восстановления NOx аммиаком [13]. Их готовят на основе керамических и оксидных блочных носителей сотовой структуры, в качестве активных компонентов применяются оксидные системы (V-Ti-О и Cu-Ti-O) и металлзамещенный цеолит ZSM-5 (Cu/ZSM-5 и Co/ZSM-5). Эти катализаторы при существенно более низком общем содержании тяжелых металлов могут конкурировать с массивными образцами, так как они работают в широком интервале температур, сохраняя при этом свои более высокие прочностные характеристики.
Кроме того, созданы каталитические системы с вторичным термостабильным покрытием, содержащие в качестве активных компонентов Pt и Pd и модифицирующие добавки — катионы Се, La, Zr, Mg, Si, активные в процессе конверсии метана [12].
Однако надо сказать, что технология нанесения вторичного покрытия на керамический носитель пока еще неудовлетворительна. Оксидное покрытие, повышающее в целом механическую прочность катализатора, само получается недостаточно прочным, что приводит к механическим потерям при эксплуатации, дополнительным затратам металлов и энергии.
Что касается создания вторичных покрытий на металлических поверхностях, то здесь существует больше возможностей. Такую модификацию можно проводить с помощью химических и физических методов синтеза. Химические способы синтеза вторичных покрытий получили наибольшее распространение. Это диффузионное насыщение, нанесение из суспензий и осаждение. Среди физических методов нанесения покрытий на металлические поверхности наибольший интерес представляет плазменное напыление.
Защитный оксидный слой из материалов самого носителя (металла или сплава) может быть получен при высокотемпературной обработке в окислительной атмосфере либо путем химического или электрохимического травления [7] поверхности сплава.
Описан блочный катализатор на основе платины, нанесенной на алюмосиликатный носитель сотовой структуры, разработанный для очистки газовых выбросов от СО и органических растворителей [9]. Катализатор изучен в реакциях окисления бутана, СО и метанола, проведены испытания на пилотной установке сжигания органических отходов с псевдоожиженным слоем катализатора. Степень окисления СО при 230—255 °С составляет 98—100%.
В [4] проведено сравнение ячеистых, сотовых и пористых катализаторов. Сотовые материалы, обладающие канально-прямоточной структурой, превосходят ячеистые по ресурсу работы катализаторов. Вместе с тем ячеистые материалы благодаря арочно-лабиринтной макроструктуре имеют более высокий коэффициент внешнего массообмена. Это особенно важно для экологического катализа, когда процесс протекает во внешнедиффузионной области вследствие незначительной концентрации реагирующих веществ. Конкурентоспособность ячеистых катализаторов повышается за счет того, что они обладают более высокой механической прочностью.
Разработка физико-химических основ приготовления катализаторов продолжает оставаться актуальной задачей в области катализа, в том числе экологического [14].
2.2 Новые разработки каталитических систем
Ниже представлены результаты наших исследований по созданию блочного катализатора на металлической подложке, таблеточного катализатора, получаемого по методу порошковой металлургии, и нанесенного катализатора, структура которого формируется под воздействием электрогидравлического удара.
Методика приготовления катализатора на чисто металлических носителях включает три стадии, обеспечивающие создание развитой поверхности контакта и формирование активных центров поверхности. Это 1) алитирование носителя, т.е. насыщение алюминием в течение 2 ч при температуре 850 °С, 2) окислительный высокотемпературный (600—700 °С) отжиг в токе воздуха, 3) пропитка водным раствором соли металла — активного компонента (Ni, Си) с последующим восстановительным отжигом.
В качестве носителя используется нержавеющая крупнопористая сталь ФНС-5 (16,2% масс. Сг, 16,5% Ni, 67,3% Fe, изготавливается методом проката порошка нержавеющей стали марки Х18Н15-2). Отличительным свойством стали ФНС-5 является ее высокая газопроницаемость [8].
Выбор алюминия в качестве насыщающего материала определяется, во-первых, легкостью образования сплава в системе AI/Fe/Ni/OHC-5 и, во-вторых, способностью окисляться кислородом воздуха. Метод алитирования позволяет получить покрытие, прочно связанное с металлом-основой. Алитирование проводится из смеси состава 10% (масс.) Al, 88% Al2O3, 2% NH4Cl при послойной загрузке этой смеси и подложки в соотношeнии 1:1.
Удельная поверхность исходного носителя (сталь ФНС-5) составляет 1,5 м2/г. После стадии алитирования Syfl уменьшается до 1,4 м2/г, что объясняется заполнением поверхности металла алюминием. Последующий окислительный отжиг позволяет увеличить удельную поверхность в 1,6 раза за счет образования на поверхности оксидной пленки. После пропитки раствором соли металла-активатора и восстановительного отжига величина Sya не изменяется, что говорит об очень небольшой толщине наносимого активного слоя.
Основные свойства системы А1/ФНС-5: удельная поверхность 2,2 м2/г, теплопроводность 2,4 Вт/(м*К), пористость 32—37%.
Полученный контакт А1/ФНС-5 модифицируют медью и никелем. Активные компоненты вводят методом пропитки водными растворами соответствующих солей в количестве 0,3—0,5% (масс).
Модифицирование выполняют двумя способами: 1) последовательное нанесение меди и никеля на алитированную подложку ФНС-5 с чередованием прокаливания системы (после процедуры нанесения каждого активного компонента) в токе водорода при 350 0С (Kt-1); 2) последовательное нанесение активных компонентов, затем однократная процедура восстановления (Kt-2).
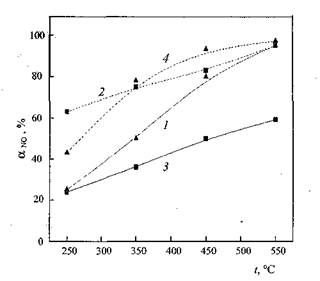
Рис. 3. Зависимость степени превращения NO от температуры на катализаторах с металлическим носителем (сталь ФНС-5): 1, 2 — Kt-1; 3, 4 — Kt-2; 2, 4 — активация воздухом
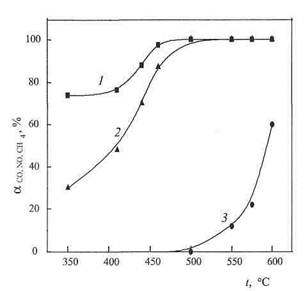
Рис. 4. Зависимость степени превращения СО (1), NO (2) и СН4 (3) при их совместном присутствии в газовом потоке на AI, Ni-блочном катализаторе (20% AI, 80% Ni)
Катализаторы Сu, Ni, Al /ФНС-5 проявляют достаточно высокую активность в процессе комплексной очистки газов от СО и NOх. Степень превращения оксидов азота и монооксида углерода увеличивается с повышением температуры и достигает 90% при 400 °С (рис. 3). Если предварительная активация катализатора осуществляется в токе воздуха при 600 0С, то активность контактов значительно увеличивается (рис. 3, кривые 2, 4), что, вероятно, связано с образованием на поверхности катализатора соединений шпи-нельной структуры (NiAIOx, CuAIOx, FeAIOx), активных в окислительно-восстановительном превращении смеси CO+NO*. Это подтверждает неоднократно встречающиеся в литературе сообщения [5] о проявлении активности (в процессах дожигания) именно структур типа шпинелей и перовскитов.
В основу методики приготовления таблеточного катализатора положена технология порошковой металлургии, ранее успешно применявшаяся в производстве газового диффузионного электрода химических источников тока. Эта методика включает стадии приготовления исходной шихты, ее прессования в таблетки и спекания [5]. В качестве основы был использован порошок карбонила никеля, в который вводили порообразова-тель гидрокарбонат аммония (при спекании шихты он разлагается с образованием газовой фазы) и γ-Аl2О3. При спекании шихты при 650—850 °С в атмосфере водорода в течение 2 ч получается композиция никеля с оксидом алюминия. Такая композиция сочетает огнеупорность и твердость керамики с высокой теплопроводностью и электропроводностью металлов. Далее систему модифицировали медью и хромом путем нанесения активных металлов из растворов (10%-ные) соответствующих солей.
Активность таблеточного никелевого катализатора (Al,Ni-блочный), содержащего 20% оксида алюминия и 80% никеля, полученного методом порошковой металлургии, очень высока: при объемной скорости газового потока 500 ч-1 монооксид углерода восстанавливался на 100% уже при самой низкой из исследованных температур (350—550 °С). Оксид азота NO при 350 °С восстанавливается на 83%, а при 400 °С превращается нацело.
При введении в газовый поток метана (который обычно присутствует в отходящих газах) активность катализатора снижается, о чем свидетельствует уменьшение степени превращения оксидов азота и углерода в интервале 350—400 °С (рис. 4). С повышением температуры до 450 °С степень превращения достигает 100%. Окисление метана начинается только при температуре выше 550 "С, при 600 °С степень превращения составляет 60%.
Полученные результаты показывают, что СЬЦ является более слабым восстановителем, чем монооксид углерода в процессах нейтрализации оксидов азота в газовых выбросах.
Таким образом, чисто металлические никельсодержащие катализаторы (AI-Ni-блочный и Си, Ni, А1/ФНС-5) отличаются высокой активностью в процессе комплексной очистки газовых выбросов ТЭС. Они могут быть использованы в качестве насадки нейтрализаторов отходящих газов.
Что касается катализаторов обезвреживания отработанных газов автотранспорта, то в связи с неравномерной нагрузкой двигателя и соответственно с другой температурой выхлопных газов они должны обладать активностью, проявляемой, начиная с температуры 150—200 оС.
С целью повышения активности катализатора применяют различные методы изменения структуры поверхности и ее состава, проведение которых совмещают с процессом приготовления катализатора. Это механо-химическая активация [5], облучение поверхности и ультразвуковое воздействие, обработка в низкотемпературной плазме, в зоне тлеющего разряда и воздействие СВЧ-излучения.
Практически все эти физические воздействия реализуются в электрогидравлическом эффекте. Суть эффекта заключается в возникновении высокого давления в замкнутом объеме при воздействии на материалы короткоимпульсного (в течение 1—2 мс) высоковольтного (до 30 кВ) электрического импульса.
Нами исследовано влияние электрогидравлического эффекта (или как его называют в прикладном плане электрогидравлического удара) на активность Сu,Ni/Аl2О3-катализатора (медь и никель наносили методом пропитки γ-А12О3 растворами ацетата меди и нитрата никеля). Электрогидравлическому удару подвергалась гетерогенная система, включающая водные растворы ацетата натрия и нитрата никеля и носитель γ-А12О3, на специальной установке.
Обработка системы осуществляют при варьировании межэлектродных промежутков от 1 до 30 мм при рабочем напряжении 25—30 кВ, эффективное время воздействия составляло 1—2 мс. Как было сказано выше, в процессе обработки раствор подвергался комплексному воздействию факторов, сопровождающих гидроудар (ультразвук, кавитационные и ударные волны, магнитное и электрическое воздействие).
Последующие испытания активности полиметаллического алюмоникельмедного катализатора показывают высокую активность его в процессе комплексной очистки газов. При объемной скорости газового потока 8000 ч-1 степень окисления СО и восстановления NOх достигает 100% уже при 150 °С. Увеличение скорости потока до 10000 ч-1 не приводит к снижению активности катализатора.
Таким образом, обработка алюмоникельмедного катализатора на стадии приготовления его в поле электрогидравлического удара повышает его активность в процессах комплексной очистки газов от оксидов азота и углерода. Воздействие электрогидродинамического удара приводит к снижению температуры, при которой достигается 100%-ная степень превращения СО и NOx, на 250 °С по сравнению с реакцией на нанесенных катализаторах, полученных традиционным методом.
3. Перспективы каталитической очистки газовых выбросов
Анализ экологической ситуации на данный момент показывает, что важнейшими проблемами на планете являются смог и выбросы, способствующие образованию кислотных дождей. Последние обусловлены содержанием в атмосфере SO2, NOx, CO и некоторых углеводородов, проявляющих высокую химическую активность. Глобальную экологическую проблему представляет собой парниковый эффект, являющийся причиной общего потепления на планете. Газы, обусловливающие парниковый эффект, такие, как СО2, СН4, NOx, хлор- и фторуглеводороды, стабильны; они диффундируют и накапливаются в атмосфере. В соответствии с моделью системы управления окружающей средой представленной в [1], важным экологическим аспектом является нормализация качества атмосферного воздуха. Согласно работам [2], уровень загрязнения окружающей среды в настоящее время в полной мере зависит от успехов исследований в области экологического катализа и уровня технологического воплощения имеющихся разработок. Одной из принципиальных задач является проведение систематических исследований в данной области с целью получения экологических катализаторов.
Приоритет в экологическом катализе в 90-х годах отдан получению и модификации полиметаллических композиций для удаления из промышленных и транспортных газовых выбросов NOx и летучих органических соединений. Следует отметить, что особое значение приобретает очистка дизельных выбросов. Создаваемые катализаторы должны обеспечивать не только удаление конкретных экологически вредных компонентов из газового потока, но и превращение их в экологически чистые соединения: О2, N2, водяной пар и СО2. В то же время необходимо, чтобы они были химически стабильными в реальных рабочих условиях (широкий интервал температур, объемных скоростей и концентраций), устойчивыми по отношению к каталитическим ядам и не представляли потенциальный опасности для окружающей среды (выброс мелкодисперсных частиц металлов или их токсичных производных).
Существует два каталитических способа удаления NOx из газовых выбросов: разложение на О2 и N2 и селективное восстановление. Большинство разработок каталитических систем для селективного восстановления оксидов азота базируется на использовании благородных металлов и оксидов неблагородных металлов. Однако при использовании уже известных катализаторов процесса восстановления возникает несколько проблем, решение которых заставляет разрабатывать новые эффективные и достаточно дешевые катализаторы.
Практический интерес для процессов технического и экологического катализа представляют соединения АВО3 со структурой перовскита СаТiO3.
Методы получения перовскитов были аналогичны описанным в работах.
Восстановление оксида азота(II) проводили на установке проточного типа при объемной скорости 2000ч-1. Объем катализатора составлял 1,5 см3. Исходная газовая смесь имела состав (об%):
NO - 0.16, NH3 – 11, О2 – 12.6, N2 – 75.24
Продукты реакции анализировали газохроматографическим методом. Процесс восстановления оксида азота (II) на перовскитах осуществлялся по реакции:
4NO + 4NH3 + O2 = 4N2 + 6H2O
Таблица 1
Конверсия α NOx на перовскитах ряда LnAlO3 (Ln – La, Pr, Nd, Sm)
| Катализатор |
Значение α, % при температуре 4500 С |
|
LaAlO3 PrAlO3 NdAlO3 SmAlO3 |
37 41 45 52 |
Анализ данных, представленных в таблице 1 показал, что на каталитическую активность перовскитов значительное влияние оказывает варьирование металла из семейства лантаноидов. Из исследованных перовскитов ряда LnAlO3 (где Ln – La, Pr, Nd, Sm) наибольшей активностью обладал SmAlO3. Было установлено [6], что активным центром, который определяет каталитическую активность перовскита и его термостабильность, является не только ион переходного металла. Перовскиты - нестехиометрические соединения с различным содержанием кислорода, поэтому такими дополнительными центрами могут быть вакансии по кислороду, образующиеся в результате искажения идеальной кубической структуры типа СаТiO3. Например, в перовскитах с лантаноидами в позиции катиона А искажения уменьшаются от гадолиния до лантана в любом ряду с постоянным радиусом иона переходного металла [7].
Полученные результаты исследования делают актуальной возможность использования перовскитов в качестве катализаторов процесса селективного восстановления оксида азота.
ЗадачаПри крашении одежды в цвет бордо в химически последовательно используют две ваннах с растворами красителя, состав которых в граммах следующий (из расчета на 16 кг одежды):
Краситель свежая ванна вторая ванна
Прямой бордо 500 430
Поваренная соль 1000 600
Кальцинированная сода 85 40
Сколько каждого компонента в совокупности по двум ваннам, требуется для крашения 100 кг одежды. Каковы процентные концентрации компонентов каждой ванны в отдельности по отношению к одежде.
Решение
Найдем содержание компонентов свежей ванны по отношению к одежде:
А) Краситель бордо
16000 г – 100 %
500 г – х
х = 3,125 %
б) Поваренная соль
16000 г – 100 %
1000 г – х
х = 6,250 %
в) Кальцинированная сода
16000 г – 100 %
85 г – х
х = 0,531 %
Рассчитаем также для второй ванны:
А) Краситель бордо
16000 г – 100 %
430 г – х
х = 2,687 %
б) Поваренная соль
16000 г – 100 %
600 г – х
х = 3,750 %
в) Кальцинированная сода
16000 г – 100 %
40 г – х
х = 0,250 %
2. Найдем сколько каждого компонента в совокупности по каждой ванне потребуется на 100 кг одежды:
А) Краситель бордо 3,125 + 2,687 = 5,812 %
100 г – 100 %
х г 5,812 %
х = 5,812 кг
б) Поваренная соль 6,250 + 3,750 = 10 %
100 г – 100 %
х г 10 %
х = 10 кг
в) Кальцинированная сода 0,531 + 0,250 = 0,781 %
100 г – 100 %
х г 0,781 %
х = 0,78 кг
Ответ: для крашения 100 кг одежды необходимо красителя бордо - 5,812 кг, поваренной соли – 10 кг, кальцинированной соды – 0,76 кг.
Выводы
Каталитические методы очистки газов применяют часто для предварительной очистки технологических газов.
Каталитические методы газоочистки основаны на взаимодействии примесей с другими газообразными компонентами в присутствии катализатора преимущественно при 300-400 °С и высоких объемных скоростях газа (5*10-3-105 ч-1). Катализаторы - оксиды Fe, Cr, Cu, Zn, Со, Pt, Pd и др., которые наносят на носитель, имеющий развитую поверхность или на металлические материалы (проволоку, сетку, ленту из легиров. стали, Ti, анодиров. А1 и т.п.); активные боксит и уголь, цеолиты, гопкалит (марганцевомедный катализатор.) и др. Процесс газоочистки проводят, как правило, с неподвижным слоем катализатора. Для большинства катализаторов во избежание их забивки содержание инертных твердых примесей в газе не должно превышать 15 мг/м3.
К каталитическим методам газоочистки относятся окисление примесей с применением О2 и их восстановление так называемым газом-восстановителем (гидрирование при использовании Н2). Окисляют обычно: кислородсодержащие органические соединения до СО2 и Н2О, например спирты и эфиры.
Каталитическая очистка газов с применением газа-восстановителя предназначена для гидрирования сераорганических соединений в H2S в производстве H2S (кобальтмолибденовый кат. при 300-400 °С) с последующим улавливанием образовавшегося H2S оксидом Zn или после охлаждения газа растворами алканоламинов; восстановления метаном и конвертированным природным газом SO2 и паров S в H2S с его селективным извлечением в производстве серы (кобальтмолибденовый или никельмолибденовый катализатор при 300-450 °С); восстановления до N2 оксидов азота, например отходящих газов производства HNO3, с помощью СН4 или Н2 (при 800-900 °С), которые одновременно связывают О2, содержащийся в газе, в СО2 и Н2О, или селективного восстановления с использованием NH3 (при 200-270 °С) в присутствии катализаторов на основе Pt или Pd.
Список литературы
Глинка Н.Л. Общая химия. Изд. 17-е, испр. - Л.: "Химия", 1975. - 728 с.
Кузнецов В.В., Усть-Качкинцов В.Ф. Физическая и коллоидная химия. Учеб. пособие для вузов. - М.: Высш. школа, 1976. - 277 с.
Носков А.С, Пай З.П. Технологические методы защиты атмосферы от вредных выбросов на предприятиях энергетики. Новосибирск, СО РАН, ГПНТБ, 1996, 156 с.
Основы химической технологии: Учебник для студентов хим.-технол.спец. вузов / И.П. Мухленов, А.Е. Горштейн, Е.С. Тумаркина; Под ред. И.П. Мухленова. - 4-е изд., перераб. и доп. - М.: Высш. школа, 1991. - 463 с.
Попова Н.М. Катализаторы очистки газовых выбросов промышленных производств.- М.: Химия, 1991.
Успехи химии и технологии редкоземельных элементов. - М.: Металлургия, 1970.
© 2009 База Рефератов