
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Пластическая деформация и рекристаллизация металлов и сплавов
Контрольная работа: Пластическая деформация и рекристаллизация металлов и сплавов
Министерство образования и науки Украины
Донбасский государственный технический университет
Кафедра ОМД
КОНТРОЛЬНАЯ РАБОТА
по дисциплине Металловедение
на тему
"Пластическая деформация и рекристаллизация металлов и сплавов"
Выполнил:
ст. гр. ПМГ-А-08з
Закиров А.Т.
Алчевск 2009
Пластическая деформация и рекристаллизация металлов и сплавов
1. Механизм пластической деформации
В основе пластического деформирования металлов лежит перемещение дислокаций практически при любых температурах и скоростях деформирования. Сущностью пластического деформирования является сдвиг в результате которого одна часть кристалла смещается по отношению к другой части. Для сдвига в идеальном кристалле, в котором все атомы на плоскости сдвига сразу перемещаются на одно межатомное расстояние, нужно, как показывают расчеты, касательное напряжение 0,1 G (G - модуль упругости сдвига). В реальных кристаллах сдвиг происходит при напряжениях всего 10 - 4 G, что в 1000 раз меньше теоретически необходимых. Это объясняется тем, что происходит за счет скольжения дислокаций и в нем участвует незначительная доля атомов, расположенных на плоскости сдвига (рис.1).
Имеется две разновидности сдвига: скольжение и двойникование. В обоих случаях пластическая деформация связана с определенными плоскостями и направлениями в решетке.
Фактически пластическая деформация осуществляется за счет перемещения дислокаций. Рассмотренная схема пластической деформации позволяет сделать вывод; что процесс сдвига в кристалле будет происходить тем легче, чем больше дислокаций будет в металле. Большие деформации возможны только вследствие того, что движение первичных дислокаций вызывает появление большого количества новых дислокаций в процессе пластической деформации (рис.2).
а)

б)
Рисунок 1. Схема деформации: а) схема пластического сдвига в идеальной кристаллической решетке; б) дислокационная схема пластического сдвига
Однако, оказывается, что реальная прочность металлов падает с увеличением числа дислокаций только вначале. Достигнув минимального значения при некоторой плотности дислокаций, реальная прочность вновь начинает возрастать. Такого рода зависимость между реальной прочностью и плотностью дислокаций (и других несовершенств) схематически представлена на рис.3. Повышение реальной прочности с возрастанием плотности дислокации объясняется тем, что при этом возникают не только параллельные друг другу дислокации, но и дислокации в разных плоскостях и направлениях. Такие дислокации будут мешать друг другу перемещаться, и реальная прочность металла повысится.
Следовательно, в той или иной степени наличие дислокаций в реальном металлическом кристалле является причиной более низкой его прочности по сравнению с теоретической, и одновременно придающей способность пластически деформироваться.
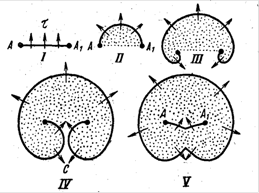
Рисунок 2. Механизм образования дислокации в процессе пластической деформации
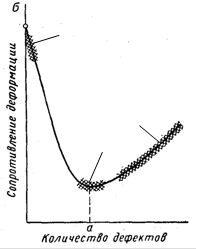
Рисунок 3. Прочность кристаллов в зависимости от искажений решетки (числа дефектов):
1 - теоретическая прочность;
2 - чистые неупрочненные металлы;
3 - сплавы, упрочненные легированием, наклепом, термической и термомеханической обработкой.
Способность реального металла пластически деформироваться является его важнейшим и полезнейшим свойством. Это свойство используют при различных технологических процессах - при протяжке проволоки, операциях гибки, высадки, вытяжки, штамповки и т.д. Большое значение оно имеет и для обеспечения конструктивной прочности или надежности металлических конструкций, деталей машин и других изделий из металла. Опыт показывает, что если металл находится в хрупком состоянии, т.е. если его способность к пластическому деформированию низка, то он в изделиях склонен к внезапным так называемым хрупким разрушениям, которые часто происходят даже при пониженных нагрузках на изделие.
2. Наклеп
В процессе деформации пара движущихся дислокаций порождает сотни и сотни новых, в результате этого плотность дислокаций повышается, что и приводит к упрочнению (повышению предела прочности) - рис.4.
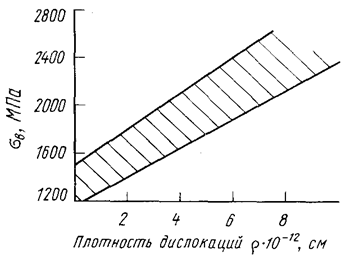
Рисунок 4. Изменение прочности в зависимости от плотности дислокаций (высокопрочная сталь)
Упрочнение металла под действием пластической деформации называется наклепом, или нагартовкой.
Пластическая деформация вносит существенные изменения в строение металла. Кристаллическая структура пластически деформированного металла характеризуется не только искажением кристаллической решетки, но и определенной ориентировкой зерен - текстурой.
Беспорядочно ориентированные кристаллы под действием деформации поворачиваются осями наибольшей прочности вдоль направления деформации (рис.5).
С увеличением деформации степень текстурованности возрастает и при больших степенях деформации достигает 100%, т.е. все зерна оказываются одинаково ориентированными.
Не следует думать, что в результате деформации зерно измельчается. В действительности оно только деформируется, сплющивается и из равноосного превращается в неравноосное (в виде лепешки, блина), сохраняя ту же площадь поперечного сечения.
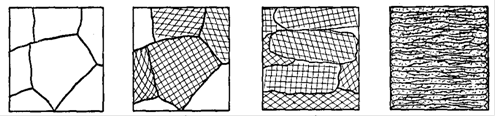
Рисунок 5. Изменение микроструктуры при пластической деформации поликристалла
3. Свойства пластически деформированных металлов
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства - электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5 - 10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 109-1012 см - 2) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации.
При деформировании увеличиваются прочностные характеристики (твердость; sВ; sТ; sУПР) и понижаются пластичность и вязкость (d, y, KCU). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40% -ной деформации механические свойства меняются незначительно (Рис.6). С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления). Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается. Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5 - 3 раза, а предел текучести - в 3 - 7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой.
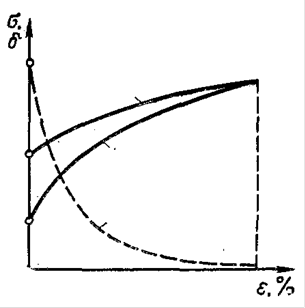
Рисунок 6. Зависимость механических свойств от степени деформации
С ростом степени деформации возрастает удельное электросопротивление, коэрцитивная сила, понижается магнитная проницаемость, остаточная индукция и плотность металла.
Наклепанные металлы более активно, вступают в химические реакции, они легче корродируют и склонны к коррозионному растрескиванию. При больших степенях деформации в результате образования текстуры деформации проявляется анизотропия механических и магнитных свойств.
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости.
В промышленности широко применяют следующие высокопроизводительные эффективные и дешевые способы поверхностного упрочнения деталей: дробеструйный наклеп, накатывание поверхности роликами или шариками, чеканка специальными бойками, гидроабразивный наклеп и др.
Эти способы позволяют значительно увеличить долговечность деталей, повысить прочность и твердость, уменьшить пластичность и вязкость.
Дробеструйный наклеп осуществляется потоком стальной или чугунной дроби (диаметр 0,4 - 2,0 мм, твердость 62 - 64 HRC), ударяющей об поверхность готовой детали с большей скоростью (70 м/сек). Удары дробинок приводят к пластической деформации и наклепу поверхности деталей. Степень наклепа зависит от многих факторов: материала детали, вида предшествующей обработки, диаметра дроби и т.д. Например, термически обработанная рессора после наклепа имеет упрочненный слой толщиной 0,2 - 0,4 мм.
При накатывании деталей стальными роликами упрочненный слой получается толщиной несколько миллиметров.
При чеканке бойками малоуглеродистой стали при помощи механических или пневматических устройств можно получить упрочненный слой толщиной до 20 - 30 мм.
Гидроабразивный наклеп осуществляется действием струи жидкости с песком на поверхность деталей.
Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
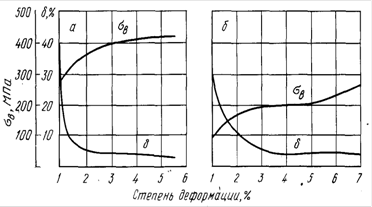
Изменение механических свойств от степени пластической деформации для некоторых металлов приведено на рисунке 7.
|
|
|
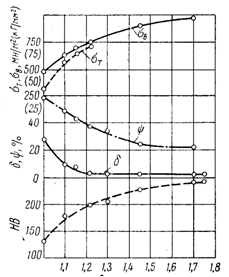
Рисунок 7. Изменение механических свойств в зависимости от степени деформации: а) изменение механических свойств низкоуглеродистой стали в зависимости от вытяжки; б) изменение механических свойств меди в зависимости от степени деформации; в) изменение механических свойств алюминия в зависимости от степени деформации.
4. Влияние нагрева на структуру и свойства холоднодеформированных металлов
Упрочнение сопровождается накоплением остаточной энергии в металле. Пластическая деформация вызывает искажения решетки металла. Остаточная энергия складывается в основном из энергии отклонившихся из положения равновесия атомов. Упрочненное состояние неустойчиво.
Неустойчивая структура пластически деформированного металла стремится освободиться от искажений кристаллической решетки и запаса остаточной энергии и перейти в устойчивое состояние.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. При повышении температуры увеличивается кинетическая энергия атомов, в связи с чем ускоряется перемещение точечных дефектов и создаются условия для перераспределения дислокаций и уменьшения их количества.
Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация - при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т.е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Процесс возврата протекает обычно при температурах ниже 0,3 ТПЛ (ТПЛ - абсолютная температура плавления металла или сплава).
Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и. железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности.
Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений. Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла.
Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель). Полигонизацией называют стадию возврата, при которой в пределах каждого кристалла образуются новые малоугловые границы. Границы возникают путем скольжения и переползания дислокаций; в результате кристалл разделяется на субзерна - полигоны, свободные от дислокаций, а дислокации скапливаются на границах полигонов, образуя стенки. Два полигона, разделенные стенкой (малоугловой границей), состоящей из нескольких краевых дислокаций схематично показаны на рис.8.
Рисунок 8. Дислокационное строение малоугловой границы
Полигонизация холоднодеформированного металла обычно приводит к уменьшению твердости и характеристик прочности.
Рекристаллизация. Пластически деформированные металлы могут
рекристаллизоваться лишь после деформации, степень которой превосходит
определенную минимальную величину, которая называется критической степенью
деформации (![]() - относительное
обжатие, где H0 - начальная
высота заготовки, h - высота
заготовки после обжатия). Если степень деформации меньше критической, то зарождения
новых зерен при нагреве не происходит. Критическая степень деформации невелика
(2 - 8%); для алюминия она близка к 2%, для железа и меди - к 5%.
- относительное
обжатие, где H0 - начальная
высота заготовки, h - высота
заготовки после обжатия). Если степень деформации меньше критической, то зарождения
новых зерен при нагреве не происходит. Критическая степень деформации невелика
(2 - 8%); для алюминия она близка к 2%, для железа и меди - к 5%.
Существует также температурный порог рекристаллизации - это наименьшая температура нагрева, обеспечивающая возможность зарождения новых зерен. Температурный порог рекристаллизации составляет некоторую долю от температуры плавления металла:
ТРЕКР = а×ТПЛ.
Значение коэффициента а зависит от чистоты металла и степени пластической деформации. Для металлов технической чистоты а = 0,3 - 0,4 и понижается с увеличением степени деформации. Уменьшение количества примесей может понизить а до 0,1 - 0,2. Для твердых растворов а = 0,5 - 0,6, а при растворении тугоплавких металлов может достигать 0,7 - 0,8. Для алюминия, меди и железа технической чистоты температурный порог рекристаллизации равен соответственно 100° С, 270° С и 450° С.
Рекристаллизация состоит из зарождения новых зерен и их последующего постепенного роста. Зарождение новых зерен при рекристаллизации происходит в участках с наибольшей плотностью дислокаций, обычно на границах деформированных зерен. Чем больше степень пластической деформации, тем больше возникает центров рекристаллизации.
С течением времени образовавшиеся центры новых зерен увеличиваются в размерах вследствие перехода атомов от деформированного окружения к более совершенной решетке.
Рассмотренная стадия рекристаллизации называется первичной рекристаллизацией или рекристаллизацией обработки. Первичная рекристаллизация заканчивается при полном поглощении новыми зернами старых деформированных зерен.
По завершении первичной рекристаллизации происходит рост образовавшихся зерен; эта стадия рекристаллизации называется собирательной рекристаллизацией. Собирательная рекристаллизация не связана с предварительной пластической деформацией металла. Этот процесс самопроизвольно развивается при достаточно высоких температурах в связи с тем, что укрупнение зерен приводит к уменьшению свободной энергии металла из-за уменьшения поверхностной энергии (чем крупнее кристаллы, тем меньше суммарная протяженность границ).
Рост зерен происходит путем перехода атомов от одного зерна к соседнему через границу раздела, одни зерна при этом постепенно уменьшаются в размерах и затем исчезают, а другие становятся более крупными, поглощая соседние зерна. С повышением температуры рост зерен ускоряется. Чем выше температура нагрева, тем более крупными окажутся рекристаллизованные зерна (рис.9).

Рисунок 9. Схема изменения микроструктуры наклепанного металла при нагреве: а) наклепанный металл; б) начало первичной рекристаллизации; в) конец первичной рекристаллизации; г) собирательная рекристаллизация.
Рекристаллизация полностью снимает наклеп, созданный при пластической деформации; металл приобретает равновесную структуру с минимальным количеством дефектов кристаллического строения. Восстанавливаются все физические и механические свойства (рис.10).
Время выдержки при нагреве оказывает влияние на размер зерна в том же направлении, что и температура, но значительно слабее. С увеличением степени деформации выше критической размер зерен уменьшается вследствие увеличения числа центров рекристаллизации, а повышение температуры нагрева укрупняет зерна из-за ускорения собирательной рекристаллизации.
В рекристаллизованном металле при известных условиях возникает предпочтительная ориентировка зерен - текстура. Текстура рекристаллизации, также как и текстуры другого происхождения, вызывают значительную анизотропию физических и механических свойств. Для конструкционных материалов общего назначения анизотропия свойств обычно нежелательна. Однако при использовании сплавов с особыми физическими свойствами (магнитными, с особыми зависимостями теплового расширения, с особыми упругими свойствами) анизотропию удается практически использовать, улучшая то или иное свойство в определенном направлении изделия. Так, например, широко используется обработка, состоящая из холодной пластической деформации и последующего отжига (нагрева), приводящая к получению текстуры рекристаллизации в листах трансформаторного железа. Образование текстуры обеспечивает более легкую намагничиваемость в определенных направлениях листа. Применение текстурованного трансформаторного железа позволяет уменьшить потери на перемагничивание.
Возможность образования текстуры при рекристаллизации зависит от химического состава сплавов, в технических металлах - от природы и количества примесей, от температуры и времени выдержки при рекристаллизации, от сечения изделия и ряда других технологических факторов.
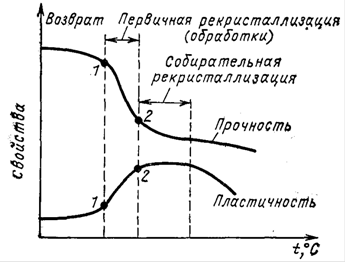
Рисунок 10 - Схема изменения свойств наклепанного металла при возврате и рекристаллизации
5. Влияние обработки давлением на структуру и свойства металла
В зависимости от температурно-скоростных условий деформирования различают холодную и горячую деформацию.
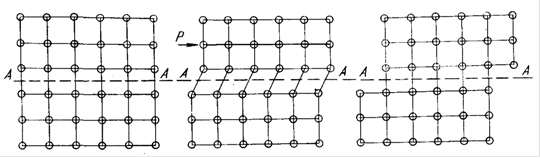
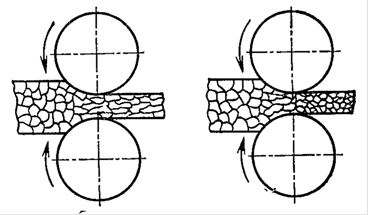
Холодная деформация характеризуется изменением формы зерен, которые вытягиваются в направлении наиболее интенсивного течения металла (рис.11, а). При холодной деформации формоизменение сопровождается изменением механических и физико-химических свойств металла. Это явление называют упрочнением (наклепом) (механизм рассмотрен выше).
Изменения, внесенные холодной деформацией в структуру и свойства металла, не необратимы. Они могут быть устранены, например, с помощью термической обработки (отжигом).
Формоизменение заготовки при температуре выше температуры рекристаллизации сопровождается одновременным протеканием упрочнения и рекристаллизации.
Горячей деформацией называют деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всем объеме заготовки и микроструктура после обработки давлением оказывается равноосной, без следов упрочнения (рис.11, б).
Следует отметить, что рекристаллизация протекает не во время деформации, а сразу после ее окончания и тем быстрее, чем выше температура. При очень высокой температуре, значительно превышающей температуру рекристаллизации, она завершается в секунды и даже доли секунд.
Чтобы обеспечить условия протекания горячей деформации, приходится с увеличением ее скорости повышать температуру нагрева заготовки (для увеличения скорости рекристаллизации).
При горячей деформации сопротивление деформированию примерно в 10 раз меньше, чем при холодной деформации, а отсутствие упрочнения приводит к тому, что сопротивление деформированию (предел текучести) незначительно изменяется в процессе обработки давлением. Этим обстоятельством объясняется в основном то, что горячую обработку применяют для изготовления крупных деталей, так как при этом требуются меньшие усилия деформирования (менее мощное оборудование).
При горячей деформации пластичность металла выше, чем при холодной деформации. Поэтому горячую деформацию целесообразно применять при обработке труднодеформируемых, малопластичных металлов и сплавов, а также заготовок из литого металла (слитков). В то же время при горячей деформации окисление заготовки более интенсивно (на поверхности образуется слой окалины), что ухудшает качество поверхности и точность получаемых размеров.
Холодная деформация без нагрева заготовки позволяет получать большую точность размеров и лучшее качество поверхности по сравнению с обработкой давлением при достаточно высоких температурах. Отметим, что обработка давлением без специального нагрева заготовки позволяет сократить продолжительность технологического цикла, облегчает использование средств механизации и автоматизации и повышает производительность труда.
а) б)
Рисунок 11. Схема изменения микроструктуры металла при прокатке:
а) холодная пластическая деформация;
б) горячая пластическая деформация
Для каждого металла и сплава существует своя температурная область холодной и горячей обработки давлением. Пластическое деформирование железа при 600° С следует рассматривать как горячую обработку, а при 400 °С - как холодную. Для свинца и олова пластическое деформирование даже при комнатной температуре является по существу горячей обработкой, так как температура 20° С выше температуры рекристаллизации этих металлов. Эти металлы в практике называют ненаклепываемыми, хотя при деформировании у них образуются линии сдвига (что показывает, например, характерный хруст оловянной пластинки при ее изгибании).
При горячей обработке металла, чтобы увеличить его пластичность, а также чтобы устранить возможность наклепа, применяют температуры, значительно превосходящие минимальную температуру рекристаллизации.
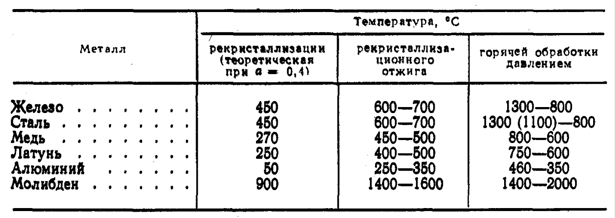
Для отжига наклепанного материала в производственных условиях применяют более высокие температуры, чем минимальная температура рекристаллизации, для обеспечения большей скорости рекристаллизационных процессов. В табл.1 приведены теоретические температуры рекристаллизации, температуры, при которых в производственных условиях осуществляют рекристаллизационный отжиг, а также температуры горячей обработки давлением.
Рекристаллизационный отжиг чаще применяют как межоперационную термическую обработку при холодной прокатке, волочении, штамповке и т.д. (для снятия наклепа), а иногда как окончательную обработку для получения заданных свойств изделий и полуфабрикатов.
Таблица 1 - Температура рекристаллизации и горячей обработки
металлов давлением
Литература
1. Лахтин Ю.М., Леонтьева В.П. Материаловедение. М., 1972, 1980.
2. Гуляев А.П. Металловедение. М., 1986.
3. Сидорин И.И. Основы материаловедения. М., 1976.
4. Антикайн П.А. Металловедение. М., 1972.
5. Геллер Ю.А., Рахштадт А.Г. Материаловедение. - М.: Металлургия, 1989. - 455 с.
6. Лившиц Б.Г. Металлография. - М.: Металлургия, 1990. - 236 с.
7. Сидорин И.И. Основы материаловедения. - М.: Машиностроение, 1976. - 436 с.
8. Полухин П.И. Технология металлов. - М.: Высш. шк., 1966. - 438 с.
9. Дальский А.М. Технология конструкционных материалов. - М.: Машиностроение, 1985. - 448 с.
© 2009 База Рефератов