
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Кислотно-каталитическое алкилирование
Курсовая работа: Кислотно-каталитическое алкилирование
Содержание.
Введение 4
1.Теоретическая часть 6
1.1.Сырье, продукты, катализаторы процесса алкилирования 6
1.2. Механизм алкилирования изобутана бутиленом 9
2.Методическая часть 14
2.1.Методы определения октанового числа бензинов 14
2.2.Метод определения давления насыщенных паров бензинов 21
Заключение 22
Литература 23
ВВЕДЕНИЕ
В производстве автомобильных бензинов наблюдается тенденция к повышению их октанового числа, так как использование высокооктановых бензинов позволяет без увеличения габаритов повысить мощность карбюраторных двигателей с одновременным снижением удельного расхода топлива. Основные сорта бензина должны иметь октановое число порядка 93-95. Наряду с этим по соображениям охраны окружающей среды резко сокращается производство этилированных бензинов или значительно уменьшается содержание в них тетраалкилсвинца для снижения выбросов в атмосферу токсичных соединений углерода, серы и азота в составе выхлопных газов и отравляющего воздействия продуктов разложения тетраалкилсвинца на катализаторы дожигания выхлопных газов двигателя. В этой связи особенно целесообразно увеличение содержание высокооктановых изопарафиновых компонентов в автобензине, которые, имея высокое октановое число по исследовательскому методу обладает низкой чувствительностью.
В основе процессов производства высокооктановых изонарафиновов лежат реакции изомеризации н-парафинов и алкилированных парафиновых углеродов олефиновыми углеродами С2 С5.
Алкилированием называются процессы введения алкильных групп молекулы органических и некоторых неорганических веществ. Эти реакции имеют большое значение для синтеза алкилированных в ядро ароматических соединений, изопарафинов, многих меркаптанов, сульфидов, аминов и т.д. Процессы алкилирования часто являются промежуточными стадиями в производстве мономеров, моющих веществ и т.д.
По механизму реакции алкилирования относится к двум основных группами:
1. реакции кислотно-каталитического алкилирования.
2. реакции термического алкилирования.
В настоящее время практически весь объём промышленного производства моторных алкилатов основан на методе кислотно-каталитического алкилирования.
1 Теоретическая часть.
1.1 Сырьё, продукты, катализаторы процесса алкилирования.
В промышленных условиях в качестве сырья применяют узкие фракции углеводородов.
Из парафинистых углеводородов наибольшее практическое значения для алкилирования имеет изубутан, фракцию С3-С5 попутных нефтяных газов и газов нефтепереработки используют для получения изобутана. Высокое давление паров (520 кПа при 38 ºС) ограничивает возможность применения непосредственно как комплекта моторных топлив. При дефиците изобутана иногда в промышленных процессах алкилирования к изобутану добавляют изопентан (не более 20%).
Качество получающегося при сернокислотном алкилировании изобутана снижается в зависимости от используемого олефина в следующей последовательности:
Бутилен-2 – бутилен-1 изобутилен-2 – метилбутан-1 – 2-метилбутилен-2 – пентен-2 – пропилен. Примерно в такой же последовательности увеличивается расход изобутана и серной кислоты. В связи с этим в промышленных условиях алкилируют изобутан смесью бутиленов, которая может быть получена во многих крупномонтажных вторичной переработки нефти: термическом и каталитическом крекинге, деструктивной перегонке тяжёлых остатков, коксовании, гидроформинге, гидрокрекинге.
Смесь, поступающая на алкилирование, содержит избыток изобутана по сравнению с олефинами. При использовании бутан-бутиленового сырья избыток изобутана составляет 10-15%. Часто принимают смесь пропилена и бутиленов, содержащую до 30% пропилена.
Продукцией процесса алкилирования, на примере серно-кислотного алкилирования, являются лёгкий и тяжёлый алкилаты, пропан, н-бутан, изобутан (при избыточном содержании в исходном сырье). Характеристика лёгкого алкилата (к.к. 180ºС) ,используемого как высокооктановый компонент бензинов: плотность 690-720 кг/м3, октановое число 91-95 (по моторному методу), иодное число менее 1%, содержание фактических смол менее 2.
Тяжёлый алкилат, выкипающий в интервале температур 185-310 ºС, плотностью 790-810 кг/м3 применяется в качестве компонента дизельного топлива и растворителя для различных целей.
Промышленная реализация процессов кислотно-каталитического алкилирования основано на использовании катализаторов Н2SО4, HF и компонентов AlCl3.
Серная кислота обладает значительно большей протонодонорной активностью, чем фтороводород — для 100% кислоты на два порядка выше. Однако уровень значений диэлектрических постоянных таков, что в обеих кислотах концентрация ионных пар незначительна, полярность растворителей обеспечивает независимость противоионов друг от друга. Значительно более высокие плотности, вязкость и поверхностное натяжение серной кислоты намного усложняют создание высокой поверхности раздела между фазами кислота — углеводороды по сравнению со фтороводородом. Особенно важным отличием фтороводорода является значительно большая (примерно на порядок) растворимость в нем изобутана. Скорость растворения алкенов в кислотах гораздо больше, чем изобутана.
В результате больших скорости растворения и растворимости изобутана во фтороводороде соотношение изобутан : алкен в реакционной зоне (в пленке кислоты, в которой идет реакция) значительно выше, чем в случае серной кислоты. Поэтому роль побочных реакций при применении в качестве катализатора фтороводорода меньше, чем при катализе серной кислотой. В результате выход основных продуктов реакции при фтороводородном алкилировании значительно выше, чем при сернокислотном. Значительно меньшая роль побочных реакций при фтороводородном алкилировании позволяет проводить процесс без искусственного охлаждения.
По мере использования кислот их концентрация снижается вследствие разбавления водой, содержащейся в сырье, и продуктами взаимодействия с углеводородами. Разбавление кислот водой снижает их протонодонорную активность очень сильно, разбавление углеводородными продуктами — в значительно меньшей степени. Поэтому для характеристики активности катализатора важна не столько концентрация кислоты, сколько содержание в ней воды. Серная кислота разбавляется водой не только содержащейся в сырье, но и образующейся в результате окисления углеводородов по реакции:
СnН2n + Н2SО4 → СnН2n-2 + 2Н2O + SО2
По мере использования серной кислоты в ней накапливаются, помимо воды, продукты окисления и сульфирования ненасыщенных углеводородов. 88—90 % кислоту выводят из процесса. Этот предел разбавления используемой серной кислоты определяется следующим. Во-первых, по мере накопления в кислоте воды ухудшается растворимость в ней изобутана. Во-вторых, разбавление кислоты вызывает опасность коррозии оборудования. Наконец, снижается протонодонорная активность кислоты. Все эти причины возникают, в первую очередь, в результате разбавления кислоты водой, и если доля воды в кислотной фазе мала, то концентрация используемой кислоты может быть и несколько ниже указанной. Верхний предел содержания серной кислоты составляет 98% и определяется тем, что кислота более концентрированная имеет высокую температуру кристаллизации и повышенную активность относительно окисления и сульфирования углеводородов.
В свежей серной кислоте изобутан растворяется хуже, чем в кислоте, разбавленной небольшим количеством продуктов сульфирования и окисления ненасыщенных углеводородов, образующихся в результате побочных реакций и растворяющихся в кислоте. Поэтому результаты алкилирования в первые часы работы свежей кислоты постепенно улучшаются и достигают максимальных при 95—96 % кислоте. Растворимость изобутана в кислоте повышается, и результаты алкилирования улучшаются при добавлении к свежей кислоте органических продуктов, выделенных из отработанной кислоты. Применяют также специально синтезируемые добавки к кислоте, повышающие растворимость в ней изобутана. Расход серной кислоты в зависимости от параметров процесса составляет 60 — 250 кг/м3 алкилата.
Фтороводород при взаимодействии с алкенами и особенно диенами дает фториды, частично растворимые в нем. Алкилфториды разлагаются при нагревании до 215°С, от воды и неразлагающихся фторидов фтороводород легко отделяется перегонкой. Используемая в процессе кислота содержит 80 — 90 % НF и менее 1 % воды. Расход фтороводорода составляет всего примерно 0,7 кг/м3 алкилата и обусловлен в основном неполной регенерацией при перегонке из углеводородных потоков и выделением из них при защелачивании.
Несмотря на ряд существенных преимуществ фтороводорода перед серной кислотой как катализатора алкилирования высокая токсичность ограничивает применение фтороводородного алкилирования.
1.2 Механизм алкилирования изобутана бутиленом.
Процесс алкилирования изобутана алкенами применяется в нефтеперерабатывающей промышленности с целью получения высокооктанового компонента товарного бензина.
Алкилирование алканов алкенами является равновесным экзотермическим процессом, обратным крекингу углеводородов:
RH + CH2 = CHR' ↔ RR' – CH – CH3 + Q (Q = 75-96 кДж/моль)
Реакция смещается вправо при понижении температуры, при температуре 300°К процесс можно считать необратимым.
Катализаторами алкилирования могут служить те же вещества кислотного типа, что и для алкилирования ароматических углеводородов: AlCl3, HF(безводная), H2SO4.
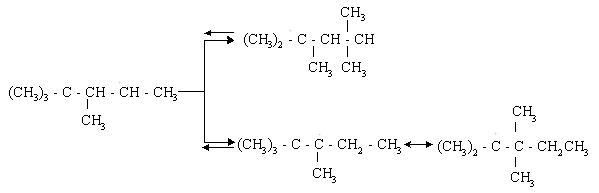
Из алканов к каталитическому алкилированию способны только изоалканы, имеющие третичный атом углерода. Алкены могут быть различными, но чаще используют н-бутилены, алкилирующие изобутан с образованием С8Н18, наиболее пригодным как компонент моторного топлива:
![]()
Целевой продукт алкилирования – изооктан – содержит смесь изомеров – 2,2,4; 2,2,4-, 2,3,4-, 2,3,3 -триметилпентан. Причина лежит в особенностях механизма реакции, осложненной процессами изомеризации. Общепринято, что каталитическое алкилирование изоалканов идет через промежуточные образования ионов карбония.
![]()
Вторичный ион карбония менее устойчив, чем третичный, вследствие чего происходит быстрый обмен гидрид-ионом с изопарафином:
![]()
Образующийся третичный карбоний-катион реагирует с исходным олефином:

Получившийся ион карбония склонен к внутримолекулярным перегруппировкам, сопровождающимся миграцией водорода и метильных групп.
Ионы карбония взаимодействуют с изобутаном, в результате чего получается С8Н18 и третичный бутил-катион:
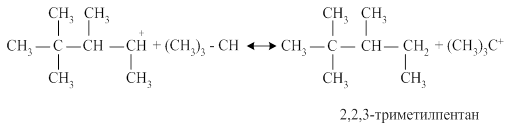
Состав изомеров зависит как от стабильности промежуточных карбоний-ионов, так и от обменной скорости с изобутаном.
Побочные реакции:
1) ![]()
2) ![]() и т.д.
и т.д.
В результате побочных реакций получаются ненасыщенные полимеры, ухудшающие качество алкилата и ведущие к повышенному расходу катализатора.
Применение избытка изоалканов подавляет все побочные реакции, положительно влияет на выход и качество алкилата, повышает его октановое число, снижает расход катализатора, оптимальным является отношение изоалкан:алкен равное (4:6):1. С использованием серной кислоты в качестве катализатора температура процесса равна 5-15°С, фтороводородной кислоты – 20-30°С. Расход серной и фтороводородной кислот составляет 250кг и 0,7кг на тонну алкилата.
Рассмотрим процессы сернокислотного алкилирования и фтористоводородного алкилирования.
Сернокислотное алкилирование. Важными характеристиками для технологического оформления процессов жидкофазного алкилирования изобутана олефинами в присутствии H2SO4 являются взаимные растворимости изобутана и H2SO4. Растворимость изобутана в H2SO4 невелика и заметно снижается с уменьшением концентрации кислоты, (табл.1).
Таблица 1. Растворимость изобутана в H2SO4.
|
Концентрация H2SO4 % (масс.) |
99,5 | 98,7 | 96,5 |
|
Растворимость изобутана в H2SO4 при температуре 13,3 ˚С % (масс) |
0,10 | 0,07 | 0,04 |
Растворимость серной кислоты в изобутане имеет более низкие значения, вследствие чего необходимо применять интенсивное перемешивание реакционной смеси. При этом октановые характеристики сернокислотного алкилата находятся в прямой пропорциональной зависимости от степени диспергирования. Наилучшие по качеству алкилаты образуются при использовании 98 - 99 %-ной H2SO4.
Химические свойства примесей в сырье оказывают различное влияние на степень разбавления H2SO4 в ходе реакции алкилирования. Более низкие температуры проведения реакции алкилирования и высокие соотношения изобутан/олефин благоприятно сказываются на выходе и составов алкилатов и расходе H2SO4.
Увеличение времени контакта в интервале 0,6 - 6,0 мин способствует повышению выхода алкилата и содержания фракции в алкилате при одновременном росте октанового числа.
Фтористоводородное алкилирование. Преимущества фтористоводородного алкилирования по сравнений с сернокислотным:
1) легкая регенерируемость катализатора, обеспечивающая меньший его расход (в 100 с лишним раз);
2) возможность применения простых реакторных устройств без движущихся и трущихся частей, обусловленная повышенной взаимной растворимостью изобутана и HF;
3) возможность применения более высоких температур в реакторе с обычным водяным охлаждением, обусловленная меньшим влиянием температуры на протекание вторичных реакций и снижение качества алкилата;
4) небольшая металлоемкость узла алкилирования (необходимый удельный объем реактора составляет 0,0059 - 0,0107 объема на один объем алкилата в сутки, что примерно в 10 - 15 раз меньше, чем у сернокислотного контактора, и в 25 - 35 раз меньше, чем у каскадного реактора.
Для области температур 0 - 60 °С взаимные растворимости изобутана и HF приведены в таблице 2.
Таблица 2. Взаимные растворимости изобутана и HF.
| Температура, ˚С | Растворимость, % (масс.) | Температура, ˚С | Растворимость, % (масс.) | ||
| Изобутан в HF | HF в изобутане | Изобутан в HF | HF в изобутане | ||
| 0 | 2,4 | 0,40 | 20 | 3,5 | 1,05 |
| 5 | 2,6 | 0,47 | 50 | 5,4 | 1,50 |
| 10 | 2,9 | 0,54 | 60 | 6,3 | 1,87 |
| 15 | 3,2 | 0,63 | |||
Значительным преимуществом фтористоводородного процесса является лучшее качество алкилата на пропиленовом и обогащенном пропиленом сырье без значительного увеличения расхода катализатора.
2. Методическая часть.
2.1 Методы определения октанового числа бензинов.
В середине прошлого столетия весьма интенсивно велись исследования с целью разработки методов оценки одного из основных показателей качества автомобильных бензинов детонационной стойкости. Эти исследования были направлены на поиск физических и химических параметров, которые могли бы характеризовать возникновение детонации с хорошей сходимостью с результатами определения октанового числа на моторной установке.
Ниже рассмотрены некоторые альтернативные методы определения октанового числа бензинов.
Хроматографический метод.
Этот метод — сугубо расчетный. Точность определения им детонационной стойкости зависит от качества хроматограммы, программы ее обсчета, заложенной в компьютер, и никак не связана с прямыми параметрами горения бензинов. Недостаток метода — необходимость проведения длительных испытаний.
Оценка по поглощению инфракрасного излучения.
Этот метод — также расчетный. Он основан на измерении диэлектрической проницаемости компонентов бензина и в случае применения в составе бензина оксигенатов дает оценку октанового числа с существенной погрешностью.
Оценка по давлению газов, возникающему в реакторе при самовоспламенении бензинов. Метод Монерекс”.
Этот метод предназначен для непрерывного контроля октанового числа компонентов товарного бензина при производстве последнего методом смешения.
Его авторы полагают, что в двигателе в процессе окисления топлива возникновению детонации должно предшествовать изменение одного или нескольких коррелирующих с ней параметров. Ими показано, что давление, возникающее в нагретом реакторе пропорционально октановому числу бензина.
На основе этой зависимости и создано устройство для непрерывной оценки детонационной стойкости по давлению газов, возникающему в реакторе в процессе холодно-пламенного окисления бензинов.
Оценка по характеристике самовоспламенения.
В Великобритании в Институте нефти исследована возможность определения антидетонационных свойств по характеристике воспламенения капель бензина. Установлена практически линейная зависимость температуры их самовоспламенения при постоянном времени задержки воспламенения (или времени задержки воспламенения капель топлива при постоянной температуре самовоспламенения) от октанового числа в пределах 82—90 единиц. Узкий диапазон значений октанового числа в значительной степени снижает возможность использования этого метода для практических целей.
Оценка по диэлектрической проницаемости.
Современный уровень развития электронной техники обеспечивает измерение относительной и комплексной диэлектрической проницаемости бензинов и их компонентов. Однако проведенная сравнительная оценка комплексной диэлектрической проницаемости бензинов и компонентов, повышающих их детонационную стойкость, свидетельствует о различии бензинов разного происхождения, как по относительной диэлектрической проницаемости, так и по проводимости.
Диэлектрическая проницаемость таких добавок, как толуол и МТБЭ, толуол и метанол, практически одинаково влияющих на октановое число, различается на порядок, и, следовательно, не может быть и речи о корреляции октанового числа товарных бензинов с их диэлектрической проницаемостью.[6,ст. 68-69].
Оценка по параметрам холоднопламенного окисления.
Разработанный метод основан на следующих предпосылках:
• горение бензина как процесс окисления сопровождается выделением за короткое время большого количества тепла;
• этот процесс состоит из двух этапов: воспламенения, который включает стадию холоднопламенного окисления, и собственно горения;
• этап горения может протекать с детонацией или без детонации;
при бездетонационном горении скорость распространения фронта пламени во всем объеме цилиндра двигателя составляет 20—40 м/с.
Наиболее целесообразно использовать параметры этапа воспламенения рабочей смеси, происходящего при низкой температуре и с невысокой скоростью окисления. В настоящее время проводить исследования в таких условиях можно с достаточно большой точностью.
Температуру холоднопламенного окисления углеводородного сырья оценивают по-разному: от 300 до 450°С. Скорость I процесса может изменяться от нескольких секунд до нескольких десятков секунд. Исследования подтвердили это. Следует отметить, однако, значительную зависимость этих параметров от конструкции реактора и состава топливовоздушной смеси.
С учетом указанных факторов предложено вместо косвенной оценки параметров горения топлив непосредственно измерять естественные физические параметры — температуру, скорость, выделяемую энергию и ускорение холодно-каменного окисления на различных стадиях.
![]() Для исследования процессов
холоднопламенного окисления углеводородного сырья в реальном масштабе времени
создана установка, структурная схема которой приведена на рис. 1.
Для исследования процессов
холоднопламенного окисления углеводородного сырья в реальном масштабе времени
создана установка, структурная схема которой приведена на рис. 1.
Установка включает: аналитический блок с реактором холоднопламенного окисления; устройство для измерения параметров окислительного процесса; элементы для контроля состояния реактора и регулировки скорости потока воздуха; персональный компьютер, который обеспечивает необходимую последовательность действий оператора, прием, преобразование и тематическую обработку сигнала от аналитического блока, отображает на дисплее текущую информацию о состоянии прибора и результатах измерения; пневмоблок (с компрессором, ресивером и пенным измерителем скорости потока воздуха), служащий для создания стабильного воздушного потока через реактор.
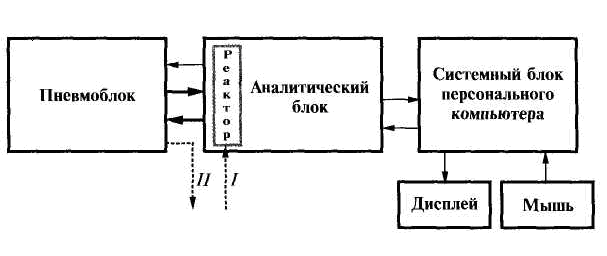
Рис. 1. Структурная схема установки для исследования холоднопламенного окисления топливовоздушной смеси в реальном масштабе времени.
После включения установки реактор нагревается до температуры возникновения холоднопламенного окисления бензинов, в дальнейшем эта температура поддерживается автоматически. Поток воздуха, необходимый для поддержания холоднопламенного окисления, подается в реактор пневмоблока. Анализируемый бензин, контрольное топливо, вводится в реактор с помощью микрошприца. Смешавшись с потоком воздуха, топливо нагревается до температуры реактора, что приводит к его холоднопламенному окислению, сопровождаемому выделением тепла. Датчик температуры, расположенный в реакторе, преобразует тепловое воздействие в электрический сигал, который поступает в аналого-цифровой преобразователь, а затем в цифровом виде в персональный компьютер.
Если в реактор, нагретый до температуры, при которой начинается холоднопламенное окисление, ввести смесь топлива с воздухом, то температура реактора будет изменяться согласно соответствующей кривой на рис. 2.
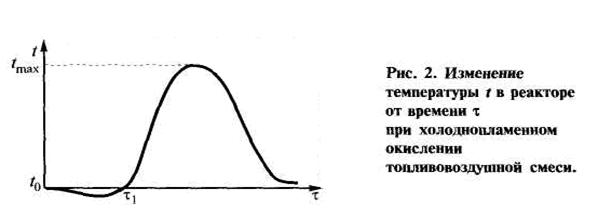
Такой характер искривления можно объяснить следующими процессами. При попадании в реактор смеси паров топлива с воздухом температура внутри него несколько снижается, поскольку часть энергии расходуется на нагревание смеси. Через время (х), включается система автоматического слежения за температурой внутри реактора и происходит компенсация потери тепловой энергии. После этого собственно и наступает процесс холоднопламенного окисления, сопровождаемый выделением большого количества тепла.
Ход процесса окисления анализируется компьютером традиционными методами. Качество анализа определяется числом сопоставляемых параметров и точностью их измерения.
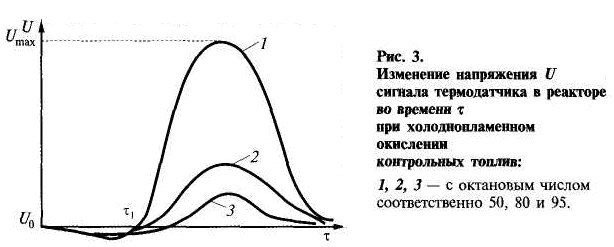
На рис. 3 приведено несколько характерных кривых холоднопламенного окисления дозы топлива в потоке воздуха. Как видно, для образцов бензина с разным октановым числом на выходе термодатчика наблюдается экстремум напряжения. Максимальное напряжение Umax сигнала, соответствующее максимальной температуре окисления (см. рис. 2), принадлежит топливу с минимальным октановым числом.
Максимум амплитуды кривых равномерно снижается с повышением октанового числа контрольного топлива. Этот параметр достаточно точно характеризует детонационную стойкость и может быть использован для ее оценки в первом приближении. Аналогичные кривые получены для бензинов и их компонентов. Разработанные для персонального компьютера программы позволяют непосредственно определять максимум температуры или преобразовывать сигнал в значение октанового числа.
Прибор в сочетании с программным обеспечением для обработки значений температуры, времени, скорости и ускорения процесса горения на всех стадиях его развития позволяет определять октановое число бензинов с различными высокооктановыми добавками. Сравнение результатов оценки октанового числа товарных бензинов стандартными методами и на разработанном приборе показало их высокую сходимость.
Прибор рассчитан на круглосуточную работу и потребляет не более 500 Вт электроэнергии. Он свободно размещается на лабораторном столе благодаря малым габаритам, не требует специального помещения и вентиляции, экономичен и позволяет за 8 ч производить 50 измерений и более. Масса комплекта — не более 10кг.[6,ст.69-70].
Газохроматографический метод. Детонационная стойкость. Газохроматографический метод определения этой характеристики, выражаемой октановым числом, основан на предположении, что каждому индивидуальному компоненту бензина соответствует определенный эффективный октановый коэффициент. Эффективное октановое число бензина как смеси находят суммированием произведений массовой доли индивидуальных компонентов на их эффективные октановые коэффициенты.
![]() ,
,
где Θ октановое число бензина; W — массовая доля октановой группы. Для упрощения процедуры расчета хроматограмму разбивают на 31 группу:
Эффективные октановые коэффициенты, найденные нами методом линейной регрессии по хроматографическим данным для образцов аттестованных бензинов, приведены в табл. 3.
Анализ результатов определения октанового числа по моторному и исследовательскому методам показал, что отклонение октанового числа, рассчитанного по хроматограмме, от октанового числа, определенного на стандартном одноцилиндровом двигателе по ГОСТ 511—82 и ГОСТ 8226—82, не превышает 0,5 ед.[5, ст. 46].
Таблица 3. Характеристики хроматографических групп бензина

2.2 Метод определения давления насыщенных паров бензинов.
Под давлением насыщенных паров понимают давление, развиваемое парами при данной температуре в условиях равновесия с жидкостью. Температура, при которой давление насыщенных паров становится равным давлению в системе, называется температурой кипения вещества. Давление насыщенных паров нефти и нефтепродуктов до некоторой степени характеризует их испаряемость, наличие в них легких компонентов, растворенных газов и т.д. Оно резко увеличивается с повышением температуры. При одной и той же температуре меньшим давлением насыщенных паров характеризуются более легкие нефтепродукты. Для определения давления насыщенных паров бензинов воспользуемся одним из методов.
Газохроматографический метод. Определение давления насыщенных паров бензинов - важная в практическом отношении характеристика бензина является функцией его молекулярного состава и может быть рассчитана по хроматографическим данным DHA с помощью формулы:
где Р — давление насыщенных паров; CV — мольная доля n-й октановой группы бензина; pf — эффективное парциальное давление компонентов n-й группы, определяемой по табл. 3. Отклонение давления насыщенных паров по хромотограмме от измеренного по ГОСТ-52 не превышает 5 кПа (рис. 4).
|
|
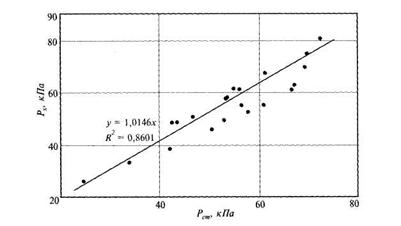
Рис.4.Отклонение давления насыщенных паров.
Заключение
В данной работе рассмотрены современные методы производства высокооктановых изопарафиновов лежат реакции изомеризации н-парафинов и алкилирования парафиновых углеродов олефиновыми углеродами С2 – С5. Проведенный анализ процессов сернокислотного и фтороводородного алкилирования показал, что каждый из методов имеет свои преимущества и недостатки. Однако в современных условиях предпочтение нужно отдать фтороводородному алкилированию, как менее материалоемкому и энергоемкому.
Рассмотрены методы определения октанового числа и давления насыщенных паров бензинов. Некоторые методы возможно применять непосредственно в производственном процессе. Это позволяет производить корректировку режима установок и контролировать заданное качество алкилата по октановому числу и давлению насыщенных паров.
Литература
1. Справочник нефтепереработчика. Под. ред. Ластовкина Г. А. –М: Химия, 1986г.
2. Основные процессы химической переработки газа. Николаев В.В., Бусыгин И.Г., Бусыгина Н.В.,Палашарчук В.С., Тамавян Б.П.:- М: Издательство “Недра” 1996г
3. УМК ”Технология переработки нефти и газа. Процессы глубокой переработки нефти и нефтяных фракций.” Под. ред. Ткачева С.М. Новополоцк, 2006г.
4. Общие свойства и первичные методы переработки нефти и газа. Гуревич И.Л.-М:Xимия, 1972г.
5. ”Химия и технология топлив и масел.” 2001г, №4.
6. ”Химия и технология топлив и масел.” 2003г, №1-2.
7. ”Химия и технология топлив и масел.” 2005г, №1.
8. ”Химия и технология топлив и масел.” 2000г, №1.
© 2009 База Рефератов